丝杠机械加工工艺卡片+机械加工工艺过程卡片
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。
机械加工工艺过程卡片(实例)

562
15
1
3
钻上底面钻深通孔
直径为的高速钢直柄短麻花
388
15
1
4
钻下底面钻深通孔
直径为的高速钢直柄短麻花
388
15
1
5
钻下底面四个螺纹前通孔
四把直径为的高速钢直柄短麻花钻
562
15
1
更改内容
编 制
顾智原
抄写
核对
审核
批准
河 南
农业大学
机械加工工艺过程卡片
产品名称及型号
849
24
1
3
钻右侧 M14孔前孔
钻孔锪孔φ14×90°钻锪复合刀具
611
24
1
更改内容
编 制
顾智原
抄写
核对
审核
批准
河 南
农业大学
机械加工工艺过程卡片
产品名称及型号
零件名称
零件图号
第5页
东方红-75拖拉机
精滤器壳体
00001
共
7
页
车间
工序名称
工序号
材料牌号
机加工
钻
040
HT150
同时加工
件 数
每料件数
技术等级
时间定额/min
夹具
刀具
量具
单件
准备---终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
010
铣左右侧面
机加工
双柱平面铣床
专用夹具
020
铣上下底面
机加工
双端面铣床
专用夹具
030
钻左侧面四通孔和右侧面孔
丝杠加工工艺
丝杠加工工艺丝杠加工工艺是一种常用的机械加工方法,可以用于制造螺纹零件和传动装置。
丝杠加工工艺的主要目的是在工件上形成精密的螺纹,以便与其他零件配合使用。
丝杠加工工艺通常包括以下几个步骤:1. 材料准备:选择适合的材料,并根据工件的要求进行切割和加工。
2. 切割:将材料切割成适当的长度,以便进行后续的加工。
3. 粗加工:使用车床或铣床等机床对工件进行粗加工,以便形成基本的形状和尺寸。
4. 精加工:通过丝杠车床等专用设备对工件进行精密的螺纹加工。
这一步骤需要控制加工参数,如进给速度、主轴转速等,以确保螺纹的精度和表面质量。
5. 检测:对加工后的工件进行检测,以验证螺纹的尺寸和质量是否符合要求。
常用的检测方法包括测量、影像检测和功能测试等。
6. 表面处理:对工件进行必要的表面处理,如打磨、镀铬等,以提高其耐腐蚀性和美观度。
7. 组装:将加工好的丝杠与其他零件进行组装,形成最终的传动装置或机械系统。
在丝杠加工工艺中,需要注意以下几个关键点:1. 加工精度:丝杠是一种精密的传动装置,其加工精度直接影响到传动装置的性能。
因此,在加工过程中需要严格控制加工参数,以确保螺纹的精度和表面质量。
2. 加工工具:选择合适的加工工具对丝杠进行加工是非常重要的。
常用的加工工具包括螺纹刀具、丝锥等,其选择应根据工件的要求和加工工艺来确定。
3. 加工设备:选择适当的加工设备对丝杠进行加工也是至关重要的。
常用的加工设备包括丝杠车床、铣床等,其性能和精度直接影响到加工效果。
4. 加工材料:选择适当的加工材料对丝杠的加工效果和使用寿命也有很大影响。
常用的加工材料包括钢、铝合金等,其选择应根据工件的要求来确定。
丝杠加工工艺是一项复杂而精密的机械加工方法,需要注意各个环节的细节和要求。
只有在严格控制加工参数、选择合适的工具和设备、使用合适的材料的前提下,才能获得高质量的丝杠和传动装置。
机械加工工艺卡片
车间
等离子设备
20
铣
按图铣焊接部件尺寸,铣焊接坡口C5
机加
车间
立式铣床
X5032A
平口钳、游标卡尺
30
焊
按图焊接成形,
焊接间
焊机
专用夹具、游标卡尺
40
退火
去应力退火
机加
车间
50
铣
划线,铣顶面。
机加பைடு நூலகம்
车间
加工中心
专用夹具、游标卡尺
60
铣
卧铣两侧面,
机加
车间
加工中心
专用夹具、游标卡尺
80
钳
去毛刺,清焊渣,打磨焊缝
机加
车间
角磨机
90
检
按图纸进行检验合格后入库
机加
车间
千分尺、游标卡尺
编 制(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
批 准(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
机械加工工艺卡片
XXXXXX公司
机械加工工艺过程卡片
产品型号
XXXXX
零件图号
XXXX
产品名称
XXXX
零件名称
XXXX
共
XX
页
第
XX
页
材 料 牌 号
Q235
毛 坯 种 类
型材
毛坯外形尺寸
每 台 件 数
1
备 注
工
序
号
工序名称
工 序 内 容
车
间
工
段
设 备
阶梯轴机械加工工艺过程卡片

45车刀,A2中心钻
(2)一夹一顶车Φ320—0.025成Φ33.30—0.25×110
Φ25成Φ25×70
Φ180—0.027成Φ19.30—0.25×490—0.25
三爪卡盘、顶尖
930外圆车刀
(3)一夹一顶车Φ240—0.052成Φ250—0.21×70
三爪卡盘、顶尖
3
热处理
调质250~270HBW
热处理
4
半精车
(1)研中心孔
机加车间
CA6140
A2中心研具
(2)一夹一顶车Φ320—0.025成Φ32.30—0.062
