baker座封工具使用步骤
封口机操作流程注意事项

封口机操作流程注意事项英文回答:Operating a sealing machine requires careful attention to the following steps and precautions:1. Preparation:Ensure that the machine is clean and in good working condition.Check if there is enough sealing material (e.g., tape or glue) available.Familiarize yourself with the machine's controls and settings.2. Setup:Adjust the machine's settings according to the typeand size of the packaging material.Make sure the machine is properly aligned to ensure accurate sealing.3. Loading:Place the items to be sealed in the designated area of the machine.Ensure that the items are properly arranged and aligned for efficient sealing.4. Sealing:Start the machine and carefully observe the sealing process.Monitor the temperature and pressure settings to ensure proper sealing.Adjust the settings if necessary to achieve thedesired sealing quality.Avoid overloading the machine to prevent damage or inefficient sealing.5. Inspection:After sealing, inspect the sealed packages for any defects or irregularities.Remove any defective packages and reseal them if necessary.Ensure that the sealed packages meet the required quality standards.6. Maintenance:Regularly clean and lubricate the machine to maintain its performance.Replace any worn-out or damaged parts promptly toavoid operational issues.Follow the manufacturer's instructions for routine maintenance tasks.7. Safety precautions:Always wear appropriate personal protective equipment, such as gloves or goggles.Keep hands and other body parts away from moving parts of the machine.Do not operate the machine if you are not trained or authorized to do so.Follow all safety guidelines and instructions provided by the manufacturer.中文回答:操作封口机需要注意以下步骤和注意事项:1. 准备:确保机器干净且工作正常。
封口机操作规程

封口机操作规程一、引言封口机是一种常见的包装设备,广泛应用于食品、医药、化妆品等行业。
为了确保封口机的安全运行和操作的准确性,制定本操作规程,以指导操作人员正确使用封口机,提高工作效率和产品质量。
二、适用范围本操作规程适用于所有使用封口机的操作人员。
三、操作人员要求1. 操作人员应接受相关培训,了解封口机的基本原理、结构和操作方法。
2. 操作人员应具备良好的身体健康状况,无酗酒、吸烟等不良嗜好。
3. 操作人员应遵守公司的安全规定,佩戴必要的个人防护设备。
4. 操作人员应具备一定的机械设备操作经验,熟悉封口机的各部件和功能。
四、操作前准备1. 检查封口机的工作状态,确保各部件完好无损,无松动现象。
2. 清理工作区域,确保操作环境整洁、干净。
3. 检查所需材料的质量和数量,确保符合要求。
五、操作步骤1. 打开封口机的电源开关,待设备启动并进入正常工作状态。
2. 调整封口机的参数,如温度、速度等,根据具体产品的要求进行设置。
3. 将待封口的包装物放置在封口机的工作台上,确保位置正确。
4. 按下启动按钮,封口机开始工作,封口头快速下压,完成封口动作。
5. 检查封口质量,确保封口牢固、平整,没有漏封或错位现象。
6. 将封好口的包装物取出,放置在指定位置,进行下一步操作。
六、操作注意事项1. 操作人员应时刻保持专注,避免分心或疲劳操作,确保安全。
2. 在操作过程中,严禁将手或其他物体靠近封口头,以免发生意外伤害。
3. 如发现封口机有异常声音或其他异常情况,应立即停机检查并报告相关人员。
4. 操作人员应定期清理封口机,确保设备的正常运行和寿命。
5. 如需更换封口头或其他部件,应在停机状态下进行,并按照设备说明书进行操作。
七、故障处理1. 如封口机出现故障,操作人员应立即停机,并按照公司的故障处理流程进行处理。
2. 在故障处理过程中,操作人员应注意自身安全,避免损坏设备或造成二次故障。
八、操作记录1. 操作人员应按照规定,及时记录封口机的操作情况,包括操作时间、产品信息等。
13贝克打压球座短节278
3
压力。 4、钢球(2)在装运前放在塑料袋内,与球座绑在一起发运。
图 859-799-27
部件清单(图号:859-799-27)
2-7/8”
序号 描述
所需数量
1 打压球座短节 1
2 1.75”球
1
3 “O” 圈
1
4 剪钉
6
5 球座
1
材料号 H799-27-1857 H01-98572-26 HWW-T51S-630 HWW-B227-H40 HWW-GE1D-0KB 3/8-16 X 0.563LG H02-61349-07
