钢架安装工艺流程图(word图框版本)
施工安装流程图(钢结构EPC)

施工安装流程图(钢结构EPC)
1、结构吊装总工艺流程:场地三通一平→构件进场→吊机进场→钢柱安装前准备→钢柱安装→柱间支撑安装→钢梁安装→屋面檩条支撑系统安装→屋面板安装→墙面板安装→收尾拆除施工设备→交工
2、钢柱安装工艺流程:基础复测→列线闭合→构件检查→基础坐浆、垫板处理→钢柱安装到位→调整垂直度、纵横向位移标高→钢柱最后固定灌浆。
3、屋面系统安装工艺流程:准备工作→屋面檩条支撑系统安装固定→屋面板安装→天沟安装→雨排水管道安装固定。
4、钢梁钢柱连接程序:对接调整→安装螺栓固定→安装高强螺栓→高强螺栓初拧→高强螺栓终拧→上下翼缘对口焊接→焊缝检测→密封。
钢架梁安装方法
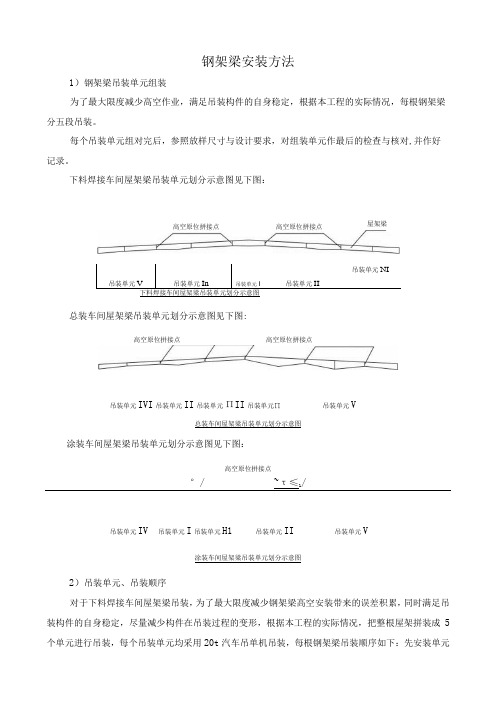
钢架梁安装方法1)钢架梁吊装单元组装为了最大限度减少高空作业,满足吊装构件的自身稳定,根据本工程的实际情况,每根钢架梁分五段吊装。
每个吊装单元组对完后,参照放样尺寸与设计要求,对组装单元作最后的检查与核对,并作好记录。
下料焊接车间屋架梁吊装单元划分示意图见下图:下料焊接车间屋架梁吊装单元划分示意图 总装车间屋架梁吊装单元划分示意图见下图:高空原位拼接点 高空原位拼接点吊装单元IVI 吊装单元II 吊装单元ΠII 吊装单元∏ 吊装单元V总装车间屋架梁吊装单元划分示意图 涂装车间屋架梁吊装单元划分示意图见下图:高空原位拼接点°/ ~τ≤1/吊装单元IV 吊装单元I 吊装单元H1 吊装单元II 吊装单元V涂装车间屋架梁吊装单元划分示意图2)吊装单元、吊装顺序对于下料焊接车间屋架梁吊装,为了最大限度减少钢架梁高空安装带来的误差积累,同时满足吊装构件的自身稳定,尽量减少构件在吊装过程的变形,根据本工程的实际情况,把整根屋架拼装成5个单元进行吊装,每个吊装单元均采用20t 汽车吊单机吊装,每根钢架梁吊装顺序如下:先安装单元屋架梁高空原位拼接点 高空原位拼接点I,再依次安装单元II、单元III、单元IV、单元V。
为保证在安装单元H、HI、IV、V的过程中,己就位好的单元I的稳定性,每根钢架梁的安装单元II和单元HI可同时对称安装,安装单元Iv和单元V也同时对称安装。
因故不能对称吊装时,可先对安装好的单元I进行临时加固,再依此吊装单元H和单元IH、单元IV和单元V。
吊装单元(以吊装单元II为例)吊装如吊装示意图a所示。
对于总装车间屋架梁安装,根据构件的设计和实际安装情况,也把每桶屋架拼装成5个单元,每个吊装单元均采用20t汽车吊单机吊装,每根钢架梁吊装顺序如下:先安装单元I,再依次安装单元口、单元1口、单元IV、单元V。
也可以单元I和单元II同时安装,再安装单元H1为保证在安装单元IV、V的过程中,己就位好的单元I、II、In的稳定性,每根钢架梁的安装单元IV和单元V可同时对称安装。
