铝电解中阳极效应的危害
浅谈铝电解阳极效应危害

浅谈铝电解阳极效应危害作者:杜治平来源:《中国科技博览》2014年第21期[摘要]阳极效应是熔盐电解特有的现象,而以电解铝生产表现优为明显。
生产中当阳极效应发生时,电解槽电压急剧升高,达到20~50V,有时甚至更高。
它的发生对整个电解系列产生很大影响,使电流效率降低,影响电解各个技术指标,且使铝的产量和质量降低,破坏了整个电解系列的平稳供电。
[关键词]电解阳极效应危害中图分类号:P618.45 文献标识码:A 文章编号:1009-914X(2014)21-0096-011.阳极效应发生的机理到目前关于阳极效应发生的机理众说纷纭,但是较好地解释阳极效应的发生机理的是"阳极过程改变学说" 这种观点认为:阳极效应的发生是由于随着电解过程的进行,电解质中含氧离子逐渐减少,当达到一定程度后,则有氟析出且与阳极炭作用生成炭的氟化物,炭的氟化物在分解时又析出细微的炭粒,这些炭粒附在阳极表面上,阻止了电解质与阳极的接触,使电解质不能很好地湿润阳极,就像水不能湿润涂油的表面一样,使电解质-阳极间形成一层导电不良的气膜,阳极过电压增大,引起阳极效应。
当加入新的氧化铝后,在阳极上又析出氧,氧与炭粉反应,逐渐使阳极表面清静,电阻减小,电解过程又趋于正常。
2.阳极效应危害在铝电解生产中阳极效应的危害性,不仅表现在对生产的危害上,而且对生态环境的危害极其严重。
笔者将从几个方面进行阐述。
2.1 阳极效应危害性对生产的危害生产中当阳极效应发生时,电解质的温度急剧升高,由正常值的940℃~955℃急速升高到980℃~990℃,炉帮熔化变薄,增加了侧部炭块被侵蚀的可能性。
电压的急剧升高,使系列电流波动,影响电解槽的产量。
电耗增加。
生产中阳极效应的熄灭方法是:将效应棒即(大约2~3米直径2~4cm的树枝)插入铝液中使木棒燃烧排除阳极底掌的气体薄膜,清洁阳极底部,实际是在燃烧铝液,整个过程大约持续3~5分钟,而此时电解的电化学过程是停止的,这也就是电解职工常说的"效应时间不产铝,而且还要跑电耗的"原因所在。
电解铝基础知简答断题

电解铝基础知识五、简答题1、保持适当的铝水平有什么作用?答:保持适当铝水平的作用是:1)它保护着阴极碳块,减少生成炭化铝;2)它使阳极底掌中央部位多余的热量通过这层良导体传输到阳极四周,使槽内各部分温度趋于均匀;3)它填充了槽底上高洼不平之处,使电流比较均匀地通过槽底;4)高铝液层能够削弱磁场产生的作用力。
2、什么叫做阳极效应系数?阳极效应对电解生产有什么利弊?答:阳极效应系数是指每台槽每天发生的阳极效应次数。
优点:1)可调整电解槽的热平衡,当槽子出现冷态时,发生效应产生的大量热量作为临时补充,使热平衡很快恢复到正常;2)可作为Al2O3投入量的校正依据;3)可洁净电解质,清理阳极底掌,规整炉膛;4)效应期间产生的高热量,可使局部突出的伸腿熔化使炉膛规整。
缺点:1)由于发生效应时,电压较高,耗费较多电能;2)发生效应时,电解温度瞬时提高,造成氟化盐挥发损失加大;3)发生效应后的一段时间内,槽温较高,电流效率会下降;4)多槽同时来效应,会对系列电流造成一定影响;5)恶化工作环境,使工人劳动强度加大。
3、简述换极质量会对电解生产造成哪些影响?如何确保换极作业质量?答:换极质量对生产的影响:1)换极时捞块不干净或划线不准,导致电解槽电压摆;扒料不干净造成氧化铝沉淀增加,严重影响电解生产;3)换极时不与计算站联系,造成电解槽无附加电压,从而可能导致电解槽走向冷行程;4)换极和封极速度较慢时,造成电解槽的突发效应增加,电解槽趋向冷行程。
确保换极质量必须做到:1)兜尺划线准确;2)必须与计算机联系;3)扒料和捞块要干净;4)封极时不能掉入大块;5)尽量缩短换极时间,减少散热。
4、铝电解生产过程中,铝液水平过高或过低对生产有哪些负面影响?答:1)铝液水平过高,散热量大,会使槽底发冷,电解质水平不易控制,易产生大量沉淀和炉底结壳,伸腿过大给正常生产带来许多困难,更不便于机械化和自动化操作。
2)铝水平过低,阳极浸入电解质中过深,使阳极底下和周边温差过大,加剧电解质循环,增加铝损失。
阳极炭块基础知识

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载阳极炭块基础知识地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容阳极炭块基础知识:碳素是什么?炭和石墨材料是以碳元素为主的非金属固体材料,其中炭材料基本上由非石墨质碳组成的材料,而石墨材料则是基本上由石墨质碳组成的材料。
为了简便起见,有时也把炭和石墨材料统称为炭素材料(或碳材料)。
炭素制品按产品用途可分为石墨电极类、炭块类、石墨阳极类、炭电极类、糊类、电炭类、炭素纤维类、特种石墨类、石墨热交换器类等。
石墨电极类根据允许使用电流密度大小,可分为普通功率石墨电极、高功率电极、超高功率电极。
炭块按用途可分为高炉炭块、铝用炭块、电炉块等。
炭素制品按加工深度高低可分为炭制品、石墨制品、炭纤维和石墨纤维等。
炭素制品按原料和生产工艺不同,可分为石墨制品、炭制品、炭素纤维、特种石墨制品等。
炭素制品按其所含灰分大小,又可分为多灰制品和少灰制品(含灰分低于l%)。
我国炭素制品的国家技术标准和部颁技术标准是按产品不同的用途和不同的生产工艺过程进行分类的。
这种分类方法,基本上反映了产品的不同用途和不同生产过程,也便于进行核算,因此其计算方法也采用这种分类标准。
下面介绍炭素制品的分类及说明。
一、炭和石墨制品(一)石墨电极类主要以石油焦、针状焦为原料,煤沥青作结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率、高功率和超高功率。