2
贝克石油工具
贝克打压球座
Baker Oil Tools
部件清单(图号:859-799-27)
2-3/8”
序号 描述
所需数量
1 打压球座短节 1
2 1.40”铜球 1
3 “O” 圈
1
4 剪钉
6
5 球座
1
材料号 H799-27-1404 H03-77781-00 HWW-T51F-630 HWW-B224-H40 HWW-GE1B-0MB 5/16-18 X 5/8 H01-98571-00
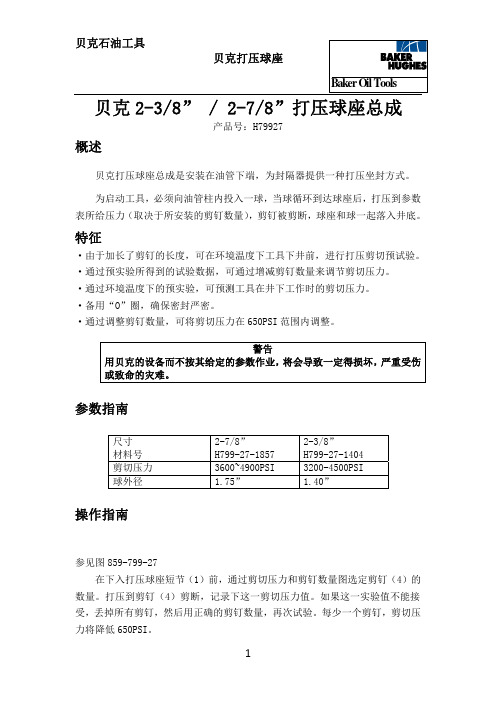
特征
·由于加长了剪钉的长度,可在环境温度下工具下井前,进行打压剪切预试验。 ·通过预实验所得到的试验数据,可通过增减剪钉数量来调节剪切压力。 ·通过环境温度下的预实验,可预测工具在井下工作时的剪切压力。 ·备用“O”圈,确保密封严密。 ·通过调整剪钉数量,可将剪切压力在 650PSI 范围内调整。
警告 用贝克的设备而不按其给定的参数作业,将会导致一定得损坏,严重受伤 或致命的灾难。
贝克石油工具
贝克打压球座
Baker Oil Tools
封口机操作流程
封口机操作流程封口机是一种用于封装产品包装的设备。
它能够快速、有效地封闭包装袋,确保产品的安全性和保存期限。
本文档将介绍封口机的操作流程。
准备工作在使用封口机之前,需要进行以下准备工作:1. 检查封口机是否处于正常工作状态。
确保电源接通且设备无任何异常。
2. 准备需要封闭的包装袋。
确保包装袋符合封口机的要求,如尺寸适宜、材质可封闭等。
3. 清洁工作台并确保工作区域整洁。
操作步骤按照以下步骤正确操作封口机:1. 打开封口机的上盖,并将待封闭的包装袋放置在工作台上。
2. 调整封口机的温度和封口时间。
根据包装袋的材质和厚度,设置合适的温度和封口时间。
3. 将包装袋的开口部分放置在封口条下方。
确保包装袋的开口完全覆盖封口条。
4. 关闭封口机的上盖,确保包装袋被夹紧。
5. 启动封口机,开始封口操作。
根据设备的指示,选择自动封口或手动封口模式。
6. 在封口过程中,确保操作安全,避免手部接触封口条或其他运动部件。
7. 封口完成后,打开封口机的上盖,取出已封闭的包装袋。
8. 检查封口质量。
确保封口条与包装袋完全贴合,没有漏封或松动的情况。
9. 清理和保养封口机。
在使用完毕后,清除工作台的残留物,并定期对封口机进行清洁和维护。
安全注意事项在操作封口机时,需要注意以下安全事项:1. 避免手部接触封口条或其他运动部件,以免造成伤害。
2. 在封口机运行过程中,不得随意打开封口机的上盖。
3. 将封口机放置在稳定的工作台上,避免倾倒或滑动。
4. 在封口机工作过程中,保持工作区域整洁,避免杂物干扰操作。
总结封口机操作流程包括准备工作、操作步骤和安全注意事项。
正确操作封口机能够确保包装袋的封闭质量,保护产品的安全性和保存期限。
在操作封口机时,务必注意安全事项,确保操作过程的安全性和效果。
北阿项目下完井管柱及坐封操作规程
北阿项目下完井管柱及坐封操作规程一、准备工作1.基础数据准备:1)准确丈量入井油管及工具长度,记录各工具内外径及其他参数。
2)根据设计和油管及工具长度,制作详细的完井管柱和结构示意图。
3)查找测录井资料,确定设计坐封位置附件套管接箍深度,封隔器尽量坐封在套管中部。
4)实际入井管柱每个气举阀深度与设计相差不超过5米。
5)完井油管相关参数,如:内外径、磅级、钢级、抗拉强度等。
2.设备和工具检查:1)所有油管入井前必须过规,冲洗内壁,检查丝扣。
2)完井工具上井前需在库房进行功能测试和密封测试,要求除封隔器以外的所有工具和管线需试压5000psi/30mins。
3)井口吊装工具及吊装带处于良好工况。
4)内防喷工具、变换接头及管线剪刀等小工具放置钻台明显位置,随时可取可用。
5)硫化氢工程师检测各硫化氢探头及报警器,确保处于良好工况。
二、作业操作规程:1.吊装各完井工具,连接套管队液压钳和扭矩仪,清理钻台,做好下钻准备。
2.按设计管柱顺序下钻,入井油管及工具上扣完后,再次用绳索吊起通径规再次检验(3-1/2”油管使用Φ72.8⨯1000mm,3-1/2”油管使用Φ89.3⨯1000mm通径)。
3.下完管柱后,完井工程师和井口工程师配合连接油管悬挂器和穿越化学注入管线及安全阀控制管线。
4.确定油管悬挂器顶丝全部完全退出以后,连接联顶接,坐油管悬挂器,确定悬挂器完全坐入油管头以后,顶好悬挂器顶丝。
5.连接井口三通和泵车,并对泵车及管线试压5000psi/30mins。
6.安装钢丝设备,并对钢丝BOP和放喷管试压5000psi/30mins。
7.下钢丝带3-1/2“油管刮刀通径,确保油管畅通无阻后,起出钢丝工具。
8.下钢丝带平衡单流阀,坐入坐落短接。
9.按照设计要求逐级打压坐封封隔器和剪切伸缩短接销钉。
10.坐封完后,油管稳压3000psi,环空打压2500psi对封隔器坐封及密封效果试压。
11.起出钢丝带平衡单流阀,释放钢丝人员和设备。
钣金工具大全及使用方法
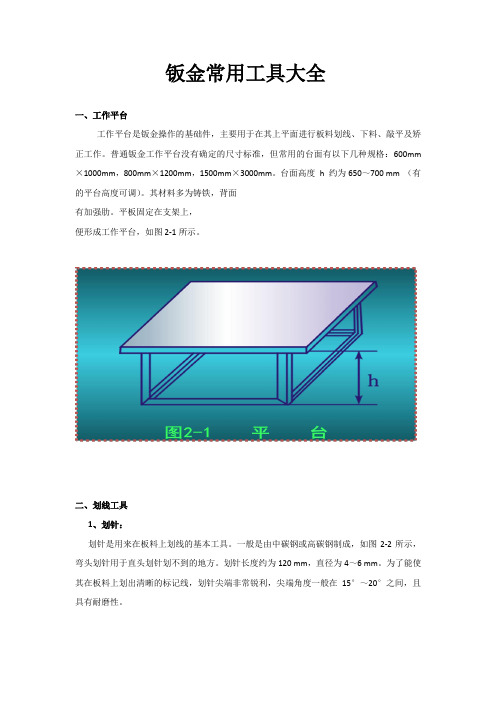
钣金常用工具大全一、工作平台工作平台是钣金操作的基础件,主要用于在其上平面进行板料划线、下料、敲平及矫正工作。
普通钣金工作平台没有确定的尺寸标准,但常用的台面有以下几种规格:600mm ×1000mm,800mm×1200mm,1500mm×3000mm。
台面高度h 约为650~700 mm (有的平台高度可调)。
其材料多为铸铁,背面有加强肋。
平板固定在支架上,便形成工作平台,如图2-1所示。
二、划线工具1、划针:划针是用来在板料上划线的基本工具。
一般是由中碳钢或高碳钢制成,如图2-2所示,弯头划针用于直头划针划不到的地方。
划针长度约为120 mm,直径为4~6 mm。
为了能使其在板料上划出清晰的标记线,划针尖端非常锐利,尖端角度一般在15°~20°之间,且具有耐磨性。
划线时,划针的尖端必须紧靠钢板尺或样板,划针应朝向划线方向倾斜50°~70°,同时向外倾斜10°~20°,划线粗细不得超过0.5mm,如图2-3所示。
2、划规:划规用于划折边线,它可沿板料边缘划等距离引线,如图2-4。
3、圆规:圆规用来在金属板上划圆或圆弧,并可测量两点间的距离,或直接将钢板尺上的尺寸引到金属板上。
圆规尖脚上焊有硬质合金,并经淬火处理。
常用圆规如图2-5(a)、(b)、(c)所示4、样冲:样冲也叫心冲,由高碳钢制成,长度约90~150mm,尖端磨成30°~40°或60°角两种,并经淬火处理。
样冲主要用来冲圆心或钻孔时冲中心眼,如图2-6所示。
划线盘的结构如图2-7所示,主要用于平台上划线或矫正工件。
它是由底座、立柱、夹紧螺母和划针组成。