Φ180—0.027成Φ18.30—0.07×49.50—0.25
三爪卡盘、顶尖
930外圆车刀
(3)一夹一顶车Φ240—0.052成Φ240—0.052×200—0.2
游标卡尺
(4)倒角C1,锐角倒钝。
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(页面要求:16开纸;边距:上20,下20,左25,右20,左侧装订)
正文中设计标题:小二号;
标题1:小三;
标题2:四号;
标题3:小四;
标题加粗。
正文均为仿宋GB2312小四号字,行距采用20磅,参考文献:5号字。
附
××职业学院
机械加工工艺过程卡片
产品型号
零(部)件图号
共1页
产品名称
零(部)件名称
双联齿轮
第1页
材料牌号
45
毛坯种类
棒料
毛坯外型尺寸
35×125
机械加工工艺过程卡片(实例)之欧阳歌谷创编
1
0.15
2
钻上底面四个螺纹前通孔
四把直径为8.5的高速钢直柄短麻花钻
562
15
1.25
0.12
1
0.25
3
钻上底面钻深通孔
直径为12.3的高速钢直柄短麻花
388
15
6.15
0.2
1
1.78
4
钻下底面钻深通孔
直径为12.3的高速钢直柄短麻花
388
15
6.15
0.2
1
1.53
5
钻下底面四个螺纹前通孔
专用夹具
0.28
工步号
工步内容
工艺
装备
主轴转速r/min
切削速度m/mim
背吃刀量mm
进给量mm/r
进给次数
时间定额
机动
辅助
1
钻左侧四个φ13通孔
直径13高速钢直柄短麻花钻
580
24
6.5
0.2
1
0.19
2
钻右侧M10孔前孔
钻孔9锪孔φ10×90°钻锪复合刀具
849
24
4.5
0.2
1
0.17
3
钻右侧M14孔前孔
精滤器壳体机械制造加工工艺卡
欧阳歌谷(2021.02.01)
河南农业大学
机械加工工艺过程卡片
产品名称
及型号
东方红-75拖拉机
零件名称
精滤器壳体
零件图号
00001
材
料
名称
灰铸铁
毛
坯
种类
零件质量
Kg
毛量
第 1 页
编号
HT150
尺寸
机械加工工艺过程卡片模板
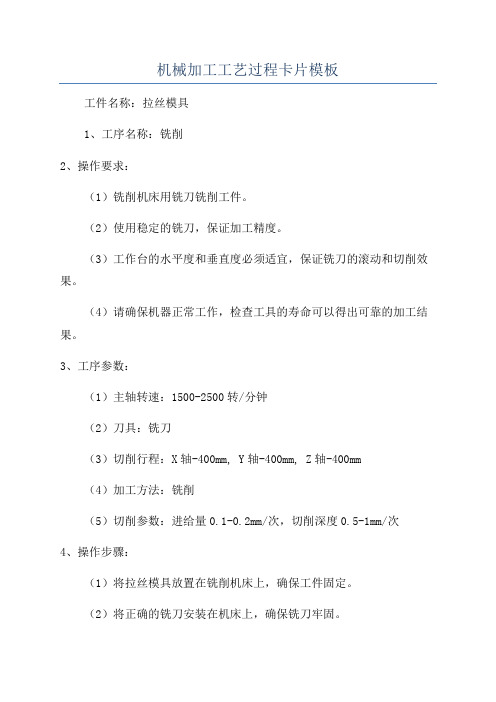
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
机械加工工艺过程卡片
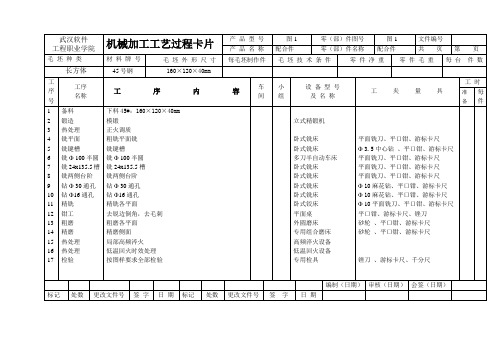
武汉软件工程职业学院机械加工工艺过程卡片产品型号图1 零(部)件图号图1 文件编号产品名称配合件零(部)件名称配合件共页第页毛坯种类材料牌号毛坯外形尺寸每毛坯制作件毛坯技术条件零件净重零件毛重每台件数长方体45号钢160×120×40mm工序号工序名称工序内容车间小组设备型号及名称工夹量具工时准备每件1 2 3 4 5 6 7 8 91011121314151617 备料锻造热处理铣平面铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣钳工粗磨精磨热处理热处理检验下料45#:160×120×40mm模锻正火调质粗铣平面铣铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣各平面去锐边倒角,去毛刺粗磨各平面精磨侧面局部高频淬火低温回火时效处理按图样要求全部检验立式精锻机卧式铣床卧式铣床多刀半自动车床卧式铣床卧式铣床卧式铣床卧式铣床卧式铰床平面桌外圆磨床专用组合磨床高频淬火设备低温回火设备专用检具平面铣刀、平口钳、游标卡尺Φ3.5中心钻、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ 10平面铣刀、平口钳、游标卡尺平口钳、游标卡尺、锉刀砂轮、平口钳、游标卡尺砂轮、平口钳、游标卡尺锉刀、游标卡尺、千分尺编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
丝杠机械加工工艺卡片

M1432A 15去毛刺,刷扣头16总检入库设计日期审核日期标准化日期会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13页第(1)页车间工序号工序名称材料牌号1车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm11机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(2)页2车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm11设备名称设备型号设备编号同时加工件数车床车床CA61401夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车右端面、保证全长至尺寸硬质合金车刀158581设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(3)页车间工序号工序名称材料牌号3打通孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