精密推台锯详细信息
CTW320TB电火花线切割机床结构及说明

CTW320TB电火花线切割机床一、机床主要结构及说明机床由主机、工作液循环系统、脉冲电源等部分组成。
主机包括床身、立柱、工作台、运丝系统等部分组成。
图1-1-1 电火花线切割机床结构1.床身2.工作台3.下线臂4.上线臂5.断丝保护块6.上下导电块7.上下导轮8.UV轴箱9.主轴箱10.立柱11.导丝轮12.储丝筒13.工作液循环系统14.脉冲电源柜1.床身床身采用T型床身,长轴在下,短轴在上,从而使机床更稳定可靠,承重更大。
床身四周由板金全包,外型美观,整体效果突出,有防止工作液外溅,使机床更好的保证清洁,延长使用寿命。
2.工作台工作台纵横向移动采用滚动直线导轨副,既有益于提高数控系统的响应速度和灵敏度,又能实现高定位精度和重复定位精度,有效地保证了工件的加工精度。
工作台纵横向移动,采用混合式步进电机带动精密滚珠丝杠转动,滚珠丝杠副采用内循环双螺母,内预紧间隙型(其间隙在机床出厂前已调整好,用户一般不得随意拆卸,如遇问题应及时向生产厂家联系)3.立柱1)线架图1-1-2 电火花线切割上下线架臂线架分为上下线臂图1-1-2,其上都装有高频电源进电块和断丝保护装置,靠近主导轮是前者,远离主导轮是后者,如有烧丝现象应仔细观察钼丝是否与进电块和断丝保护块相接处,使用日久硬质合金会出现沟槽时,应该更换新的导电块。
线架上下臂应保持清洁,以免切下来的金属泥削与线架臂接触而发生短路现象,以致影响切割效率。
2)导轮导轮是线架部分的关键精密部件,要精心维护和保养,导轮安装在导轮套中,可以通过调整上下导轮套保证钼丝与工作台完全垂直。
4.运丝系统(图1-1-3)卷丝筒是运丝系统的动力部分,它的往复运动是利用电动机的正反转来实现的。
直流电机经联轴器带动丝筒,再经同步带带动丝杠转动,托板便作往复运动,托板移动的行程可由调整块向左右装快的距离来达到。
卷丝筒是采用铝合金材料制作的,卷丝筒装在绝缘法兰盘上,并紧固于丝筒上,装配时已测好动平衡。
带锯床的切割能力和精度分析
带锯床的切割能力和精度分析带锯床是一种常用于切割木材、金属和其他材料的工具。
它通过往复运动的带锯片切割工件,具有高效、快速的特点。
然而,带锯床的切割能力和精度对于确保工件质量和生产效率至关重要。
因此,在选择和使用带锯床时,了解其切割能力和精度特点非常重要。
首先,带锯床的切割能力是评估其在切割工件时所能达到的最大切割能力。
切割能力受到几个因素的影响,包括锯片规格、驱动电机功率、切割速度和切割厚度等。
锯片规格是带锯床切割能力的关键因素之一。
不同规格的锯片具有不同的切割能力。
一般来说,锯片的规格越大,其切割能力越强。
因此,在选择带锯床时,需要根据实际需要来确定所需的锯片规格。
驱动电机功率也对切割能力产生影响。
较大的驱动电机功率可以提供更大的切割力,从而增加了带锯床的切割能力。
当遇到较硬或较厚的工件时,较大的驱动电机功率特别有用。
切割速度是带锯床切割能力的另一个重要因素。
切割速度越快,切割效率越高。
然而,过高的切割速度可能会降低切割精度。
因此,在选择切割速度时,需要综合考虑切割效率和切割精度的平衡。
切割厚度也会对带锯床的切割能力产生影响。
带锯床通常具有一定的最大切割深度限制。
在选择带锯床时,需要确保其切割深度能够满足实际需求。
其次,带锯床的切割精度是指它在切割过程中能够达到的精确度水平。
切割精度对于工件加工的质量和尺寸控制至关重要。
切割精度受到几个因素的影响,包括锯片的切割精度、切割机构的稳定性和工件的固定性等。
首先,锯片的切割精度直接影响着带锯床的切割精度。
锯片的切割精度越高,切割出的工件尺寸误差越小。
所以,在选择锯片时,需要选择切割精度较高的锯片。
其次,切割机构的稳定性对切割精度有重要影响。
切割机构稳定性差会导致切割过程中的震动和振动,从而影响切割精度。
因此,在选择带锯床时,需要考虑其机构的稳定性,以确保切割精度的稳定性。
最后,工件的固定性也对切割精度产生影响。
当工件固定不牢固时,在切割过程中可能会出现工件的移动和变形,从而降低切割精度。
木工精密推台锯多功能木工电锯

厂家:润联网
市场价格:1500元-2125元
标题:小型木工推台锯和木工推台圆锯机说明书
订货号:JX075814
厂家:润联网
市场价格:4560元-6460元
标题:木工小型台锯和木工台锯说明书
台锯台刨台钻 多功能平刨床:刨削宽度:200mm刨削深度:3mm转速: 3500rpm刀轴直径: 74mm 台锯:锯片: 250mm最大锯料深度:70mm转速: 3500mm 钻:最大钻孔直径: 13mm最大钻孔深度: 90mm 重量:120KG功率: 2.2KW/1.5KW, 220V感应电机,低噪音
订货号:JX075817
厂家:润联网
市场价格:2376元-3366元
标题:小型木工推台锯和多功能小型台锯50Hz说明书
订货号:JX075818
厂家:润联网
市场价格:2520元-3570元
标题:微型木工台锯和木工无尘锯说明书
摇臂锯,可锯切木材,机头可旋转,可以旋转切割木材详细介绍:额定输入功率 1380W额定电压 220V~额定频率 50Hz空载转速 4200r/min锯片直径 Φ210mm最大切割深度 54mm毛重 30kg操作演示1. 放置好机器,机头可以旋转横向切割长度280MM, 可以横向纵向切割,最大切割280mm长度2. 锁定好位置,木材进给可横向,纵向切割木材,配DADO锯片可以开槽
订货号:JX075816
厂家:润联网
市场价格:3465.6元-4909.6元
标题:小型电动锯和简易木工推台锯说明书
