机械加工工序卡片设计与制造
机械加工工艺卡片模板
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
粗、精磨右段Φ14.5处至尺寸并保证粗糙度
磨床
450
50
0.2
0.7
1
0.4
2
3
4
5
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
走刀
次数
公步工时/min
机动
辅助
1
粗、精铣键槽至尺寸
铣床
450
50
0.3
1.5
1
0.1
2
4
5
6
7
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(六)
徐州建院
机电工程学院
机械加工工序卡片
产品型号
零件图号
共8页
产品名称
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
设计 (日期)
校对 (日期)
审核 (日期)
标准化(日期)
会签 (日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
泵体机械加工工艺过程卡片

铣削
底面,Ø7孔定位、半精铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
5min
铣削
底面,Ø7孔定位、精铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
5.8min
12
钻孔
前端面定位、钻M6螺纹底孔为 、倒角
机加工
铣工
立式钻床Z3025
高速钢钻、卡尺
2.75min
会签(日期)
李传勇
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013年06月19
描图
描校
底图号
装订号
描图
描校
底图号
装订号
(厂名)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
泵体
共2页
第2页
材料牌号
QT40-10
毛坯种类
毛坯外型尺寸
每毛坯可制作件数
1
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
铣削
底面,Ø7孔定位、粗铣Ø33椭圆槽
机加工
铣工
立式铣床X51
Y8硬质合金面铣刀、游标卡尺
高速钢钻、卡尺
2.5min
10
钻孔
前后端面、底面钻M24螺纹底孔为Ø22.8、倒角
机加工
铣工
立式钻床Z3025
高速钢钻、卡尺
1min
机械加工工序卡
主轴转速
切削速度
基本工 时
设计者
指导教师
共
10
页
第3 页
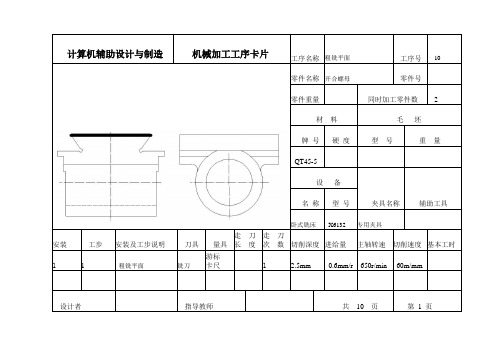
计算机辅助设计与制造
机械加工工序卡片
工序名称 铰孔、攻螺纹 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称 备 型 号 夹具名称 料 硬 度 型 号
工序号 零件号 同时加工零件数 毛 坯 重
4
1
量
辅助工具
专用夹具
安装 1 2
共
10
页
第4 页
计算机辅助设计与制造
机械加工工序卡片
工序名称 钻、锪孔 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称
台式钻床
工序号 零件号 同时加工零件数
40
2
料 硬 度 型 号
毛
坯 重 量
备 型 号Z512Fra bibliotekA夹具名称
专用夹具
辅助工具
安装 1 1 1 设计者
工步 1 2 3
工序号 35 零件号 同时加工零件数 毛 坯 重 量 2
辅助工具
台式钻床
Z5125A
专用夹具
安装 1
工步 1
安装及工步说明 钻 8 孔
刀具
走 量具 长
游标卡尺
刀 走 度 次
刀 数 切削深度 进给量 6mm 1.2mm/r
主轴转速 160r/min
切削速度 基本工时 45m/mm
8 钻头
设计者
指导教师
切削速度 60m/mim 40m/mim 50m/mim 第3 页
基本工 时
锯片铣刀 游标卡尺 锯片铣刀 游标卡尺 锯片铣刀 游标卡尺
指导教师
计算机辅助设计与制造
机械加工工序卡片设计与制造

机械加工工序卡片设计与制造机械加工工序卡片是传统机加工中一个重要的管理工具,它记录了每一个零件的加工工艺、参数以及操作要点等,方便操作者操作,提高加工效率和加工质量。
下面将从设计制造两个方面详细介绍机械加工工序卡片的要点。
一、设计1.1卡片尺寸与材料选择机械加工工序卡片一般采用4开本或者5开本的尺寸。
其中4开本54×78毫米,5开本54×95毫米,16开本54×48毫米。
这两种尺寸常用于机械加工工序卡片的制作,它们都比较方便携带,易于保存,而且可以根据不同的需要进行选择。
材料选择方面,一般采用高品质的牛皮纸或者高品质的草纸。
牛皮纸相比于草纸来说耐磨损,经久耐用,而草纸则较为环保,易于处理。
可以根据实际需要进行选择。
1.2卡片内容机械加工工序卡片设计内容主要包括加工工艺、操作步骤、操作要点、注意事项、零件加工精度检查和质量要求等方面。
加工工艺:包括加工方式、加工工序、设备、刀具、夹具等方面;操作步骤:包括加工前准备、加工过程和加工后处理等方面;操作要点:包括操纵技巧、操作顺序、注意事项等方面;注意事项:包括安全注意事项、注意事项等方面;零件加工精度检查:包括实测、比较和校验等方面;质量要求:包括零件的外观质量、尺寸精度等方面。