数车床CA61401机械加工工序卡片产品名称零件名称共(13)页第(4)页车间工序号工序名称材料牌号4车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢6511设备名称设备型号设备编号同时加工件数车床车床CA61401夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车右端¢60外圆,留余量——硬质合金车刀、顶尖18322车¢55外圆,留余量——硬质合金车刀、顶尖18323车¢45外圆,留余量——硬质合金车刀、顶尖18324车¢35外圆,留余量——硬质合金车刀、顶尖18325车¢30外圆,留余量——硬质合金车刀、顶尖1832设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(5页车间工序号工序名称材料牌号5车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数车床车床CA61401夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车¢52h6外圆,留余量——硬质合金车刀18322车¢50m6外圆, 留余量——硬质合金车刀18323车¢40m6外圆, 留余量——硬质合金车刀18324车¢39m6外圆, 留余量——硬质合金车刀18325车¢35h6的槽完成倒角硬质合金车刀1832设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(6)页车间工序号工序名称材料牌号6磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1702x¢6511设备名称设备型号设备编号同时加工件数机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(7)页车间工序号工序名称材料牌号7磨滚珠丝杠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数丝杆磨床S74321夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1磨滚珠丝杠底槽至尺寸,粗磨滚珠丝杠螺纹,留磨量(三针测量仪M=7.01.60-φ量棒直径Φ,齿形用样板透光检查,去不完整牙,完工后垂直吊放专用车床夹具2548051设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(8)页车间工序号工序名称材料牌号8磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(9)页车间工序号工序名称材料牌号9半精磨滚珠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数丝杆磨床S74321夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1半精磨滚珠螺纹, 留精磨余量(三针测量仪M=20.02.59+φ量棒直径Φ,齿形用样板透光检查,完工后垂直吊放专用车床夹具2548051设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(10)页车间工序号工序名称材料牌号10磨外圆GCr19Mn2V 5毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数磨床M1432A1夹具编号夹具名称切削液乳化液机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(11)页车间工序号工序名称材料牌号11精车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数车床M1432A1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1精车M39-LH-7H螺纹成240501 2精车螺纹成240501设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(12)页车间工序号工序名称材料牌号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(13)页车间工序号工序名称材料牌号13去毛刺毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1去毛刺,刷扣头。
机械加工工艺过程卡片

日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转数r/min
切削速度m/min
进给量mm./r
切削速度mm
进给次数
工步工时
机动
辅助
