焊材发放记录表
焊接材料管理及各类表格

4.3检验结果的认可
焊接材料的检验方法及检验规则一般应根据有关标准(参见引用标准)确定。必要时亦可由供需双方协商确定。
焊接材料经验收检验后应出具检验报告,并经有关职能部门认可。
4.4验收标记
验收合格的焊接材料应在每个包装上做专门的标记。
第五条
焊接材料保管严格按公司焊接材料储存与保管制度执行,库房设施达到要求,焊接材料进入一级库,二级库均由专门负责人负责管理,焊接材料保管必须达到公司制定的焊接材料储存与保管制度要求才能储存,否则不允许储存,焊接材料烘干由专业工区自行负责烘干,发放。
(1)电弧的发生:开始引弧的难易;再引弧性(断弧后重新引弧的难易)。
(2)电弧的状态:稳弧性,包括持续性(有否断弧、喘息等)和集中性;吹力大小。
(3)熔融状态:套筒形状;药皮熔化的均匀性。
(4)熔渣:流动性;清除的难易程度;覆盖的均匀性。
(5)飞溅:发生的状态(飞溅的大小及数量);清除的难易程度。
(6)焊缝外观:焊波的粗细;成形(焊缝余高)。
第
7.1入库的焊接材料,由焊接材料库管理人员协同焊接技术员及质检人员,验证焊接材料质保书及包装质量
7.2为保证焊接材料的保管质量,必须做到:
A)焊接材料库内应装配驱湿机和空调,配备温度、湿度仪,保证库内干燥整洁,温度不低于5℃,相对空气湿度低于60%,最好控制在15℃-25℃之间。
B)焊接材料应存放在专用架子上,堆放架离地面和墙壁各应保持300毫米以上的距离,焊接材料的堆放不宜过高。
存放焊接材料的库内可根据需要划分为“待检”、“合格”及“不合格”等区域,各区域要有明显的标记。
验收合格的焊接材料应进行入库登记。其内容包括:
焊材发放和领用管理制度

焊材领用回收管理制度0. 适用范围适用于本公司所有焊材的管理,不分受监和非受监产品。
1. 本制度对焊材的发放及发放过程中涉及的焊材烘干,焊材回收作出规定。
焊材发放工作由焊材库管员进行,焊接检验员核验。
2. 焊材发放2.1 领料申请登记2.1.1 领料人持工艺文件到焊材库按“焊材领用单”的要求逐项填写,应对填写的正确性负责。
2.1.2 对所有产品焊材均应办理发放领用手续。
2.1.3 对提前制作的,即图纸、工艺均未编制完成、发放的产品部件,在焊材领用时,先记录在本子上标明领用人、日期、产品名称及规格。
待技术资料发放后,再根据记录本上的内容将“焊材领用单”填写正确。
2.1.4 受控容器的“焊材领用单”由仓库单独提出,交质检科,质检科重新按质保体系程序文件之规定开出符合容器制造规范要求的“焊材领用单”放入容器制造档案内存档。
2.1.5 “焊材领用单”的填写要求,“焊材领用单”还是用目前使用的印刷品,认真填写,焊工一栏填写真是的施焊焊工姓名,由班组长签字。
2.2 焊材备料准备2.2.1 库管员应按照备料申请或通知的要求准备;2.2.2 有烘干要求的焊材,应按相应规定做好准备;2.3 实际发放2.3.1 领料人员携带焊条保温筒进行领料。
保温筒应干燥无污染。
2.3.2 每天上班后焊检员对发放的焊材进行抽查核验,核验的内容包括:准备的焊材牌号规格与工艺文件图纸相符。
2.3.3 焊材发放应按焊材限额卡发放,每次实发放数量以保温筒容量为限,使用时限不超过4小时,超时应退库重新烘焙。
当超过限额发放总量应增补限额方可再行发放。
焊接发放记录应能追踪到实际施焊每条焊缝。
发、领料人员在“焊材领用单”和“焊接发放记录表”上签字。
并且每天下班前,库管员应及时填写“焊材二级库发放台帐”。
2.3.4 本次发放时,应收回上次发出的焊条头和剩余焊材,否则,不予发放。
