Procast培训简要教程(砂型铸造)
procast版简体中文教程byzffeng

ProCAST 软件综合培训教程 CopyRightProCAST 简体中文基础应用教程版权所有:软件猎手ProCAST 软件综合培训教程 CopyRight第一章软件及基本操作介绍ProCAST 软件是由美国UES 公司开发的铸造过程模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
一、软件模块:如图1 所示,ProCAST 软件包括8 个模块:1、基本模块Base Module:基本模块包括温度场、凝固、材料数据库及前后处理。
2、剖分模块Meshing:产生输入模型的四面体体网格3、流动模块Fluid:对铸造过程中的流场进行模拟分析4、应力模块Stress:对铸造过程中的应力场进行模拟分析5、微结构模块Microstructure:对铸件的微观组织结构进行模拟分析6、电磁模块Electromagnetic:对铸造过程中的电磁场进行模拟分析7、辐射模块Radiation:对铸造过程中的辐射能量进行模拟分析8、逆运算模块Inverse:采用逆运算计算界面条件参数和边界条件参数二、模拟过程ProCAST 软件的模拟流程包括:1、创建模型:可以分别用I-Deas、Pro/E、UG、Patran、Ansys 作为前处理软件创建模型,输出ProCAST 可接受的模型或网格文件。
ProCAST 软件综合培训教程 CopyRight、MeshCAST:对输入的模型或网格文件进行剖分,最终产生四面体体网格,生成文件,文件中包含节点数量、单元数量、材料数量等信息。
3、PreCAST:分配材料、设定界面条件、边界条件、初始条件、模拟参数,生成和文件,4、DataCAST:检查模型及PreCAST 中对模型的定义是否有错误,如有错误,输出错误信息,如无错误,将所有的模型信息转换为二进制,生成文件。
5、ProCAST:对铸造过程模拟分析计算,生成文件。
ProCAST学习操作教程

2、proCAST 功能
proCAST采用有限元方法进行模拟计算,可 人物生平 文学成就
以进行传热计算、充型流动过程计算、热场耦 合应力场计算、微观组织模拟以及缩孔缩松预
测模拟。
ProCAST分析模块
ProCAST
标准模块
附加模块
高级模块
人物生平
工具模块 文学成就
析分热传 析分动流 析分力应 析分射辐 构结粒晶 织组观微 成生格网 解求向反
工艺开发和优化
人物生平
?
在新产品市场定位之后,就应开始进行文学成就
生产线的开发和优化。ProCAST 可以虚拟测
试各种革新设计而取之最优,因此大大减少
工艺开发时间,同时把成本降到最低。
可重复性
? 即使一个工艺过程已经平稳运行几个月, 意外情况也有可能发生。由于铸造工艺参数人物生平
文学成就
繁多而又相互影响,因而无法在实际操作中 长时间连续监控所有的参数。然而任何看起 来微不足道的某个参数的变化都有可能影响 到整个系统,这使得实际车间的工作左右为 难。ProCAST 可以让铸造工程师快速定量地 检查每个参数的影响,从而确定为了得到可 重复的、连续平稳生产的参数范围。
人物生平
据,例如宏观缩孔或 Niyama 判据来确定缩孔缩松文学成就 是否会在这些敏感区域内发生。同时 ProCAST 可以 计算与缩孔缩松有关的补缩长度。在砂型铸造中, 可以优化冒口的位置、大小和绝热保温套的使用。 在压铸中, ProCAST 可以详细准确计算模型中的热 节、冷却加热通道的位置和大小,以及溢流口的位 置。
重力 铸造
低压 铸造
离心
铸造 各类铸造
连续 铸造
人物生平 文学成就
消失 模
ProCAST_高级培训
10
Tips & Traps –
Material properties
Recommended cooling rates for back diffusion calculation :
Casting Cooling rate (K/s) Investment 1 Sand 10 Permanent mold 100 Die casting 1000
ProCAST 高级培训
ESI国际工程科学(中国)有限公司
Copyright © ESI Group, 2006. All rights reserved.
1
目录
MeshCAST——网格装配、布尔运算 正确设置Velocity边界条件 软件使用技巧
Copyright © ESI Group, 2006. All rights reserved.