【名称】:三轴多片锯【加工厚度】:8厘米【最短长度】:10厘米【最长加工长度】:2米【主电机】:7.5~11kw【送料速度】:8米/分钟【重量】:240公斤【外形尺寸】:660*1100*1100毫米 产品介绍:小型除尘多片锯特性:1.主要用于小径材圆木的纵向锯切,依据预调尺寸一次进给就能锯出多片板料,普遍用于细木工板、指接板厂的前道小径材圆木锯剖工序加工。2.相关于带锯加工效率高,精度高、操作简双方便,对操作工人技术请求不高,补偿了带锯加工精度低、效率低、操作技术请求高的缺陷。3.锯
锯片选择标准
铝型材切割机锯片选择发布时间:2014-8-25 11:30:16 点击次数:561次铝型材切割机上的锯片对设备的使用有着非常重要的作用,其需要也是非常的严格,因为切割量大,精度要求高,因此我们在进行选择铝型材切割机锯片时,需要注意很多事项,下面可以根据以下几大方面进行选择。
1、材质的选择:铝材切割机刀片一般采用硬质合金,好的设备一般采用碳化钨合金钢,我公司铝切机采用台弯山王锯片刀片,该刀片是用采用德国钢板及卢森堡钨钢铸造而成。
2、锯片直径的选择:在相同厚度情况下,刀片直径的大小决定切割的产量,直径小产量低,反之直径大、产量高,锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。
标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350 MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等。
3、齿数的选择,一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。
通常齿间距在15-25mm,应根据锯切的材料选择合理的齿数。
4、厚度的选择锯片的厚度从理论上我们希望锯片越薄越好,锯缝实际上是一种消耗。
合金锯片基体的材料和制造锯片的工艺决定了锯片的厚度,厚度过薄,锯片工作时容易晃动,影响切削的效果。
选择锯片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。
有些特殊用途的材料要求的厚度也是特定的,应该按设备要求使用。
5、齿形的选择常用的齿形有左右齿(交替齿)、平齿、梯平齿(高低齿)、倒梯形齿(倒锥形齿)、以及并不多见的工业级的三左一右、左右左右平齿等。
(1).梯平齿运用最为广泛,切削比较光滑。
龙门式数控切割机介绍
龙门式数控切割机介绍产品主要特点:1 .横梁:采用方管对焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形。
2 .纵、横向驱动:均采用精密齿轮齿条(7级精度)传动。
横向导轨采用台湾进口的直线导轨,纵向导轨是由精密加工的特制钢轨制成,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;减速采用行星齿轮减速,可以非常完美的保证运动的精度和平衡度3 .纵向驱动架(端架):两端装有水平导向轮,可调整驱动架底部偏心轮对导轨的压紧程度,是整机在运动中保持稳定的导向。
装有除尘器。
随时刮扫积聚在导轨表面的杂物4 .驱动系统为国产步进驱动,根据用户需要可选用世界顶级产品一一进口日本松下交流伺服驱动/国产伺服驱动,使整机更加运行平稳,速度变速范围更宽,加速时间短5 .升降体采用铝合金结构体,升降导向采用直线导轨,升降提升采用滚珠丝杠提升6 .简单易用的自动编程系统,使数控编程不再复杂,轻而易举7 .数控控制系统采用自主最新研发控制系统(8寸彩色屏幕),具有目前国内最为优良的稳定性和超强抗干扰能力主要技术指标1 .切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件2 .切割精度:国家标准JB/T10045.3—993 .切割宽带:4m、5m、6m等多种规格可选4 .轨道长度:标配6m,还可根据用户要求定制加长3面节5 .驱动方式:双边驱动6 .割炬配置:标配1把,可选配火焰或者等离子割炬,还可根据用户需求进行定制7 .切割厚度:火焰最大可切割200mm,等离子切割厚度视所选电源大小而定8 .点火调高:自动点火、电动调高,根据用户要求可选配电容式或狐压式自动调高9 .数控系统:为自主研发的控制系统,简单易用,性能稳定;根据用户要求可选用北京斯达特2000或3000系统,进口型有美国海宝系统,FaStCNC数控系统10.数控编程:基于AUtoCAD的全自动图形化编程软件11.切割气体:氧气+乙焕或丙烷。
6136主要技术参数
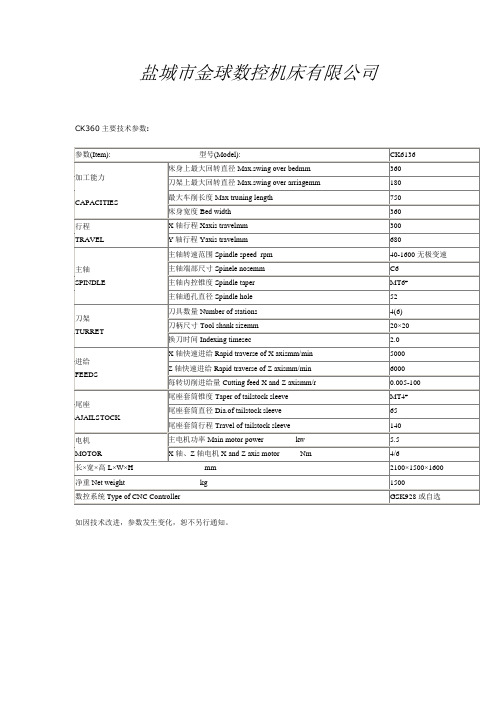
CK360主要技术参数:
参数(Item):型号(Model):
CK6136
加工能力
CAPACITIES
床身上最大回转直径Max.swing over bedmm
360
刀架上最大回转直径Max.swing over arriagemm
180
最大车削长度Max truning length
750
床身宽度Bed width
360
行程
TRAVEL
X轴行程Xaxis travelmm
300
Y轴行程Yaxis travelmm
680
主轴
SPINDLE
主轴转速范围Spindle speed rpm
40-1600无极变速
主轴端部尺寸Spinele nosemm
C6
主轴内控锥度Spindle taper
5000
Z轴快速进给Rapid traverse of Z axismm/min
6000
每转切削进给量Cutting feed X and Z axismm/r
0.005-100
尾座
AJAILSTOCK