3. 焊材烘干3.1 当焊材有烘干要求时,必须进行烘焙,烘干应采取用多少烘多少,随烘随用的原则。
焊条烘烤、发放记录
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
焊材保管、烘焙、发放规程

焊材保管、烘焙、发放规程
1、焊才须有质量证明书,并经材检员检查确认后,方可办理入库。
2、焊材库房必须通风良好和干燥,室内温度不得低于50C ,相
对湿度应小于60%,并做好记录。
3、焊材须放置在与墙面、地面距离300mm 以上的地方。
焊材按
种类、牌号、批号、规格分别堆放并挂牌。
4、烘焙过程严格按规定进行,并做好记录。
5、焊条领用时必须由持证焊工带保温筒领取,每次只能领取同一
规格、同一批号的焊条,且不超过三公斤。
领取时须填写施焊
部位,做好记录,并经领用人签字。
6、剩余的焊条及焊条头(特殊焊条头)应及时回收。
回收的焊条
应分开堆放,复烤后优先使用。
若仍用不完发生二交回收,则
需隔离,不得用于压力容器。
7、每台容器焊接结束后,及时清理该台容器焊材帐目。
8、经烘焙干燥的焊条和焊剂在使用中允许放置时间如下表:。
焊条发放记录表

日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
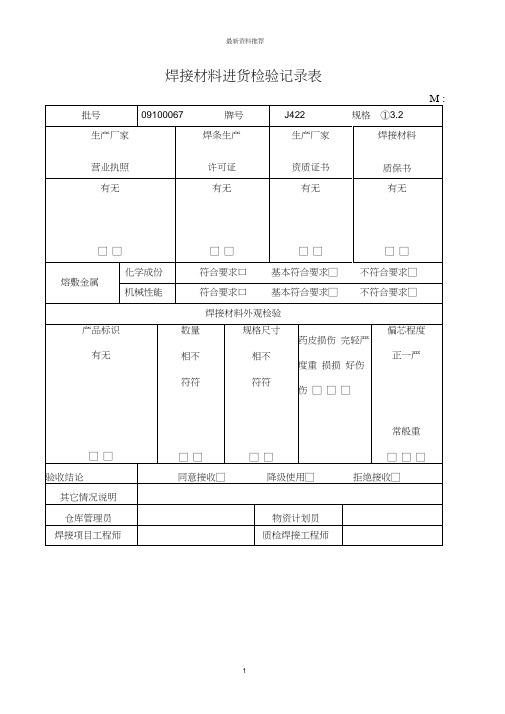
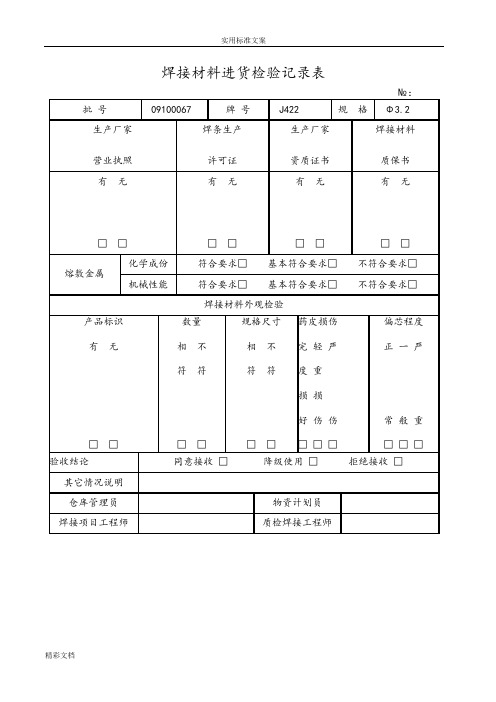
焊接材料进货检验记录表
№:
批号
牌号
规格
生产厂家
营业执照
焊条生产
许可证
生产厂家
资质证书
焊接材料
质保书
有无
□□
有无
□□
有无
□□
有无
□□
熔敷金属
化学成份
符合要求□基本符合要求□不符合要求□
机械性能
符合要求□基本符合要求□不符合要求□
焊接材料外观检验
产品标识
有无
□□
数量
相不
符符
□□
规格尺寸
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
焊材的烘干发放管理制度
焊材的烘干发放管理规定1.焊材从焊材一级库房领出后,要妥善保管在焊材二级库内。
焊材二级库内的温度要保持在5℃以上,相对湿度不大于60%。
库内温度、湿度应按时控制调整并填写室内《气象记录》。
2.焊条使用前,需经严格烘干才能发给焊工。
焊条的烘干条件,见附表1,常见国产焊条的烘干条件。
3.焊条烘干员负责焊条的烘干工作。
焊条的烘干数量要有计划,根据工程进展情况,准备适量的烘干焊条。
焊条烘干时,要做好《焊条烘干记录》。
4.烘干箱、保温箱焊条烘干时,要使用远红外线式的焊条烘干箱和保温箱。
烘干箱、保温箱由焊条烘干员负责保管。
温度计要定期检验校核。
箱内不得烘烤有碍焊条质量的物品。
5.在烘干焊条时,要经常打开通风孔并开动风扇,驱除潮气。
焊条放进或取出时,烘干箱内的温度不得超过200°C。
6.保温箱存放焊条烘干之后,存放于保温箱内,要尽快使用完,保温箱温度始终保持在100-150°C,特殊情况下(停电、故障检修等)不得低于50°C。
否则,要根据放置时间重新干燥。
焊条再干燥的温度和时间,由焊接责任工程师决定。
7.焊条领用发放a.焊工领取焊条。
一定要有焊条筒,无焊条筒或筒盖,可拒发焊条。
在一个焊条筒内,不准装入两种不同性质的焊条,以免用错。
b.焊工领取焊条时,要携带《焊条发放记录》(即领料卡)等必要的凭证。
c.烘干员当天首次发放焊条时,要将现场监控识别标志(焊条牌号)贴在焊条筒上。
d.烘干员要按规定的焊条数量控制发放。