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
描图
机械加工工艺过程卡片(实例)

实用标准文案精滤器壳体机械制造加工工艺卡实用标准文案河南农产品名称东方红 -75 拖零件名称精滤器壳体 零件图号00001机械加工 及型号拉机业大学工艺过程 名称 灰铸铁毛 种类 零件质量毛量 第 1 页卡片材 HT150坯尺寸Kg 净重共 7页编号料163-229HB100010000性能每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术时间定额 /min夹具刀具量具等级单件准备 --- 终结铸造 铸造车间 时效 热处理涂底漆 涂漆室010 铣左右侧面 机加工 双柱平面铣床 专用夹具 0.54 020铣上下底面机加工 双端面铣床专用夹具 0.62 030 钻左侧面四通孔和右侧面孔 机加工 组合机床 专用夹具 0.28 040 钻顶 底面通孔及螺纹孔前通孔 机加工 组合机床 专用夹具 0.28 050 锪顶 底螺纹孔前通孔沉孔 机加工 组合机床 专用夹具 0.068 060 攻上下底面和右侧面螺纹孔机加工 组合机床 专用夹具0.39070 去毛刺,检验,清洗机加工 清洗机080 密封实验 机加工 090 清理 入库机加工010 更改内容编 制顾智原 抄写 核对审核 批准实用标准文案河南农业大学27±1D360±2.678工步号1更改内容编制机械加工产品名称及型号工序卡片东方红 -75 拖拉机16220310±256501R83918512R1543.56.231316921125 ±1.5工步内容工艺装备铣右侧面φ 200 硬质合金端铣刀铣左侧面φ 100 硬质合金端铣刀顾智原抄写核对零件名称零件图号第2页精滤器壳体00001共7页车间工序名称工序号材料牌号机加工铣010HT150同时加工每料件数技术等级力学性能件数301163-229HB向设备名称设备型号设备编号工作液双柱面铣床X344夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具 v0.54主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助63.540 4.50.610.54102.16030.210.42审核批准河 南 机械加工工 产品名称及型号农业大学艺过程卡片东方红 -75 拖拉机125. 888.1344.235±0.563.862.1 ±8±18416B8.31.5φ4 88 44.27R10实用标准文案零件名称零件图号第 3 页精滤器壳体共7页车间 工序名称 工序号 材料牌号机加工铣端面020HT150同时加工每料件数技术等级力学性能 件数163-229HB设备名称设备型号设备编号工作液7. 4 41X363双端面铣床夹具名称夹具编号单件时间 准备—终结min 时间 /min专用夹具0.62工步号工步内容1铣左端面 2铣右端面更改内容编 制顾智原 抄写工艺 主轴转速 切削 背吃刀量 进给量 进 给 时间定额装备r/min速度mmmm/r次数机动辅助直径 200 硬质合金端铣刀 73.5 46 4.5 0.4 1 0.62 直径 200 硬质合金端铣刀73.5463.50.410.51核对 审核 批准河南农业大学机械加工工产品名称及型号零件名称零件图号第4页艺过程卡片东方红 -75 拖拉机精滤器壳体00001共7页车间工序名称工序号材料牌号机加工030HT150 -0.5+0.2412同时加工4- φ13D每料件数技术等级力学性能R15R15数件8163-229HB 412830.4设备名称设备型号设备编号工作液5±53R132组和机床68231361夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.28工步号工步内容工艺主轴转速切削速度背吃刀量进给量进给时间定额装备r/min m/mim mm mm/r次数机动辅助1钻左侧四个φ 13 通孔直径 13高速钢直柄短麻花钻58024 6.50.210.19 2钻右侧 M10 孔前孔钻孔 9 锪孔φ 10× 90°钻锪复合刀具84924 4.50.210.17 3钻右侧 M14 孔前孔钻孔 12.5 锪孔φ 14× 90°钻锪复合刀具61124 6.250.210.28更改内容编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第5页艺过程卡片东方红 -75 拖拉机精滤器壳体00001共7页车间工序名称工序号材料牌号110±0.384± 0.34- φ8.54- φ8.512.55φ33..00±±0 341 381.0.