21
3、点击inactive nodes按钮,选择要缝合crack的结点序号,并输 入到input window中,点击connect crack按钮,完成自动缝合。
Copyright © ESI Group, 2006. All rights reserved.
22
Copyright © ESI Group, 2006. All rights reserved.
Set an inlet velocity between 1 m/s and 2 m/s (never below 1 !) Check the inlet at step 0 Be careful about mesh size below falling liquid stream (minimum 2-3 elts in the thickness)
ProCAST学习操作教程

裹气
冲砂
裂纹
冷隔
模具寿命
工艺开发
变形
浇不足
•
缩孔
缩孔是由于凝固收缩过程中液体不能有效地从 浇注系统得到补缩而导致了很大的内部收缩缺陷。 ProCAST可以确认封闭液体的位置。使用特殊的判 据,例如宏观缩孔或Niyama判据来确定缩孔缩松 是否会在这些敏感区域内发生。同时ProCAST可以 计算与缩孔缩松有关的补缩长度。在砂型铸造中, 可以优化冒口的位置、大小和绝热保温套的使用。 在压铸中,ProCAST可以详细准确计算模型中的热 节、冷却加热通道的位置和大小,以及溢流口的位 置。
裂纹
• 铸造在凝固过程中容易产生热裂以至
在随后的冷却过程中产生裂纹。利用热应
力分析,ProCAST 可以模拟凝固和随后冷
却过程中产生的裂纹。在真正的生产之前,
这些模拟结果可以用来确定和检验为防止
缺陷产生而尝试进行的各种设计。
裹气
• 由于液体充填受阻而产生的气泡和氧 化夹杂物会影响铸件的机械性能。充型过 程中的紊流可能导致氧化夹杂物的产生, ProCAST能够清楚地指示紊流的存在。这 些缺陷的位置可以在计算机上显示和跟踪 出来。由于能够直接监视裹气的运行轨迹, 从而使设计浇注系统、合理安排气孔和溢 流孔变得轻而易举。
可重复性
• 即使一个工艺过程已经平稳运行几个 月,意外情况也有可能发生。由于铸造工 艺参数繁多而又相互影响,因而无法在实 际操作中长时间连续监控所有的参数。然 而任何看起来微不足道的某个参数的变化 都有可能影响到整个系统,这使得实际车 间的工作左右为难。ProCAST可以让铸造 工程师快速定量地检查每个参数的影响, 从而确定为了得到可重复的、连续平稳生 产的参数范围。
进入体网格 划分界面
procast砂型重力铸造

12
重力-砂型铸造
8、设置运行参数。(run parameters) 在Preferences中选择“Gravity filling”选项,软件将会自动设置相应的运行参数。 Preferences
Gravity filling
13
重力-砂型铸造
在General参数面板中,设置DTMAX(最大时间步长)为5秒。 在Thermal参数面板中,设置TFREQ(温度结果保存间隔)为5。
8
重力-砂型铸造
5、设置边界条件(boundary condition->assign surface)
Boundary condition
砂箱的所有外轮廓面的边界条件设为自然空冷,在直浇道顶面的部分节点上施加速度和 温度边界条外轮廓的边界条件设为自然空冷,要在直浇道顶面的部分结点上施加速度和 温度边界条件。
interface
在“type”栏中点击左键,可以在 “equiv”,”coinc”,”ncoinc”之间切 换,点击“apply”按钮后执行操作。
7
重力-砂型铸造
创建了界面以后,要为每个界面设置一个热交换值 。 其典型值如下:铸件和砂子之间为500W/m2K,铸件和钢芯之间为1000 W/m2K。
2、选择材料
empty
设定区域类别: 在type栏中点击左 键,选择相应的类别。 若进行流场计算,需设 置“铸件区域”为“空”。 在“empty”栏中点击左 键,可以在“yes”和“no” 之间切换。
6
重力-砂型铸造
4、创建并设置各部件之间的界面(interface)。在本算例中所有的界面类型都要 从“EQUIV”型,转换为”COINC”型。并点击“Apply”安钮“,使这些选择生效。
procast教程--自制资料
第一章ProCAST简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
procast铸造模块操作流程
procast铸造模块操作流程Procrastination seems to be a common issue among individuals when it comes to completing tasks, and operating the casting module is no exception. Often, people find themselves putting off the necessary steps needed to properly operate the module, leading to delays in production and potential errors in the final outcome. This behavior can stem from a variety of factors, including feelings of overwhelm, lack of motivation, or fear of making mistakes.拖延似乎是人们在完成任务时的一个普遍问题,操作铸造模块也不例外。
人们经常发现自己推迟完成操作模块所需的必要步骤,导致生产延迟和最终结果可能出现错误。
这种行为可能源于多种因素,包括感到不知所措、缺乏动力或害怕犯错误。
One possible solution to combat procrastination in operating the casting module is to break down the process into smaller, more manageable tasks. By dividing the overall operation into smaller steps, individuals can tackle each task one at a time, making the process feel less overwhelming and more achievable. This approachcan help individuals stay on track and avoid the temptation to procrastinate.对抗拖延,在操作铸造模块中的一个可能解决方案是将流程分解为更小、更易管理的任务。
铸造工技术培训讲座(型砂)课件
铸造工技术培训讲座(型砂)
16
谢谢!