当发放超量时,要及时报告焊接责任工程师处理。
e.烘干员发放焊条时,一定要核对焊条型号和色标,防止发错。
f.烘干员一次发给焊工的焊条不要太多,一定要控制在四小时内用完。
当夏季阴雨潮湿时,要根据焊接责任工程师的意见,每次少发焊条,控制焊条在1-2小时内用完。
8.烘干后的低氢焊条、酸性焊条在外放置时间不得超过4小时。
当另有特殊要求时,要在焊接施工方案中注明。
9.焊工施工结束后剩余的焊条返回焊条烘干室。
焊材发放和领用管理制度
焊材发放和领用管理制度焊材领用回收管理制度0. 适用范围适用于本公司所有焊材的管理,不分受监和非受监产品。
1. 本制度对焊材的发放及发放过程中涉及的焊材烘干,焊材回收作出规定。
焊材发放工作由焊材库管员进行,焊接检验员核验。
2. 焊材发放2.1 领料申请登记2.1.1 领料人持工艺文件到焊材库按“焊材领用单”的要求逐项填写,应对填写的正确性负责。
2.1.2 对所有产品焊材均应办理发放领用手续。
2.1.3 对提前制作的,即图纸、工艺均未编制完成、发放的产品部件,在焊材领用时,先记录在本子上标明领用人、日期、产品名称及规格。
待技术资料发放后,再根据记录本上的内容将“焊材领用单”填写正确。
2.1.4 受控容器的“焊材领用单”由仓库单独提出,交质检科,质检科重新按质保体系程序文件之规定开出符合容器制造规范要求的“焊材领用单”放入容器制造档案内存档。
2.1.5 “焊材领用单”的填写要求,“焊材领用单”还是用目前使用的印刷品,认真填写,焊工一栏填写真是的施焊焊工姓名,由班组长签字。
2.2 焊材备料准备2.2.1 库管员应按照备料申请或通知的要求准备;2.2.2 有烘干要求的焊材,应按相应规定做好准备;2.3 实际发放2.3.1 领料人员携带焊条保温筒进行领料。
保温筒应干燥无污染。
2.3.2 每天上班后焊检员对发放的焊材进行抽查核验,核验的内容包括:准备的焊材牌号规格与工艺文件图纸相符。
2.3.3 焊材发放应按焊材限额卡发放,每次实发放数量以保温筒容量为限,使用时限不超过4小时,超时应退库重新烘焙。
当超过限额发放总量应增补限额方可再行发放。
焊接发放记录应能追踪到实际施焊每条焊缝。
发、领料人员在“焊材领用单”和“焊接发放记录表”上签字。
并且每天下班前,库管员应及时填写“焊材二级库发放台帐”。
2.3.4 本次发放时,应收回上次发出的焊条头和剩余焊材,否则,不予发放。
3. 焊材烘干3.1 当焊材有烘干要求时,必须进行烘焙,烘干应采取用多少烘多少,随烘随用的原则。
焊接材料管理规定
焊接材料管理规定文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)焊接材料管理制度1 总则为了加强焊接材料的管理,规范焊接材料在采购、储存、烘干、发放、使用等方面的工作,确保焊接施工质量,特制定本办法。
本办法适用于公司所承建工程使用的所有焊接材料的管理。
2 职责公司工程管理部:公司焊接材料管理的归口部门,负责焊接材料管理制度的制定,并负责监督、检查分公司对焊接材料的管理工作及本办法的执行情况;分公司物资管理部门:负责焊接材料的采购工作及对项目部焊接材料的管理进行监督、检查。
项目部物资管理部门:负责具体实施本项目焊接材料的使用、贮存、发放等管理工作;项目施工员:负责提出焊接材料需用计划经项目经理签字后交项目物资计统员及劳务队;参与焊接材料的验收;对施工现场焊接材料的使用进行监督检查;项目物资计统员:负责需用计划的汇总;提出采购计划并提交项目物资负责人审批;项目库管员:负责焊接材料的出入库管理;参与焊接材料的验收并做好记录;负责焊接材料的保管、烘干、发放、回收、质量跟踪等相关工作的实施。