尾座套筒锥度Taper of tailstock sleeve
MT4#
尾座套筒直径Dia.of tailstock sleeve
65
尾座套筒行程Travel of tailstock sleeve
140
电机
MOTOR
主电机功率Main motor power kw
5.5
X轴、Z轴电机X and Z axis motor Nm
4/6
长×宽×高L×W×H mm
2100×1500×1600
精密推台锯操作规程
精密推台锯操作规程
《精密推台锯操作规程》
一、概述
精密推台锯是一种专业的木材加工设备,它能够对木材进行精确的切割和加工。
为了保证操作人员的安全和设备的正常运行,制定了本操作规程。
二、操作前检查
1. 检查锯片是否安装正确并且紧固。
2. 检查锯片的磨损情况,如有损坏应及时更换。
3. 检查推台锯的所有安全装置是否完好。
三、操作步骤
1. 开机前,先按照设备说明书正确接通电源,并确认所有安全装置处于正常状态。
2. 将待加工木材放置在工作台上,并调整好木材的位置和方向。
3. 按照要求调整锯片的高度和角度,以满足加工要求。
4. 开启锯机,开始进行加工操作,操作人员需保持专注,不可分心。
5. 在加工过程中,如发现异常情况,立即停机检查并解决问题。
四、注意事项
1. 操作人员应穿戴好防护用具,避免发生意外伤害。
2. 禁止非操作人员靠近工作区域,以免引发意外事故。
3. 加工结束后,及时清理工作台和周边区域,保持整洁。
4. 定期对推台锯进行维护保养,确保设备的正常运行。
五、操作规程结束
本规程的制定,旨在保障操作人员的安全和设备的正常运行,希望操作人员能认真遵守并严格执行相关规定,确保操作的安全和有效进行。
全自动锯轨机k1270技术参数分析

全自动锯轨机k1270技术参数分析
K1270全自动锯轨机技术参数:
发动机:空冷二冲程
排量:119cc
功率:5.8千瓦
重量:(含RA10,不含燃油与锯片)20.5公斤(14"),21.2公斤(16")
切割装置:锯片
直径:350毫米(14"),400毫米(16")
切割深度:125毫米(5"),145毫米(6")
K1270全自动锯轨机技术是专为在铁路、有轨电车和地铁系统的维护而开发,5.8 kW(7.8 hp)的输出使其成为市场上最强大的切轨机之一。
加上RA10附件,即可轻松成为市场上最轻的气动轨道切割装置。
附件可快速、稳固地安装于轨道上。
双附件安装支持从两侧进行切割。
K1260 Rail也配备了新一代Active Air Filtration™(市场上最高效的离心式空气净化系统,运行一年无需更换过滤器)和高效减振系统。
这同样适用于为传输自动信号而隔开轨道的单独连接件上。
自动信号能提供给系统准确的火车所在位置。
轨道切割和焊接操作都必须快而有效,常常是利用火车经过的间隙抓紧进行切割工作,以避免不必要的行车延误。
工务设备_【全自动锯轨机k1270】_技术参数分析工务设备_【全自动锯轨机k1270】_技术参数分析工务设备_【全自动锯轨机k1270】_技术参数分析。
家具厂机械设备大全
家具厂机械设备大全家具工厂机器设备大全1. 横切锯(Cutoff Saw)2. 面刨(Facer)手压刨(Hand Jointer)3. 刨木机(Planer)单面刨(Single Planer)双面刨(Double Planer)上下刨(Facer/Planer)4. 刨(修)边设备(Lumber Edge Jointing Equipment) Glue Joint Edging Saw胶合平刨机(Glue Jointer)5. 纵切锯(Rip Saws)直线纵切锯(Straight-Line Ripsaw) 多片锯(Gang Ripsaw)6. 胶合设备(Equipment for Edge , Face Gluing) 胶合回转机(Glue Reel,Clamp Carrier) Batch Press连续式拼板机(Continuous Edge Gluer) 7. 合板设备(Plywood Equipment) 薄片裁切机(Veneer Clippers) 薄片拼接机(Veneer Splicers) 布胶机(Glue Spreaders)热压机(Hot Presses)8. 裁板设备(Panel Cutting Equipment) Panel Cut-Up SawsPanel Saws for Trimming9. 四面刨(Moulder)传统式四面刨(Conventional Moulder) 模块设计四面刨(Feed-Through Moulder-Design Moulder)10. 双端裁剪机(Double End Tenoner) 11. 万能锯(Variety Saw)12. 带锯与再锯机(Band Saws , Resaws) 带锯机(Bandsaws)自动带锯机(Auto. Bandsaws) 再锯机(Resaws)13. 铣剖机与靠模成形机(Shapers , Profilers) 单轴铣剖机(Single-Spindle Shapers) 双轴铣剖机(Double-Spindle Shapers) 自动铣剖机及靠模成形机(Auto.Shapers,Profilers)Linear Feed ProfilerFixed-Spindle Rotary Shapers and Profilers Whitney-Type ShaperA &B Auto. ShaperRotary-Table Shapers and Profilers Double-Spindle Copying Shaper 14. 