表5钢拱架施工工艺流程框图

表5-14 钢拱架施工工艺流程图钢拱架施工工艺流程及文字说明一、现场制作加工1、按设计图放大样,放样时根据工艺要求预留焊接收缩余量及切割、刨边的加工余量。
将主钢筋、工字钢、钢管冷弯成形,要求尺寸准确,弧形圆顺。
2、钢拱架按设计图配置加强筋与主筋焊接。
焊接时,沿钢拱架两边对称焊接,防止变形。
3、钢拱架加工后要进行试拼,其允许误差:①沿隧道周边轮廓误差不应大于3cm。
②钢拱架由拱部,边墙各单元钢构件拼装而成。
各单元用螺栓连接。
螺栓孔眼中心间误差不超过±0.5cm。
③钢拱架平放时,平面翘曲应小于±2cm。
三、钢拱架架设工艺要求:1、为保证钢拱架置于稳固的地基上,施工中在钢拱架基脚部位预留0.15-0.2m原地基;架立钢拱架时挖槽就位,并在钢拱架基脚处设槽钢以增加基底承载力。
2、钢拱架平面应垂直于隧道中线,其倾斜度不大于2度。
钢拱架的任何部位偏离铅垂面不应大于5cm。
3、为保证钢拱架位置安设准确,在隧道开挖时在工字钢架的各连接板处预留安装工字钢架连接板凹槽;在两拱脚处和两边墙脚处预留安装钢拱架槽钢凹槽。
在初喷混凝土时,在凹槽处打入木楔,为架设钢架留出连接板(或槽钢)位置。
4、钢拱架按设计位置安设,在安设过程中当钢拱架和初喷层之间有较大间隙应设骑马垫块,钢拱架与围岩(或垫块)接触间距不应大于50mm。
5、为增强钢拱架的整体稳定性,将钢拱架与锚杆焊接在一起。
各种钢拱架应设纵向连接钢筋,其直径为Ф20cm,纵向连接钢筋按环向间距1.0m设置。
6、为使钢拱架准确定位,钢拱架架设前均需预先打设定位系筋。
系筋一端与钢拱架焊接在一起,另一端锚入围岩中0.5-1m并用砂浆锚固,当钢拱架架设处有锚杆时应尽量利用锚杆定位。
7、钢拱架架立后应尽快施作喷砼,并将钢拱架全部覆盖,使钢拱架与喷砼共同受力,喷射砼应分层进行,每层厚度5-6cm左右,先从拱脚或墙脚向上喷射以防止上部喷射料虚掩拱脚(墙脚)而不密实,强度不够,造成拱脚(墙脚)失稳。
2024年度钢结构施工全过程图文并茂

基础设计应满足强度、刚度、稳定性和耐久性要求,同时考虑施工便利性 和经济性。
2024/3/24
对于特殊地质条件或荷载情况,应进行专项设计,如地基处理、抗震设计 等。
14
基础开挖与回填注意事项
01
02
03
开挖前应进行场地平整,清除障 碍物,并根据设计图纸放出基础 边线和控制点。
开挖时应根据地质情况采取适当 的支护措施,确保坑壁稳定,防 止坍塌事故。
多元化发展
未来的钢结构施工将更加 注重多元化发展,如拓展 应用领域、创新设计理念 和施工技术等,以适应不 断变化的市场需求。
2024/3/24
36
感谢观看
THANKS
2024/3/24
37
20
05
钢结构连接与紧固技术
2024/3/24
21
焊接连接方法及质量控制点
焊接连接方法
焊接材料
焊接工艺
焊接环境
焊接缺陷