物资采购员:根据物资负责人审批后的采购计划进行焊接材料的采购,并参与焊接材料的验收,项目质量员:参与焊接材料的进场验收;对施工现场焊接材料的使用进行监督检查;项目物资负责人:对焊接材料的采购计划进行审批;组织并参与焊接材料的进场验收;;焊接材料的采购执行公司《物资采购管理办法》的规定。
分公司物资管理部门(或委托项目部)根据“材料采购单”在公司合格供应商名录中选择供应商进行采购。
如在名录外的供应商处采购,需对此供应商进行评价,评价合格后方可采购。
所购置的焊接材料,均须有焊接材料生产单位提供的质量证明书,材料订货时必须做到货物与质保资料相符,确保无误方可订货。
如在订货时不能确定具体的货物批号,应在验收时检查质保资料,做到资料与货物相符。
焊接材料运输过程中应注意不得损坏包装材料,并做好防雨、防潮措施。
焊接材料领用、发放、回收制度
焊接材料领用、发放、回收制度
一、焊接材料领用、发放、回收工作由焊条烘干室实行统一管理,施工班组不得存放焊材。
二、焊材由烘烤员按工程施工需要从焊材一级库领取。
压力容器设备及管道焊接用焊材,领用量不应超过两天的计划用量;非标设备制作和大型钢结构焊接用焊材领用量不应超过十天的计划用量。
三、焊工领用焊条或焊丝必须由负责工号技术员出据结构、设备位号材质单,单线图管线号、管线材质,方可到焊条烘干室领用焊条;设备、管线需焊接支架吊耳等与管线材质不符的要加以备注说明。
四、领用焊条时必须使用焊条保温筒,收工时剩余焊条连同焊条保温筒退回烘烤室;如烘干后在常温下搁置 4 h 以上,在使用时应再次烘干,(不超过4h的放入恒温箱中);对烘干温度超过 350℃的焊条,累计的烘干次数一般不宜超过 3 次。
五、焊接材料领用、发放、回收应作详细记录,发放人认真核对并签字,负责工号技术员对焊工的焊材领用不定期检查并确认,以保证焊材使用的可追溯性。
六、回收的焊材还应标记清楚、干净无污染。
编制:审核:批准:。
焊材保管发放与烘干规定
焊材保管、发放与烘干规定
1、焊材入库时的外包装必须完好,产品说明书、合格证和焊材材质证书等应齐全,入库时必须有企业焊接监督人员签字认可。
2、焊材应存放在专用库房内,库房温度应保持在20℃以上,相对湿度保持在60%以下,库房内干净、整洁。
3、焊材堆放时不许直接放在地面上,应距地面300mm以上,距墙壁100mm以上。
4、焊材应按类别、型号、规格、批次、产地、入库时间等分类存放,并有明显标记。
5、焊材发放时应轻拿轻放,以防焊条受损。
6、定期检查焊材,如发现有受潮、污损、错存、错发等应及时处理,库存数量应根据生产用量进行储存。
7、烘干焊条时,必须核查其牌号、型号、规格等,注意不同类型焊条一般不能在同炉中烘干。
烘干时,每层焊条堆放不能太厚(以1-3层为好),以免焊条受热不均,影响焊条质量。
焊条再烘干工艺参数见下表
常用焊条烘干工艺参数
8、发放低氢型焊条时必须给领用者配备焊条保温筒,以保证焊条质量,同时作好发放记录。
9、库房管理人员应随时到现场巡视有无用剩的焊条,用剩的焊条应拿回烘烤箱内,不能露天存放,低氢型(如J506)焊条次日使用前还要再烘干(在低温烘箱中恒温保管的除外)。
10、如因存放时间长而导致焊条表面上有白色结晶(发毛),焊芯严重锈蚀,药皮严重受损或严重脱落则应报废。
焊条发放记录表版
10131
刘军
王军
J422①3..2
09100067
15
10 2 1
刘军
王军
J422①3..2
09100067
15
10 2 2
刘军
王军
J422①3..2
09100067