路达机(Routers)传统型(Conventional Pin Router)倒立型(Inverted Router)数控型(Numerically Controlled Routers) 15. 鸠尾榫机(Dovetail Machines) 鸠尾榫机(Dovetailer)自动鸠尾榫机(Auto. Dovetailer)法式鸠尾榫机(French Dovetailer Machines ) 16. 雕刻机(Wood Carving Machines) 路达机(Router)单轴雕刻机(Spindle Carver)多轴雕刻机(Multiple-Spindle Carver)热压花机(Embossing Presses)17. 角凿机(Mortisers)空心角凿机(Hollow Chisel Mortiser) 振荡凿孔机(Oscillating Chisel Mortiser) 路达机(Router)18. 钻孔机(Boring Machines)单轴钻孔机(Single-Spindle Boring Machines) 垂直多轴钻孔机(Verticle Multiple-Spindle Machines) 水平双轴钻孔机(Horizontal Double-Spindle Machine) 簇头(Cluster Heads)钻孔机(Fixed-Center Boring Machine) 非平行钻孔(Nonpallel Boring) 点到点钻孔(Point-To-Point Boring)床架钻孔作槽机(Bed Lock Machines)19. 制椅设备(Equipment for Seating Furniture) 圆榫加工刀头(Chucking Heads)双端横切及钻孔机(Double-End Trim and Boring Machine) 单端横切及圆榫机(Single-End Cutoff Boring or Chucking Machine)双端横切、钻孔、注胶及插木钉机(Feed_Through Trim and Bore Machine) 水平锯(Leveling Saw)鞍座刨(Saddle Seat Cutting)椅座钻孔机(Seat Boring Machines) 椅后脚多轴钻孔机(Back Post Multiple Boring Machine) 20. 车床(Wood Turning Lathes)单点车床(Single-Point Lathes)背刀车床(Back-Knife Lathes)形削车床(Shaping Lathes)仿形车床(Copying Lathes)21. 平面砂光机(Flat Sanding)宽带砂光机(Wide-Belt Sanders)多鼓砂光机(Multiple-Drum Sanders) 砂刨机(Abrasive Planers)Hand BlockSanders Hand Lever Stroke Sander Power Stroke SanderHand -Fed SandersSemi-Automatic Sanders Automatic Sanders Cross-Belt/Wide-Belt Combination Polisher 22. 曲面砂光机(Sanding Edges , Mouldings) Edge SanderVertical Belt Variety SanderScroll SanderMould SandingHand Block SandingStationary Formed-Block SandingAutomated_Feed Moulding Sanders for Panel Edges Pneumatic-Drum SandersSpool and Wrap SandersRotating Abrasive Brushes and Wheels Sandind Carvings Sanding TurningsCopy-Shape SandingReciprocating Sanding of Mouldings23. 装配设备(Assembly Equipment)胶枪(Glue Gun)布胶器(Spreaders)木钉涂胶插入机(Dowel Gluing and Driving Machine) 夹具(Clamps)平面夹具(Clamps for Flat Subassemblies) 高周波夹具(High-Frequency Electric Assembly Fixtures) 立体装配夹具(Clamps for Final Assembly) 旋动箱体夹具(Revolving Case Clamp) 旋动箱体夹具(Stationary Case Clamping Machine) 椅子夹具(Chair Clamp)抽屉夹具(Drawer Clamp)床与镜框夹具(Bed or Mirror Frame Clamp)打钉机(Fastening Machines)。
伟业锯床4230说明书

伟业锯床4230说明书第一章:产品概述1.1产品介绍1.2主要特点(1)采用数字控制系统,操作简单方便。
(2)切割能力强,能够满足各类不同材料的切割需求。
(3)具有良好的稳定性和可靠性,运行平稳,寿命长。
(4)配备安全保护装置,保障操作人员的安全。
(5)适用于批量生产,提高生产效率。
1.3技术参数型号:伟业锯床4230电源:220V/380V额定功率:5.5KW切割速度:20-120m/min切割精度:±0.1mm切割角度:0-45°主要材料:钢材、铝材、铜材等第二章:安全操作2.1操作前的准备(1)检查锯床的电源线是否连接牢固,接地是否良好。
(2)检查切割刀片是否装配正确并牢固。