6、划线工具的应用:圆弧线的划法(1)划规开档位置的调整:为了使划规尖脚移取的尺寸准确,应在钢尺上重复移取几次,这样可以看出误差的大小。
如10mm,一次差0.1mm,往往不容易看出来,若量5次后相差0.5mm就能明显地看出来了,如图2-8所示。
封板机操作方法有哪些呢
封板机操作方法有哪些呢封板机是一种用于在包装过程中将产品封装成包裹或封闭的设备。
它通常用于食品、药品、日用品等行业。
封板机的操作方法有以下几个步骤:步骤一:准备工作1. 将封板机放置在平稳的地面上,确保机器不会移动或摇晃。
2. 检查机器的电源和气源是否连接正常,并确保电源供应稳定。
3. 准备好需要封板的包装材料,如纸箱、胶带等。
步骤二:调整机器设置1. 打开封板机的控制面板,按照说明书上的操作步骤调整机器的参数,例如封板速度、温度等。
这些参数会根据不同的包装材料和产品而有所不同。
2. 根据实际需求选择封箱的方式和尺寸。
一般来说,有立式封板机和卧式封板机两种类型可供选择。
步骤三:放置产品和包装材料1. 将待封装的产品放置在封板机的工作台上,按照事先确定的位置和数量进行放置。
2. 做好安全措施,确保操作人员不会被机器卷入或受到伤害。
3. 将包装材料(如纸箱)检查一遍,确保其没有任何破损或缺陷。
步骤四:调整封板机工作台1. 根据产品的尺寸,调整封板机的工作台高度和宽度。
一般来说,工作台的高度和宽度应该比产品稍大一些,以便于包装材料的封闭。
步骤五:开始封板1. 打开封板机的电源开关并选择需要的操作模式。
2. 将包装材料(如纸箱)对准机器的工作台,确保其与产品相匹配。
3. 按下启动按钮,封板机将自动封闭包装材料,并将其固定在一起。
4. 在封板过程中,注意观察机器的运行状态,确保封板质量符合要求。
5. 封板完成后,关闭封板机的电源开关,等待封板材料固定。
步骤六:检查封板质量1. 封板完成后,检查封板材料的牢固度和封闭效果。
如果有松动或破损的地方,需要重新封板。
2. 确保封板质量符合产品包装的要求和标准。
步骤七:清理工作1. 封板完成后,关闭封板机的电源和气源开关,断开电源供应。
2. 清理封板机的工作台和周围的环境,确保机器干净整洁。
以上是封板机的基本操作方法。
不同型号和品牌的封板机可能会有一些细微的差异,具体操作步骤还需根据实际情况和机器说明书来进行操作。
博凯出格系统操作手册

博楷箱包出格系统操作手册一、认识软件1、软件界面博楷箱包出格系统,界面友好,一目了然。
二、工具功能介绍1、标准工具栏新建快捷方式:CTRL+N新建一个新文件开始操作打开快捷方式:CTRL+O打开一个已经存在的文件保存快捷方式:CTRL+S保存当前文件撤消操作快捷方式:CTRL+Z撤消上一步操作,一直可以回退到最后一步撤消回退快捷方式:CTRL+Y撤消被取消的操作,一直可以回退到最近的一步移动视图快捷方式:空格键按下空格键移动正在被操作的视图,放开空格键结束移动视图并且回到正在操作的工具状态下放大放大选择区域,在任何时候用智能鼠标的滚轮向前滚动也可以放大视图快捷方式:W缩小缩小选择区域,在任何时候用智能鼠标的滚轮向后滚动也可以缩小视图快捷方式:E全屏全屏显示,快速将操作区的对象满屏幕显示快捷方式:Q显示/隐藏裁片列表框显示/隐藏标尺显示/隐藏结构图示/隐藏裁片图切换到裁片切割排料,在这里直接将做好的裁片排好用切割机切割出来设置切割的纸张大小,对话框如下:显示/隐藏线条长度快捷方式:F82、常用工具栏选择快捷方式:ESC或者单击右键选择对象,这个工具里有很多对对象的操作功能选择对象—鼠标左键单击对象,按住鼠标左键框选,框选的时候,从左向右拖动可以选择被选中的对象,不在选择区域内的对象不会被选择,从右向左拖动,只要对象的一个端点被框选上,这个对象就会被选择。
删除对象—选择需要的对象,按键盘上的DEL键删除移动对象—选择需要的对象,鼠标放在对象上的除了端点和控制点的其他位置包括中点拖动鼠标即移动对象到需要的位置改变对象的形状和大小,先选择需要操作的对象,然后按住鼠标左键拖动即可改变对象的大小和形状曲线形状调整—手袋的纸格形状各异,变化万千,曲线的编辑很常用,在这个工具里可以非常方便的调整曲线的形状,用鼠标左键在空白点双击即可在这个位置加个点,然后拖动这个点可以调整曲线形状,在已经存在的控制点双击鼠标左键可以删除这个控制点矩形快捷方式:R矩形工具,单击鼠标左键拖动鼠标到想要的位置再次单击鼠标左键,弹出矩形参数对话框,输入正确数值即可完成矩形操作,如下图:梯形矩形工具,单击鼠标左键拖动鼠标到想要的位置再次单击鼠标左键,弹出梯形对话框,输入正确数值即可完成梯形,如下图:直线快捷方式:F直线工具,单击鼠标左键拖动鼠标到想要的位置再次单击鼠标左键,弹出直线对话框,输入正确数值即可完成直线,如下图:曲线快捷方式:S自由曲线,左键单击画线到想要的位置单击右键结束操作,再配合选择工具中的编辑功能,可以完成任何形状的曲线操作,可以自由加控制点,删除控制点,曲线在操作过程中,长度数值会实时显示,回退键可以删除最近的点三点弧快捷方式:D鼠标左键单击,起始点,第二点,出现弧线,再拖动第三点来控制弧线的形状和长度,按住SHIFT键可以做不对称弧线,对话框可以修改弧高度封闭曲线快捷方式:B操作过程同曲线工具,不同的是这个曲线自动封闭垂直线快捷方式:T选择需要的直线,系统会自动捕捉线上点,除了端点和中点,自由点会弹出点位置对话框,可以输入数值确定位置再拖动鼠标画线,到需要的位置再次单击左键后会弹出长度对话框,输入即可,如下图:角度线快捷方式:V鼠标单击参照直线两个端点,拖动鼠标,再次单击左键弹出角度线对话框,可以输入长度和角度,如下图:自由点在操作区内自由定点,遇到线条会弹出点位置对话框,也可以参照已经存在的点做线上位移点,根据需要确定长度,如下图:位移点单击参考点,拖动鼠标到需要位置,再次单击左键,弹出偏移量对话框,位移后的X、Y方向的距离,如下图:等分—等分工具,在需要等分的两点之间,单击第一点拖动到第二点,即可等分,如果是一条完整的线条直接在线上双击左键即可,如下图:等距离点—这个工具用于在一条线上参考一个点,做等距离的两个方向的点,选择线,再选择参考点,拖动鼠标,弹出距离对话框如下图:剪断线—选择线,选择剪断的点位置,单击即可连接线—将多条线连成一条线,选择需要连接的线右键结束双线—单击起始点,结束点,拖动鼠标,再次单击左键弹出双线对话框,如下图:测量—测量工具可以测量直线或者曲线,直线单击两个端点,曲线单击起点,线上任意点,结束点,即可知道线条长度,如下图:删除—选择对象同选择工具操作方法,可框选对象、单选对象删除剪切—选择剪切线再选择被剪切线需要保留的一端以右键结束,即可剪去,如果被剪切的线没有和剪切线相连,则会被连接3、专业工具栏相交平行线—选择两侧的直线,再选择中间的线条