218MC总线介绍(说明书)2012-8-23_
广州数控GSK218M加工中心系统文档
广州数控GSK218M加工中心系统[ 录入者:gsklj | 时间:2007-11-23 16:27:33 | 作者: | 来源: | 浏览:576次 ]产品简介GSK 218M 为广州数控自主研发的普及型数控系统(适配加工中心及普通铣床),采用32位高性能的CPU和超大规模可编程器件FPGA,实时控制和硬件插补技术保证了系统μm级精度下的高效率,可在线编辑的PLC使逻辑控制功能更加灵活强大。
产品特点系统标准配置为四轴三联动,旋转轴可由参数设定;本系统最高定位速度可达30米/分,最高插补速度达15米/分;直线型、指数型和 S 型多种加减速方式可选择;具有双向螺距误差补偿、反向间隙误差补偿、刀具长度补偿、刀具半径补偿功能;提供多级密码保护功能,方便设备管理;中、英文界面可参数选择;程序区空间为56M,最大可存储400个程序,支持后台编辑功能;具有标准RS232及USB接口功能,可实现CNC与PC机双向传输程序、参数及PLC程序;具有DNC控制功能,波特率可参数设定;内置PLC,实现机床的各种逻辑功能控制;梯形图可在线编辑、上传、下载; I/O 口可扩展(选配功能);标准梯图可适配斗笠式刀库和机械手刀库;手动干预返回功能使自动和手动方式灵活切换;手轮中断和单步中断功能可完成自动运行过程中的坐标系平移;程序再启动功能使公休或断刀后的断点处启动成为可能;背景编辑功能允许在自动运行时编辑程序;刚性攻丝和主轴跟随方式攻丝可由参数设定;三级自动换当功能,可由设定主轴转速随时切换变频输出电压;具有旋转、缩放、极坐标和多种固定循环功能;帮助菜单使操作者可脱离说明书随时在线查阅多种帮助选项。
广州数控GSK218M加工中心系统[ 录入者:gsklj | 时间:2007-11-23 16:27:33 | 作者: | 来源: | 浏览:577次 ]G代码及功能表技术规格。
M218控制器

• •
第一章 产品简介-编程软件 产品简介M218控制器的可编程开发软件: M218控制器的可编程开发软件:SoMachine V2.0 控制器的可编程开发软件 SoMachine是一个专业的 高效的,开放的OEM解决方案软件, 是一个专业的, OEM解决方案软件 SoMachine是一个专业的,高效的,开放的OEM解决方案软件,可 以在单个环境中组态和调试整个机器. 以在单个环境中组态和调试整个机器. – HMI控制器 HMI控制器 • HMI控制器 控制器; Magelis XBT GC HMI控制器; • 控制器; XBT GT/GK CANopen HMI 控制器; – 逻辑控制器 • 逻辑控制器; Modicon M218 逻辑控制器; • 逻辑控制器; Modicon M238 逻辑控制器; • 逻辑控制器; Modicon M258 逻辑控制器; – 运动控制器 • LMC058 – 传动控制器 • ATV IMC
技术参数-继电器输出特征 第二章 技术参数-继电器输出特征
输出供电 额定电流值
额定电压 供电范围
24VDC 5V~ 5V~30VDC 2A/通道 2A/通道 4A 0.1Hz 5Hz 否 继电器线圈 20,000,000次 20,000,000次 非屏蔽30m 非屏蔽30m
220VAC 100VAC~ 100VAC~250VAC
电流/ (4通道) 电流/组(4通道) 通道 最大输出频率 防短路 输出类型 机械寿命 电缆长度 最大负载 无负载
技术参数-模拟量输入特征 第二章 技术参数-模拟量输入特征
输入类型 最大输入通道数 输入类型 输入范围 输入阻抗 I/O端子类型 I/O端子类型 采样时间 总输入传输时间 输入误差 输入精度 允许的过载电压 保护类型 极性接反 电缆长度 电缆类型 -10VDC~10VDC 10VDC~ 0~10VDC >1MΩ 可插拔端子 10ms/通道+1扫描周期 10ms/通道+1扫描周期 通道+1 20ms+1扫描周期 20ms+1扫描周期 +1% 12位 12位,包含符号位 +30VDC 输入和内部电路之间的光耦隔离 保护 最大屏蔽电缆3 最大屏蔽电缆3米 屏蔽电缆 电压输入 2 单端输入 0~20mA 4~20mA <250Ω 电流输入
MAXIM MAX218 说明书

_______________General DescriptionThe MAX218 RS-232 transceiver is intended for battery-powered EIA/TIA-232E and V.28/V.24 communications interfaces that need two drivers and two receivers with minimum power consumption. It provides a wide +1.8V to +4.25V operating voltage range while maintaining true RS-232 and EIA/TIA-562 voltage levels. The MAX218 runs from two alkaline, NiCd, or NiMH cells without any form of voltage regulator.A shutdown mode reduces current consumption to 1µA, extending battery life in portable systems. While shut down, all receivers can remain active or can be disabled under logic control, permitting a system incor-porating the CMOS MAX218 to monitor external devices while in low-power shutdown mode.A guaranteed 120kbps data rate provides compatibility with popular software for communicating with personal computers. Three-state drivers are provided on all receiver outputs so that multiple receivers, generally of different interface standards, can be wire-ORed at the UART. The MAX218 is available in 20-pin DIP, SO, and SSOP packages.________________________ApplicationsBattery-Powered Equipment Computers Printers Peripherals Instruments Modems____________________________FeaturesBETTER THAN BIPOLAR!o Operates Directly from Two Alkaline, NiCd, or NiMH Cells o +1.8V to +4.25V Supply Voltage Range o 120kbps Data Rateo Low-Cost Surface-Mount Components o Meets EIA/TIA-232E Specifications o 1µA Low-Power Shutdown Modeo Both Receivers Active During Low-Power Shutdown o Three-State Receiver Outputs o Flow-Through Pinout o On-Board DC-DC Converterso 20-Pin SSOP, Wide SO, or DIP Packages______________Ordering Information*Contact factory for dice specifications.MAX2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver________________________________________________________________Maxim Integrated Products1__________________Pin Configuration__________Typical Operating CircuitCall toll free 1-800-998-8800 for free samples or literature.19-0246; Rev 