熔化焊、压力焊和钎焊 。熔化焊包括气焊、电 弧焊、电渣焊等;压力 焊包括电阻焊、摩擦焊 等;钎焊包括火焰钎焊 、感应钎焊等。
2024/3/24
选用符合设计要求的焊 条、焊丝、焊剂和保护 气体,并检查其质量证 明书和烘焙记录。
2024/3/24
23
其他连接方式简介
2024/3/24
铆钉连接
利用铆钉将两个或两个以上的构件连接在一起的方法。具有连接强 度高、密封性好等优点,但劳动强度大、生产效率低。
销轴连接
通过销轴将两个构件连接在一起的方法。具有拆卸方便、承载能力 强等优点,但定位精度要求较高。
胀锚连接
利用胀管器将胀管胀开并锚入混凝土中的连接方法。适用于钢结构 与混凝土结构的连接,具有施工简便、连接可靠等优点。
钢结构厂房制作与安装工艺流程图
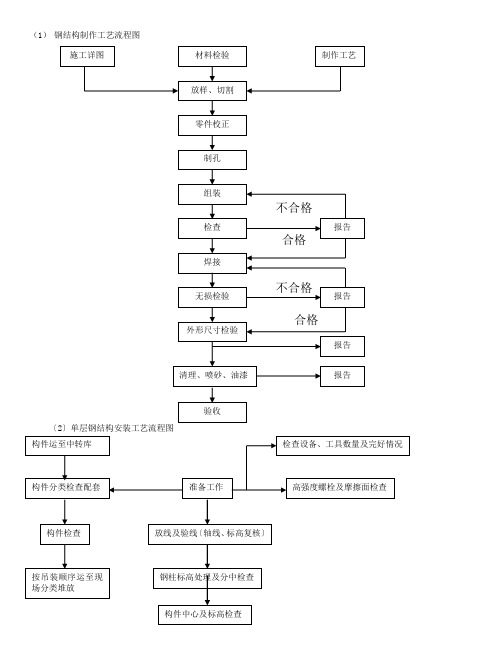
(1)钢结构制作工艺流程图〔2〕单层钢结构安装工艺流程图〔3〕多层与高层钢结构安装工艺流程图〔4〕压型钢板安装工艺流程图3.钢结构构件制作、组装、检验●大型工件的切割,应先从短边开始。
●在钢板上切割不同形状的工件时,应靠边靠角,合理布置,先割大件,后割小件;先割较复杂的,后割简单的;窄长条形板的切割,采用两长边同时切割的方法,以防止产生旁弯。
●碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过900℃。
低合金结构钢在加热矫正后应自然冷却。
●当零件采用热加工成型时,加热温度应控制在900~1000℃;碳素结构钢和低合金结构钢分别下降到700~800℃之前,应结束加工。
●钢板拼接宽度不宜小于300㎜,长度不宜小于600㎜;型钢拼接长度不宜小于2倍截面长边或直径,且不小于600㎜。
焊缝均为全透对拼焊缝,100%超声波探伤检验合格;厚度≤8㎜,可用其他方法〔X射线或钻孔等〕检查。
组装方法:地样法用1:1的比例在装配平台上放出构件实样,然后根据零件在实样上的位置,分别组装起来成为构件。
此装配方法适用于桁架、构架等小批量结构组装。
●仿形复制装配法先用地样法组装成单面〔片〕的结构,然后点焊牢固,将其翻身,作为复制胎模,在其上面装配另一单面的结构,往返两次组装。
此装配方法适用横断面互为对称的桁架结构组装。
●立装:选择自上而下或自下而上的装配。
此法适用放置平稳、高度不大的结构或者大直径的园筒。
●卧装:将构件卧置进行的装配。
适合于断面不大,但长度较长的细长构件。
●胎模装配法:将构件的零件用胎模定位在其装配位置上。
此装配方法适用于批量大、精度高的产品。
〔9〕卷管加工工艺流程●焊接H型钢加工工艺流程●劲性十字柱加工工艺流程●焊接工艺流程。
钢结构施工工艺标准化做法三维详图一看就懂Word版
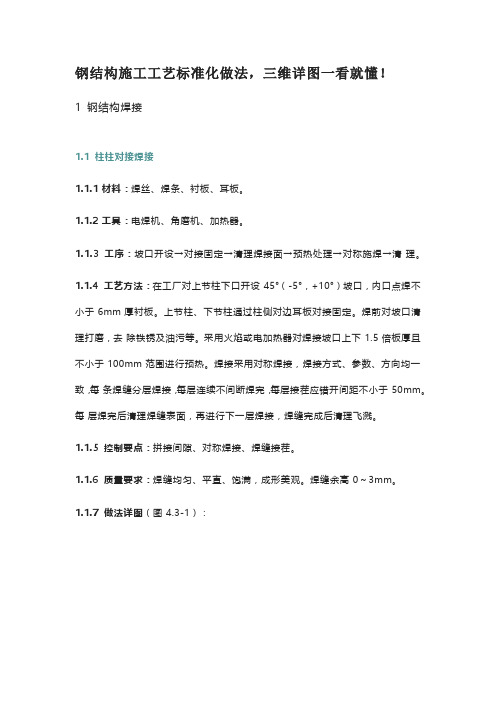
钢结构施工工艺标准化做法,三维详图一看就懂!1 钢结构焊接1.1 柱柱对接焊接1.1.1 材料:焊丝、焊条、衬板、耳板。