±215φ81机加工钻040HT150同时加工每料件数技术等级力学性能件数163-229HB2325..00±±0675工步号工步内容工艺装备1钻上底面φ 5 孔直径为 5 的高速钢直柄短麻花钻2钻上底面四个螺纹前通孔四把直径为 8.5的高速钢直柄短麻花钻3钻上底面钻深通孔直径为 12.3的高速钢直柄短麻花4钻下底面钻深通孔直径为 12.3的高速钢直柄短麻花5钻下底面四个螺纹前通孔四把直径为 8.5的高速钢直柄短麻花钻更改内容设备名称设备型号设备编号工作液组合机床夹具名称单件时间准备—终结夹具编号时间 /minmin专用夹具 1.78主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助95515 2.50.1210.1556215 1.250.1210.2538815 6.150.21 1.7838815 6.150.21 1.5356215 4.250.1510.37编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第6页艺过程卡片东方红 -75 拖拉机精滤器壳体0001共7页车间工序名称工序号材料牌号机加工锪050HT150同时加工每料件数技术等级力学性能件数设备名称设备型号设备编号工作液组和机床夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.064工步号工步内容工艺装备主轴转速切削速度背吃刀量进给量进给时间定额r/min m/mim mm mm/r次数机动辅助1锪上下底面四个螺纹孔沉孔10× 90°直柄锥面锪钻28690.750.1510.06 42锪下底面 M14沉孔6×90°直柄锥面锪钻17990.750.2510.0611更改内容编制顾智原抄写核对审核批准河南农业大学机械加工工产品名称及型号零件名称零件图号第 7页艺过程卡片东方红 -75 拖拉机精滤器壳体共7页车间工序名称工序号材料牌号机加工攻060HT150同时加工每料件数技术等级力学性能件数163-229HB设备名称设备型号设备编号工作液组和机床夹具名称夹具编号单件时间准备—终结min时间 /min专用夹具0.39工步号工步内容工艺主轴转速切削速度背吃刀量进给量进给时间定额装备r/min m/mim mm mm/r次数机动辅助1攻右侧面M14孔M14丝锥6830.7510.235 2攻右侧面M10孔M10丝锥95.530.510.393攻下底面M14孔M14丝锥6830.7510.235 4攻上底面面M10孔M10丝锥95.530.7510.195攻下底面面M10孔M10丝锥95.530.7510.25更改内容编制顾智原抄写核对审核批准。
机械加工工艺过程卡片和机械加工工序卡片

机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
丝杠的加工工艺

丝杠的加工工艺
丝杠的加工工艺一般包括以下几个步骤:
1. 材料选择:选择合适的材料进行加工,一般常用的有碳钢、不锈钢、合金钢等。
2. 材料切削:通过切削工艺将材料加工成丝杠的原型。
切削工艺包括车削、铣削、钻削等,可以根据丝杠的形状和尺寸选择不同的切削方法。
3. 精加工:在切削后,可能需要进行精加工来提高丝杠的表面光洁度和精度。
精加工技术包括磨削、抛光等。
4. 热处理:丝杠在加工后可能需要进行热处理来提高材料的硬度和强度,常用的热处理方法有淬火、回火等。
5. 表面处理:为了增加丝杠的耐磨性和耐腐蚀性,可以进行表面处理。
常用的表面处理方法包括镀铬、镀锌、喷涂等。
6. 组装和调试:将加工好的丝杠组装到机械设备中,并进行调试,确保其工作正常。
需要注意的是,丝杠的加工工艺会根据不同的具体要求和用途而有所差异,上述
步骤只是一般的加工工艺流程,具体的加工过程还需要根据实际情况进行调整。
机械加工工艺过程卡片(实例)之欧阳学创编

0.28
工步号
工步内容
工艺
装备
主轴转速r/min
切削速度m/mim
背吃刀量mm
进给量mm/r
进给次数
时间定额
机动
辅助
1
钻左侧四个φ13通孔
直径13高速钢直柄短麻花钻
580
24
6.5
0.2
1
0.19
2
钻右侧M10孔前孔
钻孔9锪孔φ10×90°钻锪复合刀具
849
24
4.5
0.2
1
0.17
3
钻右侧M14孔前孔
河 南
农业大学
机械加工工艺过程卡片
产品名称及型号
零件名称
零件图号
第 3 页
东方红-75拖拉机
精滤器壳体
共
7
页
车间
工序名称
工序号
材料牌号
机加工
铣端面
020
HT150
同时加工
件数
每料件数
技术等级
力学性能
163-229HB
设备名称
设备型号
设备编号
工作液
双端面铣床
X363
夹具名称
夹具编号
单件时间
min
准备—终结
工序号
工序内容
加工车间
设备名称
工艺装备名称及代号
技术等级
时间定额/min
夹具
刀具
量具
单件
准备---终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
010
铣左右侧面
机加工
双柱平面铣床
专用夹具
0.54
020
机械加工工艺过程卡片
机械加工工艺过程卡片1.机械加工是制造业中最常见的加工方法之一。
它利用机床对加工对象进行切削、打磨、切割等操作,以达到所需形状和大小的加工要求。
机械加工工艺过程卡片是一种记录机械加工过程的文档,用于指导操作人员进行正确的加工操作。
2. 加工目标在编写机械加工工艺过程卡片之前,需要明确加工的目标。