铸造工技术培训讲座(型砂)
17
• 3.高温强度和溃散性:500度残留强度为0。 • 4.流动性好,
铸造工技术培训讲座(型砂)
13
操作需注意事项:
• 捣砂 • 排气 • 起模时间 • 刷涂料质量及刷前放置一段时间。
铸造工技术培训讲座(型砂)
14
旧砂再生:
• 目的: • 1.使结块砂团破碎 • 2.去除砂粒表面的粘结剂膜 • 3.去除渗入砂中的铁豆、碎铁块 • 4.去除大部分灰分和微粉
铸造工技术培训讲座(型砂)
9
固化剂质量要求:二甲苯磺酸
• 铸造用固化剂为浅黄色透明液体,无杂质,无沉 淀物,无刺激性气味。
• 比重常温下1.10—1.20g/ml。 • 粘度30厘泊以下。 • 游离硫酸:≤15.0%。 • 总酸值:秋季20.0—24.0%,冬季:24.0—28.0% • 固化剂的加入量依所要求的硬化速度、气温、湿
度、砂温和树脂种类调整。40-60%
铸造工技术培训讲座(型砂)来自10• 树脂砂的硬化特性:可使用时间、起 模时间、全固化时间。
• 起模时间一般控制在15-45min范围内, 抗拉强度达到0.15-0.35MPa。
• 可使用时间、起模时间、终强度受环 境温度和湿度影响很大,
铸造工技术培训讲座(型砂)
11
• 2.酸耗值应尽可能低,一般小于等于5mL。 • 3.含泥量越小越好,一般质量分数小于0.2%,颗粒表面应干净、不受污
染,以保证砂粒与树脂膜之间有高的附着强度,因此应尽可能采用经过擦 洗处理的擦洗砂。 • 4.原砂粒度适中,通常采用70筛号左右的原砂,我厂现采用40-70目擦 洗砂。 • 5.小于140筛号的细粉应尽量少,质量分数一般不得超过1%。 • 6.原砂应保持干燥,水的质量分数屗大于0.2% • 7.角形因数要小,粒形越接近圆形越好。角形因数最好在1.3以下。 • 8.硅砂的灼烧减量质量分数不得超过0.5%。
ProCAST之铸造仿真模拟软件
1.单击Boundary
Conditions/Assign Surface,弹出边界条 件定义窗口
2.单击Add,在弹出窗 口中选择要定的边 界条件
3.利用选择工具选 择边界条件的区域, 并单击Store
4.选择边界条件, 并单击Assign
重力
1. 单击Process/Gravity,弹 出重力定义窗口
ProCAST铸造仿真模 拟软件培训
材料定义
1.单击Materials/Assign, 弹出材料定义窗口
4.左键单击选择 是否为空腔
4.单击Read, 可查看该材料 的热物理性质
(如左图)
2.用左键选择上面 红色体的材料,并 单击Assign
3.右键单击,在弹出 窗口中选择该材料所 属类型
十一、材料定义
精铸模拟操作过程举例
2.用左键单击X、 Y、Z来选择重力 大小和方向
3.单击Apply
十二、运行参数设置(注:以后内容在演示过程中分别 进行讨论,不再单独列出)
1.单击Run Parameters,定 义运行参数
1.定义铸 造类型
1.定义热 力参数
1.定义求解 基本参数
1.定义流 动参数
十三、MeshCAST-模壳建立
ProCAST可以根据化学成分计算热焓曲线、固相线曲线、密度和热导率, 可计算的合金元素如下:
采用Scheil或Lever方法进行计算, Scheil和Lever对应着两个不同的微观偏 析模型,如果是Lever,应用杠杆定律,即溶质可以在熔体中完全混合。 如果是Scheil,指的是溶质在固相中完全没有扩散。Back Diffusion模型 假定溶质在固相中可以部分扩散,是介于上述两种模型之间的模型。需 要指定平均冷却速率以确定固相中的扩散量。
Procast操作手册 通力公司的简要教程