(3)检查安全防护装置是否完好。
2.2操作时的注意事项(1)操作人员必须经过培训,熟悉操作流程和安全注意事项。
(2)操作人员必须戴上安全手套、护目镜,并穿戴好劳动防护装备。
(3)切割刀片在切割过程中会产生高温,请勿直接接触。
(4)切割过程中要保持清洁,及时清除切割渣滓。
2.3紧急停机(1)如遇到紧急情况,要立即按下急停按钮,切断电源。
(2)等待切割刀片完全停止后,方可检查和处理故障。
第三章:使用方法3.1开机启动(1)按下电源开关,保持电源指示灯亮起。
(2)按照数字控制系统的提示,输入切割参数。
(3)按下启动按钮,刀片开始工作。
3.2切割操作(1)将待切割材料放置在工作台上,并用专用夹具夹紧。
(2)在数字控制系统上设置切割长度、角度等参数。
(3)按下开始按钮,切割刀片开始工作。
(4)切割结束后,按照安全流程进行下一步操作或停机。
第四章:维护保养4.1定期检查电源线和接线端子是否正常。
4.2定期检查切割刀片的磨损情况,如有磨损应及时更换。
4.3定期清理切割床台和切割渣滓,保证工作环境清洁。
4.4定期对锯床进行润滑,保持运行的顺畅。
第五章:故障排除5.1电源故障:检查电源是否接触良好,电源线是否破损。
5.2切割刀片无法启动:检查刀片是否安装正确并牢固,检查电机是否正常运作。
DISCO公司产品系列介绍
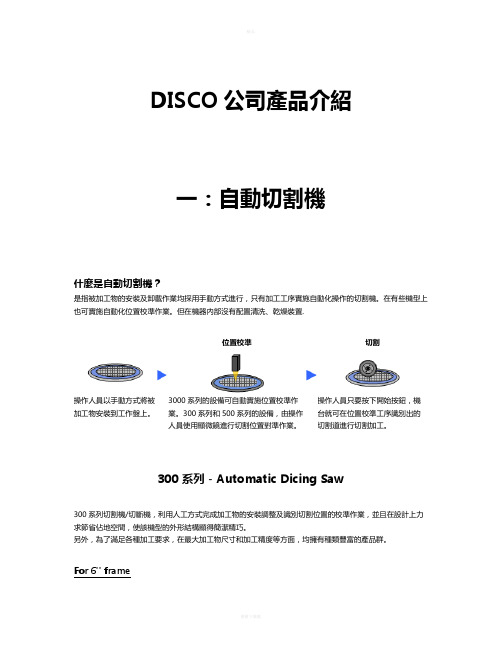
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
精密推台锯安全操作规程
精密推台锯安全操作规程精密推台锯(Precision Table Saw)是一种用于切割木材或其他材料的工具。
在使用这种工具时,必须注意安全,以避免发生意外事故。
今年以来,公司发生了一些由于使用不当导致的意外事故,为了保障员工安全,我们编制了以下精密推台锯安全操作规程。
1. 准备工作在使用推台锯之前,您应该先做好准备工作:1.1 确保推台锯是经过调整和校准的。
1.2 照明充足的地方进行操作,确保看清切割的位置和物体的位置。
1.3 确保刃口洁净锋利,并检查切割深度。
1.4 确保万紫千红推台锯附近的区域是干净的。
1.5 戴上耳塞、眼镜、手套和长袖衣服。
2. 操作流程2.1 将工件紧固在左侧的工作台上,并在切割过程中保持工件稳定。
2.2 校准双重安全切割系统使其紧贴工件。
2.3 启动推台锯,并等待它稳定运行之后再开始切割。
2.4 全程观察切割过程,切勿离开现场;如果您必须离开,请先关闭推台锯。
2.5 如果切割出现问题,立即关闭推台锯,确保机器的所有部件都停止运行之后再检查和修正。
2.6 停止推台锯前,等待叶片完全停止运转。
2.7 切勿使用刀片直接触摸切割区域,以避免产生热量和烫伤。
3. 安全要求3.1 遵守操作规程,不要擅自更改。
3.2 停止推台锯前,等待它完全停止后才做其他操作,如调整切割区域。
3.3 切割时避免过度施压,以避免机器破坏。
3.4 在切割过程中,不要推过长或太细的工件。
3.5 处理切割完的工件前,应清除所有残留物,以减少危险。
3.6 切割过程中不要穿松散的衣服或者有可燃材料的衣服。
3.7 不要在推台锯区域内穿鞋或带珠宝等物品。
4. 特殊情况4.1 如果意外情况发生了,请立即关闭机器。
4.2 如果有需求请使用口呼协助或按按钮召唤救援,千万不要慌张乱跑。
4.3 在救援到达之前请牢记保持冷静和根据救援团队的要求标示指示器等,避免您的救援物件导致更多的人员和交通阻塞。
4.4 在事故调查期间,请保持良好的配合,以帮助了解事故的原因和修改操作规程。
推台锯的介绍

推台锯的介绍推台锯(Jigsaw)是一种流传甚广的木工用电动工具,它是一种用来切割直线和曲线的多功能锯床。
推台锯的基本原理是利用锯片高速旋转来切割木材、塑料、金属等材料,通过手柄控制锯床的切割方向,使得锯床可以精确地切割出需要的形状。
推台锯的结构推台锯由电动机、锯床机身、锯片、底座等部件组成。
其中锯片是最重要的部件之一,通常根据需要选择不同规格的锯片,例如细锯片用于曲线切割,宽锯片用于直线切割。
电动机则是推台锯的动力来源,它通过锯片将其能量输出。
锯片必须平整地安装到锯床上,通常使用安装夹来固定锯片,使其按照正确的角度和路径来切割木材。
底座通常有调节功能,使得使用者可以调整锯床的高度和角度,以便于适应不同的锯割需求。
推台锯的分类推台锯可以分为手持式和台式两种类型,根据使用需求可以选择不同的类型。
手持式推台锯适用于小型项目和需要灵活性的操作,它通常只有一只手柄,使用起来较为简便。
台式推台锯则可以处理更大的木材,它比手持式推台锯更加重型、稳固,能够支持更长的锯床和更多的功能。
推台锯的应用推台锯通常被用于切割木材、木板、合板及其它刚性材料。
下面是一些推台锯的常见用途:1、制作家具手工制作家具、进行装修等木工项目往往需要锯割木材,推台锯能够极大的提高工作效率和完成度。
使用推台锯可以精确地切割出想要的形状、长度和角度,这些实用的工具便于家具制造商在设计和创新上独具优势。
2、制作玩具通过使用推台锯,可以让玩具制造者轻松地切割和调整复杂的形状和结构。
通过不同角度和切割方式,推台锯可以为玩具设计师创造出各种各样的玩具款式。
3、建筑装修在建筑装修中,推台锯常被用于处理混凝土、石材、玻璃等刚性材料。
使用钢制锯片,推台锯可以轻松切割瓷砖、水泥和混凝土,使装修工程工作更加高效和顺利。
推台锯的保养推台锯是用电动机驱动的机械装置,所以在使用过程中需要密切关注其安全性和操作细节,在正确的保养下,可以使用多年。
下面是一些推台锯的常见保养注意事项:1.定期检查紧固件和螺钉,确保锯床安装稳固。