,拖动确定后弹如下对话框:多线相交平行线—选择两侧的直线,再选择中间多条线,右键结束后拖动鼠标确定后弹对话框同相交平行线平行线—选择线条,拖动鼠标确定后弹出距离对话框,如下图:圆角—选择相邻两条直线,拖动鼠标确定后弹出对话框如下:角平分线—选择两条相交线条,拖动鼠标确定后弹出角平分线长度对话框如下:多线测量—测量相连的多条线段,直线单击首、尾点,曲线单击首点、中间任意点、尾点,右键结束弹出数据对话框延长线—选择需要延长的线段、开始延长的端点拖动鼠标,弹出延长线对话框两线差---比较两条线的长度差,选择需要比较的线段右键结束弹出对话框如下两组线差—比较两组线的长度差,选择需要比较的线段右键结束弹出对话框同上长度和—几条线的长度和,选择对象右键结束弹出长度对话框同上工字褶—选择需要开褶的两条边,再选择开褶相关的线,以右键结束,再选择开褶的线,弹出工字褶对话框如下图:单褶—选择需要开褶的两条边,再选择开褶相关的线,以右键结束,再选择开褶的线,弹出单褶对话框如下图:多褶—选择需要开褶的两条边,再依次选择开褶相关的线,以右键结束,弹出单褶对话框如下图:拉链窗—选择拉链窗中点,拖动鼠标到需要的形状单击左键弹出对话框如下图:裁片对位选择已经做好牙位的参考裁片中对位的线,选择车缝线的方向,再单击开始点;选择下个裁片中对位的线,选择车缝线方向,再单击开始点,会弹出距离对话框,输入距离;这个时候两个裁片中的会显示出参考线,直接选择参考裁片中的牙位,目标裁片相应的位置会自动生成牙位,并弹出牙位偏移对话框,如下图:输入需要偏移的距离,如果不需要偏移就直接确定搭位和以上的工具操作步骤是一样的,不同的是参考裁片的不同距离设置文字—输入文字,自由输入文字,也可以存储在系统中,下次直接调用生成裁片—生成裁片,框选或者点选裁片的轮廓线,即可生成裁片生成内线—将已经生成在裁片中的内线删除4、纸格工具栏牙位快捷方式:A单击线上需要打牙位的位置,出现如下牙位对话框,不同的位置系统会自动判断:打角打角工具,选择底边线位置和长度,再选择上边线的位置线上阵列选择阵列的线段、需要阵列的对象,弹出如下对话框圆周阵列先选中需要在圆周上阵列的对象,再选择工具,选择图形上任意一点,拖动鼠标到中心,输入对话框中的数据确定即可。
永久封隔器完井作业程序
永久封隔器完井作业程序永久式封隔器完井作业程序注:本操作规程内所涉及的工具仅指目前我们所使用的贝克和哈里伯顿工具。
主要有BAKER SB-3(718)、SAB-3(9Cr1Mo)、SABL-3(9Cr1Mo) 以及HALLIBURTON的THT(718)、MHR(9Cr1Mo)等封隔器,虽是不同厂家,不同型号产品,但其工作原理基本相同,操作方法基本相同,维护和检查方法也基本相同。
1.主要工具组成:井下安全阀、流动短节、伸缩器、锚定密封总成、封隔器、磨洗延伸筒、专用接头、球座接头。
2.室内准备: 2.1 工具初检查2.1.1 根据设计,从仓库提取工具,送至车间做室内检查。
2.1.2 逐一丈量所有工具内径、外径、长度、连接扣型以及材料编号。
2.1.3 将伸缩器上所有销钉逐一拆卸下来,丈量销钉长度、直径并确定销钉材质,查找手册并确定其剪切值。
2.1.4 将球座接头销钉逐一拆卸下来,丈量销钉长度、直径并确定销钉材质,查找手册确定其剪切值。
2.1.5 将球座座芯取出,丈量座芯内内径、外径、长度以及球直径,并确定球材质(若要进行酸化,一定使用钢球)。
检查座芯O环有无损伤,若损坏则更换O环。
2.1.6 检查封隔器胶筒有无损伤,并确定封隔器启动销钉、卡瓦销钉等都齐全。
2.1.7 检查井下安全阀毛细管SWAGELOC接头等是否齐全。
2.2 连接2.2.1 从上到下将锚定式密封总成+封隔器+磨洗延伸筒+变扣短节连接成串。
注:a.锚定式密封总成与封隔器为反扣连接,连接时应左旋上扣。
b.目前,贝克和哈里伯顿的718材质的封隔器都没有配合的锚定密封总成及磨洗延伸筒。
2.2.2 从上至下依次连接上流动短节+井下安全阀+下流动短节。
注:上流动短节与下流动短节均为相同产品,只是连接位置不同而取不同的名字。
2.3 试压2.3.1 将伸缩器置于拉压机上,中部用支撑架支撑,根据产品手册规定的试压值进行试压。
注:施压时,伸缩器会自动伸长,此时应随时调整支撑架位置,防止工具过度弯曲。
封口机的操作规程

封口机的操作规程封口机是一种常用的包装设备,用于封口各种产品的包装袋或密封容器。
为了保证安全和有效地操作封口机,以下是一份封口机操作规程供参考:一、安全操作规程:1.操作人员必须熟悉封口机的结构、性能和操作规程,具备相关的安全知识和技能。
2.在操作封口机之前,应先检查机器是否正常工作,各个部位是否完好,有无松动、损坏或其他异常情况。
3.操作人员必须佩戴相关防护用品,如手套和护目镜等,确保人身安全。
4.在维护、检修或拆卸封口机时,必须切断电源,并在相关部位设置明显的安全标识,防止误操作。
二、操作步骤:1.打开封口机的电源开关,将封口机预热至工作温度并保持稳定。
2.将待封口的包装袋或密封容器放置在适当位置,并根据需要调整封口机的调整装置,使其适应袋子的大小和形状。
3.根据包装袋或容器的性质选择适当的封口温度和时间,并将其设置在封口机的控制面板上。
4.将包装袋或容器放置在封口机的封口位置,按下封口机的启动按钮,封口机将开始工作。
5.注意观察封口机的操作,确保封口过程中袋子或容器的位置稳定,封口质量合格。
6.当封口完成时,封口机会自动停止工作,此时应注意及时将封好的包装袋或容器取出。
三、常见故障处理:1.封口不牢固:可能是由于封口温度不足或封口时间过短,可根据需要进行调整。
2.封口位置不准确:根据袋子或容器的大小和形状,调整封口机的调整装置使其适应,确保位置准确。
3.封口机异常运行:可能是由于设备故障或操作不当引起的,应切断电源并进行检修。
四、设备维护:1.封口机的常规维护工作包括定期清洁设备,保持设备表面清洁,并及时清理封口机的压条和导向框。
2.封口机的电气部分需要定期检查,并进行相关保养工作,如紧固电线、清理电器元件等。
3.封口机的传动部件需要定期添加润滑油,确保设备的正常运转。
桥塞坐封工具装配工艺流程(1)
装配工艺
桥塞坐封工具
一、装配准备:装配前按明细仔细清点零件数量,摆放整齐,并
对主要部件进行复检,如发现问题及时汇报,由技术部及时
处理。
二、装配
1、将所有密封圈按图纸要求装配到密封槽内。
2、用固定台钳夹住外管,将1(上接头)与3(外管)拧紧。
3、在工作台上,依次将5(1级活塞)与8(缸筒1)、9(固定
活塞)与12(缸筒2)、11(活塞)与14(下缸筒)用扳手
或管钳拧紧。
4、将
5、8组件推入7(一级杆),8、12组件推入13(中级杆),
11、14组件推入15(三级杆)。