Procast培训简要教程Procast基本操作指南Procast铸造模拟的基本流程为:造型——划分表面网格——MeshCAST划分体网格——PreCAST设置边界条件和运行参数——DataCAST——ProCAST解算——PostCAST,ViewCAST处理、分析模拟结果。
下面进行较为详细的说明。
一. Ideas造型与划分表面网格1.造型(simulation + master modeler): 建模顺序为铸件,浇注系统,砂箱。
*注意直浇口面,明冒口面,和砂箱上表面必须在一个平面上。
对于一般的砂芯,可看作砂箱的一部分。
2.Partition(先选铸件,再选砂箱。
)3.划分模型的表面网格(simulation+ meshing)4.输出面网格模型: file, export, ideas simulation universal file, 键入文件名(文件为 *.unv),OK。
二. Meshcast(划分体网格)1.在Dos窗口键入meshcast2.File/open,文件类型选I-deas surface mesh(*.unv)3.Check mesh, Check intersection,检查表面网格质量,提示信息显示在左下角的Message Window中,如表面网格通过,则进入下一步,否则修改4.Tet mesher, full layer(对砂型采用no layer), gen tet mesh5.Display Ops下(点击bad element, Negative Jac)检查是否有坏单元和负雅各比单元。
如果有坏单元,则Smoothing优化单元(smooth优化建议不要超过两次),save。
有些坏单元无法消除,需对表面网格进行修改。
6.Exit(生成 *.mesh文件)三. Precast (设定材料的热物性参数,边界条件,运行参数等) 1.在文件所在的目录下键入precast *(*为文件名前缀)2.Geometry, units(mm), meshcast *.mesh,Apply。
ProCAST学习操作教程
主要内容
一 二 三 四 五
proCAST简介
proCAST 安装及模拟流程
meshCAST 使用
preCAST 使用 viewCAST 使用
一、proCAST简介
1、概述
proCAST是为评价和优化铸造产品和铸造工艺而开发 的专业CAE系统。 在完成铸造工艺编制之前就能够对铸件在形成过程中的 流场、温度场和应力场等进行模拟仿真分析并预测铸件的质 量,优化铸造设备参数和工艺方案,达到缩短生产周期降低 成产成本的目的。
3、proCAST适用范围
(1)适用铸造方法
proCAST适用于砂型铸造、消失模铸造;
高压、低压铸造; 重力铸造、倾斜浇铸、熔 模铸造、壳型铸造、挤压铸造; 触变铸造、 触变成型、流变铸造。
重力 铸造 离心 铸造 消失 模 压铸
低压 铸造 连续 铸造 熔模 铸造
触变 铸造
各类铸造
(2)适用铸造材料
proCAST可以用来模拟任何合金,从钢、 铁到铝基、铜基、镁基、钴基、镍基、钛基和 锌基合金,以及非传统合金和聚合体。 除了基本的材料数据库外,ProCAST还拥 有基本合金系统的热力学数据库。这个独特的 数据库使得用户可以直接输入化学成分,从而
自动产生诸如液相线温度、固相线温度、潜热、
比热和固相率的变化等热力学参数。
冲砂
• 在铸造中,有时冲砂是不可避免的。如 果冲砂发生在铸造零件的关键部位,那将 影响铸件的质量。ProCAST可以通过对速 度场和压力场的分析确认冲砂的产生。通 过虚拟的粒子跟踪则能很容易确认最终夹 砂的区域。
冷隔及浇不足
• 在浇注成型过程中,一些不当的工艺参数如 型腔过冷、浇速过慢、金属液温度过低等都会导 致一些缺陷的产生。通过传热和流动的耦合计算, 设计者可以准确计算充型过程中的液体温度的变 化。 • 在充型过程中,凝固了的金属将会改变液体 在充型中的流动形式。ProCAST可以预测这些铸 造充型过程中发生的问题,并且可以随后快速地 制定和验证相应的改进方案。