石墨电极包括:(1)普通功率石墨电极。
允许使用电流密度低于 17A/m2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。
(2)抗氧化涂层石墨电极。
电解铝生产中存在的隐患及防范措施

电解铝生产中存在的隐患及防范措施电解铝生产是靠矿山煤、电、铝产业链发展起来的,它在生产过程当中存在的安全隐患与井下的顶板、瓦斯等五大隐患有所不同。
那么,在电解铝生产中到底存在哪些隐患,怎样去防范呢?这得从电解铝的工艺说起:电解铝是用直流电使电解槽的两极产生热量熔融冰晶石和氧化铝,保持一定的电解温度来实现电化学反映,反应生成二氧化碳和铝。
二氧化碳、氟化氢气体及部分氧化铝粉尘成为电解烟气经烟管送净化处理,铝液经真空包吸出运到浇铸车间,倒入混合炉后浇铸成铝锭。
这一工艺流程,我们新一代铝业人苦苦经营了十年,十年的探索路让我们对隐患有一种特殊的认识。
在这条不断探索、不断求知、不断地去学习、不断成长的征途上也伴随着一起起事故的发生。
关于“11·6”铝水烫伤人员的事故经过分析:那是在2022年11月6日下午4:05时,浇铸车间发生的一起启拉母线的结晶器内铝水爆炸事故,造成陈某等5人被铝水烫伤,通过组织有关人员进行事故原因分析认为:第一个是二次冷却水管被人踩动发生扭曲而改变了喷水方向,水流向结晶器引起铝水爆炸;第二个是受伤人员轮岗时违反规章管理制度未穿戴好劳保用品而造成烫伤。
事后为了不再有类似的事故的发生,采取了以下防范措施:1.重新认真组织员工学习《安全规程》及有关规章管理制度,并要求工作人员穿戴好劳保用品;2.加强工作现场管理,为工作人员创造一个良好的安全环境。
对以上发生的事故进行分析,此类事故属烫伤事故,事故源于高温的铝液。
这就是在电解铝生产过程当中存在的隐患之一。
让我们来看看这是怎么一回事:在电解铝生产过程当中,电解的温度应当保持在945℃—965℃,也就是说液态铝水的温度只有控制在此范围以内才能完成理论上的电化学反应,生成铝。
可见,这样高的温度相对人体所能承受的常温之比悬殊甚大,要是以人体所能承受的温度40℃来计算,铝液的温度相当于人体温度的21—24倍还要多,在电解铝生产过程当中,虽然人们采用在电解质熔液表面加盖了保温料,尽可能减少热扩散和热辐射,从而避免高温直接对人体的伤害,同时用以提高电流效应,但是在出铝、换阳极、测两水平、打渣、捞块等工作时,必须与高温的铝液接触,这就难免再次发生类似的烫伤事故。
铝电解生产安全注意(三篇)

铝电解生产安全注意铝电解生产是指通过电解铝矾土、氧化铝、金红石等铝原料,将其溶解在熔融氟化铝熔剂中,经电解槽电解得到铝金属的生产过程。
在铝电解生产过程中,由于涉及高温、高压、高电流等工艺条件,且使用的氟化铝熔剂等物质对人体具有一定的毒性,因此需要高度重视生产安全。
本文将从职工个人防护、设备操作、生产环境等方面详细介绍铝电解生产的安全注意事项。
一、职工个人防护1. 职工对铝电解生产过程的危险性与安全措施应有充分的了解和培训,并根据工作内容分配合理的防护装备。
2. 在高温、高压环境中工作时,职工应佩戴适当的工作服、防护罩、隔热手套、隔热鞋等防护装备,确保自身的安全。
3. 职工应注意个人卫生,保持良好的身体状况,避免皮肤抵抗力下降,导致易受感染。
4. 职工在工作中应遵守安全操作规程,禁止单独操作,必要时应有人相互配合,保证工作的安全进行。
二、设备操作1. 对电解槽的操作要严格按照操作规程进行,不得超负荷操作,以免引发意外事故。
2. 定期对电解槽进行检查和维护,确保设备的正常运行。
3. 在电解槽使用过程中,应定期清理熔渣,避免熔渣堵塞并引发危险事故。
4. 对于电解槽周围的设备和管路,要定期进行巡视和维护,确保设备的安全运行。
5. 对破损和老化的设备要及时更换和修理,避免因设备问题导致安全事故的发生。
三、生产环境1. 电解槽周围应设有明显的警示标志,以提醒人员注意安全。
2. 生产现场应保持整洁,做好防滑措施,减少地面的滑倒和摔伤事故。
3. 严禁在铝电解厂内吸烟,以防引发火灾事故。
4. 正常运行时,电解槽周围应设有充足的通风设备,保证空气流通,避免有害气体积蓄而导致安全事故。
5. 储存铝金属和氟化铝熔剂的仓库应符合相关防火、防爆要求,定期检查防火设施的使用性能。
四、应急措施1. 生产过程中应配备专业的急救人员和急救设备,发生意外时能够及时处理。
2. 定期组织演练应急预案,使员工熟悉应急措施和逃生路线,提高应急处理能力。
铝电解阳极效应装置的问题及技术改进

铝电解阳极效应装置的问题及技术改进作者:毛小浩徐本军来源:《电子技术与软件工程》2016年第16期摘要在铝电解教学实验过程中需要人为产生阳极效应,加深学生对该现象的理解。
针对传统效应发生装置的不足进行了改进及创新,实验由教师演示操作转变为学生自主动手操作,提高了实验效率和效果。
【关键词】铝电解阳极效应技术改进创新铝电解生产过程中发生阳极效应会导致电解状态不稳定,及时预测阳极效应发生和熄灭是极为关键的。
在实验教学中通过模拟产生阳极效应方式来加深学生对效应现象的理解。
传统实验装置存在危险性高及成功率低等问题,现通过使用小型低温熔盐电解槽及改变熔盐成份、配比等技术改进及创新,使得实验教学由难变易,学生可独立动手操作,极大提高了学生的实验积极性和理解能力。
1 传统效应装置的缺点1.1 装置构成及运行传统装置组成如图1所示,主体由马弗炉、直流电源、坩埚支架、阳极升降支架组成,电解质由冰晶石-氧化铝组成。
实验时将调配好电解质装入坩埚中,将坩埚及坩埚支架放入炉膛,通电升温至1000℃,待电解质熔化后补加电解质至液面接近坩埚边缘,调整阳极升降装置使阳极与液面接触。