加工目标包括加工零件的几何形状、尺寸精度、表面质量、加工工序等要求。
这些目标对机械加工工艺的选择和加工参数的确定都有重要的影响。
3. 加工工序机械加工过程卡片中需要详细列出加工工序的步骤。
每个加工工序都包括以下内容:3.1 工序编号对每个加工工序进行编号,方便后续的追溯和工艺优化。
可以采用数字编号,也可以根据实际情况进行自定义编号。
3.2 工具和夹具准备列出所需的加工工具和夹具,并准备好它们。
工具和夹具的选择直接影响加工质量和效率,所以要根据实际情况进行选择。
3.3 加工参数确定加工过程中的各项参数,包括切削速度、进给速度、切削深度、切削油等。
这些参数决定了加工质量和效率,要根据加工目标进行合理的选择。
3.4 加工步骤详细描述每个加工步骤的操作方法。
包括定位、夹持、工件与刀具的相对位置等。
操作方法要尽量准确和详细,以确保加工的准确性和一致性。
3.5 加工检验在每个加工工序完成后,需要进行相应的加工检验。
可以使用合适的测量工具测量加工尺寸,或使用目视检查进行表面质量的检验。
检验结果用于判断加工是否合格,以及是否需要进行调整和修正。
3.6 工艺优化在实际加工过程中,可能会发现一些问题或存在改进的空间。
工艺优化是指对加工工艺进行调整和改进,以满足更高的加工要求和效率。
在机械加工工艺过程卡片中,可以预留一部分空间,记录工艺优化的内容。
4. 示例以下是一个简单的机械加工工艺过程卡片的示例:**1. 工序编号:** 001**2. 工具和夹具准备:**- 铣床- 刀具- 夹具**3. 加工参数:**- 切削速度:1000rpm- 进给速度:200mm/min- 切削深度:0.5mm- 切削油:喷雾清油**4. 加工步骤:**- 将工件放在夹具上,用螺纹杆固定。
机械加工工艺过程卡
机械加工工艺过程卡简介机械加工是通过一系列的工艺过程,将原材料加工成具有一定形状、尺寸和表面质量要求的工件的过程。
机械加工工艺过程卡是指用于记录和指导机械加工工艺的一种文件,通过详细描述工艺过程及相关参数,能够确保机械加工过程的准确性和标准化。
内容机械加工工艺过程卡通常包含以下内容:1. 工艺流程图工艺流程图是对机械加工过程的整体流程进行图形化描述,用于直观地展示各个加工步骤的顺序和关系。
流程图的绘制应该清晰简洁,能够帮助操作人员快速了解工艺过程。
示例:流程图示例2. 工艺参数工艺参数是指在机械加工过程中需要控制和调节的各项参数,包括但不限于切削速度、进给速度、切深、切宽、刀具半径、冷却液的类型和流量等。
这些参数的合理设置对于确保工件的加工精度和表面质量至关重要。
工艺参数值单位切削速度200 m/min进给速度0.2 mm/r切深 1 mm切宽10 mm刀具半径 5 mm冷却液类型水基冷却液-冷却液流量 5 L/min3. 加工顺序加工顺序是指各个加工步骤的先后顺序和具体操作方法。
在机械加工工艺过程卡中,应当详细描述各个加工步骤的操作方法、机床和刀具的选择、刀具装夹和工件夹紧方式等,以确保操作人员能够按照正确的顺序完成加工工艺。
1.将工件夹入机床的工作台上,并根据工艺要求进行夹紧固定。
2.选择合适的刀具,并进行装夹。
3.调节切削速度、进给速度和刀具位置,确保加工参数符合要求。
4.进行第一道切削,检查加工质量和表面粗糙度。
5.根据加工情况进行调整,依次进行后续的切削、钻孔、铣削等加工步骤,直至完成工件的加工。
4. 安全注意事项在机械加工过程中,操作人员应当遵守相应的安全操作规程,确保人员和设备的安全。
机械加工工艺过程卡中应当包含相应的安全注意事项,提醒操作人员注意并遵守安全操作规定,以防止事故的发生。
示例:•在操作之前,确保机床和刀具的正常运行状态。
•切削液中应当添加防锈剂和防菌剂,定期更换。
•在加工过程中应当佩戴符合安全要求的防护眼镜和手套。
某阶梯轴零件的机械加工工艺过程卡片【范本模板】

键槽铣刀
游标卡尺0-150
6
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
表1阶梯轴单件小批量生产机械加工工艺过程卡片
表2阶梯轴中批量生产机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部)件图号
共一页
产品名称
阶梯轴
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
锻件
机械加工工艺过程卡片
产品型号
零(部)件图号
共一页
产品名称
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
棒料
毛坯外形尺寸
Φ57×90
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
加工设备
工艺装备
工时(min)
夹具名称
及型号
刀具名称
及型号
量具与检测
10
车
夹毛坯外圆一端:
①车端面
②钻中心孔
调头,夹毛坯外圆另一端:
③车另一端面
④钻中心孔
1
1
CA6140
三爪卡盘
外圆车刀
中心钻
游标卡尺0-150
7
20
车
以两端中心孔定位:
①车大外圆
②倒角
调头,以两端中心孔定位:
