德国DIN22102分层输送带执行标准[详]
矿用皮带输送机各种标准(1)
一输送带的安全标准一、国家在GB4784—93带式输送机安全标准中,对输送带部件做了明文规定,有关输送带的安全标准摘编如下:1、输送机必须按物料特性与输送量要求选用,不得超载使用,必须防止堵塞和溢料,保持输送畅通。
2、输送带应有适合特定的载荷和输送物料特性的足够宽度。
3、输送带必须有足够的强度,严禁以低强度代替高强度输送带。
4、输送带芯体外露必须及时修补,如芯体锈蚀、断裂、断段、腐蚀,必须更换损坏区域。
5、宜设输送带初期损坏检测装置和防跑偏装置。
6、运行中输送带着火,应先停机再灭火。
7、安装输送带后,不允许用火、电焊机加工机架。
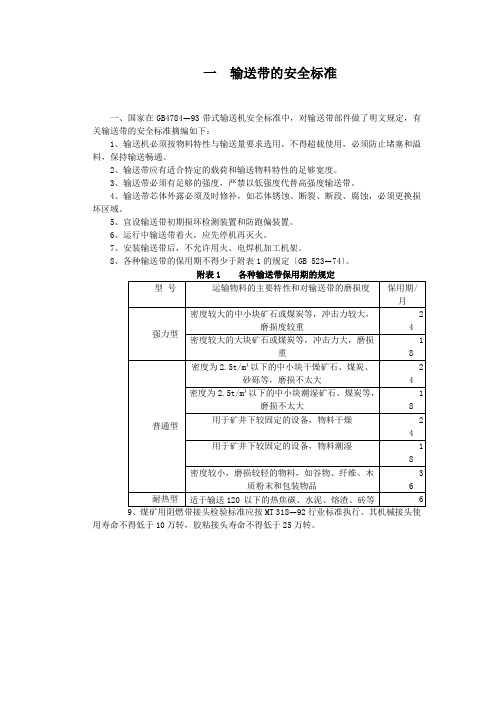
8、各种输送带的保用期不得少于附表1的规定〔GB 523—74〕。
附表1 各种输送带保用期的规定型号运输物料的主要特性和对输送带的磨损度保用期/月强力型密度较大的中小块矿石或煤炭等,冲击力较大,磨损度较重24 密度较大的大块矿石或煤炭等,冲击力大,磨损重18普通型密度为2.5t/m³以下的中小块干燥矿石、煤炭、砂砾等,磨损不太大24 密度为2.5t/m³以下的中小块潮湿矿石、煤炭等,磨损不太大18 用于矿井下较固定的设备,物料干燥24 用于矿井下较固定的设备,物料潮湿18 密度较小,磨损较轻的物料,如谷物、纤维、木质粉末和包装物品36耐热型适于输送120以下的热焦碳、水泥、熔渣、砖等 69、煤矿用阻燃带接头检验标准应按MT 318—92行业标准执行。
其机械接头使用寿命不得低于10万转,胶粘接头寿命不得低于25万转。
二托辊的质量标准一、我国对TD—75型定有质量标准〔GB 10595—89〕,现综述如下:1、托辊用锂硅润滑脂的性能如下表所示。
轴承的充油量应为轴承空隙的2/3,密封圈之间的空隙应充满。
附表2 托辊用锂硅润滑油脂的性能性能要求针入度〔25,60次〕/mm 265295抗水性〔加水10%,10万次工作针入度〕/mm375氧化安定性〔100,0.78MPa,100h〕压力降/MPa0.3防腐蚀性〔52,48h,相对湿度100%〕1级2、托辊外圆径向跳动应符合附表3的规定。
输送带生产所参考的国际标准
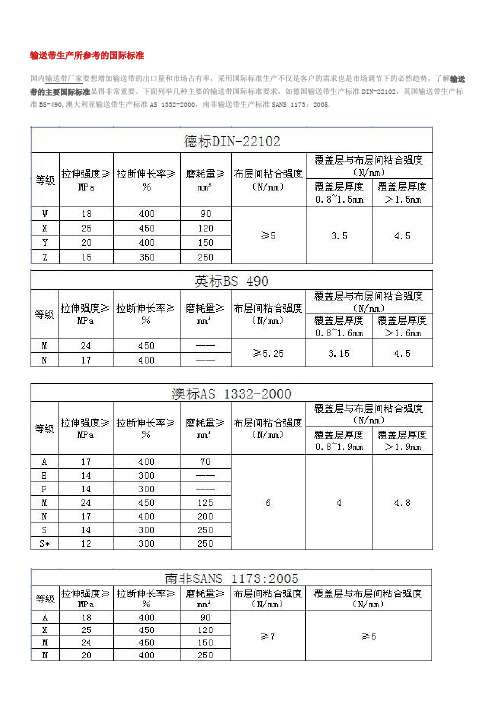
输送带生产所参考的国际标准国内输送带厂家要想增加输送带的出口量和市场占有率,采用国际标准生产不仅是客户的需求也是市场调节下的必然趋势,了解输送带的主要国际标准显得非常重要。
下面列举几种主要的输送带国际标准要求,如德国输送带生产标准DIN-22102,英国输送带生产标准BS-490,澳大利亚输送带生产标准AS 1332-2000,南非输送带生产标准SANS 1173:2005.RMA美国标准Grade-1 17MPaGrade-2 14MPaT-1:低于100摄氏度T-2:低于125摄氏度T-3:低于150摄氏度,最高不能超多180摄氏度耐寒:-40摄氏度DIN标准特殊性能代号E---覆盖层抗静电K---覆盖层抗静电有覆盖层难燃S---覆盖层抗静电有无覆盖层皆难燃T---耐热R---耐寒G---耐油A---食品用C---化学品FRAS---阻燃防静电耐油指标中度耐油参数: 14兆帕,磨耗:小于200 拉断伸长率:大于350% 耐油膨胀率:小于50% 3号油。
68-72度(MOR---中度耐油)水泥厂保质期3-6个月,但产品使用期间出现龟裂现象属于正常现象,不属于产品质量问题钢铁厂保质期1个月In the cement plant, warranty period is 3-6 months, if there is a cracking phenomenon during use, do not belong to quality the steel plant,warranty period is one month. 钢铁厂物料温度300-500度,使用1-3月,250度 6-9个月。
输送带生产所参考的国际标准
输送带生产所参考的国际标准国内输送带厂家要想增加输送带的出口量和市场占有率,采用国际标准生产不仅是客户的需求也是市场调节下的必然趋势,了解输送带的主要国际标准显得非常重要。