以上内容是机械加工工序卡片必须包含且最好全面的内容。
可以根据实际加工需求对卡片内容进行调整。
二、制造2.1版式设计机械加工工序卡片版式设计主要包括文字、图片和图表的排版。
文字应该清晰,大小适中,不宜过小或过大。
图片和图表应该清晰明了,尽量采用矢量图形,避免模糊不清。
2.2印刷质量机械加工工序卡片制作印刷质量也是非常关键的。
卡片应该使用油性笔或者钢笔进行手写填写,以免影响卡片的长期保存和查看。
如果采用印刷方式,应该选择印刷质量好、色彩鲜艳、字迹清晰的专业印刷厂家。
2.3制作方式制作方式其实比较多样,可以采用手工描图、电脑设计、印刷、装订等方式进行制作。
机械加工工序卡片 和工艺卡
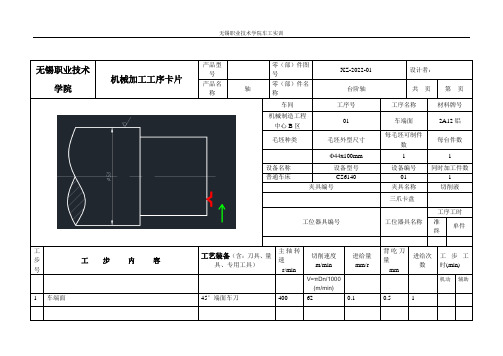
无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区01 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 车端面45°端面车刀400 62 0.1 0.5 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区02 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ44x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 粗车大外圆直径φ41,长度33.5 90°外圆车刀400 62 0.1 0.6 1无锡职业技术学院机械加工工序卡片产品型号零(部)件图号XZ-2022-01 设计者:产品名称轴零(部)件名称台阶轴共页第页车间工序号工序名称材料牌号机械制造工程中心B区03 车端面2A12铝毛坯种类毛坯外型尺寸每毛坯可制件数每台件数Φ41x100mm 1 1设备名称设备型号设备编号同时加工件数普通车床CS6140 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时(min)V=πDn/1000(m/min)机动辅助1 精车大外圆直径φ40,长度34 90°外圆车刀400 62 0.1 0.5 1。
毕业设计工序卡

外圆车刀
端面车刀
φ5mm麻花钻
φ6.6m专用扩孔钻
φ8mm麻花扩孔钻
专用车夹具
2
1
1
1
1.5mm
2.5mm
0.8mm
0.7mm
1.2mm/r
0.3mm/r
0.3mm/r
0.3mm/r
410r/min
410r/min
410r/min
410r/min
14.2
m/min
6.4
m/min
8.5
钻φ10mm的孔
钻φ14.4mm的孔
端面车刀
外圆车HB16×25mm
φ10mm麻花钻
φ14.4mm麻花扩孔钻
专用车夹具
1
1
1
1
3.5mm
2mm
5mm
7.2mm
1.2mm/r
0.5mm/r
0.4mm/r
0.5mm/r
410r/min
410r/min
410r/min
410r/min
28.3
m/min
27.04
φ100mm的C类的可转位面铣刀
1
2mm
0.2mm/z
150r/min
47.1
m/min
设计者
指导教师
共19页
第1页
机械制造与自动化
机械加工工序卡片
工序名称
粗铣上顶联接面
工序号
20
零件名称
组合活门壳体
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
HT200
HBS187-220
机械加工工艺规程卡片

机械加工工艺过程卡片零件图号零件名称泵体共 1 页第 1 页材料牌号毛坯种类铝合金每毛坯件数件数备注工序号工序名称工序内容车间设备工艺装备工时准终单件010 选料铸件铸造020 铣加工工件上表面,保证工件上下表面厚度为94.5mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
030 铣加工工件下表面,保证工件上下表面厚度为93mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
040 铣加工工件前表面,保证工件前后表面厚度为92.5mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
050 铣加工工件后表面,保证工件前后表面厚度为91mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
060 铣、钻、扩、铰精铣上端面,深20,R13圆弧,加工4×φ11的通孔,2×φ7深22的定位销孔,宽4mm深3mm的封油槽机加数控加工中心Φ6.8钻头、Φ10.5钻头、Φ7mm绞刀、,夹具为通用夹具、量具为游标卡尺、R尺。
070 铣、钻、铰精铣下端面、钻2—M8×1.25深22mm螺纹孔、宽4mm深3mm的封油槽机加数控加工中心Φ6.8mm钻头,夹具为通用夹具、量具为游标卡尺。
080 铣、钻、扩精铣后端面钻、扩、铰、后平面上4—M8×1.25深22mm的螺纹孔和一个φ20的出油孔机加数控加工中心Φ3.2钻头Φ6.8mm钻头、Φ20钻头,夹具为通用夹具、量具为游标卡尺。