20
10 2 3
刘军
王军
J422①3..2
09100067
10
10 2 28
刘军
王军
J422①3..2
09100067
20
10 2 29
15
10 416
刘军
王军
J422①3..2
09100067
10
10 417
刘军
王军
J422①3..2
09100067
25
10 418
刘军
王军
J422①3..2
09100067
15
10 419
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用•
焊接检验员:
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150C
恒温温度
150C
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422①3..2
09100067
20
10 51
刘军
王军
J422①3..2
09100067
15
10 4 29
刘军
王军
J422①3..2
09100067
5
焊接记录表格

工 程 名 称
单位工程名称
施工单位
山东省盛安建设有限公司第一项目部
序
号
部件名称
材质
规格
焊口数量(个)
焊接方法
焊材牌号
预热温度(℃)
热处理
规范(℃/t)
无损检测
方法及比例
部件
简图号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
焊3-1-1
审核: 年 月 日 制表: 年 月 日
焊接工艺评定项目应用范围一览表
Φ2.5
GTAW
水平固定
Ⅳ类δ=1.5~10mm
高温过热器
HP-21
12Cr1MoVG
Φ219×22.2
R31+E5015-B2-V
Φ2.5
Φ3.2
Φ4.0
GTAW
+SMAW
水平固定
Ⅳ类
δ=16.65~33.3mm
主蒸汽
焊3-1-2
制表: 年 月 日
持证焊工登记一览表
焊3-1-3
序号
姓名
性别
焊工证号
焊工钢印号
合格项目
有效期
1
2
3
4
5
6
7
8
9
10
11
12
制表:年月日
焊材烘干与恒温存放记录表
焊3-2-1
工程名称
单位工程名称
施工单位
内容
日期
环境温度(℃)
焊材类别
烘干控制
恒温存放
操作
人员
名称
焊条发放记录簿表
10 4 18
刘军
王军
J422Φ3..2
09100067
15
10 4 19
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
09100067
5
10 5 6
刘军
王军
J422Φ3..2
09100067
30
10 5 7
刘军
王军
J422Φ3..2
09100067
10
10 5 8
刘军
王军
J422Φ3..2
09100067
55
10 5 23
刘军
王军
J422Φ3..2
09100067
30
10 5 21
刘军
王军
J422Φ3..2
09100067
55
10 3 11
刘军
王军
J422Φ3..2
09100067
5
10 3 18
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
焊接
烘焙温度
150℃
恒温温度
150℃
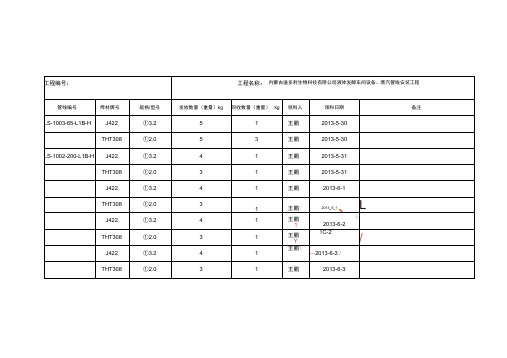
完成焊接材料领用回收记录
①3.2
6
1
王鹏
2013-6-14
THT308
①2.0
3
1
王鹏
LS-R105(A-H)4-150-L1B
J422
①3.2