缓慢调节直流电源电流至效应发生。
1.2 装置存在的缺陷1.2.1 装置及实验过程不稳定实验过程中为便于操作和观察,炉口一直处于开启状态,电解质熔化缓慢,单组实验需耗时>5小时。
而炉温变动易导致电解质导电性能不佳而无法产生效应。
在长时间高温状态下装置极易出现故障。
1.2.2 实验过程危险实验中电解质会释放出少量HF气体,对实验人员及场地有一定危害,学生无法长时间观测实验。
实验过程的高温(约1000℃)热辐射极强,现象不易观察,也容易造成实验人员的人身伤害。
高温下阳极与液面接触程度很难确定,调节电流可超过20A,为安全学生需离电解装置有一定距离,更不易观测到现象的变化。
1.2.3 实验损耗大每次实验均要损坏坩埚及支架数套。
由于高温氧化导致坩埚破裂电解质流出损坏炉膛及加热元件,降低了设备寿命。
控制电解铝生产中阳极效应的新技术

控制电解铝生产中阳极效应的新技术摘要:铝电解槽产生阳极效应时,铝电解槽电压迅速增加,可达20-50伏。
这种现象可能导致电力效率下降,破坏整个电力系统的电力供应稳定,影响铝电解中铝的生产和质量。
阳极是熔盐电解的一种特殊现象,其阳极在电解铝生产中最为明显。
业界人士逐渐倾向于认为铝电解更有害。
因此,世界上许多国家密切监测阳极对铝电解生产的影响。
结合生产实践,分析了复杂电解液系统铝电解槽阳极反应的危害和原因,以及控制阳极效应的具体措施。
关键词:电解质;铝电解;阳极效应;分析;控制前言预焙阳极质量将直接决定铝电解液的影响以及铝电解液生产和经济技术指标。
在同一个电解生产环境中,高质量的预焙阳极可以稳定铝电解生产过程,主要技术和经济指标也可以很好,特别是在电流较高的情况下,从而产生更好的电解效果,并有助于缺少高质量预焙阳极可能对铝电解产生严重影响。
此外,它还增加了因裂纹而移除区块的可能性,从而大大减少阳极总面积,从而增加电流密度。
这也会改变阳极电流分布并降低电流效率。
拆除掉的残块增加了工人的工作量,妨碍了残块的正常运作,并影响了他们的工作环境。
因此,保证阳极质量必然提高电解技术指标。
1阳极效应的发生机理概述专家们以各种方式解释了铝电解槽反应中阳极效应的原因,其中最合理和最广为人知的机制是:随着铝电解槽反应的进展,当氧离子减少到一定程度时,电解槽中的氧离子逐渐减少当四氯氟化碳分解时,小的碳颗粒会沉淀。
这些碳颗粒附着在阳极表面,形成电解液表面和阳极表面之间的屏障,使电解液不能很好地滋润阳极,阳极产生的气体不能顺利及时排出,从而导致介质中形成气流,严重影响其行为阳极张力增大,最终产生阳极效应。
当你再次添加氧化铝时,氧气再次冲向阳极此时氧气与碳粉反应,阳极表面平静,铝电解过程逐渐恢复正常。
一些人认为,铝电解槽正常生产中产生的阳极效应可以反映电解槽的工作状态,补充电解槽的热量,清洁电解槽和阳极。
此时阳极效应有积极的一面但是,随着科技的发展,铝电解技术和电解工艺的改进和优化,阳极的好处越来越少,阳极的负面影响越来越大。
铝厂运行操作面试题目(3篇)

第1篇一、基础知识部分1. 请简述铝厂的生产流程。
2. 铝厂生产过程中,常见的原材料有哪些?3. 铝厂生产过程中,如何控制铝的质量?4. 请列举铝厂生产过程中常用的设备,并简要介绍其作用。
5. 铝厂生产过程中,如何确保生产安全?6. 请简述铝厂生产过程中的环保措施。
7. 铝厂生产过程中,如何进行节能减排?8. 请解释什么是氧化铝、电解铝和铝合金?9. 铝厂生产过程中,如何进行质量控制?10. 请简述铝厂生产过程中的能耗情况。
二、操作技能部分1. 请详细描述铝厂生产过程中氧化铝的生产工艺。
2. 请说明铝厂生产过程中电解铝的生产工艺。
3. 请解释铝厂生产过程中铝合金的生产工艺。
4. 请描述铝厂生产过程中铝锭的铸造工艺。
5. 请说明铝厂生产过程中铝材的加工工艺。
6. 请列举铝厂生产过程中常用的检测设备,并简要介绍其检测原理。
7. 请描述铝厂生产过程中如何进行原材料、半成品和成品的检验。
8. 请说明铝厂生产过程中如何进行设备维护和保养。
9. 请描述铝厂生产过程中如何处理设备故障。
10. 请说明铝厂生产过程中如何进行生产调度。
三、安全与环保部分1. 请简述铝厂生产过程中的主要安全风险。
2. 请说明铝厂生产过程中如何进行安全教育培训。
3. 请描述铝厂生产过程中如何进行应急预案的制定和演练。
4. 请说明铝厂生产过程中如何进行事故调查和处理。
5. 请简述铝厂生产过程中的环保风险。
6. 请说明铝厂生产过程中如何进行环保设施的运行和维护。
7. 请描述铝厂生产过程中如何进行废水、废气、固废的处理。
8. 请说明铝厂生产过程中如何进行节能减排技术的应用。
9. 请描述铝厂生产过程中如何进行环保设施的改造和升级。
10. 请说明铝厂生产过程中如何进行环保法规的遵守。
四、管理能力部分1. 请简述铝厂生产过程中的生产管理流程。
2. 请说明铝厂生产过程中如何进行生产计划的制定和执行。
3. 请描述铝厂生产过程中如何进行生产成本的核算和控制。
阳极效应的治理[宝典]
![阳极效应的治理[宝典]](https://img.taocdn.com/s3/m/29ee54d088eb172ded630b1c59eef8c75fbf958d.png)
阳极效应的管理阳极效应(AE),是电解槽熔盐电解过程发生在阳极上的一种特殊现象。
在传统的电解槽管理模式中,总是突出阳极效应的优点,逐渐养成了以效应管理为中心的电解槽管理理念。
随着现代国际上对环境保护问题的重视,阳极效应过程中产生温室气体问题日益成为全世界关注的问题。
再加上近代大型预焙电解技术的发展,以“阳极效应管理为中心”的技术控制思路逐渐被以“控制过热度为中心”的控制思想所取代,阳极效应的控制问题也就日益成为铝电解行业发展的瓶颈。