5、用固定台钳夹住8(缸筒1),将8、12、13组件推入8(缸
筒1),并拧紧,再将11、14、15组件推入12(缸筒2),
把螺纹拧紧。
6、用固定台钳夹住1(上接头),将装配工序5的组件推入3
(外管)内,并用内六方扳手拧紧。
baker 座封工具使用步骤
坐封工具安装流程手册座封工具使用前须对产品进行检查、装配。
检查项目包括:1.检查产品的螺纹及配合面是否有碰伤、锈蚀情况;2检查0形圈外观是否有凹陷、切口、断裂等。
在对产品进行检查、装配时需准备:管钳、平口起子、勾头扳手、专用扳手、什锦锉等工具。
一、坐封工具的装配步骤为:1.将十字键套筒(连接体)放在台钳上。
2. 给挤压心轴的丝扣涂油,以其丝扣一端朝工具的上方插入十字键套筒(连接体)。
3.给活塞推杆涂油,插入挤压心轴,使其下端的槽与心轴和十字键套管(连接体)的槽对齐。
4.插入十字键。
套上键板护圈,使其贴紧十字键套筒,上紧键板护圈上的顶丝。
5.给下堵头丝扣涂油,装O圈。
6.将下堵头套在活塞推杆上向下滑,上紧丝扣和止退顶丝。
7.给活塞涂油,装上三个 O圈;将活塞装在活塞推杆上端;把销杆从活塞的侧孔拧进,穿过活塞推杆孔并上紧销杆与活塞侧孔上的丝扣。
8.给二级缸内壁上涂少许机油,将它套在活塞外边向下滑,直到与下堵头的丝扣连接并上紧。
9.给中间接头涂油,装上四个O圈;将中间接头中心孔孔大的一端朝向二级缸,上到二级缸上,拧紧丝扣;中心孔小的一端必须朝外(即小孔向油)。
至此,桥塞工具的下半部分已装配完毕,先放在一边。
10.给增压室下端丝扣涂油,装上 O圈,然后,给泄压接头涂油,装上O圈,让增压室、泄压接头、和一级缸安装在一起。
最后,使增压室朝下倒立于地上。
11.给浮动活塞涂油,装上三个 O圈。
从一级缸推入,用木棒或铝管把它桶到底与增压室相挨。
12.往一级缸里倒进干净机油,要使油面到一级缸上端面的距离准确。
13.将装好的下半部分倒置,中接头朝下接到一级缸上,将丝扣上到接头与活塞筒的缝小于一英寸以后,就可以将整个桥塞工具平放于小仪器架上,用勾头板手和管钳将丝扣上紧。
14.上紧后,由于机油的压力,活塞可能会稍向下移。
从而使十字键套筒(连接体)与下堵头之间离缝。
此缝不能大于3/8"(9.5毫米)。
如果大于3/8",则必须重新组装,并检查是否装机油太多;15.擦净增压室上边泄压阀的凹槽和放气孔,将 0圈涂油后放到凹槽底台阶上。
COB邦定封胶机SEC-260V使用手册

打破行业垄断,促进国内COB邦定自动化设备发展,求良性竞争,性能更稳定,软件更先进,高智能自动识别点胶路径COB邦定封胶机!高智能COB邦定封胶机SEC-260V主要用于COB,IC等自动封胶作业。
该产品在封胶过程中,具有普通点胶机无法比拟的优点,即所需封胶的产品无需摆放整齐,无需夹具,只要放到铝盘料盒中即可,设备可以自动识别位置和方向,方形、矩形、圆形都可以识别。
点胶速度快,精度高,可一次性完成封胶,减少修胶补胶。
设备还具有缺料自动报警和加热功能。
COB邦定封胶机工作原理:SEC-260V这款COB智能封胶机是通过图像识别定位,胶水由储罐压力输送。
经过高精度的胶阀,和加热控制的出胶嘴,达到上述功能,满足各种高低要求的邦定封胶作业。
COB邦定封胶机常用胶水:COB黑胶,又名COB黑色环氧树脂,是一种黑色、填充型、单组份、加热快速固化的环氧树脂,专为COB邦定应用。
其特点是流动性好,流量稳定,易于点胶操作,胶点高度较小。
固化后具有阻燃、抗弯曲、低收缩、低吸潮性等特性,能为IC提供有效保护。
固化后外表平整。
按性质可区分为热胶和冷胶。
区分在于热胶使用时PCB板或点胶针头需要预热,冷胶在使用时需加稀释剂(二甲苯),而且PCB板不需要预热。
在物理特性方面,热胶能耐冷热冲击,而冷胶性质稍差。
在生产工艺方面,热胶的外形比冷胶好控制。
热胶刚点胶时,迅速流开,迅速达到初步固化效果。
进烤箱烘烤时,胶水不再流动。
二冷胶多用于低端一次性产品,价格较低。
技术参数:主要配置:机器性能:1.WINDOWS2000/XP中文操作界面,易学易懂;2.采用全景相机自动识别系统,智能检测点胶位置,无需专用冶具定位,也可采用铝盘料盒放板直接封胶;3.对圆形面积封胶可直接单点灌封,封胶效率最高可达3000点/小时;4.自动优化点胶路径,最大限度提升产品产能;5.封胶形状可实现点,线,面,弧,圆或不规则曲线连续补间及三轴联动等功能;6.胶量大小粗细、涂胶速度、涂胶时间、停胶时间皆可参数设定、出胶量稳定,不漏滴胶;7.双加热工作台左右循环作业,可实现基板提前预热功能并节省取放时间;8.配备胶量自动检测装置,缺胶前自动声光报警提示;9.胶枪和输胶管具加热功能,增强胶水流动性,确保封胶外形的稳定性和一致性;10.可选配基板高度自动识别功能,当基板变形时点胶头自动调整点胶高度;Automatic image recognitionrobot SEC-260V Specifications:Configurations:Features:1.Chinese operating interface of windows2000 which is easy to learn :ing the panoramic camera automatic identification system, intelligent detection dispensing position, without the need for dedicated fixture positioning, also can adopt aluminum material disk box board direct sealing glue;3.Circular area of a single point directly to seal plastic potting, sealing glue efficiency up to 3000 points / hour;4.Automatic dispensing path optimization, maximize product capacity5.Functions of drawing points, lines, surfaces, circle, consecutive complement of Irregular curves and three-axe linkage;6.The size of glue, speed of glue spread, dispensing time, time of halting dispensing can be arranged byparameter. With this method, glue exudation is quite stable with