③粗车小外圆(走刀三次)
④精车小外圆
⑤车台阶面
⑥切槽
⑦倒角
1
1
CA6140
三爪卡盘
零件机械加工工艺过程卡片(样例)
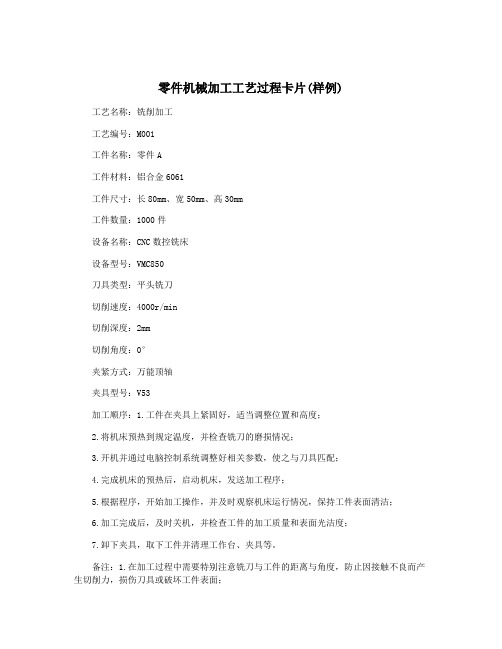
零件机械加工工艺过程卡片(样例)
工艺名称:铣削加工
工艺编号:M001
工件名称:零件A
工件材料:铝合金6061
工件尺寸:长80mm、宽50mm、高30mm
工件数量:1000件
设备名称:CNC数控铣床
设备型号:VMC850
刀具类型:平头铣刀
切削速度:4000r/min
切削深度:2mm
切削角度:0°
夹紧方式:万能顶轴
夹具型号:V53
加工顺序:1.工件在夹具上紧固好,适当调整位置和高度;
2.将机床预热到规定温度,并检查铣刀的磨损情况;
3.开机并通过电脑控制系统调整好相关参数,使之与刀具匹配;
4.完成机床的预热后,启动机床,发送加工程序;
5.根据程序,开始加工操作,并及时观察机床运行情况,保持工件表面清洁;
6.加工完成后,及时关机,并检查工件的加工质量和表面光洁度;
7.卸下夹具,取下工件并清理工作台、夹具等。
备注:1.在加工过程中需要特别注意铣刀与工件的距离与角度,防止因接触不良而产生切削力,损伤刀具或破坏工件表面;
2.在加工过程中如发现刀具过度磨损或需要换刀时,需按规定程序更换,并检查加工程序是否需要修改。
丝杠加工工艺
摘要本次课题设计的主要内容是Y7520W丝杠的工艺设计,丝杠是数控机床不可缺少的部件,它在车床中起着非常重要的作用,在丝杠的工艺设计过程,首先对丝杆进行工艺分析,如丝杠的结构和特点,围绕着丝杆加工工艺,参阅有关资料,设计加工过程,如工艺基准的选择,工艺路线的选择及拟定工艺过程的编制,如加工应注意的问题,其次根据工艺分析出丝杆的机械加工过程,其次根据工艺分析进行机械加工,工艺过程编制对应加工所需的的工艺图,本设计的重点是工艺过程和工艺的编制安排,根据设计图纸上的安排进行合理安排工艺,其中包括加工方法的选择,刀具的选择,加工余量和精度尺寸的确定,本论文讨论了丝杠从毛坯到成品的加工工艺,分析了丝杠的加工过程和工序合成工程,最后列举了丝杆的加工工艺。
关键词;丝杠设计,加工工艺,加工余量目录摘要 (1)前言 (5)第1章零件的分析 (6)1.1 零件的作用 (6)1.2 零件的结构简介 (6)1.2.1 丝杠的分类 (6)1.2.2 丝杠的结构特点及技术要求 (6)1.2.3零件的加工工艺分析 (7)第2章工艺规程的设计 (8)2.1 确定毛坯材料 (8)2.2 基面选择 (8)2.3 拟定丝杆的工艺路线 (9)2.4 填写工艺卡片 (9)2.5 确定工序尺寸 (12)2.6 细长轴工件安装 (12)2.6.1 在双顶尖间或一夹一顶安装工件 (12)2.6.2 用中心架加工工件时装夹和找正 (12)2.7 机床、刀具、夹具、量具的选择 (13)2.7.1 机床的选择: (13)2.7.2刀具的选择: (13)2.7.3 夹具的选择: (13)2.7.4 量具的选择: (14)设计小结 (15)致谢 (16)参考文献 (17)前言在实际生产中,要要完成零件的加工,通常需要铁件车铣刨磨钳热处理等多种步骤,而其最基本的、最冷的工种就是车工,然而车工在加工中,很多零件时配合的,这时就要车丝杠。
丝杠是一种精度很高的零件,它能精确地确定工作台坐标位置,将旋转运动转换成直线运动,面且还要传递一定的动力,所以在精度、强度及耐磨性等方面都有很高的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(1)页
车间工序号工序名称材料牌号
车削 1 车右端面,钻底孔GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
车床C620 1
夹具编号夹具名称切削液
三爪卡盘乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
1 车右端面、钻M8的底孔为¢6.8、锪孔口为600硬质合金车刀158 58 0.56 4 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(2)页
车间工序号工序名称材料牌号
2 车又端面、打中心孔GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
车床C620 1
夹具编号夹具名称切削液
三爪卡盘乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
2 车左端面、保证全长至尺寸,打中心孔B3.15 硬质合金车刀18
3 57.5 0.26 2.5 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(3)页
车间工序号工序名称材料牌号
3 车、夹顶GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
车床C620 1
夹具编号夹具名称切削液