1.1.2 工具:电焊机、角磨机、加热器。
1.1.3 工序:坡口开设→对接固定→清理焊接面→预热处理→对称施焊→清理。
1.1.4 工艺方法:在工厂对上节柱下口开设 45°(-5°,+10°)坡口,内口点焊不小于 6mm 厚衬板。
上节柱、下节柱通过柱侧对边耳板对接固定。
焊前对坡口清理打磨,去除铁锈及油污等。
采用火焰或电加热器对焊接坡口上下 1.5 倍板厚且不小于 100mm 范围进行预热。
焊接采用对称焊接,焊接方式、参数、方向均一致,每条焊缝分层焊接,每层连续不间断焊完,每层接茬应错开间距不小于 50mm。
每层焊完后清理焊缝表面,再进行下一层焊接,焊缝完成后清理飞溅。
1.1.5 控制要点:拼接间隙、对称焊接、焊缝接茬。
1.1.6 质量要求:焊缝均匀、平直、饱满,成形美观。
焊缝余高 0~3mm。
1.1.7 做法详图(图 4.3-1):1.2 梁柱对接焊接1.2.1 材料:焊丝、焊条、衬板。
1.2.2 工具:电焊机、角磨机。
1.2.3 工序:梁、柱固定→衬板安装→清理焊接面→下翼缘焊接→上翼缘焊接→清理。
1.2.4 工艺方法:梁柱采用栓焊连接时,先安装高强度螺栓,完成初拧;梁柱采用全焊接连接时,焊前梁柱应临时固定牢靠。
梁端上下翼缘板上口宜开设45°(-5°,+10°)坡口,焊接前安装不小于6mm 厚衬板,衬板两端宽出翼缘尺寸不小于50mm,兼做引、熄弧板。
焊前对坡口清理打磨,去除铁锈及油污等。
同一根梁两端不能同时焊接,一端焊接顺序为下翼缘、上翼缘、腹板,上下翼缘板焊接方向相反。
每条焊缝分层焊接,每层焊完后清理焊缝表面,再进行下一层焊接,焊缝完成后清理飞溅,去除衬板,用角磨机打磨平整。
1.2.5 控制要点:焊接顺序、焊接方向、焊接参数。
钢结构吊装施工工艺及方法(配图)
第六步:进行14榀A类梁架标高和位置的调整,达到要求后进行焊接固定。焊接固定的同时进行两个半圆环内辐射梁架的吊装,起吊就位后,调整构件的标高和位置至符合要求,再进行焊接固定。
第三步:斜撑区域吊装完毕后,四个作业区继续同步作业,以斜撑区为中心,对称进行其他梁架节间吊装,最终四个作业区分别在W01轴~E01轴、E37轴~E38轴、W37轴~W38轴梁架节间收尾。
第四步:拆除SK560塔式起重机,同时补缺W70、W71、W73和W74轴的下段梁架,使壳体最终合拢。
第Hale Waihona Puke 步:所有构件全部吊装完毕,按经过计算的卸载顺序进行整体卸载。
16m
30t
66m
53t
2b
TB-012
16m
30t
66m
53t
3a
TB-002
16m
44t
76m
49t
3b
TB-011
16m
44t
76m
49t
4a
TB-003
12m
33t
90m
42t
4b
TB-010
12m
33t
90m
42t
5a
TB-04
10m
27t
98m
35t