8
1
王鹏
'2013-6-15
*|
八
THT308
①2.0
3
1
g
王鹏|
2013^-1旷
}
LS-V103(A-D)1-100-L1B
J422
①3.2
8
1
王鹏、
I
2013-6-16
工程编号:
工程名称:内蒙古溢多利生物科技有限公司液体发酵车间设备、蒸汽管线安装工程
管线编号
焊材牌号
规格/型号
发放数量(重量)kg
回收数量(重量)kg
领料人
领料日期
备注
LS-R103(A-B)4-50-L1B
J422
①3.2
2
0.5
王鹏
2013-6-9
THT308
①2.0
1
0
王鹏
2013-6-9
LS-R104(A-B)2-100-L1E
J422
①3.2
4
1
王鹏
2013-5-31
THT308
①2.0
3
1
王鹏
2013-5-31
J422
①3.2
4
1
王鹏
2013-6-1
THT308
①2.0
3
1
王鹏/
2013-6-1、
L
J422
①3.2
4
1
王鹏
1
焊材发放记录
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 期 整根 领用焊工: 中石化MDI项目 施工员:
单元名称(编号)
编号:
焊 材 领 用 卡
施工队: 工程名称 使用部位 母材材质 焊材牌号 焊材规格 焊材批号 领用数量 发 放 人 领 用 人 日 期 整根 退回 焊条头 注:此单(为现场用)一式二份,一份发放员存,一份焊工持有。持有人应妥善保存此单以备查。 领用焊工: 中石化MDI项目 施
焊接材料管理制度

焊接材料管理制度1 总则1.1 为了加强焊接材料的管理,规范焊接材料在采购、储存、烘干、发放、使用等方面的工作,确保焊接施工质量,特制定本办法。
1.2 本办法适用于公司所承建工程使用的所有焊接材料的管理。
2 职责2.1 公司工程管理部:公司焊接材料管理的归口部门,负责焊接材料管理制度的制定,并负责监督、检查分公司对焊接材料的管理工作及本办法的执行情况;2.2 分公司物资管理部门:负责焊接材料的采购工作及对项目部焊接材料的管理进行监督、检查。
2.3 项目部物资管理部门:负责具体实施本项目焊接材料的使用、贮存、发放等管理工作;2.4 项目施工员:负责提出焊接材料需用计划经项目经理签字后交项目物资计统员及劳务队;参与焊接材料的验收;对施工现场焊接材料的使用进行监督检查;2.5 项目物资计统员:负责需用计划的汇总;提出采购计划并提交项目物资负责人审批;2.6 项目库管员:负责焊接材料的出入库管理;参与焊接材料的验收并做好记录;负责焊接材料的保管、烘干、发放、回收、质量跟踪等相关工作的实施。
2.7 物资采购员:根据物资负责人审批后的采购计划进行焊接材料的采购,并参与焊接材料的验收,2.8 项目质量员:参与焊接材料的进场验收;对施工现场焊接材料的使用进行监督检查;2.9 项目物资负责人:对焊接材料的采购计划进行审批;组织并参与焊接材料的进场验收;;3 焊接材料的采购3.1 焊接材料的采购执行公司《物资采购管理办法》的规定。
3.2 分公司物资管理部门(或委托项目部)根据“材料采购单”在公司合格供应商名录中选择供应商进行采购。
如在名录外的供应商处采购,需对此供应商进行评价,评价合格后方可采购。
3.3 所购置的焊接材料,均须有焊接材料生产单位提供的质量证明书,材料订货时必须做到货物与质保资料相符,确保无误方可订货。
如在订货时不能确定具体的货物批号,应在验收时检查质保资料,做到资料与货物相符。
3.4 焊接材料运输过程中应注意不得损坏包装材料,并做好防雨、防潮措施。