下面列举几种主要的输送带国际标准要求,如德国输送带生产标准DIN-22102,英国输送带生产标准BS-490,澳大利亚输送带生产标准AS 1332-2000,南非输送带生产标准SANS 1173:2005.RMA美国标准Grade-1 17MPaGrade-2 14MPaT-1:低于100摄氏度T-2:低于125摄氏度T-3:低于150摄氏度,最高不能超多180摄氏度耐寒:-40摄氏度DIN标准特殊性能代号E---覆盖层抗静电K---覆盖层抗静电有覆盖层难燃S---覆盖层抗静电有无覆盖层皆难燃T---耐热R---耐寒G---耐油A---食品用C---化学品FRAS---阻燃防静电耐油指标中度耐油参数:14兆帕,磨耗:小于200 拉断伸长率:大于350% 耐油膨胀率:小于50% 3号油。
68-72度(MOR---中度耐油)水泥厂保质期3-6个月,但产品使用期间出现龟裂现象属于正常现象,不属于产品质量问题钢铁厂保质期1个月In the cement plant, warranty period is 3-6 months, if there is a cracking phenomenon during use, do not belong to quality problems.In the steel plant,warranty period is one month.钢铁厂物料温度300-500度,使用1-3月,250度6-9个月。
输送散状物料的带式输送机计算及设计基础(德国)
3概 念
下述概念适合本标准的应用。
3.1 带式输送机
本标准中带式输送机的含义,是利用循环运行的输送带,输送散状物料的连续输送机。输送带的承拉 构件由织物芯或钢丝绳芯组成,输送带的覆盖层由橡胶或塑料制造(例如按 DIN 22102-1,DIN 22109-1, DIN 22109-2,DIN 22109-4,DIN 22129-1 和 DIN 22131-1),输送带的托辊(例如按 DIN 15207-1,DIN 22112-1 和 DIN 22112-2)支承并绕过滚筒,通过摩擦力驱动或制动(托辊的布置,例如按 DIN 22107)。
μ
输送带与滚筒间的摩擦系数
μ1
输送带与输送物料间的摩擦系数
μ2
输送带与导料槽侧板间的摩擦系数
次
8.2.3 限制输送带垂度及保证输送带正确导向的最 小输送带张力 8.3 上、下分支局部输送带张力的变化 8.3.1 一般说明 8.3.2 稳定工况 8.3.3 非稳定工况 8.4 拉紧力和拉紧行程 8.5 上、下分支局部的输送带张力 8.5.1 一般规定 8.5.2 非稳定工况 8.5.3 稳定工况 9 输送带宽度面上的张力分布 9.1 一般规定 9.2 槽形过渡 9.2.1 一般规定 9.2.2 织物芯输送带张力分布 9.2.3 钢丝绳芯输送带张力分布 9.3 曲线段 9.3.1 水平曲线段 9.3.2 垂直曲线段 10 输送带设计 10.1 一般规定 10.2 输送带承拉构件的设计 10.3 输送带覆盖层的设计 11 滚筒最小直径 12 槽形过渡段和垂直曲线半径的设计 12.1 一般说明 12.2 槽形过渡段最小长度的确定 12.2.1 一般规定 12.2.2 织物芯输送带 12.2.3 钢丝绳芯输送带 12.3 垂直过渡弧最小半径的确定 12.3.1 一般规定 12.3.2 凸弧曲线 12.3.3 凹弧曲线 13 输送带翻转的设计
工业皮带执行标准
工业皮带执行标准引言工业皮带作为传动装置的重要组成部分,广泛应用于各个行业。
为了确保工业皮带的质量和使用性能,制定了一系列的执行标准。
本文将对工业皮带执行标准进行全面、详细、完整且深入地探讨。
什么是工业皮带执行标准?工业皮带执行标准是指对工业皮带在生产、制造、检验、安装和维护等方面的要求进行规范化和统一化的文件。
这些标准可以来源于国际标准、国家标准以及行业标准等。
国际标准ISO标准国际标准化组织(ISO)对工业皮带的执行标准进行了规范化。
其中,ISO 14890《工业皮带-腈乙烯、丁腈和氯丁橡胶皮带-纵向和横向弯曲疲劳特性的测定方法》是对工业皮带弯曲疲劳特性进行测试的标准。
DIN标准德国工业标准化协会(DIN)也制定了一系列关于工业皮带的执行标准。
例如,DIN 22102《输送带-强制拉伸试验方法》规定了用于测试工业输送带强制拉伸性能的方法。
国家标准GB标准我国国家标准对工业皮带的执行标准进行了规范化。
其中,GB/T 7984-2013《橡胶和塑料输送带-抗疲劳性能的测定方法》规定了工业皮带的抗疲劳性能测试方法。
JB标准我国机械工业标准化委员会(JB)也制定了与工业皮带相关的执行标准。
例如,JB/T 10875-2010《橡胶和塑料输送带-用于输送膨胀系统的连接装置和配件-技术条件》规定了与输送带连接装置和配件有关的技术条件。