零效应系数的控制思想逐渐得到全球铝行业的广泛认同。
今天,我想就以目前我所熟知的一些方面浅谈一些有关阳极效应的控制方法,希望能对大家有所裨益。
一、阳极效应发生的原因有关阳极效应的机理,业界存在多种理论和说法,但不论是那种理论和说法,有关阳极效应发生的本质都是电解质中缺乏氧化铝。
二、业界对阳极效应利弊的一些看法和观点目前,有关阳极效应,普遍认为的优点是可以利用效应来检测电解槽中的氧化铝浓度;利用效应清理电解质中的碳渣。
普遍认为的缺点是增加电能消耗和原料损失;影响系列电流的稳定;增加劳动量;增加温室气体的排放量,加剧环境污染。
实际上,大家可以从以上认为的有关阳极效应的优点方面还是渗透着一些希望通过阳极效应以改善技术条件的思想成分。
至于阳极效应的缺点方面讲的比较透彻。
按照目前盛行的零效应控制思想:想要处理炉膛,可以借助改善技术条件的途径解决,那么,阳极效应除在焙烧启动期间有清理阳极底掌碳渣的优点外,几乎无任何优点可谈。
因此,在实际生产中一定要树立的思想是:尽量控制阳极效应系数保持在很低的范围,最好是少来甚至是不要发生阳极效应。
三、AE的控制1、效应等待时间(AEW)的作用之所以设置AEW,其目的是为了保证每台电解槽按计划发生效应,定期检测电解质中氧化铝含量。
从另一个方面来讲,也是目前电解槽的控制水平和现场工人的操作水平尚未达到实现零效应管理目标的能力。
另外,在实际生产过程中,为了获取较高的电流效率,就必须保持较低的分子比,而降低分子比阶段对炉膛的控制就成为一个难点问题。
电解铝知识测试题库
电解一车间电解题库一、填空:1、电解正常生产中氧化铝浓度控制范围是(1.5~3.5%)。
2、过热度是指电解温度高出(初晶温度)以上的温度,正常生产槽过热度控制在(8~15)℃。
3、铝是地球上极丰富的(金属)元素,其贮藏量在金属中居第(2)位。
4、铝是一种(银白)色的金属,具有良好的性能,纯铝熔点在(660)摄氏度,沸点为(2500)摄氏度。
5、铝在常温下密度是(2.7),即铝的质量为同体积水的(2.7)倍,但约为钢铜质量的(三)之一。
6、在实际生产中,阳极气体不全是二氧化碳,而是二氧化碳和(一氧化碳)的混合物。
7、分子比是指冰晶石中所含(氟化钠)的摩尔数与(氟化铝)的摩尔数之比,俗称(摩尔比)。
8、铝电解质的性质主要是指初晶温度、(密度)、(粘度)、表面性质、(挥发性)等。
9、初晶温度是指混合液体开始形成(固态晶体)的温度。
10、密度是指单位体积的某种物质的(质量),其单位为。
11、挥发性是指液体低于(沸点)的状况下,分子以气态溢出的程度。
12、氧化铝俗称(铝氧粉),分子式(2O3),熔点为(2050)℃,33沸点为(3000)℃。
13、冰晶石分为(天然)冰晶石和(人造)冰晶石。
14、阴极结构是指电解槽的(槽体)部分,它是由(槽壳)和内衬砌体组成。
15、铝电解槽的结构分为(阴极)、(上部)、(母线)结构和电气绝缘四个部分。
16、电解槽预热焙烧的目的是预热(阴极)、烘干(内衬)。
17、铝电解槽预热焙烧的四种方法是(铝液预热)、(焦粒焙烧)、石墨粉焙烧法、燃料预热法。
18、电解槽启动方法分为干法启动和(湿法)启动。
19、电解槽正常生产具备的条件,一是各项技术条件达到(正常生产)范围,二是建立规整的(槽膛内型)。
20、电解槽生产中常见的三种槽膛内型是冷槽槽膛、(热槽)、(正常)。
21、铝电解槽的主要操作(换极)、(出铝)、(抬母线)、捞碳渣等。
22、换极过程中质量控制点(与计算机联系)、(捞壳)和新极安装精度。
目前电解铝生产中存在的若干问题

目前电解铝生产中存在的若干问题摘要:铝电解生产过程中,物料控制的平衡和能量控制的平衡是铝电解生产的根本,是关系铝电解高效率生产的首要条件,安全生产的基础条件,是电解生产过程中的基本要素。
本文从能量平衡的角度,浅析析电解生产过程中,物料和能量的平衡分布。
电解铝生产的历程1856年,德国科学家和法国科学家在化学法制造金属铝的同时,以冰晶石—氧化铝为基础的电解法制造出电解铝;1886年,美国科学家霍尔和法国科学家埃鲁分别向本国政府申请冰晶石—氧化铝熔盐铝电解专利技术并获得批准。
铝电解进入工业生产领域。
电解铝行业发展100余年后。
在1964年和1968年,我国先后引进建立了两个上插槽电解铝厂。
改革开放以后在优先发展铝工业方针的指导下,我国的电解铝工业得到了突飞猛进的发展,到1992年,我国的原铝产量突破100万吨,2002年,原铝产量达到340万吨,跃居世界第一位,之后,我国的铝电解呈井喷式的发展,2010年,我国的电解铝产量已经达到了1696万吨,产能2300万吨,占当年全球铝产量的40.4%。
当前,大型化、大电流、计算机控制将电解铝的生产推上了高速发展之路。
物料平衡和能量平衡是铝电解正常生产的基本条件在电解铝生产的理论领域,一直强调要保持电解生产过程中能耗的平衡、物料的平衡,两个平衡对电解生产起着至关重要作用;这两种平衡是铝电解高效率生产的首要条件,安全生产的基础条件,是电解生产过程中的基本要素。
离开这两个平衡,铝电解生产的效率、各种生产中的工艺参数、技术条件的保持都将是虚妄的,毫无意义。
在电解生产的理论领域,单阳极生产的观念占着主导地位,以单阳极的理念指导多阳极的生产,生产中的物料平衡和能量平衡都难于实现,要实行物料和能量平衡的电解生产,首先要转变目前单阳极生产的观念,使得在计算机控制下,能够进行物料和能量双平衡的电解生产生产,这样才能够以最低的能耗、最少的物料投入,获得最大的产出。