Procast操作手册 通力公司的简要教程

Procast 培训简要教程Procast 基本操作指南Procast 铸造模拟的基本流程为:造型——划分表面网格——MeshCAST 划分体网格——PreCAST 设置边界条件和运行参数——DataCAST——ProCAST 解算——PostCAST,ViewCAST 处理、分析模拟结果。
下面进行较为详细的说明。
一.Ideas 造型与划分表面网格1.造型(simulation + master modeler): 建模顺序为铸件,浇注系统,砂箱。
*注意直浇口面,明冒口面,和砂箱上表面必须在一个平面上。
对于一般的砂芯,可看作砂箱的一部分。
2.Partition(先选铸件,再选砂箱。
)3.划分模型的表面网格(simulation+ meshing)4.输出面网格模型: file, export, ideas simulation universal file, 键入文件名(文件为*.unv),OK。
二.Meshcast(划分体网格)1.在Dos窗口键入meshcast2.File/open,文件类型选I-deas surface mesh(*.unv)3.Check mesh, Check intersection,检查表面网格质量,提示信息显示在左下角的Message Window 中,如表面网格通过,则进入下一步,否则修改4.Tet mesher, full layer(对砂型采用no layer), gen tet mesh5.Display Ops 下(点击bad element, Negative Jac)检查是否有坏单元和负雅各比单元。
如果有坏单元,则Smoothing 优化单元(smooth 优化建议不要超过两次),save。
有些坏单元无法消除,需对表面网格进行修改。
6.Exit(生成*.mesh 文件)三.Precast (设定材料的热物性参数,边界条件,运行参数等) 1.在文件所在的目录下键入precast *(*为文件名前缀)2.Geometry, units(mm) , meshcast *.mesh,Apply。
砂铸造型 合箱培训纪要
它与硬化速度无关,与砂的粒型和粒度组成有关,颗粒越小,粒度越分散,含微分越多则透气性越差,粘结剂加入量多也影响透气性。透气性好是呋喃树脂砂的一个优点,他弥补了有机铸型发气量大的优点,但也不可忽视采用集中通气等方式解决砂型和砂芯的通气。
(3)发气量:
呋喃树脂是有机粘结剂,型砂发气量主要与树脂的成分和加入量有关。脲醛的发起量大,而糠醇和甲醛的发气量低。加入量大,发气量相应增大而且发气时间也延长,但与发气的增长率不成比例。千方百计降低树脂加入量之所以成为树脂砂互艺最基本的问题之一,除了经济上的原因之外,也是为了尽量降低砂型发气量,以减少铸件的气孔、呛火等缺陷。
培训纪要表
NO:
培训名称
造型合箱基础知识培训
主持人
时间
地点
参加人:
记录人:
培训主题:
一.基本概念
二.树脂砂的操作工艺
三.造型操作
四.合箱操作
五.缺陷与对策
记录:
一.基本概念
1.呋喃树脂砂造型是以呋喃树脂为粘结剂,并加入催化剂混制出型砂,在常温下自行固化的造型方法。
优点:
(1).型砂流动性好,容易紧实
2.下芯合箱
由于树脂砂铸型在烧注中发气量大,要注意在箱上的型腔高点、芯头端部留出气孔,以使型腔内和型芯内的气顺利排出。
要采取防止铁水钻芯头的措施,以避免呛火和气孔。
吊攀头部要用新混制的砂修平并上涂料和点干。吊攀处修补时应插上合适长度的钉子。
为防止抬箱跑火,砂箱卡子应紧固并紧固好,分型面应放封火坭或石棉绳。