DISCO公司产品系列介绍

D I S C O公司产品系列介绍Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998DISCO公司产品介绍一:自动切割机什麽是自动切割机?是指被加工物的安装及卸载作业均采用手动方式进行,只有加工工序实施自动化操作的切割机。
在有些机型上也可实施自动化位置校准作业。
但在机器内部没有配置清洗、乾燥装置.位置校准切割操作人员以手动方式将被加工物安装到工作盘上。
3000系列的设备可自动实施位置校准作业。
300系列和500系列的设备,由操作人员使用显微镜进行切割位置对准作业。
操作人员只要按下开始按钮,机台就可在位置校准工序识别出的切割道进行切割加工。
300系列 - Automatic Dicing Saw300系列切割机/切断机,利用人工方式完成加工物的安装调整及识别切割位置的校准作业,并且在设计上力求节省占地空间,使该机型的外形结构显得简洁精巧。
另外,为了满足各种加工要求,在最大加工物尺寸和加工精度等方面,均拥有种类丰富的产品群。
For 6" frameDAD321DAD322DAC351/DAD361设备概要适用 6"加工物的自动切割机DAD321的改良机型,産能更高追求高精度的切断机和自动切割机最大加工物尺寸160 x 1606"(边长6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160适用框架2-6-1DAC351: - DAD361: 2-5, 2-6X轴可切割范围(mm)192160192进刀速度有效范围(mm/s)- 300 - 500 - 300Y轴可切割范围(mm)162最小步进量(mm)定位精度(mm)以内/160(单一误差)以内/5以内/160(单一误差)以内/5光学尺最小分辨率(mm)-Z轴有效行程(mm)( 2"切割刀片)( 2"切割刀片)( 2"切割刀片)最小移动量(mm)重复定位精度(mm)可使用的最大58发出订单。
推台锯说明书4页

25505木工推台锯装配结构图
产品维修保养
切记:在保养前,一定要确保机器断开电源。
一)保养
1、 光轴与直线轴承要保持干燥与清洁,不能有腐蚀性物质和油污污染光轴,在光轴上不能
与硬物碰撞以防变形,影响光轴的滑动性能。
2、 经常检查电缆线绝缘层应无破损。
3、 经常检查各个连接部位螺丝应无松动。
二)维修
1、用户更换开关,电源线,电刷时,请使用本公司的原装配件。
2、因自然消耗,以及超载等不正确的操作导致的损坏,不在本公司的保修范围之内。
3、不可私自将机器拆卸,请将整机返回本地经销商修理。
铝门窗双头精密切割锯床

铝门窗双头精密切割锯床LJJ2-500×4200使用说明书中国济南金迈达机械有限公司中国山东省济南市天桥区无影山北路69-1号免费咨询电话:4000-012-019电话Tel:(086)-0531-********传真Fax:(086)-0531-********邮箱E-mail:chinajdjx@生产基地:中国山东邹平县高新开发区小刘工业园目录1.主要用途与适用范围---------------------------------------------22.主要规格及技术参数---------------------------------------------23.产品的主要结构概述---------------------------------------------34.产品的系统说明---------------------------------------------------55.运输与保管---------------------------------------------------------76.安装与调试---------------------------------------------------------77.使用与操作---------------------------------------------------------88.维护与保养---------------------------------------------------------109.常见故障及排除方法---------------------------------------------1110.安全操作规程----------------------------------------------------1211.铣刀使用保养-----------------------------------------------------13 附图:气路原理图1张-------------------------------------------------- 电气原理图1张--------------------------------------------------1、主要用途与使用范围本机是为适应我国铝,塑门窗加工业的发展而开发的新机型。
推台锯制作方法
推台锯制作方法推台锯是一种常用的木工工具,用于切割木材、板材等材料。
对于木工爱好者和专业木工师来说,推台锯是必不可少的工具之一。
在市场上有许多品牌和型号的推台锯,但是自己制作一把推台锯也是一种不错的选择。
本文将介绍推台锯的制作方法,帮助您在家中制作一把自己的推台锯。
材料准备制作推台锯所需的材料如下:1.锯条:锯条是推台锯的主要部件,需要选用高品质的钢材,以确保切割效果和耐用性。
一般来说,锯条的长度为30英寸至36英寸之间。
2.推台锯床:推台锯床是推台锯的支撑结构,需要选用坚固的材料,如橡木、胡桃木等。