行业标准除了国际标准和国家标准外,不同行业还可以制定自己的执行标准。
例如,煤矿行业就有关于工业皮带的执行标准。
为什么需要工业皮带执行标准?制定和遵守工业皮带执行标准具有以下几个重要原因:1.保证产品质量:执行标准规定了工业皮带的生产、制造和检验要求,确保产品质量稳定可靠。
2.促进产品交流与合作:标准化使得不同地区、不同厂家生产的工业皮带可以互相替换和合作,促进行业的发展和交流。
3.提高产品性能:执行标准同样规定了工业皮带的使用性能和技术要求,使得产品更加适应实际工作条件,延长使用寿命。
德国工业标准DIN
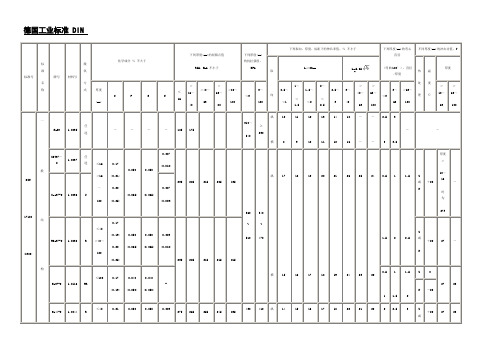
德国工业标准 DIN=5.65德国工业标准 DIN德国工业标准 DIN德国标准DIN、SEW5.65DIN 1623部分1备注1.标准适用于表中所列低碳钢制造的无镀层的冷轧钢带和钢板,轧制厚度≤3mm,轧制宽度≥650mm,用于成形和表面涂层,但不得表面硬化或热处理。
经协商可供4mm以下产品。
2.表面级别和表面结构见下表。
3.4.表面级别标志的第一位是字母O(表示从Oberflaeche来),而不是数字0(零)5.表面级别为O3的钢板产品其二面均需保持该表面级别,而表面级别为O5的钢板产品通常允许其一面的表面级别为O3,但须保证以后再加工中的O3面的特征不影响O5面的质量。
6.钢板经过冷平整,加工时不产生滑移线的期限为:—若钢板产品在普通条件下存放并在加工前不进行处理,St12O5和Ust13O5的规定加工期限为10周。
—RRSt13和St14为6个月。
7.本标准的产品按二种方式(供需双方商定)订货:或按表列规定的力学性能和工艺性能供货;或按某特定加工零件在加工中的冲废率(双方商定)供货。
若按规定力学性能和工艺性能供货,则产品供货后保证符合规定要求的期限是:St14和RRSt13为6个月;Ust13和St12为8天。
8.本标准现已被DIN EN 10130-91所代替。
DIN 1623部分1备注1.本标准适用于一般结构钢制造的无镀层的冷轧钢板产品。
其轧制宽度≥600mm,厚度≤3mm。
2.表面级别和表面结构与DIN 1623部分1备注相同。
3.工艺弯曲试验时,试样应按规定的弯心直径弯曲180℃在其受拉面上必须无裂缝。
断列后伸长抗拉强度G。
东标 输送带检测标准及标准

MT 147-1995 煤 矿 用阻燃抗静电织物整 / 芯输送带
MT 668-2007 煤 矿 用钢丝绳芯阻燃输送 / 带
钢丝绳直径 钢丝绳间距 钢丝绳根数 钢丝绳偏心值 覆盖层拉伸性能 覆盖层耐老化性能 老化后拉伸性能 覆盖层耐磨性能
mm mm / / MPa / MPa
动态钢丝绳黏合抗疲劳性能 /
欧姆 级 / /
MPa % (70℃、168h)
覆盖层拉伸强度(老化后) MPa
14
断裂伸长率(老化后)
%
旋转滚筒磨耗
立方毫米
HG/T 4062-2008 /
波形挡边输送带
全厚度拉伸强度
N/mm
伸长率
%
层间粘合强度
N/mm
挡边与基带粘合强度
N/mm
横隔板与基带粘合强度
N/mm
尺寸
覆盖层拉伸强度
MPa
热空气老化
(125℃、168h)
热空气老化
(150℃、168h)
国际硬度(老化后)
IRHD
7
覆盖层拉伸强度(老化后) MPa
HG 2297-1992 耐 NEQ 4195/2-88
热输送带
断裂伸长率(老化后)
%
旋转滚筒磨耗
立方毫米
全厚度拉伸强度
N/mm
伸长率
%
层间粘合强度
N/mm
成槽度
/
直线度
/
覆盖层拉伸强度
立方毫米 N/mm
伸长率
%
钢丝绳粘合强度
N/mm
钢丝绳粘合强度 (70℃、168h 老化后)
N/mm
成槽度
/
层间粘合强度
N/mm
HG 3646-1999-T 普通用途防撕裂钢丝 / 绳芯输送带
DIN22131T2中文版
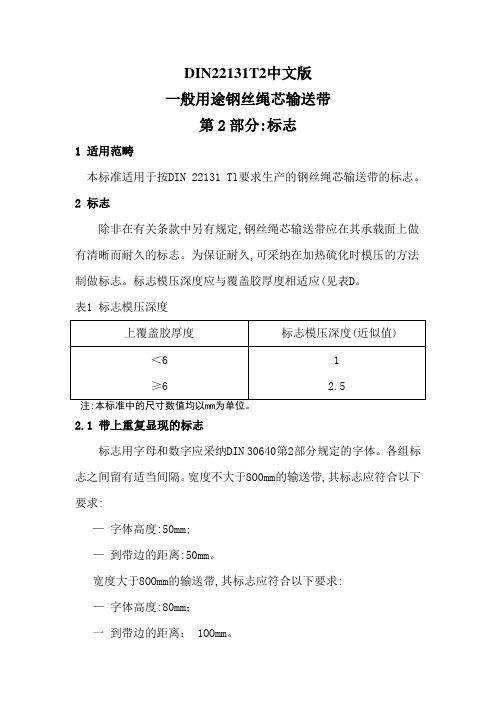
DIN22131T2中文版一般用途钢丝绳芯输送带第2部分:标志1 适用范畴本标准适用于按DIN 22131 Tl要求生产的钢丝绳芯输送带的标志。
2 标志除非在有关条款中另有规定,钢丝绳芯输送带应在其承载面上做有清晰而耐久的标志。
为保证耐久,可采纳在加热硫化时模压的方法制做标志。
标志模压深度应与覆盖胶厚度相适应(见表D。
表1 标志模压深度2.1 带上重复显现的标志标志用字母和数字应采纳DIN 30640第2部分规定的字体。
各组标志之间留有适当间隔。