试验槽上,采取能量和物料双平衡控制,电解生产的能耗9240kwh,能耗利用率67%;某电解铝生产企业采用能量准平衡控制电解铝生产,其电能消耗12400kwh;,工业生产中,不进行能量和物料均衡分布控制,其电能消耗13300kwh;我们采用工业生产槽的技术条件,开展物料和能量双平衡控制的生产,电能消耗应该可以达到11500kwh,阳极消耗385kg,将工业生产槽的能耗利用率从33%提高到58%。
铝电解的基础知识
炼铝的历史可分为两个阶段,分别为化学法炼铝阶段与电解法炼铝阶段。
尽管在自然界中含有极为丰富的铝,但铝第一次制取出来却是不到二百年前的事。
1825年丹麦的厄尔施泰(H·C·Oersted)在实验室中用钾汞齐还原无水氯化铝(AlCl3),在世界上第一次得到铝。
1845年法国人戴维尔(H·S·Deville)用钠还原NaCl·AlCl3混合盐也得到金属铝,并在法国进行小规模生产。
到1877年电解法投产以前,世界上仅用化学法生产金属铝,这一阶段,铝产量极低,使铝成为世界上极为昂贵的金属之一。
1886年,美国的霍尔和法国的埃鲁特发明了冰晶石—氧化铝熔盐电解法炼铝,很快电解铝取代了化学法,而且产量迅速提高,成本迅速下降,到目前为止的百年间,铝工业发展成为仅次于钢铁工业的第二大金属冶炼工业。
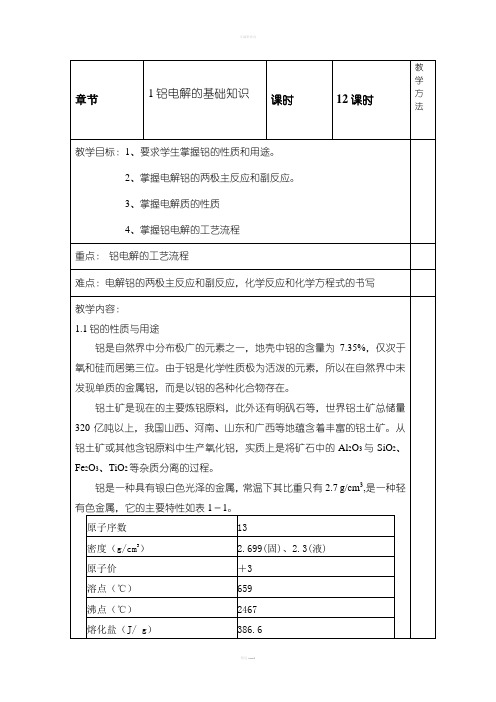
1.3现代铝电解的基本原理电解法炼铝就是冰晶石一氧化铝融盐电解法,它是以冰晶石作为溶剂,氧化铝为熔质,强大的直流电通入电解槽内,在阴极和阳极上起电化学反应。
电解产物,阴极上是铝液,阳极上是CO2和CO气体(炭素作阳极),这种方法就是电解法炼铝。
1.3.1阴极过程A13+ (络合的) +3e=Al(液)1.3.1.2阴极副反应在铝电解过程中,除前面讲的两极主反应外,同时在两极上还发生着一些复杂的副反应.这些副反应对生产有害无益,生产中应尽量加以遏制。
⑴阴极副反应①铝在电解质中的溶解反应和损失:在铝电解过程中,处于高温状态下的阴极铝液和电解质的接触面上,必然有析出的铝溶解在电解质中,一般认为,阴极铝液在电解质里的溶解有以下几种情况:b.在碱性电解质中,铝与氟化钠发生置换反应。
Al+3NaF=AlF3+3Na2+c.铝以电化学反应形式直接溶解进入电解质熔体中。
Al(液)-e=Al+②金属钠的析出:在阴极的主反应是析出铝而不是钠,因为钠的析出电位比铝低。
但随着温度升高,电解质分子比增大,氧化铝浓度减小,以及阴极电流密度提高,钠与铝的析出电位差越来越小,而有可能使钠离子与铝离子在阴极上一起放电,析出金属钠。
电解铝阳极效应
电解铝阳极效应嘿,咱今天就来聊聊电解铝阳极效应这档子事儿!你说这阳极效应啊,就像是一场铝电解过程中的小脾气爆发。
咱平常过日子,有时候也会有点小情绪对吧,这电解铝也是一样啊!阳极效应一出现,就好像是铝电解在说:“嘿,我这儿有点状况啦,你们可得注意咯!”你想啊,在那电解槽里,电流啊电解质啊都在那忙活,突然阳极效应来了,就像是平静的湖面扔进了一块大石头,“咕咚”一声,泛起了不小的涟漪。
它会让电压一下子升高,电流效率降低,哎呀呀,这可不是闹着玩的。
那这阳极效应到底是咋来的呢?就好比咱走路有时候会被小石子绊一下,这铝电解过程中也会有各种因素来捣乱。
比如电解质成分不合适啦,氧化铝浓度不够啦,温度不合适啦等等。
这些就像是给电解铝使绊子的小淘气。
那怎么应对这调皮的阳极效应呢?这可得有点小技巧咯!就像咱对付生活中的小麻烦一样,得找到合适的办法。
首先得保证电解质的成分合适呀,不能太稀了也不能太稠了,这就跟做饭放盐似的,得恰到好处。
氧化铝的浓度也得控制好,多了少了都不行,你说这是不是得精细着点儿?还有温度,得给它调节到一个舒服的范围,不然它可不乐意好好干活。
然后呢,操作的时候也得细心,不能马虎大意。
就像咱走路得看清路一样,在电解铝的过程中也得时刻留意各种变化。
要是发现有阳极效应的苗头,就得赶紧采取措施,不能等它闹大了才着急。
这阳极效应啊,虽然有时候挺让人头疼,但咱要是把它研究透了,对付起来也就有办法啦。
它就像是一个小小的挑战,等着我们去战胜它。
你说咱能被它难住吗?当然不能啊!咱得有信心,有耐心,跟它好好斗一斗。
所以啊,可别小瞧了这电解铝阳极效应,它虽然只是电解铝过程中的一个现象,但里面的学问可大着呢!咱得重视它,了解它,才能更好地利用电解铝,让它为我们服务呀。
怎么样,现在对这电解铝阳极效应是不是有了更深的认识啦?。
铝电解中阳极效应的原因分析及控制措施探讨
效 ㈨ 减 ,他 _}}济
人 ,趟 祭 ¨‘下 ft', J rlfi
质 木【1『5}_1极 椰 处 于 过 热 状 态 大 大 增 加 了 能 源 的 浪 赞 , 流 南 腹 ,于 是 阳 极 效 应 发 ,I- :.. 5j{ }I『流 南 』 : “ n勺 jlJ1…
Keywords:alun ̄inunl electrolysis:anode effect:t'tlrrcllt densit} :pole changit】£:alunlilltllll nl1tplit;in‘r【 lllellt period:
det-relnent period
1 阳 极 效 应 的 危 害
Abstract:This paper first iIltl-(1【11,res th harm of 1】‘1d ere、‘、t.11】(t th 111 ch l】1i l11《)r l111()({r L、t 、‘r il1.11III11il】II】l1 L、 L,t r()Ivsi
文献 标 识码 ቤተ መጻሕፍቲ ባይዱA
文 章 编 号 :1II{12 j… (21l1 )I t C5
Cause analysis and control m easures of anode effect in alum inum electrolysis
ZHENG Donq