090 铣、钻、扩精铣前端面钻、扩、铰、前平面上4—M8×1.25深22mm的螺纹孔和一个φ24的出油孔机加数控加工中心Φ3.2钻头Φ6.8mm钻头、Φ20钻头,夹具为通用夹具、量具为游标卡尺100 检验110 入库机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 1 页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01粗铣工件表面,工件上下表面厚度达93mm,前后厚度达91mmΦ50mm面铣刀1300 0.5 0.1502精铣工件表面,工件上下表面厚度达92mm,前后厚度为90Φ50mm面铣刀1600 0.6 0.10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 4 页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻底面和前后面M8的螺纹底孔Φ6.5mmΦ6.5mm钻头800 0.5 2.0 4.0 102 攻M8的螺纹M8螺纹丝锥500 0.4 1.0 2.0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 3 页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心Xh0825 1编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣宽4mm深3mm的封油槽,R13的凹槽Φ4立铣刀600 0.5 0.5 2.0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第5页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻—扩Φ44的内孔Φ5钻头,Φ42钻头600 0.5 0.5 2.0 102 铰Φ44的内孔Φ44铰刀150 0.2 0.1 1.0设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 2 页车间工序号工序名称材料牌号金工HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻—扩底座上4×φ11孔。
机械制造课程设计CA法兰盘机械加工工艺过程卡片及工序卡片
面铣刀Φ50mm、游标卡尺、专用夹具
6
铣削后平面
粗铣及半精铣法兰盘后平面
X51
整体硬质合金立铣刀、专用夹具
7
铣削前平面
粗铣及半精铣法兰盘前平面
X51
端面车刀, 专用夹具,游标卡尺
8
钻Φ9mm孔
钻 mm孔
Z525
麻花钻,专用夹具,游标卡尺
9
钻Φ6、Φ4孔
钻Φ6、Φ4孔
Z525
麻花钻,专用夹具,内径百分尺
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能外圆磨床
M1412
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
磨削Φ90mm外圆面
砂轮
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
0
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
机械加工工艺设计过程卡片及工序卡片
机械加工工艺设计过程卡片及工序卡片机械加工工艺设计是将产品设计图纸上的几何形状和尺寸转化为加工工艺方案的过程。
在机械加工工艺设计中,设计师需要根据产品的要求和加工设备的特点,综合考虑材料、工艺和生产成本等因素,制定出一套合理的加工工艺方案。
下面是机械加工工艺设计过程卡片及工序卡片的详细介绍。
一、机械加工工艺设计过程卡片1.工件信息:包括工件名称、图号、材料、尺寸等信息。
2.工艺要求:包括工艺要求、加工精度要求、表面质量要求等。
3.设计依据:包括设计图纸、产品规范等依据。
4.工艺路线:包括加工顺序、加工方式、工序安排等。
5.工具选择:包括刀具、夹具、量具等选择。
6.主要设备:包括加工设备、工艺设备等。
7.工时计算:包括加工时间、换刀时间等计算。
8.参考资料:包括机床手册、刀具技术参数表等。
通过填写机械加工工艺设计过程卡片,可以使机械加工工艺设计的过程更加规范化、有条理,减少因为遗漏或者不清晰导致的错误和纠纷。
二、工序卡片工序卡片是机械加工工艺设计中用于记录每个工序细节的文件。
它可以帮助加工工人了解工件的加工要求,掌握加工过程中的关键参数和控制要点,提高加工效率和质量。
工序卡片一般包括以下内容:1.工序号:标识每个工序的唯一编号。
2.工序名称:描述工序的名称。
3.工序要求:描述工件在该工序中的加工要求,包括加工尺寸、加工精度、表面质量等。
4.加工工艺:描述工序的加工工艺,包括加工方式、切削参数等。
5.设备与工具:描述该工序需要使用的机床、刀具、夹具等设备与工具。
6.加工顺序:描述该工序在整个工艺中的位置和顺序。
7.注意事项:描述该工序中需要注意的事项,如安全注意事项、操作要点等。
通过填写工序卡片,加工工人可以清晰地了解每个工序的加工要求和操作步骤,避免因为操作不当导致的错误和事故发生。
总之,机械加工工艺设计过程卡片和工序卡片都是机械加工工艺设计过程中重要的文件记录工具。