no glue leaking and dripping7.Double heating table about recycling operation, can realize the function of substrates preheated and save fetching time8..Equipped with automatic detection device for short amount of glue, glue automatic acousto-optic alarm9.Glue gun and hose with a heat input function, enhance the mobility of glue, rubber seal to ensure the stability and consistency of shape 10.Optional automatic recognition substrate height, substrate deformation point in time when the glue dispensing head automatically adjusts the height。
baker#10,20座封工具使用步骤
坐封工具安装流程手册座封工具使用前须对产品进行检查、装配。
检查项目包括:1.检查产品的螺纹及配合面是否有碰伤、锈蚀情况;2检查0形圈外观是否有凹陷、切口、断裂等。
在对产品进行检查、装配时需准备:管钳、平口起子、勾头扳手、专用扳手、什锦锉等工具。
一、坐封工具的装配步骤为:1.将十字键套筒(连接体)放在台钳上。
2. 给挤压心轴的丝扣涂油,以其丝扣一端朝工具的上方插入十字键套筒(连接体)。
3.给活塞推杆涂油,插入挤压心轴,使其下端的槽与心轴和十字键套管(连接体)的槽对齐。
4.插入十字键。
套上键板护圈,使其贴紧十字键套筒,上紧键板护圈上的顶丝。
5.给下堵头丝扣涂油,装O圈。
6.将下堵头套在活塞推杆上向下滑,上紧丝扣和止退顶丝。
7.给活塞涂油,装上三个 O圈;将活塞装在活塞推杆上端;把销杆从活塞的侧孔拧进,穿过活塞推杆孔并上紧销杆与活塞侧孔上的丝扣。
8.给二级缸内壁上涂少许机油,将它套在活塞外边向下滑,直到与下堵头的丝扣连接并上紧。
9.给中间接头涂油,装上四个O圈;将中间接头中心孔孔大的一端朝向二级缸,上到二级缸上,拧紧丝扣;中心孔小的一端必须朝外(即小孔向油)。
至此,桥塞工具的下半部分已装配完毕,先放在一边。
10.给增压室下端丝扣涂油,装上 O圈,然后,给泄压接头涂油,装上O圈,让增压室、泄压接头、和一级缸安装在一起。
最后,使增压室朝下倒立于地上。
11.给浮动活塞涂油,装上三个 O圈。
从一级缸推入,用木棒或铝管把它桶到底与增压室相挨。
12.往一级缸里倒进干净机油,要使油面到一级缸上端面的距离准确。
13.将装好的下半部分倒置,中接头朝下接到一级缸上,将丝扣上到接头与活塞筒的缝小于一英寸以后,就可以将整个桥塞工具平放于小仪器架上,用勾头板手和管钳将丝扣上紧。
14.上紧后,由于机油的压力,活塞可能会稍向下移。
从而使十字键套筒(连接体)与下堵头之间离缝。
此缝不能大于3/8"(9.5毫米)。
如果大于3/8",则必须重新组装,并检查是否装机油太多;15.擦净增压室上边泄压阀的凹槽和放气孔,将 0圈涂油后放到凹槽底台阶上。
封口机操作规程
封口机操作规程一、引言封口机是一种用于封封袋、封箱等包装材料的机械设备。
为了保证封口机的安全操作和有效性,制定本操作规程,以确保操作人员能够正确、规范地使用封口机。
二、适用范围本操作规程适用于所有使用封口机进行包装封口操作的人员。
三、操作前准备1. 检查封口机的工作环境是否安全,确保没有明火、易燃物品等危险因素。
2. 检查封口机的电源是否正常,确保电源插头连接牢固。
3. 检查封口机的机械部件是否完好,如有损坏或松动应及时修复。
4. 检查封口机的封口材料是否充足,如不足应及时补充。
四、操作步骤1. 打开封口机的电源开关,待机械部件正常运转后,将待封口的包装材料放置在封口机的工作台上。
2. 调整封口机的封口温度和封口时间,根据包装材料的特性进行合适的调整。
3. 将待封口的包装材料放置在封口机的封口位置,确保封口位置与封口机的封口器相对应。
4. 按下封口机的启动按钮,封口机开始进行封口操作。
操作人员应保持警惕,注意观察封口过程是否正常。
5. 封口完成后,将封口好的包装材料取出,进行下一步的包装操作。
五、安全注意事项1. 操作人员在操作封口机时应穿戴好防护服和防护手套,以防止意外伤害。
2. 在操作封口机时,应注意封口机的工作状态,如有异常应立即停止操作并进行检查。
3. 禁止将手指或其他物体伸入封口机的工作区域,以免发生夹伤或切割伤。
4. 禁止在封口机工作时随意调节封口温度和封口时间,以防止封口不牢或损坏包装材料。
5. 封口机操作完成后,应将电源开关关闭,并进行必要的清洁和维护工作。
六、常见故障处理1. 封口不牢:检查封口温度和封口时间是否合适,适当调整参数。
2. 封口机无法启动:检查电源是否正常,检查电源插头是否连接牢固。
3. 封口机工作异常:停止操作,检查机械部件是否损坏或松动,修复后重新启动。
七、操作记录每次操作封口机时,应记录操作人员、操作时间、操作内容以及封口机的工作状态等相关信息,以便日后追溯和分析。
封口机操作规程

封口机操作规程一、引言封口机是一种用于封封袋、封箱等包装材料的机械设备,广泛应用于物流、食品、医药等行业。
为确保封口机的正常运行和操作人员的安全,制定本操作规程。
二、操作人员要求1. 操作人员必须经过培训,了解封口机的基本原理和操作方法。
2. 操作人员必须具备良好的身体健康状况,不得饮酒、吸烟或处于疲劳状态。
3. 操作人员必须穿戴符合安全要求的工作服、手套和安全鞋。
三、设备准备1. 检查封口机的外观是否完好,无异常磨损或损坏。
2. 检查封口机的电源是否正常,电线是否有破损或老化现象。
3. 检查封口机的压力调节装置是否正常,调整至合适的压力。
四、操作步骤1. 将需要封口的袋或箱放置在封口机的工作台上,调整位置使其对齐。
2. 打开封口机的电源开关,确保机器处于工作状态。
3. 按压启动按钮,封口机将开始工作。
4. 观察封口机的封口部位,确保封口质量良好,无漏封或错位现象。
5. 封口完成后,松开启动按钮,封口机停止工作。
6. 关闭封口机的电源开关,断开电源。
五、安全注意事项1. 操作人员在操作封口机时,应集中注意力,不得分心或与他人交谈。
2. 禁止将手或其他物体放入封口机的工作区域内,以免造成伤害。
3. 在封口机工作时,不得擅自拆卸或调整机器的零部件。