宽度不大于8O0mm的输送带,其标志应符合以下要求:—字体高度:50mm;—到带边的距离:50mm。
宽度大于8OOmm的输送带,其标志应符合以下要求:—字体高度:80mm;一到带边的距离: 1OOmm。
宽度不大于1400nlm的输送带,仅在一个带边邻近做标志;宽度大于140Omm的输送带,则应在两个带边邻近交替地做标志。
在前一情形下标志应从离带端5m处开始每隔10m重复显现一次,而在后一情形下应从离带边5m处每隔2Om重复显现一次。
标志包含的内容和顺序如下例所示:2.1.1 标志示例2.2 待发货带卷上的标志在待发货的带卷上应在其外周以油漆或类似材料制做包含以下内容的标志:——生产者代号;——带长度(m);——带宽度(mm);——按DIN22131 T1表示的带型号;——覆盖胶厚度(mm);——生产序号。
引用标准D1N22131 T1 一般用途钢丝绳芯输送带;尺寸和技术要求IDIN 3O640 T2 产品标志用字体;垂直式现代艺术体;形状和尺寸前版标准DIN 22131 T1:1965年2月版要紧修改点与1965年1月撤消的前版标准DIN 22131 T1/O2.65相比,本版标准要紧作了以下修改:a) 由试行标准升为正式标准。
b) 标谁名称和内容都改变了。
c)补充了对标志示例的说明。
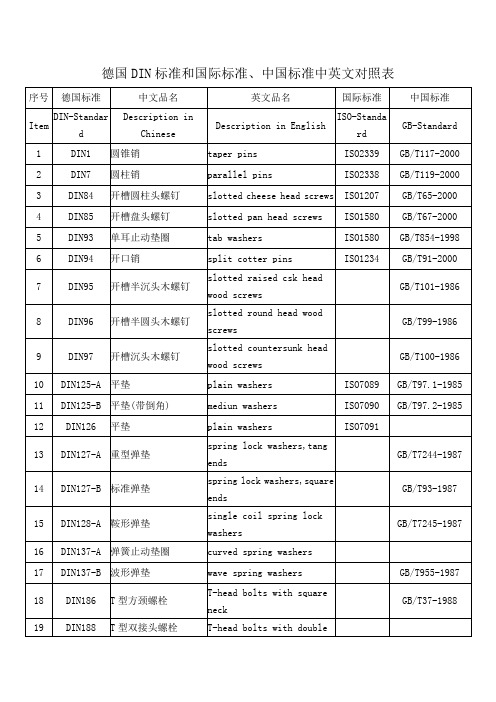
德国DIN标准和国际标准、中国标准中英文对照表
21
DIN261
T型头螺栓
T-head bolts
22
DIN315AF
蝶型螺母(美制)
wing nuts amercia form
23
DIN315DF
蝶型螺母(德制)
wing nuts germany form
GB/T62-1988
24
DIN316AF
蝶型螺钉(美制)
wing screws amercia form
25
DIN317DF
蝶型螺钉(德制)
wing screws germany form
26
DIN319
圆球型盖型螺母
ball knobs
27
DIN404
开槽带孔球面圆柱头螺钉
slotted capstan screws
GB/T832-1988
28
DIN417
开槽长圆柱端紧定螺钉
slotted set srews with full dog point
德国DIN标准和国际标准、中国标准中英文对照表
序号
德国标准
中文品名
英文品名
国际标准
中国标准
Item
DIN-Standard
Description in Chinese
Description in English
ISO-Standard
GB-Standard
1
DIN1
圆锥销
taper pins
ISO2339
GB/T67-2000
5
DIN93
单耳止动垫圈
tab washers
ISO1580
GB/T854-1998
橡胶输送带常用国际标准

橡胶输送带常用国际标准
橡胶输送带是一种广泛应用于各种工业领域的输送设备,其具有承载能力高、阻力小、强度高、耐磨损、耐腐蚀等特点。
为了保障其质量和安全性能,国际上制定了一系列橡胶输送带的标准,包括如下几个方面:
1. ISO 14890-2003 《输送带-规范和试验方法-耐磨性》:该标准规定了橡胶输送带的耐磨性要求和试验方法,对于保证输送带的使用寿命和安全性能具有重要意义。
2. ISO 15236-1:2016《输送带-规范和试验方法-部分1:耐火性》:该标准规定了橡胶输送带在高温条件下的耐火性能要求和试验方法,是确保输送带在高温环境下安全运行的基础。
3. DIN22102标准:该标准规定了输送带的物理和机械性能参数、耐磨性、耐火性、抗裂性、抗拉强度、抗撕裂性等,是欧洲地区较为常用的标准。
4. AS1332标准:该标准是澳大利亚标准,规定了橡胶输送带的物理特性、耐火性、抗裂性、抗拉强度、耐磨性等指标。
5. GB/T 7984-2013《橡胶输送带》:该标准是中国标准,规定了橡胶输送带的结构、性能指标、试验方法、检验规则、标志、包装、运输和贮存等方面的内容,
是中国橡胶输送带行业的基础性标准。
综上所述,橡胶输送带在国际上有多个标准适用,这些标准从不同角度对输送带的性能和质量进行规范,对于保障输送带的安全使用和提高其生产效率有着重要的作用。
输送带生产工艺中出现的问题及原因
输送带生产工艺中存在的问题及解决办法在影响产品质量的因素中,工艺占较大比重。
目前,国内输送带生产工艺的现状为:(以分层带的生产为例)非连续化的以大量人工作业为主,生产工艺流程设计落后。
特别是在中小企业,这个特征更加明显。