推台锯床的长度应该比锯条长2英寸至3英寸。
3.推台锯床支撑:推台锯床支撑是推台锯床的支撑部件,需要选用坚固的材料,如橡木、胡桃木等。
4.锯条固定器:锯条固定器用于固定锯条,需要选用坚固的材料,如钢材。
5.锯条调整器:锯条调整器用于调整锯条的张力,需要选用坚固的材料,如钢材。
6.锯条保护器:锯条保护器用于保护锯条,需要选用坚固的材料,如钢材。
7.手柄:手柄用于手握推台锯,需要选用舒适的材料,如橡木、胡桃木等。
8.螺丝、螺母等小配件。
制作步骤1. 制作推台锯床首先,需要选用坚固的材料制作推台锯床。
将材料锯成合适的长度,然后将其刨平。
接下来,将推台锯床的两端切成45度角,以便后续的组装。
2. 制作推台锯床支撑将坚固的材料锯成合适的长度,然后将其刨平。
接下来,将推台锯床支撑的两端切成45度角,以便后续的组装。
将推台锯床支撑固定在推台锯床的两端。
3. 安装锯条固定器和锯条调整器将锯条固定器和锯条调整器安装在推台锯床的两端。
锯条固定器需要与锯条紧密贴合,以确保锯条的稳定性。
锯条调整器需要用螺丝固定在推台锯床的两端,以便调整锯条的张力。
4. 安装锯条将锯条穿过锯条固定器和锯条调整器,然后用螺丝固定在推台锯床的两端。
在固定锯条之前,需要调整锯条的张力,以确保其稳定性和切割效果。
5. 安装锯条保护器和手柄将锯条保护器安装在锯条上方,以保护锯条。
数控锯床
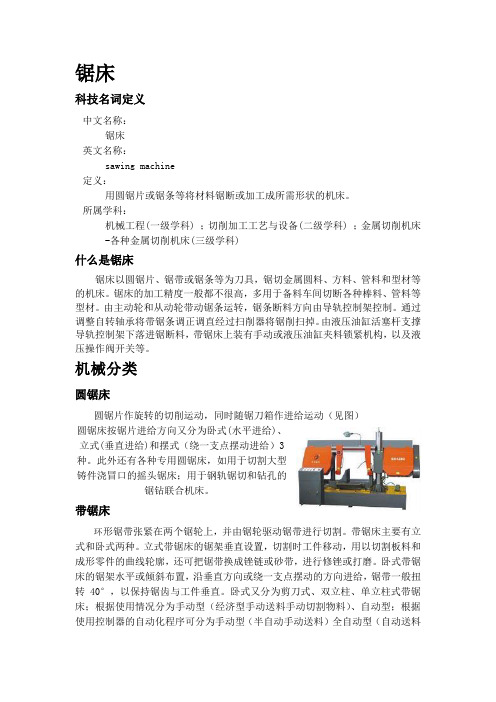
锯床科技名词定义中文名称:锯床英文名称:sawing machine定义:用圆锯片或锯条等将材料锯断或加工成所需形状的机床。
所属学科:机械工程(一级学科) ;切削加工工艺与设备(二级学科) ;金属切削机床-各种金属切削机床(三级学科)什么是锯床锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。
锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。
由主动轮和从动轮带动锯条运转,锯条断料方向由导轨控制架控制。
通过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。
由液压油缸活塞杆支撑导轨控制架下落进锯断料,带锯床上装有手动或液压油缸夹料锁紧机构,以及液压操作阀开关等。
机械分类圆锯床圆锯片作旋转的切削运动,同时随锯刀箱作进给运动(见图)圆锯床按锯片进给方向又分为卧式(水平进给)、立式(垂直进给)和摆式(绕一支点摆动进给)3种。
此外还有各种专用圆锯床,如用于切割大型铸件浇冒口的摇头锯床;用于钢轨锯切和钻孔的锯钻联合机床。
带锯床环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。
带锯床主要有立式和卧式两种。
立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。
卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。
卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
弓锯床装有锯条的锯弓作往复运动,以锯架绕一支点摆动的方式进给,机床结构简单,体积小,但效率较低。
弓锯床锯条的运动轨迹有直线和弧线两种。
弧线运动时锯弓绕一支点摆动一小角度,每个锯齿的切入量较大,排屑容易,效率较高,新式弓锯床大多采用这种方式。
台霖金属圆锯机(切管机)使用说明书
台州台霖机械有限公司一、概况金属圆锯机即切管机(以MC—275AC为例)是一种半自动的锯切机床。
能锯切各种截面形状的普通钢、不锈钢、铜材等金属材料,尤其是锯切各种管材最为理想。
锯切是除用手工按所需长度(可限位)送料外,其余工件夹紧,进刀锯切、切断后退刀、夹钳松开为自动控制。
本机具有体积小、操作轻便、噪音低、无粉尘污染、锯切质量好、切口内外无毛刺、生产效率高并可斜切各种角度等特点。
斜切是夹持位置不变,只要旋转机头至所需角度即可(在夹钳本体圆周上安装有角度标尺),该机占用空间小,是金属型材切断加工最理想、工效最快的锯切机床。
1.机器的安装机器必须安置于经过水平粉刷的水泥地面上,同时依照机器底座四角的螺孔用螺栓固定在地面上。
2.接通电源机器本身内部已预先接好电气线路,有一根引出的三相四线供接通电源用,其中有一根双色线为接地线。
3调试转向接通电源后,先打开电机器总开关,绿色指示灯即亮,旋转拉出紧急停止开关,然后拔开电机(变速)开关。
再踩下脚踏开关,机头即通电运转转动锯片轴,这时察看一下所转方向是否与锯片安全盖上的红色箭头方向一致。
如相反,则要切断电源,将引入电源的三相线中的任意两相对调,再按上述程序重新操作试转,直至锯片轴转向与箭头方向一致。
4.将约6kg/cm2的气源与机器后左侧的气门快速接头接通。
再把左侧门开关,观察气源调理器上气压表是否达到5-6kg/cm?,否则,将调理器(三点相合)手柄向上拉出调节至所需压力(顺时针为加大,逆时针为减小)然后把手柄往下压好,关门即可。
5.加注浓度为1:10的乳化液,至2/3水箱,作锯片冷却液。
6.调整锯切角度和所需锯切工件长度6.1角度调整:松开调整锯切角度锁紧手柄(向右移动),拔开角度定位块转动机头座,根据所需的角度,再锁紧锯切角度手柄(向左移动)即可。
此时,应特别注意:考虑锯片下切是否会锯切到两夹钳本身,如有这种可能,可移动两夹钳的位置保证在锯切时不切刀夹钳上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
推台锯介绍