通过填写和使用这些卡片,可以使机械加工工艺设计更加规范化、有条理,提高生产效率和产品质量。
机械加工工艺过程卡片
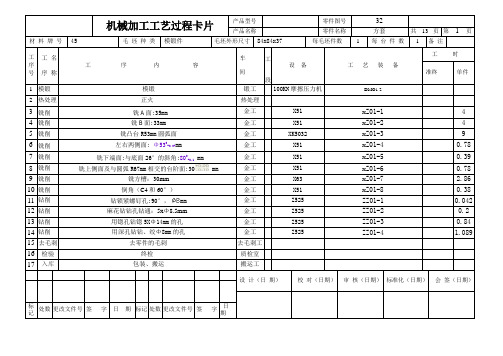
零件图号 零件名称
32
方套
1 每 台 件 数 共 13 页 第 1 备 注 工 时
机械加工工艺过程卡片
产品名称 材 料 牌 号
1 页
45
毛 坯 种 类
模锻件
毛坯外形尺寸
84x84x37
每毛坯件数
工 序 号
工 名
工 序 内 容
车 间
工 设 段 备 工 艺 装 备 准终
DMO1-2
序 称 模锻 正火 铣 A 面:35mm 铣 B 面:33mm 铣凸台 R53mm 圆弧面 左右两侧面: Φ53
模锻件
设备名称 卧式铣床 夹具编号 01
84x84x37
设备型号
X51
工序工时 (分) 工位器具编号 工位器具名称 准终 单件
工步号 1
工
步
内
容
工
艺
装
备
主轴转速 r/min 100
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
铣 A 面:35mm
XZ01-1
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
XZ01-2
工步工时 机动 辅助 79 4
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字
日
期
产品型号
零件图号 零件名称 车间 金工 毛 坯 种 类 工序号 工序名称
切削深度 mm 30
进给次数 100
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
机械加工工序卡片+机械加工实用工艺过程卡片

机械加工工艺过程卡片14 钳倒角0.5x45°15 去叉脚毛16 去14H13槽毛刺17 检验1819设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(1)页车间工序号工序名称材料牌号1 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数C6136[专] 1机械加工工序卡片产品名称倒档拨叉零件名称倒档拨叉共(14)页第(2)页车间工序号工序名称材料牌号金工 2 车KTH350-10 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C6136 1夹具编号夹具名称切削液拨叉孔夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ø13.5(0.12)孔,刮研Ø24保持尺寸36.5 钻刮复合钻Ø13.5xØ30750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(3)页车间工序号工序名称材料牌号金工 3 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数自制拉床 1夹具编号夹具名称切削液拉夹具乳化液工序工时(分)工位器具编号工位器具名称准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 拉Ø14H9(0.043)孔圆孔拉刀Ø14H9L;30∽50 750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(4)页车间工序号工序名称材料牌号金工 4 车KTH350-10标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(5)页车间工序号工序名称材料牌号金工 5 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C616 1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面,保证尺寸40.5 车刀750 56.5 0.4 12 倒角1x45°设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(6)页车间工序号工序名称材料牌号金工 6 整形KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(7)页车间工序号工序名称材料牌号金工7 粗细脚面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1夹具编号夹具名称切削液12.37.108/x1 粗细脚面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助三面刃铣刀Ø120x12、游标卡1 粗细脚面,保证尺寸6.7±0.12,4.65±0.12150 56.5 3.2尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(8)页车间工序号工序名称材料牌号金工8 铣开挡KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(9)页车间工序号工序名称材料牌号金工9 铣槽KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X6232 