(1).脲醛呋喃树脂优点是强度高、韧性好、塑性好、价格便宜,缺点是随着含氮量增加,硬化后水分增加,脲醛呋喃树脂会出现沉淀,使树脂性能变差。
(2).酚醛呋喃树脂优点是无氮、高温性能好、抗粘砂能力强,缺点是储存性差、黏度大、硬透性不好、砂型脆性大和常温强度低。
ProCAST压铸教程

一、启动Precast.二、导入网格文件。
如果要进行3D分析,需要导入一个有限元网格文件。
网格文件可以由PA TRAN,IDEAS,ANVIL,ANSYS, ARIES等格式输出。
本教程使用的网格文件由MeshCAST自动生成。
典型的MeshCAST文件的文件名类型prefix.mesh。
操作步骤:GEOMETRY>MESHCAST>APPLY如果使用MeshCAST生成的文件,模型的单位包含在文件里。
如果是由其它的软件生成的文件,必需要进行单位设置。
操作步骤:GEOMETYR>UNITS如果文件导入成功,会出现一个文件检查结果。
(如图)会帮助确认导入文件中正确的节点、元素、实体的数量。
为了方便看几何体,可以使用快捷键。
操作步骤:MATERIAL>SHIFT+X>CTRL+SHIFT+Y>HIDDEN。
三、确定对称面通过选择位于对称面上的3个点来确定一个对称面。
使用网格工具或者造型工具可以找到这些点。
通过定位每个平面上的节点来确定这些点并且标明节点的平面坐标。
对称面必需满足两个条件:l没有热流传过对称面l没有液流经过对称面对称边界条件也会自动生成。
参见本教程后面的边界条件的设置。
操作步骤:GEOMETRY>SYMMETRY>MIRROR1>输入对称面的坐标,X=0>APPLY>SYMMETRY>EXECUTE设置对称面后,屏幕上只显示出一半铸件。
我们只要模拟一半铸件,而不会降低精度,并且还会减少模拟的时间。
图1对称面上的定位点的输入四、导入网格文件的检查导入的文件中是否有坏点对模拟结果有很大的影响。
一定要对导入的文件进行检查。
1、操作步骤:GEOMETRY>CHECK GEOM>NEG-JAC本步骤用来寻找负雅可比元素。
这些元素把内部的面翻到外面或者是平面。
如果网格文件中含有这些元素,模拟中止很大程度上是由于收敛的问题。
procast操作教程
裂纹
• 铸造在凝固过程中容易产生热裂以至 在随后的冷却过程中产生裂纹。利用热应 力分析,ProCAST 可以模拟凝固和随后冷 却过程中产生的裂纹。在真正的生产之前, 这些模拟结果可以用来确定和检验为防止 缺陷产生而尝试进行的各种设计。
裹气
• 由于液体充填受阻而产生的气泡和氧 化夹杂物会影响铸件的机械性能。充型过 程中的紊流可能导致氧化夹杂物的产生, ProCAST能够清楚地指示紊流的存在。这 些缺陷的位置可以在计算机上显示和跟踪 出来。由于能够直接监视裹气的运行轨迹, 从而使设计浇注系统、合理安排气孔和溢 流孔变得轻而易举。
3、proCAST适用范围
(1)适用铸造方法 proCAST适用于砂型铸造、消失模铸造;
高压、低压铸造; 重力铸造、倾斜浇铸、熔 模铸造、壳型铸造、挤压铸造; 触变铸造、 触变成型、流变铸造。
重力 铸造
低压 铸造
离心
连续
铸造
铸造
各类铸造
消失 模
压铸
熔模 铸造
触变 铸造
(2)适用铸造材料 proCAST可以用来模拟任何合金,从钢、
proCAST几乎可以模拟分析任何铸造生产 过程中可能出现的问题,为铸造工程师提供新 的途径来研究铸造过程,使他们有机会看到型 腔内所发生的一切,从而进行新的设计。
可以分析缩孔缩松、裂纹、裹气、冲砂 、 冷隔、浇不足 、应力、变形 、模具寿命 、工 艺开发及可重复性 。
PROCAST 模拟分析能力
• 在传热分析方面,ProCAST 能够对热传导、 对流和辐射等三种传热方式进行求解,尤其是 引入最新"灰体净辐射法"模型,使ProCAST 擅长于解决精铸及单晶铸造问题。