精密裁板锯也叫推台锯,精密推台锯,木工精密裁板锯,精密锯板推台锯,具有操作简便、稳定、安全、高效的特点,是家具批量化、标准化、机械化、专业化生产的必备
设备。
极东木工以国外和沈阳生产的精密裁板锯更具有使
用的适应性和稳定性,其精度符合实木、复合板材的裁切
要求。
精密裁板锯由主机锯台,铝质成型工作台导轨本体,移动支臂,活动定规靠尺,辅助工作台及电气控制箱等组成,
有的还配有立铣装置的压料装置。
精密裁板锯有卧式和立
式两类,普遍使用的以卧式为主。
卧式裁板锯又分为手推
式精密裁板锯和往复式精密裁板锯两种,伦教木工机械提
升企业自主创新能手推式精密裁板锯一般不可调节裁切角度,用手从机台尾端推动工作台带动板材向前移动裁切。
可调角度的精密裁板锯有30度、45度两种,通过主机锯台的移动角度实现裁切角度。
往复式精密裁板锯带有自动压
料装置和辅助送料支架,由电动控制主机锯台往复运动完
成裁切。
立式裁板锯其机械垂直竖立,主机锯台由卧式的
左右或前后移动改为上下移动,可以减少机器占用工作场
地的面积,低压动力柜但对厂房高度有一定要求。
锯台主轴精度是决定裁切精度的基础。
锯台中裁切主轴
和划槽主轴的同轴度、平行度必须控制在0.03mm以内,锯片本身的平衡性和安装的垂直平行度必须控制在
0.01mm以内,这样才能保证锯片运转时的稳定性和精确
度,使锯后的板材截面光滑平直,尺寸误差不超过
0.1mm/米。
工作台梯型导轨的平直度、平行度是影响裁截面精度的重要因素。
特别是长度在2000mm以上的板材,长度结果误差和梯型导轨的精度误差成正比关系,以环氧
树脂为材质的梯型导轨精度越高,移动工作台的移动误差
就越小,板材裁切面的质量就越好。
锯台主轴转速也是影
响裁切表面平整的原因。
精密裁板锯最大的特点就是以锯代刨,裁切表面与刨加
工后的效果一样。
如锯台主轴转速不快,使裁切后的板材
边廓出现锯纹或不垂直,就会给板材的后期加工带来麻烦。
可通过以下几个办法来提高锯台主轴转速一是选用高质量
的进口全封闭轴承,保证主轴在1500转时运行正常;二是提高装配质量,主轴轴承的装配要以紧配合压入法装入;
三是提高轴承和主轴套筒的同心度和表面光洁度,使套筒、轴承的装配公差控制在0.005mm之内;四是做好锯台部
件的机械保养,如经常加油,配备好吸尘系统,减少木屑
和粉尘对机器的无形磨损等。
其次是"开料"工序,是所有板式家具开始进入生产环节的第一道工序。
它将对各种规格
的人造板进行直线锯切,开出符合规格要求的零部件,供
应给下面的其他工序。
精密裁板锯开料工序,不但工作负荷大,节奏紧张,而
且原材料利用率的高低主要靠这道工序控制。
在对开料工
序进行工时测定时,受到几方面的影响。
第一是批量大小
的影响,第二是材料种类不同所造成的影响,第三是零件
尺寸标准化程度的影响,第四是材料质量的影响。
对于不
同要求的零部件、不同质量的材料,加工工艺和参数都不同,加工时都有差异,另外由于板的形状、重量不同,装卸、转向、进给、切削的时间消耗也不一样。
因此,要合
理制定下料工序定额,须进行分类测定,如批量、材料、
用途等。
最后开料工序的技术要求作为加工板式家具基材
的各种人造板,首先要符合质量标准。
质量标准可参照该
材料的国家标准或其它标准。
现代板式家具的生产与加工,对人造板基材的厚度规格、表面平整度、内在质量均有严
格要求。
其厚度公差标准应控制在±0.1mm;长、宽规格尺寸允许公差为±0。
2mm。
(标点错了,应为0.2mm) 在开料前,操作人员应首先细阅板件开料排料图复核相关配套的
尺寸,保证开料的正确性和生产效率达到最佳状态。
锯裁
饰面人造板可直接在饰面人造板上裁出精(净)料。
对开
料后需继续进行二次加工的,其开料的零部件长度应保留
加工余量
木工推台锯使用注意事项:
板件进给速度应适当板件进给速度应根据主锯片转速、
锯片使用时间及人造板种类调整,一般控制在5~15m/min
靠山调整应准确锯机使用时,应通过微调装置将移动工作
台上靠山调整成与主锯片平面垂直;固定工作台靠山则应
调整成与主锯片平面平行。
操作中还应经常检查。
工作台
面保持整洁。
木工推台锯是应用在木材加工行业的一类木材加工设备,主要用于木质包装箱承力方木的锯切,以及木箱封闭箱板
的裁板。
木工推台锯在使用过程中,应该注意哪些问题?
1、首选工作之前,将推台锯周围及台面清理干净。
2、检查锯片是否锋利,大小锯片是否在一条线上
3、进行试机:时间约1分钟,看机器运转是否正常,检查大小锯片旋转方向,确保锯片旋转方向正确。
4、开始工作,将准备好的板材放在推床上,调好档位尺寸。
然后开始工作。
5、如开出的板材边角有缺陷,应考虑更换锯片。
6、切割任务完成后,关掉电源,做好锯台及周边的卫生保护工作
精密裁板锯基本参数
MJ45A/MJ45B精密裁板锯
最大锯切长度2800/3000/3200mm 最大锯切厚度80mm
主锯片尺寸Φ305×Φ30mm
槽锯片尺寸Φ120×Φ22mm
主锯轴转速4000/5000rpm
槽锯轴转速9000r/min
主锯电机功率 5.5kw
槽锯电机功率 1.1kw
总功率 6.6kw
吸尘口Φ100×1
重量 800kg
订箱外形尺寸3400×1150×1100mm
MJ90A/MJ90B精密裁板锯
最大锯切长度2800/3000/3200mm
最大锯切厚度80mm
主锯片尺寸Φ305×Φ30mm
槽锯片尺寸Φ120×Φ22mm
主锯轴转速4000/5000rpm
槽锯轴转速9000r/min
主锯电机功率4kw
槽锯电机功率 1.1kw
总功率 5.1kw
吸尘口Φ100×1
重量770kg
订箱外形尺寸3400×1100×1100mm (注:可编辑下载,若有不当之处,请指正,谢谢!)。