1夹具编号夹具名称切削液铣槽14D7夹具拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣14H13(0.270)槽,保证尺寸16.5±0,6,12 三面刃铣刀Ø125x14H13190 74.5 2.42设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(10)页车间工序号工序名称材料牌号金工10 铣面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1机械加工工序卡片理工学院 机械加工工序卡片产品型号 零件图号 A4 B100214 15 产品名称倒档拨叉零件名称倒档拨叉共(14)页 第(11)页车间 工序号 工序名称 材 料 牌 号 金工 11 钻孔 KTH350-10 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件 110×70×50 1 设备名称 设备型号 设备编号同时加工件数钻床 Z51401 夹具编号夹具名称切削液 12.37.108/Z1拨叉第二次平端面夹具乳化液 工位器具编号 工位器具名称工序工时 (分)准终单件工步号工 步 容工 艺 装 备主轴转速切削速度 进给量 切削深度进给次数工步工时r/minm/min mm/r mm 机动 辅助 1 钻0.108.7+Φ孔,保证尺寸16.5±0.06 钻头Ø8.7 1000 27.33 0.32 尺寸0132-设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(12)页车间工序号工序名称材料牌号金工12 去毛刺KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 去毛刺手动铰刀Ø14H92设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(13)页车间工序号工序名称材料牌号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(14)页车间工序号工序名称材料牌号14 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡片设计与制造
一、引言
工序卡片是机械加工过程中重要的工具,用于记录和指导加工工人进行操作。
它包含了加工工序、工艺参数、工具设备和质量要求等信息,为加工工人提供了清晰的指导和标准。
本文将介绍机械加工工序卡片的设计和制造过程。
二、设计工序卡片
1.确定工艺流程
首先需要确定机械加工的工艺流程,包括各个加工工序的顺序和流程。
这一步是制定工序卡片的基础,需要结合实际加工情况和产品要求进行合理规划。
2.制定工序卡片模板
根据工艺流程,设计工序卡片的模板。
模板应包含以下内容:
•零件信息:包括零件名称、编号、材料、数量等。
•工序信息:包括工序名称、加工顺序、工艺参数等。
•工具设备:包括所需工具和设备的名称、型号和数量。
•质量要求:包括尺寸精度、表面质量等要求。
3.确定工序卡片格式
根据模板设计工序卡片的具体格式。
可以使用Markdown语法来设计,以实现格式清晰、易于阅读和编辑的效果。
4.填写工序信息
根据设计好的工序卡片模板和格式,填写具体的工序信息。
这一步需要结合工艺流程和产品要求,准确记录每个工序的加工顺序、工艺参数和质量要求等信息。
三、制造工序卡片
1.选择合适的工序卡片材料
根据实际需求,选择合适的工序卡片材料。
常
用的材料有纸质卡片和塑料卡片,可以根据实际
工作环境和耐用性要求进行选择。
2.印刷工序卡片
将设计好的工序卡片模板进行印刷。
可以选择
传统印刷、数码印刷或喷墨打印等方式进行印刷,以实现清晰、准确的输出效果。
3.剪裁工序卡片
根据需要,对印刷好的工序卡片进行剪裁。
可以使用剪刀、切割机或模具等工具进行剪裁,确保工序卡片的大小和形状符合要求。
4.装订工序卡片
将剪裁好的工序卡片进行装订。
可以使用装订机、胶水或钉书针等工具进行装订,确保工序卡片的整洁和牢固。
四、使用工序卡片
制造完成的工序卡片可以用于指导加工工人进行操作。
具体使用过程如下:
1.分发工序卡片
将制造好的工序卡片分发给相关的加工工人。
每个工序的工人应当收到相应的工序卡片,以便进行正确的加工操作。
2.核对工艺参数
加工工人在进行加工操作之前,应当仔细核对工序卡片上的工艺参数,确保操作的准确性和安全性。
3.执行加工工序
根据工序卡片上的指导,加工工人进行相应的加工工序。
在执行过程中,需要注意工艺参数和质量要求,确保加工质量。
4.记录实际参数
加工过程中,如果发现实际参数与工序卡片上的参数不符,需要及时记录下来,并及时与相关人员进行沟通和调整。
5.保存工序卡片
完成加工操作后,将工序卡片保存好。
可以建立档案或归档系统,以便于后续的追溯和查询。
五、总结
机械加工工序卡片的设计与制造是一项重要的
任务,它为加工工人提供了清晰的指导和标准。
设计工序卡片需要确定工艺流程、制定模板和确
定格式,而制造工序卡片则需要选择合适的材料、进行印刷、剪裁和装订。
使用工序卡片可以指导
加工工人进行操作,提高加工质量和效率。
因此,在机械加工过程中,合理设计和制造工序卡片是
非常重要的。