这种生产方式容易产生的结果是:产品质量不稳定,波动较大。
有时在同一条输送带的不同部位质量有较大差异,严重影响企业信誉。
提高工艺水平是当务之急。
炼胶工序作为输送带生产的第一道工序,也是非常重要的一道工序。
因为早期装备的原因,炼胶在人们的印象当中感觉很脏,累,是个粗活,能把各种原材料混在一起就行了。
其实不然,个人认为,炼胶工序在整个输送带生产工序中对质量的影响最大,是基础,应该当细活干。
现在,炼胶的装备水平提高很快,若有钱投资,穿着白大褂炼胶已经不是梦想。
若不能投入很多资金,一些基本条件还是要具备的,否则,产品的稳定性是难以保证的。
首先,对于原材料要鉴定,加工,如筛选、粉碎、烘干、过滤等。
原材料配料领料时要限额发料,配料要使用合适的计量器具及称量器具、容器等。
配料要建立复磅制度,做到称量准确,配比正确。
次之,炼胶机混炼时,现在混炼一般使用密炼机,要根据设备情况及配方情况设计合理的混炼工艺卡片并严格执行,此工序要注意的主要内容有填充系数、加药顺序、加药量及每一步的时间确定、功率控制、温度控制等。
做到单个料分散均匀,整批料质量稳定。
再次,混炼胶要有合适的储存条件、储存时间,注意温度控制,防止污染。
总之,在整个加工过程中,混炼胶质量对于胶料进一步加工和制品性能具有决定性影响,要精工细作。
炼胶中经常出现的质量问题及原因分析:混炼胶的质量问题有时不以某一种单一的情况出现,这就需要根据实际情况仔细分析,研究,不能错过任何一个细节,否则容易判断错误,造成新的损失。
压延工序是个要求很高的工序,其主要过程有:混炼胶预热、供料;织物导开、烘干、加预张力;压片或织物擦贴胶;压延半成品冷却、卷曲等。
目前,国内输送带企业压延工序采用的压延设备主要有三辊压延机和四辊压延机,主要普遍用途为压片或织物擦贴胶。
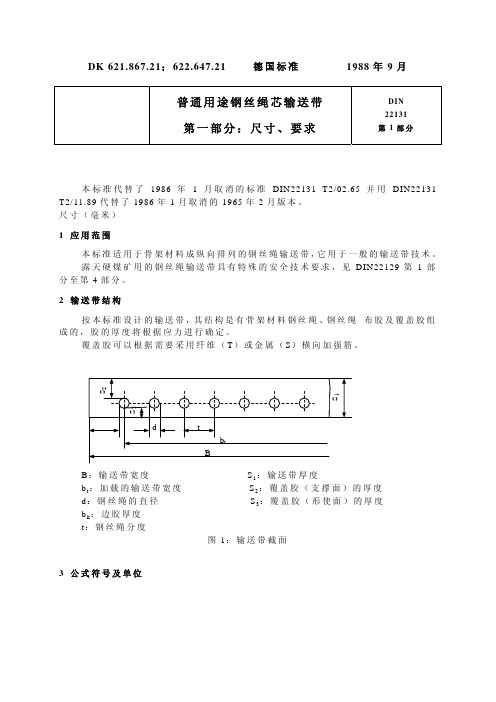
德国DIN22102分层输送带执行标准

德国DIN22102分层输送带执行标准德国标准DIN 22102 Teil 1:1991散装物料织物芯输送带第1部分尺寸、规范与标志本标准与国际标准化组织(ISO)制定的标准ISO 251:1987相互协调。
1 适用范围本标准适用于包含一层或多层织物芯体、用于输送散装物料的织物芯输送带,关于煤矿用织物芯输送带参见DIN 22109第1、2、4、6部分。
2 带结构散装物料织物芯输送带在结构上有以下几种:1)一层织物芯体2)二层织物芯体,其间有1~2mm厚的层间胶3)二层或多层织物芯体,以弹性体材料作为粘合层进行接头4)选择性的带挡板3 带型号表1 具有一层、两层或多层织物芯的带的型号带芯层数带型号1 200/1250/1315/1400/1500/1630/1800/11000/11250/11600/12000/12500/13150/12 200/2250/2315/2400/2600/2630/2800/21000/21250/21600/22000/22500/23150/2≥3 315/3400/3500/3630/4800/41000/51250/51600/52000/52500/53150/5注:1)带型号中包括带的最低拉伸强度(以N为单位的拉断力与以mm为单位的带宽之比)以及带芯层数。
表2 拉伸强度接头损失带芯层数接头引起的拉伸强度损失r verb1 0.202 0.201)0.502)3 0.334 0.255 0.20注:1)有层间缓冲胶的接头和双梯式接头;2)无层间缓冲胶的接头。
在选择带型号的时候,应考虑由于制作带接头时拉伸强度的损失r verb,此时可参考德国标准DIN 22109并利用表2给出的饿数据。
4 术语代号及单位表3 术语代号及单位代号含义或说明单位A 覆盖层磨耗量mm3B 带宽mmF 拉力NF B拉伸强度(相当于DIN53815的F H)N/mmF Bmin最低拉伸强度N/mmF V初拉力N/mmF 10参考拉力N/mmL0初始测量长度mmT 剥离强度N/mmb f指宽mmf 挠度mmL a斜切长度mmL d揭开织物长度mmL f指长mmL st最小阶梯长度mmL v搭接长度mmL r接头长度mmn st阶梯数—r verb接头致拉伸强度损失—S1带厚mmS2测量覆盖层厚度(TS.LS)用辅助尺寸mmS3S4芯间胶厚度mmS5一个织物芯层厚度mm—εBε%以百分数表示的在参考力(等于最低拉伸强度乘以某一百分数)下的伸长率,%εR覆盖层扯断伸长率,% —σR覆盖层拉伸强度N/mm25 尺寸与标记5.1 带宽带宽及极限偏差如表4所示。