4. 当封口机出现异常情况或故障时,应立即停止使用,并通知维修人员进行检修。
5. 操作人员应定期清洁封口机,保持其干净整洁。
六、常见故障及排除方法1. 封口不牢固:检查封口机的压力调节装置是否正常,调整至合适的压力。
2. 封口位置不准确:调整袋或箱的位置,确保对齐。
3. 封口机无法启动:检查电源是否正常,电线是否有破损或老化现象。
4. 封口机工作噪音过大:检查机器是否有松动的零部件,进行紧固。
七、总结本操作规程详细描述了封口机的操作流程和安全注意事项,操作人员在使用封口机时应严格按照规程操作,确保操作的安全性和封口质量。
同时,定期维护和保养封口机,可延长其使用寿命和提高工作效率。
锡箔垫封口机操作方法
锡箔垫封口机操作方法
锡箔垫封口机的操作方法如下:
1. 将锡箔垫放置在封口机的工作台上。
2. 确保封口机的开关处于关闭状态。
3. 打开封口机的调节器,根据锡箔垫的大小和厚度,调整合适的温度和封口时间。
4. 将锡箔垫的一侧放置在封口机的上部,确保垫子与封口机的加热板紧密接触。
5. 关闭封口机的压力调节器,使加热板对锡箔垫施加适当的压力。
6. 打开封口机的开关,开始加热和封口过程。
根据设定的封口时间,加热板会自动分离。
7. 等待一段时间,直到锡箔垫冷却固化。
8. 打开封口机的开关,将已完成封口的锡箔垫取出。
注意事项:
- 在操作封口机前,确认锡箔垫是否正确放置和定位,避免封口不完全或封错位置。
- 根据锡箔垫的要求,调整合适的温度和封口时间,以确保封口质量和安全性。
- 在封口过程中,小心避免烫伤和触碰加热板,避免发生意外事故。
- 在操作封口机时,按照设备说明书和操作规程进行操作,并保持专注和谨慎。
座封工具使用步骤

坐封工具安装流程手册座封工具使用前须对产品进行检查、装配。
检查项目包括:1.检查产品的螺纹及配合面是否有碰伤、锈蚀情况;2检查0形圈外观是否有凹陷、切口、断裂等。
在对产品进行检查、装配时需准备:管钳、平口起子、勾头扳手、专用扳手、什锦锉等工具。
一、坐封工具的装配步骤为:1.将十字键套筒(连接体)放在台钳上。
2. 给挤压心轴的丝扣涂油,以其丝扣一端朝工具的上方插入十字键套筒(连接体)。
3.给活塞推杆涂油,插入挤压心轴,使其下端的槽与心轴和十字键套管(连接体)的槽对齐。
4.插入十字键。
套上键板护圈,使其贴紧十字键套筒,上紧键板护圈上的顶丝。
5.给下堵头丝扣涂油,装O圈。
6.将下堵头套在活塞推杆上向下滑,上紧丝扣和止退顶丝。
7.给活塞涂油,装上三个 O圈;将活塞装在活塞推杆上端;把销杆从活塞的侧孔拧进,穿过活塞推杆孔并上紧销杆与活塞侧孔上的丝扣。
8.给二级缸内壁上涂少许机油,将它套在活塞外边向下滑,直到与下堵头的丝扣连接并上紧。
9.给中间接头涂油,装上四个O圈;将中间接头中心孔孔大的一端朝向二级缸,上到二级缸上,拧紧丝扣;中心孔小的一端必须朝外(即小孔向油)。
至此,桥塞工具的下半部分已装配完毕,先放在一边。
10.给增压室下端丝扣涂油,装上 O圈,然后,给泄压接头涂油,装上O圈,让增压室、泄压接头、和一级缸安装在一起。
最后,使增压室朝下倒立于地上。
11.给浮动活塞涂油,装上三个 O圈。
从一级缸推入,用木棒或铝管把它桶到底与增压室相挨。
12.往一级缸里倒进干净机油,要使油面到一级缸上端面的距离准确。
13.将装好的下半部分倒置,中接头朝下接到一级缸上,将丝扣上到接头与活塞筒的缝小于一英寸以后,就可以将整个桥塞工具平放于小仪器架上,用勾头板手和管钳将丝扣上紧。
14.上紧后,由于机油的压力,活塞可能会稍向下移。
从而使十字键套筒(连接体)与下堵头之间离缝。
此缝不能大于3/8"(9.5毫米)。
如果大于3/8",则必须重新组装,并检查是否装机油太多;15.擦净增压室上边泄压阀的凹槽和放气孔,将 0圈涂油后放到凹槽底台阶上。
贝克休斯MINI-BETA工具防砂作业流程
Mini-beta防砂作业流程及安全风险分析一、地层出砂危害及防砂作业的目的出砂危害:油、气井出砂如果得不到治理,就会越来越严重,致使出砂油、气井不能有效的开发。
出砂的危害主要表现在以下三个方面:(1)减产或停产作业;(2)地面和井下设备磨蚀;(3)套管损坏、油井报废,所以要进行防砂作业。
防砂目的:延长井的生产寿命;保护地面设施;降低生产井的维修费用。
二、防砂作业步骤及注意事项1、作业工具准备作业前首先需要知道井的基本数据,包括套管磅级、射孔数据、筛盲管扣型等,根据不同井的情况准备手工具和各种变扣接头。
手工具一般包括:管钳、卷尺、航空剪刀、筛规、安全卡瓦、提丝、裁纸刀、内径规、外径规、钢丝刷、锉等。
各种变扣接头主要包括:筛盲管防喷变扣(根据筛盲管尺寸定),冲管防喷变扣、座封工具与钻杆连接的变扣(视作业平台钻杆尺寸决定,7”井座封工具上部接头扣型为 2-7/8”IFB;9-5/8”井座封工具上部接头扣型为3-1/2”IFB)、循环头、试压堵头等。
2、作业流程(以一次2层9-5/8”防砂井为例)2.1、电缆座封沉砂封隔器工具组合:Baker "F-1" 沉砂封隔器 + 电缆座封工具+ CCL + 马龙头 + 电缆沉砂封隔器的坐封位置要参照测井曲线避开套管接箍。
沉砂封隔器应坐封于底层射孔段底部以下大约5~8ft处。
注意事项:电缆下入"F-1"沉砂封隔器时,关闭全船无线电通讯,停止一切电弧焊作业,平台所有人员禁止使用手机。
如果电缆坐封"F-1"沉砂封隔器有困难,可用钻杆下入液压座封工具。
钻杆下入液压座封工具步骤为:1)工具组合为:"F-1"封隔器+液压坐封工具 + 变扣 + 3-1/2"钻杆(具体柱数根据同位素的深度来定)+ 同位素接头(3-1/2" IF B ×P) + 3-1/2"钻杆。
贝克休斯压裂工具介绍

4
易钻桥塞的特性
尺寸:2-7/8” to 7”
HPHT Gen 3.0 Hi-Value
耐温: 450 F° 耐压差: 12,500 psi
耐温: 350 F° 耐压差: 10,000 psi
过油管工具
连续油管工具
2
© 2014 Baker Hughes Incorporated. All Rights Reserved.
3
一、QUIK-Drill快钻桥塞
桥塞射孔联作
• • •
固井 多层电缆传输射孔或者TCP 射孔 水平井用复合材料桥塞设计
Perf Guns 射孔枪 E-4 Setting Tool E-4坐封工具 Composite Plug 复合材料桥塞
内容提纲
Quick Drill快钻复合桥塞技术
全溶解桥塞技术 FracPoint™裸眼分段压裂技术 OptiPort™ 无限级固井滑套压裂技术 一球开启多个压裂滑套技术
重复压裂跨隔封隔器技术
贝克休斯套管修复工具
© 2014 Baker Hughes Incorporated. All Rights Reserved.