1; 7/95M A X 2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver 2_______________________________________________________________________________________ABSOLUTE MAXIMUM RATINGSELECTRICAL CHARACTERISTICS(Circuit of Figure 1, V CC = 1.8V to 4.25V, C1 = 0.47µF, C2 = C3 = C4 = 1µF, L1 = 15µH, T A = T MIN to T MAX , unless otherwise noted.Typical values are at V= 3.0V, T = +25°C.)Stresses beyond those listed under “Absolute Maximum Ratings” may cause permanent damage to the device. These are stress ratings only, and functional operation of the device at these or any other conditions beyond those indicated in the operational sections of the specifications is not implied. Exposure to absolute maximum rating conditions for extended periods may affect device reliability.Supply VoltagesV CC ....................................................................-0.3V to +4.6V V+..........................................................(V CC - 0.3V) to +7.5V V-.......................................................................+0.3V to -7.4V V CC to V-..........................................................................+12V LX ................................................................-0.3V to (1V + V+)Input VoltagesT_IN, EN, S —H —D —N –.................................................-0.3V to +7V R_IN.................................................................................±25V Output VoltagesT_OUT.............................................................................±15V)R_OUT....................................................-0.3V to (V CC + 0.3V)Short-Circuit Duration, R_OUT, T_OUT to GND .......Continuous Continuous Power Dissipation (T A = +70°C)Plastic DIP (derate 11.11mW/°C above +70°C)..........889mW Wide SO (derate 10.00mW/°C above +70°C)..............800mW SSOP (derate 8.00mW/°C above +70°C)...................640mW Operating Temperature RangesMAX218C_ P.....................................................0°C to +70°C MAX218E_ P...................................................-40°C to +85°C Storage Temperature Range ...........................-65°C to +150°C Lead Temperature (soldering, 10sec) ...........................+300°CNote 1:Entire supply current for the circuit of Figure 1.MAX2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver_______________________________________________________________________________________3TIMING CHARACTERISTICS(Circuit of Figure 1, V CC = 1.8V to 4.25V, C1 = 0.47µF, C2 = C3 = C4 = 1µF, L1 = 15µH, T A = T MIN to T MAX , unless otherwise noted.Typical values are at V CC = 3.0V, T A = +25°C.)______________________________________________________________Pin DescriptionReceiver InputsR2IN, R1IN 11, 12Transmitter Outputs; swing between V+ and V-.T2OUT, T1OUT13, 14Negative Supply generated on-boardV-15Terminals for Negative Charge-Pump Capacitor C1-, C1+16, 18Positive Supply generated on-boardV+19Ground. Connect all GND pins to ground.GND 5, 17, 20Supply Voltage Input; 1.8V to 4.25V. Bypass to GND with at least 1µF. See Capacitor Selection section.V CC 6Transmitter InputsT1IN, T2IN 7, 8Receiver Outputs; swing between GND and V CC.R1OUT, R2OUT 9, 10Receiver Output Enable Control. Connect to V CC for normal operation. Connect to GND to force the receiver outputs into high-Z state.EN 4Shutdown Control. Connect to V CC for normal operation. Connect to GND to shut down the power supply and to disable the drivers. Receiver status is not changed by this control.S —H —D —N–3PIN Not internally connectedN.C.2Inductor/Diode Connection Point LX 1FUNCTIONNAMEM A X 2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver 4_______________________________________________________________________________________8-8TRANSMITTER OUTPUT VOLTAGE vs. LOAD CAPACITANCE AT 120kbpsLOAD CAPACITANCE (pF)T R