5b
TB-009
10m
27t
98m
35t
卸载时至少安排16组人员,每组由4人组成,2人操作千斤顶,2人负责监控。
钢结构制造与安装工艺流程图(推荐文档)

原 材 料
施工详图
材料检查 材料矫直
表面预处理
图纸审核
放 样
号 料
划线钻孔 切割下料 坡口加工
主体组装
主体焊接
矫正与加工
总 装
焊 接
矫正与加工
精度检验
编制工艺文件
除 锈
涂 装
检 验
编 号
包装发运
无损检测
补 漆
交工验收
除 锈 江苏广业重工科技有限公司
钢结构制作与安装工艺流程图
1、制作工艺流程示意图
2、安装工艺流程示意图
测量调整
图纸会审
施工组织设计
资料检查
钢构析原材料检
堆存内运
基础复测
垫板设置
单元组装
吊装就位 焊 接 其他连接
高强度螺栓连接
复测试验
检 验
补 漆 交工验收。
钢筋结构施工安装工艺与流程图
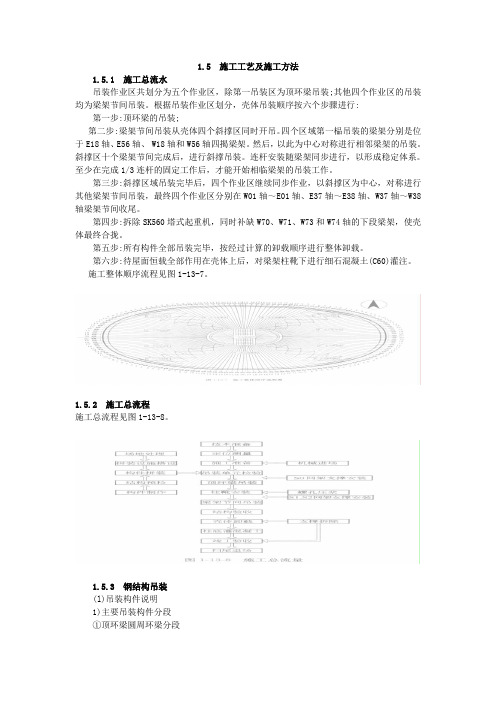
一钢结构施工安装工艺及流程(一)、钢结构安装工艺及质量控制程序:《钢结构工程施工质量验收规》(GB 50205-2001)施工图施工组织设计(施工方案)钢结构零部件、附件和配件材料准备安装机基础与支承面验收合格测量放线施工条件构件验收,并做安装标志清理作业面平台安装构件矫正组拼装结构构件就位校正临时固定安装顺序:梁屋架钢材及零、部件合格证连接材料合格证构件检测报告、焊接试件和混凝土试件检测报告测量记录吊装记录质量记录竣工图《钢结构工程施工质量验收规》(GB 50205-2001)(二)、施工安装流程图:1、安装工艺流程:场地三通一平→构件进场→吊机进场→屋面梁(楼层梁)安装→檩条支撑系杆安装→涂料工程→屋面系统安装→零星构件安装→装饰工程施工→收尾拆除施工设备→交工。
2、屋面系统安装工艺流程:准备工作→屋面大梁安装校正→屋面檀条压杆支撑安装固定→天沟安装→雨排水管道安装固定。
3、屋面梁连接程序:对接调整→安装螺栓固定→安装高强螺栓→高强螺栓初拧→高强螺栓终拧→密封。
二、钢结构工程安装1、吊装前准备工作:①、安装前应对基础轴线和标高,预埋板位置、预埋与混凝土紧贴性进行检查,检测和办理交接手续,其基础应符合如下要求:A基础砼强度达到设计要求。
B基础的轴线标志和标高基准点准确、齐全。
C基础顶面预埋钢板做为梁的支承面,其支承面、预埋板的允许偏差应符合规要求。
项次项目允许偏差1 支座表面(1)标高(2)水平度±1.5mm1/1500ⅰ2 预埋板位置(注意截面处)(1)在支座围(2)在支座围外±5.0mm±10.0mm②、超出规定的偏差,在吊装之前应设法消除,构件制作允许偏差应符合规要求。
③、准备好所需的吊具、吊索、钢丝绳、电焊机及劳保用品,为调整构件的标高准备好各种规格的铁垫片、钢楔。
3、起重机械选择:本工程计划选用QY16-16T汽车式起重机分别承担主钢梁、楼层梁、钢屋面以及其他所有钢构件的装卸及安装。