输送带国际标准

输送带国际标准1. 简介输送带是一种被广泛应用于工业生产中的机械设备,常用于物料的输送和运输。
为了保证输送带的质量和安全性,各国制定了相应的国际标准。
本文将介绍几个与输送带相关的国际标准的主要内容。
2. ISO 14890:输送带耐磨标准ISO 14890是国际标准化组织制定的一项关于输送带耐磨性能的标准。
该标准规定了测试方法和评价规范,用于评估输送带在使用过程中的耐磨性能。
具体测试方法包括使用刀片和砂轮对输送带进行磨损测试,评价指标包括磨损深度、磨损面积等。
该标准的实施有助于提高输送带的使用寿命和耐久性。
3. ISO 22721:输送带阻燃性能标准ISO 22721是一项国际标准化组织制定的有关输送带阻燃性能的标准。
该标准规定了输送带的阻燃测试方法和要求,以保障输送带在一些特殊工作环境中的安全性。
测试方法包括火焰试验、燃烧时间测定以及烟雾和有毒气体排放的测试等。
符合该标准的输送带能够有效地减少火灾的发生,保护工作人员的安全。
4. DIN 22102:输送带质量标准DIN 22102是德国标准化协会制定的一项有关输送带质量和性能的标准。
该标准规定了输送带的材料要求、物理性能要求、外观要求等方面的内容。
根据不同的应用场景和工作条件,标准将输送带分为多个等级,以适应不同的工业需求。
符合该标准的输送带能够保证其质量和性能的可靠性,促进工业生产的顺利进行。
5. ASME B20.1:输送带安全标准ASME B20.1是美国机械工程师学会制定的一项输送机械安全标准,其中包括有关输送带的安全要求。
该标准涵盖了输送带的设计、操作、维护等多个方面的内容。
其中包括防止意外启动、紧急停机装置的要求、安全警示标志的设置等。
符合该标准的输送带能够保障工作人员的安全和减少工作事故的发生。
6. 结论国际标准对于输送带的质量和安全至关重要。
各国制定的国际标准在输送带的耐磨性能、阻燃性能、质量和安全等方面做出了具体的要求和测试方法。
各种输送带的适用标准
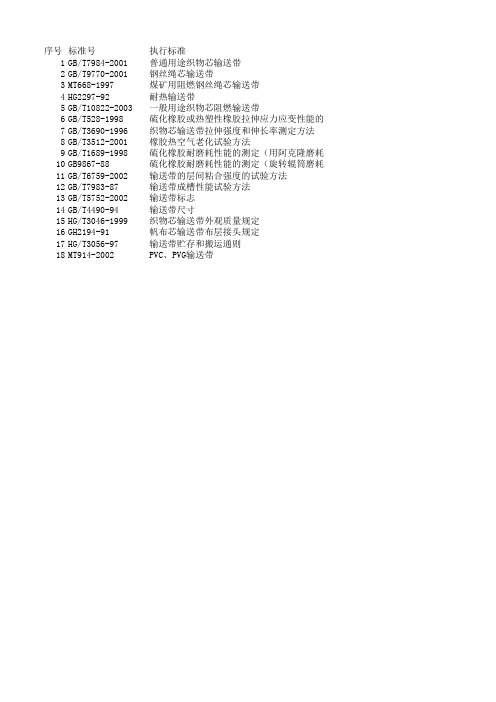
序号标准号执行标准
1GB/T7984-2001普通用途织物芯输送带
2GB/T9770-2001钢丝绳芯输送带
3MT668-1997煤矿用阻燃钢丝绳芯输送带
4HG2297-92耐热输送带
5GB/T10822-2003一般用途织物芯阻燃输送带
6GB/T528-1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定7GB/T3690-1996织物芯输送带拉伸强度和伸长率测定方法
8GB/T3512-2001橡胶热空气老化试验方法
9GB/T1689-1998硫化橡胶耐磨耗性能的测定(用阿克隆磨耗机)10GB9867-88硫化橡胶耐磨耗性能的测定(旋转辊筒磨耗机)11GB/T6759-2002输送带的层间粘合强度的试验方法
12GB/T7983-87输送带成槽性能试验方法
13GB/T5752-2002输送带标志
14GB/T4490-94输送带尺寸
15HG/T3046-1999织物芯输送带外观质量规定
16GH2194-91帆布芯输送带布层接头规定
17HG/T3056-97输送带贮存和搬运通则
18MT914-2002PVC、PVG输送带。
DIN_22131普通用途钢丝绳芯输送带
⑶钢丝绳在纵向的接头间距必须大于 10 米。 5.4 钢丝 绳的 扯断力
橡胶与钢丝绳之间的粘合对于一条钢丝绳的质量以及对于输送带在接头中的力
传 输来说是 起决定性 作用的。 粘合的程 度亦为钢 丝绳扯断 力 Fa。
表 4:在 供货 状态中及 经过热补 充处理之 后的钢丝 绳的扯断 力
输送带的型号
St1000 St1250 St1600 St2000 St2500 St3150 St3500 St4000 St4500 St5000 St5400
84
77
97
66
1400 ±12 114
98
90 114 90
90
90
90
84
78
78
1600 ±12 131 112 104 131 104 104 104 104
96
90
90
1800 ±14 147 127 117 147 117 117 117 117 109 102 102
3200 ±15 264 227 200 264 210 210 210 210 196 184 184
最好采用标出压力的结构的输送带。
4.2 覆盖 胶