(Chiii;/Ahuuhmm 1ndu stry I ianl l1‘、ng br k/ll(11 l n h(Ⅵ1 73() j(Hlina)
稳 定 的 炉 膛 。
、在 阳 傲 发 生
小、火 佗 ,|『 } 特 5Jijfl', Nl  ̄,] 刚
铝电解中阳极效应的原因分析及控制措施探讨

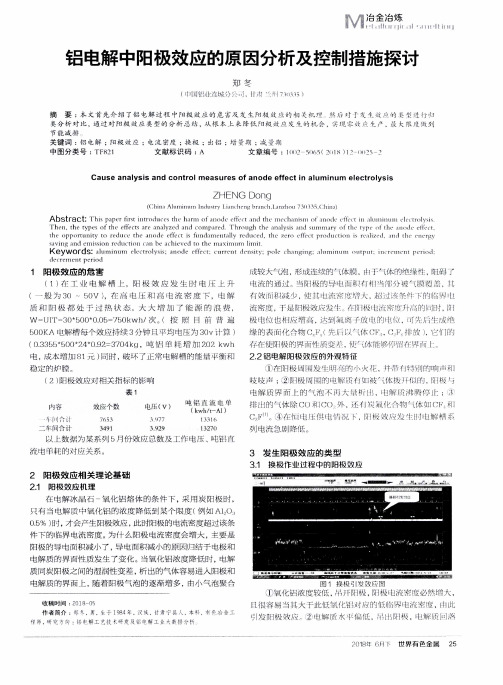
铝电解中阳极效应的原因分析及控制措施探讨郑冬【摘要】本文首先介绍了铝电解过程中阳极效应的危害及发生阳极效应的相关机理.然后对于发生效应的类型进行归类分析对比,通过对阳极效应类型的分析总结,从根本上来降低阳极效应发生的机会,实现零效应生产,最大限度做到节能减排.【期刊名称】《世界有色金属》【年(卷),期】2018(000)012【总页数】2页(P25-26)【关键词】铝电解;阳极效应;电流密度;换极;出铝;增量期;减量期【作者】郑冬【作者单位】中国铝业连城分公司,甘肃兰州 730335【正文语种】中文【中图分类】TF8211 阳极效应的危害(1)在工业电解槽上,阳极效应发生时电压上升(一般为30~50V),在高电压和高电流密度下,电解质和阳极都处于过热状态。
大大增加了能源的浪费,W=UIT=30*500*0.05=750kwh/次。
(按照目前普遍500KA电解槽每个效应持续3分钟且平均电压为30v计算)(0.3355*500*24*0.92=3704kg,吨铝单耗增加202 kwh电,成本增加81元)同时,破坏了正常电解槽的能量平衡和稳定的炉膛。
(2)阳极效应对相关指标的影响表1 内容效应个数电压(V)吨铝直流电单(kwh/t-Al)一车间合计 7653 3.977 13316二车间合计 3491 3.929 13270以上数据为某系列5月份效应总数及工作电压、吨铝直流电单耗的对应关系。
2 阳极效应相关理论基础2.1 阳极效应机理在电解冰晶石-氧化铝熔体的条件下,采用炭阳极时,只有当电解质中氧化铝的浓度降低到某个限度(例如Al2O3 0.5%)时,才会产生阳极效应,此时阳极的电流密度超过该条件下的临界电流密度。
为什么阳极电流密度会增大,主要是阳极的导电面积减小了,导电面积减小的原因归结于电极和电解质的界面性质发生了变化。
当氧化铝浓度降低时,电解质同炭阳极之间的湿润性变差,析出的气体容易进入阳极和电解质的界面上,随着阳极气泡的逐渐增多,由小气泡聚合成较大气泡,形成连续的气体膜,由于气体的绝缘性,阻碍了电流的通过。
铝电解中阳极效应的环境危害及措施分析铝电解中阳极效应的环境危害及措施分析
铝电解中阳极效应的环境危害及措施分析铝电解中阳极效应的环境危害及措施分析摘要:中国正处于城市化时期,对铝的消费潜力巨大。
目前,铝冶炼企业的成本很高。
近年来除环境恶化外,环保要求也越来越高,铝冶炼企业的生产成本也在增加。
因此,不断采用新的技术手段来改善现有生产工艺、减少铝冶炼每吨生产能耗、劳动生产率提高、废气和粉尘排放量的减少是各家公司的方向。
在铝电解化学反应和生产实践中,阳极区域会产生特殊的阳极效应现象,即在电解生产过程中,阳极电流高于临界电流时会出现阳极效应现象。
主要危害主要有:一是对生产的危害;其次,对环境的危害;三是增加生产成本。
在电解铝生产企业中,阳极效应系数是生产评估的重要指标之一。
本文对铝电解阳极效应进行研究,并研究其危害,分析降低危害的有效措施。
关键词:铝电解;阳极效应;危害;措施1、阳极效应发生的机理阳极效应是熔盐电解中固有的特征现象。
阳极效应可以看作是一种“阻塞效应”,它很大程度上阻碍了阳极与熔体之间的电流传递。
阳极效应的机理及其反应过程可以用各种方式描述,如湿润性变化理论、阳极过程变化理论、氟离子释放理论以及静电理论等。
然而,每一种理论都表明,铝电解电池的阳极效应是由于阳极表面供应不足造成的。
缺乏阳极表面供应的主要原因:一是氧化铝供应不足(数量少),二是电解质溶解和溶解氧化铝的能力,三是缺乏电解质转移能力(电解质粘稠)。
因此,从理论上讲,只要我们保持阳极表面充足,就可以控制阳极效应。
在实际生产中,很多效应发生是因为氧化铝供给不足或电解质溶解氧化铝能力偏差引起的。
2、阳极效应危害在铝电解生产中阳极效应的危害性,不仅表现在对生产的危害上,而且对生态环境的危害极其严重。
笔者将从几个方面进行阐述。
2.1 阳极效应危害性对生产的危害在生产中发生阳极效应时,电解液的温度急剧上升,从正常范围的940℃至955℃迅速上升到980℃至990℃,并且炉子熔化变薄,这增加了侧面碳块腐蚀的可能性。
电压急剧上升引起一系列电流波动,影响电池的输出功率。
浅谈大型铝电解槽效应控制

189浅谈大型铝电解槽效应控制曹韶峰,梁贵生,王成智,汪艳芳,胡清韬(中铝郑州有色金属研究院有限公司,河南 郑州 450041)摘 要:介绍了铝电解槽阳极效应的利弊,结合某300kA系列电解槽生产实践讨论了热量散失、电解质、人工干扰三方面因素对电解槽阳极效应的影响。
并针对各因素提出相应应对策略,有效降低了阳极效应系数,为系列稳定生产提供保障。