15
复合压裂桥塞入井统计
近年中国销售使用记录
438桥塞:337套 (5-1/2” 15.5-23# Casing) 主要是使用地区: 长宁,威远,吉林,江苏,新疆,中原
413 桥塞:130 套 (5-1/2” 26# Casing) 主要使用地区:长宁,威远,
作业日期 Ops Date 作业公司 目标层位 Company Formation 垂深(米) 水平段长(米) TVD(m) Lateral Length (m) 套管尺寸 CSG Size 桥塞型号 桥塞数量 桥塞平均下入速度 是否成功 Plug Size Plug QTY Plug Deployment Success or Rate not
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
坐封工具安装流程手册
座封工具使用前须对产品进行检查、装配。
检查项目包括:
1.检查产品的螺纹及配合面是否有碰伤、锈蚀情况;
2 检查0 形圈外观是否有凹陷、切口、断裂等。
在对产品进行检查、装配时需准备:管钳、平口起子、勾头扳手、专用扳手、什锦
锉等工具。
一、坐封工具的装配步骤为:
1.将十字键套筒(连接体)放在台钳上。
2.给挤压心轴的丝扣涂油,以其丝扣一端朝工具的上方插入十字键套筒(连接体)
3.给活塞推杆涂油,插入挤压心轴,使其下端的槽与心轴和十字键套管(连接体)的槽对齐。
4.插入十字键。
套上键板护圈,使其贴紧十字键套筒,上紧键板护圈上的顶丝。
5.给下堵头丝扣涂油,装0圈。
6.将下堵头套在活塞推杆上向下滑,上紧丝扣和止退顶丝。
7.给活塞涂油,装上三个0 圈;将活塞装在活塞推杆上端;把销杆从活塞的侧孔拧
进,穿过活塞推杆孔并上紧销杆与活塞侧孔上的丝扣。
8.给二级缸内壁上涂少许机油,将它套在活塞外边向下滑,直到与下堵头的丝扣连接并上紧。
9.给中间接头涂油,装上四个O 圈;将中间接头中心孔孔大的一端朝向二级缸,上到二级缸上,拧紧丝扣;中心孔小的一端必须朝外(即小孔向油)。
至此,桥塞工具的下半部分已装配完毕,先放在一边。
10.给增压室下端丝扣涂油,装上0圈,然后,给泄压接头涂油,装上0圈,让增
压室、泄压接头、和一级缸安装在一起。
最后,使增压室朝下倒立于地上。
11.给浮动活塞涂油,装上三个0 圈。
从一级缸推入,用木棒或铝管把它桶到底与增压室相挨。
12.往一级缸里倒进干净机油,要使油面到一级缸上端面的距离准确。
13.将装好的下半部分倒置,中接头朝下接到一级缸上,将丝扣上到接头与活塞筒的缝小于一英寸以后,就可以将整个桥塞工具平放于小仪器架上,用勾头板手和管钳将丝扣上紧。
14.上紧后,由于机油的压力,活塞可能会稍向下移。
从而使十字键套筒(连接体)与下堵头之间离缝。
此缝不能大于3/8 "(9.5 毫米)。
如果大于3/8 ",则必须重新组装,并检查是否装机油太多;
15.擦净增压室上边泄压阀的凹槽和放气孔,将0 圈涂油后放到凹槽底台阶上。
将阀座涂油后放人凹槽,压住0圈;
16.将0 圈涂油后装到泄压阀芯上的0 圈槽内。
将阀芯的丝扣一端从护圈的下面拧
进去;
17.把带阀芯的护圈拧进凹槽。
注意:这里的丝扣是反扣。
用专用工具上紧,压紧阀
18.用内六方扳手上紧阀芯,这里是正扣此时泄压阀装配完毕。
19.将铜电极插进绝缘套。
使其肩部留在套里。
装入弹簧,顶住铜电极。
20.把它们一起从点火头外壳下端装入,使铜电极的肩部朝向点火头的下方。
21.把击针装入绝缘套,使针尖朝点火头下方。
中心座拧进点火头,用挡环扳手拧紧,压紧绝缘体。
22.用摇表检查触针与点火头外壳间的绝缘,若在200 欧以上,则合格。
如果小于
200 欧,则应拆开检查,重新配装。
23.将引燃药仓涂油,装上O 圈。
拧上压帽,用搬手上紧。
24.把二级桥塞火药从引燃药仓的另一端放进去,压入档圈以防止掉出。
25.将引燃药仓小头一端拧到点火头下端,上紧(注意:这里是反扣)。
26.用数字万用表200 欧姆挡,测量点火头上端的击针与外壳之间的电阻。
阻值应在
40 欧姆左右,此值主要是发火管的电阴值。
如太小,说明有短路;过大或不通,则说明接触不好,均需拆开检查或重装;若阻值正常,点火头就算装配好了。
桥塞工具的拆卸与保养方法是:
1.拆卸桥塞工具之前,必须先泄压。
决不允许不泄压就拆卸桥塞工具。
泄压时,先将桥塞工具平放于小仪器架上,使泄压孔朝斜下方,操作者在工具的另一侧。
用内六方搬手反时针旋转泄压阀芯。
如果卸不动,可先用两脚扳手顺时针将护圈卸动半圈,再反时针卸阀芯。
直到带臭味的气体从泄压孔排出为止。
2.如果泄压阀部件发生故障、无法泄压时,可以先找到增压室靠近点火头 2 英寸处的一个小孔,使小孔朝向地面。
用管钳卸点火头。
当点火头卸出1-1/4 英寸时,增压室里的高压气体将会从小孔泄出。
注意:卸时点火头朝向的一侧不能站人。
同样,也可以利用一级缸靠近增压室一端 2 英寸处的小孔来泄压。
3.用管钳和勾头扳手卸下点火头。
夹上台钳上,卸出反扣的引燃药仓。
取出发火管空壳。
检查击针与外壳的绝缘和上下触点的通断。
若均良好,则击针不需每次都拆下保养。
4.拆下泄压阀的三个部件。
取下O 圈,O 圈必须每次更换。
部件必须及时清洗、涂油、保养好后待用。
5.卸下增压室和泄压接头,清洗火药渣去掉下端的两个O 圈,擦干水分后涂油保养,重点保养的部位是泄压凹槽,上端内丝扣和扣里边的O 圈密封内表面,下端外扣和
O圈槽。
6.从中间接头上卸下一级缸,用木棍或铝管把浮动活塞顶出来。
清洗保养活缸内壁,丝扣和浮动活塞。
更换浮动活塞0圈
7.卸掉中间接头,用油盆接住下活塞筒中的机油。
清洗中间接头,保养丝扣,更换
O圈。
9.卸掉二级缸。
从活塞上卸下杆销,取下活塞。
清洗保养二级缸和活塞,更换活塞
上的0圈。
10.将十字键套筒(连接体)夹在台钳上。
卸下下堵头顶丝,退出下堵头,清洗保养
下堵头时,必须注意其中心孔里的0 圈要更换,0槽要清洗涂油,内丝扣和外扣0 圈槽等处也必须细心保养因为这里是接触井液的地方。
11.卸下键板护圈顶丝,退下护圈,取出十字键。
从挤压心轴抽出活塞推杆。
再从十字键套筒中取出挤压心轴。
12.从十字键套筒(连接体)上卸下挤压套筒。
从台钳上取下十字键套筒。
13.将张力心轴夹在台钳上,用手钳子将断了的半截断脱螺栓(或释簇环)从张力心
轴的下端反时针拧出。
此时,拆卸即全部完毕。
14.拆开的各分离部件,除有泥浆的用水洗外,一般均用柴油清洗然后擦净,涂以机
油。
0圈要拆下,但不要装新的。
将各部件组装起来,丝扣不上紧,上架待用。
15.保养时要注意检查各部件有无变形和裂痕;检查泄压孔、排油孔是否畅通;要注
意检查0 槽,0圈密封面,活塞筒内表面,活塞推杆外表面和下堵头内孔表面等外有无划伤,腐蚀等现象。
发现问题必须及时维修或更换
1、其它注意事项 1. 桥塞坐封作业需使用三级火药。
必需严格遵守有关火工器材的使用、运输、贮存等方面的安全规定和操作规程。
2.下桥塞作业前,必须明确桥塞型号、规格和套管内径,从操作手册表格中查出是否配套。
如果井下套管与所下桥塞使用范围不配套,则应停止作业。
3.不论新井、老井,不论套管新旧,下桥塞前必须用清井器通井。
通井规环必须大于桥塞最大外径。
不允许用报废规环通井。
4.桥塞0圈是配套使用一次。
每次作业后必须强制更换。
5.泄压阀的部件,因承受高温和泄压气流的冲击,又易受燃后火药渣的腐蚀,故而每次保养时都必须认真检查。
发现损坏必须立即更换,。