4.2.1 覆 盖胶 的厚度 在 行 驶 面 上 的 覆 盖 胶 的 厚 度 S3 应 不 超 过 表 2 的 最 小 厚 度 。为 适 用 于 特 殊 的 压 力 ,
立方毫米 毫米
牛 顿 /毫 米 钢 丝 牛 顿 /毫 米 钢 丝
牛 顿 /毫 米 钢 丝 毫米 毫米 毫米 毫米
毫米 毫米 毫米
毫米
毫米
毫米 毫米 毫米
—
— — 毫米
毫米 毫米 毫米 毫米 毫米 毫米
[生活]德国DIN22102分层输送带执行标准
![[生活]德国DIN22102分层输送带执行标准](https://img.taocdn.com/s3/m/afd8b5c577eeaeaad1f34693daef5ef7ba0d126a.png)
0德国标准DIN 22102 Teil 1:1991生产者标志00带芯材料00最低拉伸强度00带芯层数00特殊性能00带的序号00按DIN 22102第3部分执行。
00引用标准:00DIN 1451 第3部分制作标签用字体,无衬线拉丁字体和印刷字体00DIN 22101 散装物料带式输送机计算与设计的基本要求00DIN 22102 第2部分散装物料织物芯输送带的试验00DIN 22101 第3部分散装物料织物芯输送带不可拆接头00DIN 22103 难燃输送带技术要求和试验方法00DIN 22104 抗静电输送带技术要求和试验方法00DIN 22107 连续输送设备散装物料输送机托辊布置主要尺寸00DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求00DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求00 DIN 22109 Teil 4 煤矿用织物芯输送带井上用双层芯橡胶或PVC输送带尺寸和技术要求00DIN 22109 Teil 5 煤矿用织物芯输送带标志00DIN 22109 Teil 6 煤矿用织物芯输送带试验00DIN 53815 织物试验单纯拉伸试验的术语00本标准的旧版本00DIN BERG 2102 第1部分和第2部分……1934.1000DIN 22102 第1部分……1943.09,1952.0100DIN 22101 第2部分……1943.09,1951.1000DIN 22102 ……1968.03,1970.0900本标准的修订00本版对1970年9月的前版本作出以下修订:00a) 标准名称变了;00b) 增加了“带接头”这一部分;00c) 适当了当前的技术形势00其它说明00本标准在带宽和长度偏差方向与ISO 251:1987相协调。
00。
德国DIN22102分层输送带执行标准[详]
![德国DIN22102分层输送带执行标准[详]](https://img.taocdn.com/s3/m/9639c0b516fc700abb68fcbe.png)
生产者标志带芯材料最低拉伸强度带芯层数特殊性能带的序号按DIN 22102第3部分执行。
引用标准:DIN 1451 第3部分制作标签用字体,无衬线拉丁字体和印刷字体DIN 22101 散装物料带式输送机计算与设计的基本要求DIN 22102 第2部分散装物料织物芯输送带的试验DIN 22101 第3部分散装物料织物芯输送带不可拆接头DIN 22103 难燃输送带技术要求和试验方法DIN 22104 抗静电输送带技术要求和试验方法DIN 22107 连续输送设备散装物料输送机托辊布置主要尺寸DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 4 煤矿用织物芯输送带井上用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 5 煤矿用织物芯输送带标志DIN 22109 Teil 6 煤矿用织物芯输送带试验DIN 53815 织物试验单纯拉伸试验的术语本标准的旧版本DIN BERG 2102 第1部分和第2部分……1934.10DIN 22102 第1部分……1943.09,1952.01DIN 22101 第2部分……1943.09,1951.10DIN 22102 ……1968.03,1970.09本标准的修订本版对1970年9月的前版本作出以下修订:a) 标准名称变了;b) 增加了“带接头”这一部分;c) 适当了当前的技术形势其它说明本标准在带宽和长度偏差方向与ISO 251:1987相协调。
输送带胶片厚度国标
输送带胶片厚度国标
输送带是一种用于输送物料和货物的机械装置,通常由多层带状材料构成,其中胶层是其中的一个重要组成部分。