关键词:铝电解;阳极效应;控制中图分类号:TF821 文献标识码:A 文章编号:1002-5065(2020)20-0189-3Anode effect control of large aluminum electrolytic cellCAO Shao-feng, LIANG Gui-sheng, WANG Cheng-zhi, WANG Yan-fang, HU Qing-tao(Zhengzhou nonferrous metals Research Institute Ltd of Chalco,Zhengzhou 450041,China)Abstract: The advantages and disadvantages of aluminum electrolytic cell anode effect were introduced, and the effect of heat loss, electrolyte and artificial interference on anode effect was discussed in combination with the production practice of a 300kA series electrolytic cell. The corresponding strategies were put forward for each factor, which can effectively reduce the anode effect coefficient and provide guarantee for the stable production of the series. Keywords: aluminum electrolysis; anode effect; control收稿日期:2020-10作者简介:曹韶峰,男,生于1972年,河南上蔡人,本科学历,工程师,研究方向:铝电解节能技术及装备开发。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
传统的观点认为:利用阳极效应可以分离炭渣, 清洁电解质,补充电解槽热量的不足,化沉淀。但是 随着阳极质量的提高以及智能模糊控制计算机系统 和点式下料技术的应用,阳极效应优点愈来愈变得 渺小,因此传统的这种观点已不能适应当今现代电 解槽生产。 2.2阳极效应对环境的危害 铝电解生产中,阳极效应还伴随着对大气臭氧
2阳极效应的危害
在铝电解生产中阳极效应的危害性,不仅表现 在对生产的危害上,而且对生态环境的危害极其严 重。笔者将从几个方面阐述。
2.1
转向温室气体PFCs----CF4+C2F6在阳极效应的发
生量(USEPA)。著名国际铝专家Haupin认为,根 据铝工业发展的现状,”零效应”管理最为理想。为 此笔者认为:在环保El益重要的今天,铝电解生产中 特别是在大型预焙槽生产中应严格控制阳极效应, 只要电解槽槽况正常,就不必来效应。”零效应”管理 是铝电解生产今后发展的方向。
铝电解中阳极效应的危害
刘炎森 李红晓 许建乐 郭朝营
登封452477) (河南永登铝业有限公司阳城分公司,河南
摘
要:本文分析了铝电解生产中阳极效应的危害性。指出随着科学技术的不断发展及人们环保意识的不
断加强,在铝电解生产中,只要槽况正常,就无需发生效应。”零效应”管理是铝电解生产今后发展的目标方向。
生。
因,生产中降低阳极效应系数受到一定限制,但是笔 者认为将阳极效应系数控制在0.05次/槽日以下还 是可以做到的。
根据的观点,结合国内铝电解的实际情况,笔者 认为在铝电解生产基础条件相对稳定的情况下,阳 极效应系数的控制主要取决于阳极炭块的质量和氧 化铝的特性。
4.1
4.3控制阳极效应的途径 综合分析我国预焙槽的实际情况,吸收国外在 预焙槽上控制阳极效应的经验,笔者认为控制阳极 效应,尽量减少阳极效应次数,应在下几个方面进行 改进。 (1)有条件使用砂状氧化铝,完善加工下料制 度,确保原料充足,保证电解槽下料口畅通,防止下 料不均。 (2)确保电解槽中有足够的电解质数量,防止电 解质萎缩。保证生产平稳。保持适当高的电解质水 平。象我公司300KA中间下料预焙槽,笔者认为电 解质水平应至18cm。铝水平<26cm。 (3)提高电解槽的保温效果,减少热量损失,适 当增加阳极上保温料的厚度。保持厚度在12cm以
・864・
第三篇冶金工艺
想。 阳极效应是熔盐电解特有的现象,而以电解铝 生产表现优为明显。生产中当阳极效应发生时,电 解槽电压急剧升高,达到20~50V,有时甚至更高。 它的发生对整个电解系列产生很大影响,使电流效 率降低,影响电解各个技术指标,且使铝的产量和质 量降低,破坏了整个电解系列的平稳供电。在处理 的方法上,不外乎有两种:用效应棒(木棒)熄灭,或 降低阳极,增加氧化铝的下料量,以达到熄灭阳极效 应的目的。 当今社会,特别是西方国家,对铝电解生产中阳 极效应的控制极为严格。目前已从若干年的氟化物 临界电流密度是溶饵氧化铝浓度的函数;然而 也受电解质流动,电解质温度,阳极尺寸(/a括消耗 后阳极的界面变化)和槽膛体积的影响。临界电流 密度随着氧化铝浓度的降低而降低(由于NC随着 ic趋近于1)随着氧化铝浓度的降低,阳极上产生的 气泡,致使电解质表面张力增加,使阳极效应的过电 压升高,导致AE发生。这种观点较好的解释了阳 极效应发生的原因。为电解科技工作者所接受。
・
式中:Nc——产生阳极效应的浓度过电压; R——气体常数; T——温度,0K; F——法拉第常数; Ic——临界电流密度; i——任一阳极上的最大电流密度; Nc——O.00004308Tin{ic/ic—I)
865
・
第三篇冶金工艺