• 在应力分析方面,通过采用弹塑性和粘塑性, 及独有的处理铸件/ 铸型热和机械接触界面的 方法,使其具有分析铸件应力、变形的能力。
procast教程精品2-砂型铸件模拟
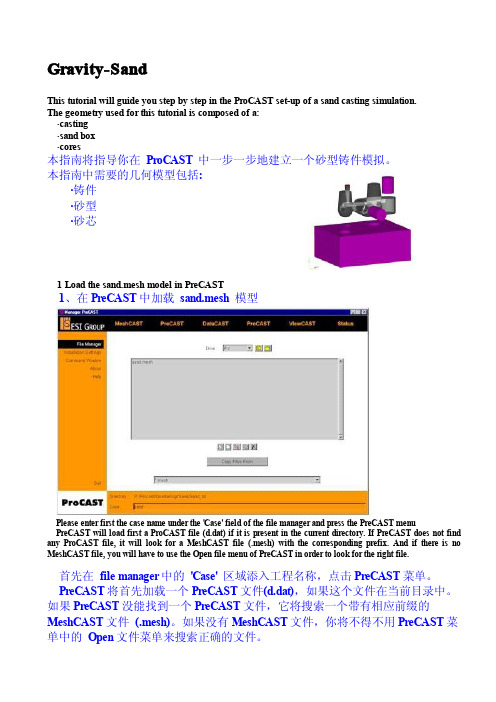
Gravity-SandThis tutorial will guide you step by step in the Pr oCAST set-up of a sand casting simulation.The geometr y used for this tutor ial is composed of a:·casting·sand box·cor es本指南将指导你在ProCAST中一步一步地建立一个砂型铸件模拟。
本指南中需要的几何模型包括:·铸件·砂型·砂芯1Load the sand.mesh model in Pr eCAST1、在PreCAST中加载sand.mesh模型Please enter fir st the case name under the'Case'field of the file manager and press the PreCAST menuPreCAST will load first a ProCAST file(d.dat)if it is present in the cur rent directory.If Pr eCAST does not find any ProCAST file,it will look for a MeshCAST file(.mesh)with the corr esponding prefix.And if there is no MeshCAST file,you will have to use the Open file menu of PreCAST in order to look for the r ight file.首先在file manager中的'Case'区域添入工程名称,点击PreCAST菜单。
ProCAST学习操作教程

易用性
软件界面友好,操作简单,方便用户 快速上手。
精确模拟
procast软件采用先进的数值计算方 法,能够精确模拟铸造过程中的流动、 传热、凝固等物理现象。
开放性
procast软件支持与其他CAD/CAE软 件的集成,方便用户进行数据交换和 协同工作。
procast软件的应用领域
汽车制造
用于优化汽车发动机、底盘等关键零部件的 铸造工艺。
家电制造
用于优化家电产品的铸造工艺,提高产品质 量和降低成本。
航空航天
用于制造高性能的航空发动机和航天器零部 件。
模具制造
用于设计和优化模具结构,提高模具使用寿 命和产品质量。
procast软件的学习价值
提高生产效率
通过优化铸造工艺,降低试制成本和 缩短产品上市时间,提高生产效率。
procast软件提供了多种收敛准则, 以确保模拟结果的收敛性和稳定性。
结果分析
结果输出
procast软件支持多种结果输出方式,如文本、图形 等,用户可根据需求选择合适的结果输出方式。
结果处理
用户可以对模拟结果进行进一步的处理和分析,如数 据拟合、统计分析等。
结果解读
用户需根据实际需求对模拟结果进行解读,以得出有 意义的结论和建议。
总结procast软件在工程实 践中的优势和局限性。
感谢您的观看
THANKS
边界条件
根据模拟需求,设置模型的边界条件,如固 定约束、载荷等。
03
procast软件基本操作
界面介绍
菜单栏
包含软件的所有功能命令,如文件、编辑、视图等。
工具栏
提供常用命令的快速访问按钮,方便用户操作。
属性面板