三爪卡盘、顶尖乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
3 车右端¢30外圆车成,留余留0.5——0.6硬质合金车刀、顶尖183 57.5 0.26 1.1 1
车成¢25f7外圆,留余留0.5——0.6硬质合金车刀、顶尖183 57.5 0.26 1.1 2
车成¢22k6外圆,留余留0.5——0.6硬质合金车刀、顶尖183 57.5 0.26 1.1 3
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(4)页
车间工序号工序名称材料牌号
4 车外圆GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
车床C620 1
夹具编号夹具名称切削液
三爪卡盘、顶尖乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
4 车¢28e8外圆,留余量0.5——0.6硬质合金车刀158 58 0.56
5 2
5 车¢20外圆硬质合金车刀158 58 0.5
6 5 3
6 车¢21.5x10的槽完成倒角切槽刀158 58 0.56 6.5 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(5)页
车间工序号工序名称材料牌号
5 磨外圆GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
磨床M1432A 1
夹具编号夹具名称切削液
三爪卡盘乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
5 粗磨外圆¢28e8为¢27.4035.0085.0- 平行砂轮74.5 45.5 0.05 0.1 6
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(6)页
车间工序号工序名称材料牌号
6 铣螺纹GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
数控车床 1
夹具编号夹具名称切削液
乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
6 车Tr28x5-LH-7H中径,留余量0.3——0.4 专用车床夹具254 80 0.56 5 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(7)页
车间工序号工序名称材料牌号
7 铣键槽GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
数控铣床 1
夹具编号夹具名称切削液
乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
7 铣键槽6N9x16 铣刀158 38 0.5 4 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(8)页
车间工序号工序名称材料牌号
8 磨外圆GCr15
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
磨床M1432A 1
夹具编号夹具名称切削液
乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
8 磨外圆¢28e8, ¢25f7、¢22k6 分别达到图示要求平行砂轮85.5 45.5 0.26 0.25 2
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(9)页
车间工序号工序名称材料牌号
9 精车螺纹
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
车床C620 1
夹具编号夹具名称切削液
乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
9 精车Tr28x5-LH-7H螺纹成硬质合金车刀240 50 0.56 0.3 1
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
机械加工工序卡片产品型号零件图号
产品名称零件名称共(10)页第(10)页
车间工序号工序名称材料牌号
10 攻螺纹
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
337x¢35 1 1
设备名称设备型号设备编号同时加工件数
攻丝机 1
夹具编号夹具名称切削液
乳化液
工位器具编号工位器具名称工序工时(分)
准终单件
工步号工步内容工艺装备主轴转速切削速度进给量切削深度
进给次数
工步工时r/min m/min mm/r mm 机动辅助
10 攻M8螺纹,清洗螺纹。
气动攻丝机90rpm
去毛刺,刷扣头。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。