层有破坏性的PFCs(CF4・C2F6)气体的产生。当 今西方发达国家对铝电解的环保要求极为严格,已 从传统的对氟化盐挥发控制,转向效应发生的PF— Cs=CF4+C2F6在阳极效应时的发生量(USEPA) 国际著名铝专家Haupin[4]认为PFCs的发生量与 每天AE分钟数和电压高低成直线关系,但分析表 明PFCsd散发量在高电压效应时并未显示出效应 时间长散发量多的特定。而个别试验显示减少效应 次数比减少效应时间更有效能减少PFCs的发生 量。因为无论是CF4还是C2F6都是在阳极效应刚 发生时产生,电解槽发展到中间下料预焙槽后,不仅 阳极效应次数成倍降低,而且效应时间也大大缩短。 目前国外阳极效应系数有的已低于0.02次/槽日。 产生PFCs—CF4+C2F6的根源是阳极效应 (AE),但是我们国家在很长的时期内只注意控制技 术。还停留在传统的对氟化盐的控制上。了解当今 世界铝工业的发展,特别是著名铝专家Haupind 的”瞄准零效应”E4]对提高我国铝电解的整体水平 是大有好处的。 我们国家是国际《京都协议书》的签署国家,减 少温室效应,保护大气环境是义不容辞的责任。因 此在控制有害气体排放上,今后一定会加强的。铝 电解生产中,严格控制阳极效应是时代的要求。 2.3阳极效应对森林的危害 铝电解生产中阳极效应的熄灭方法有三种: (1)用漏铲熄灭阳极效应。 (2)用大耙熄灭阳极效应。 (3)用效应棒<木棒)熄灭阳极效应。 以上三种方法是铝电解生产特别是自焙槽常用 的方法。目前自焙槽国内已几乎都改造成为中间下 料预焙槽。而预焙槽采用多组阳极生产,大耙、漏铲 熄灭阳极效应的方法失去了
作用
效应棒即大约4~5米宽度3~5cm的毛竹。
小于20微米(“m)溶解速度慢。 (2)现有的下料器是容积式的,而不是重量式 的,所以下料不准,开发重量式的下料器是”零效应” 的关键。 (3)由于电解质的过热度很小(8℃~10℃),系 列电流和电压的变化时就会引起阳极效应。 (4)电解槽内衬不佳,例如阴极炭块质量不好, 阴极棒与炭块接触不良,导致阴极电流分布不均,也 是造成阳极效应发生的一个重要原因。
阳极效应发生的机理
到目前关于阳极效应发生的机理众说纷纭,但
阳极底部,实际是在燃烧铝液,整个过程大约持续3 ~5分钟,而此时电解的电化学过程是停止的,这也 就是电解职工常说的”效应时间不产铝,而且还要跑 电耗的”原因所在。因此造成铝液的严重损失。 以230KA中间下料预焙槽为例:效应系数0.3 次/槽日,效应时间5min,电流效率91%,一个阳极 效应少产原铝:230×0.3355×5÷60=6.4kg,吨铝 电耗增加120kwh,这种能量在生产中大多转化为 热能,使电解槽极距间温度急剧升高,进而向阳极四 周传导,使的电解槽温度升高,引起电解质中氟化铝 的大量挥发。以我公司电解槽为例:一个效应时间 5rain,分子比平均上升0.1。氟化铝大约损失10~
4
每月3720槽日,共3720×0.05—186个效应 而日常熄灭一个效应大约需要2~3根效应棒 (即一整根毛竹),以3根计算每月需要186×3— 558根效应棒,一年大约需要186×12—2232根再 加上抬大母线、压负荷等因素,一年需要大约2500
~3000根。
目前各家铝厂效应棒基本是由市场来供应的, 一些人为了谋取个人利益,乱砍甚至偷砍树木做成 铝电解要求的效应棒卖给电解铝厂,因此铝电解阳 极效应棒使用的急剧增加,必然助长一些人谋取个 人利益,乱砍乱伐树木的行为,这将给国家森林带来 一场灾难。 我国是森林覆盖面积极其少的国家。50~90 年代由于过度的乱砍乱伐,使脆弱的森林植被受到 严重破坏,土地沙漠化、扬尘暴天气的发生就是大自 然对人类乱砍乱伐的最大报复。随着我国退耕还 林,种树种草政策的实施,国家制定了一系列的相关 政策来严厉制止乱砍乱伐现象,国家投入巨资恢复 森林植被,对破坏严重的地区进行封山育林,种树种 革。铝电解生产中效应棒的来源必然会受到严格控 制。像我国西部地区的铝电解厂家,应该在铝电解 生产中严格控制阳极效应,最大限度地减少效应棒 的使用、在处理阳极效应时,如何减少效应棒的使 用,能否找到效应棒的替代物是铝电解科技工作者 思考的重大问题。
(1)12年I一6月某铝业公司购进口氧化铝 69642吨,如果将进口氧化铝全部置换成山东氧化 铝(进口氧化铝与山东氧化铝差价277元/吨),能够 节约资金1929万元; (2)13年某铝业公司计划原铝产量46.72万 吨,共计需要使用氧化铝897024吨。按山东氧化铝 占30%计算269107吨,如按去年进口氧化铝与山 东料比例,需进口氧化铝107643吨,全部使用山东 氧化铝代替进口氧化铝,可节约资金2981.7万元。
20kg。
是较好地解释阳极效应的发生机理的是”阳极过程 改变学说”这种观点认为[1]:阳极效应的发生是由 于随着电解过程的进行,电解质中含氧离子逐渐减 少,当达到一定程度后,则有氟析出且与阳极炭作用
生成炭的氟化物,炭的氟化物在分解讨又析出细微
的炭粒,这些炭粒附在阳极表面上,阻止了电解质与 阳极的接触,使电解质不能很好地湿润阳极,就像水 不能湿润涂油的表面一样,使电解质一阳极间形成一 层导电不良的气膜,阳极过电压增大,引起阳极效 应。当加入新的氧化铝后,在阳极上又析出氧,氧与 炭粉反应,逐渐使阳极表面清静,电阻减小,电解过 程又趋于正常。阳极效应的机理:
关键词:阳极效应 电解槽 电压 零效应 效应棒
Ⅷ言
当今社会,特别是西方国家,对铝电解生产中阳 极效应的控制极为严格。目前已从若干年的氟化物
茎呈怒,乏F著Cs名=国CF际4+铝C专2F籼6栅u慕鬻
瞄准零效应”的管理思路,值得我们思考,Haupin认 为,根据铝工业发展的现状,”零效应”管理最为理
作者简介:刘炎森,男,45岁,大专文化,高级工程师,河南永登铝业有限公司副总经理,阳城分公司总经理,E—mail:hndlly@126.com;李红晓, 男,38岁,大专文化,河南永登铝业有限公司阳城分公司副总经理。
当前自焙电解槽已基本消失,中间下料预焙槽
已成为锅电解生产的主力。中间下料预焙槽采用低 氧化铝浓度生产,使用智能模糊计算机控制系统对 氧化铝浓度控制,采用中间点式下料技术定时打壳 下料,为降低阳极效应系数创造了有利条件。 Haupin认为控制阳极效应[4。实现零效应主要 取决于: (1)氧化铝的质量:主要是氧化铝厂的电收尘料