胶片厚度是指输送带胶层的厚度,通常以毫米(mm)为单位来表示。
胶层的厚度对输送带的强度、耐磨性和寿命等性能有重要影响。
国际上并没有统一的输送带胶片厚度国标,而是根据不同的应用和行业制定各自的标准和规范。
这些标准通常由国家或地区的标准化组织或行业协会制定,以确保输送带的性能符合特定的要求。
例如,一些常见的输送带标准包括:
1.DIN 22102:德国工业标准化协会(DIN)发布的输送带标准,
其中包括了不同类型输送带的要求,包括胶层厚度。
2.AS 1333:澳大利亚标准化组织发布的输送带标准,也包括了
输送带的各种性能参数,包括胶层厚度。
3.ISO 14890:国际标准化组织(ISO)发布的输送带性能和规范
的标准,也涵盖了胶层厚度的相关内容。
具体的输送带胶片厚度会因输送带类型、应用、所要处理的物料和相关行业的需求而有所不同。
制造商通常会根据这些标准和客户的要求来生产符合特定胶片厚度要求的输送带。
因此,如果您需要了解特定类型输送带的胶片厚度标准,建议咨询相关行业标准或与制造商联系以获取详细信息。
德国DIN22102分层输送带执行标准[详]
生产者标志带芯材料最低拉伸强度带芯层数特殊性能带的序号按DIN 22102第3部分执行。
引用标准:DIN 1451 第3部分制作标签用字体,无衬线拉丁字体和印刷字体DIN 22101 散装物料带式输送机计算与设计的基本要求DIN 22102 第2部分散装物料织物芯输送带的试验DIN 22101 第3部分散装物料织物芯输送带不可拆接头DIN 22103 难燃输送带技术要求和试验方法DIN 22104 抗静电输送带技术要求和试验方法DIN 22107 连续输送设备散装物料输送机托辊布置主要尺寸DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 4 煤矿用织物芯输送带井上用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 5 煤矿用织物芯输送带标志DIN 22109 Teil 6 煤矿用织物芯输送带试验DIN 53815 织物试验单纯拉伸试验的术语本标准的旧版本DIN BERG 2102 第1部分和第2部分……1934.10DIN 22102 第1部分……1943.09,1952.01DIN 22101 第2部分……1943.09,1951.10DIN 22102 ……1968.03,1970.09本标准的修订本版对1970年9月的前版本作出以下修订:a) 标准名称变了;b) 增加了“带接头”这一部分;c) 适当了当前的技术形势其它说明本标准在带宽和长度偏差方向与ISO 251:1987相协调。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产者标志
带芯材料
最低拉伸强度
带芯层数
特殊性能
带的序号
按DIN 22102第3部分执行。
引用标准:
DIN 1451 第3部分制作标签用字体,无衬线拉丁字体和印刷字体
DIN 22101 散装物料带式输送机计算与设计的基本要求
DIN 22102 第2部分散装物料织物芯输送带的试验
DIN 22101 第3部分散装物料织物芯输送带不可拆接头
DIN 22103 难燃输送带技术要求和试验方法
DIN 22104 抗静电输送带技术要求和试验方法
DIN 22107 连续输送设备散装物料输送机托辊布置主要尺寸
DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 2 煤矿用织物芯输送带井下用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 4 煤矿用织物芯输送带井上用双层芯橡胶或PVC输送带尺寸和技术要求DIN 22109 Teil 5 煤矿用织物芯输送带标志
DIN 22109 Teil 6 煤矿用织物芯输送带试验
DIN 53815 织物试验单纯拉伸试验的术语
本标准的旧版本
DIN BERG 2102 第1部分和第2部分……1934.10
DIN 22102 第1部分……1943.09,1952.01
DIN 22101 第2部分……1943.09,1951.10
DIN 22102 ……1968.03,1970.09
本标准的修订
本版对1970年9月的前版本作出以下修订:
a) 标准名称变了;
b) 增加了“带接头”这一部分;
c) 适当了当前的技术形势
其它说明
本标准在带宽和长度偏差方向与ISO 251:1987相协调。