A N S M I T T E R O U T P U T V O L T A G E (V )30000-2-6-41000200050006424000120SLEW RATE vs.TRANSMITTER CAPACITANCELOAD CAPACITANCE (pF)S L E W R A T E (V /µs )300042010002000500010864000__________________________________________Typical Operating Characteristics(Circuit of Figure 1, V CC = 1.8V, all transmitter outputs loaded with 3k Ω, T A = +25°C, unless otherwise noted.)12014001.8SUPPLY CURRENT vs. SUPPLY VOLTAGESUPPLY VOLTAGE (V)S U P P L Y C U R R E N T (m A )3.6604020 2.43.0801004.210020TRANSMITTING SUPPLY CURRENTvs. LOAD CAPACITANCELOAD CAPACITANCE (pF)S U P P L Y C U R R EN T (m A )30006050304010002000500090807040002V/divTIME TO EXIT SHUTDOWN (ONE TRANSMITTER HIGH, ONE TRANSMITTER LOW)100µs/divMAX2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver_______________________________________________________________________________________5_______________Detailed DescriptionThe MAX218 line driver/receiver is intended for battery-powered EIA/TIA-232 and V.28/V.24 communications interfaces that require two drivers and two receivers.The operating voltage extends from 1.8V to 4.25V, yet the device maintains true RS-232 and EIA/TIA-562transmitter output voltage levels. This wide supply volt-age range permits direct operation from a variety of batteries without the need for a voltage regulator. For example, the MAX218 can be run directly from a single lithium cell or a pair of alkaline cells. It can also be run directly from two NiCd or NiMH cells from full-charge voltage down to the normal 0.9V/cell end-of-life point.The 4.25V maximum supply voltage allows the two rechargeable cells to be trickle- or fast-charged while driving the MAX218.The circuit comprises three sections: power supply,transmitters, and receivers. The power-supply section converts the supplied input voltage to 6.5V, providing the voltages necessary for the drivers to meet true RS-232levels. External components are small and inexpensive.The transmitters and receivers are guaranteed to oper-ate at 120kbps data rates, providing compatibility with LapLink™ and other high-speed communications soft-ware. A shutdown mode extends battery life by reduc-ing supply current to 0.04µA. While shut down, all receivers can either remain active or be disabled under logic control. With this feature, the MAX218 can be in low-power shutdown mode and still monitor activity on external devices. Three-state drivers are provided on both receiver outputs.Switch-Mode Power SupplyThe switch-mode power supply uses a single inductor with one diode and three small capacitors to generate ±6.5V from an input voltage in the 1.8V to 4.25V range.Inductor SelectionUse a 15µH inductor with a saturation current rating of at least 350mA and less than 1Ωresistance. Table 1 lists suppliers of inductors that meet the 15µH/350mA/1Ωspecifications.Diode SelectionKey diode specifications are fast recovery time (<10ns),average current rating (>100mA), and peak current rat-ing (>350mA). Inexpensive fast silicon diodes, such as the 1N6050, are generally recommended. More expen-sive Schottky diodes improve efficiency and give slightly better performance at very low V CC voltages. Table 1lists suppliers of both surface-mount and through-hole diodes. 1N914s are usually satisfactory, but specifica-tions and performance vary widely with different manu-facturers.Capacitor SelectionUse capacitors with values at least as indicated in Figure 1. Capacitor C2 determines the ripple on V+,but not the absolute voltage. Capacitors C1 and C3determine both the ripple and the absolute voltage of V-. Bypass V CC to GND with at least 1µF (C4) placed close to pins 5 and 6. If the V CC line is not bypassed elsewhere (e.g., at the power supply), increase C4 to 4.7µF.You may use ceramic or polarized capacitors in all locations. If you use polarized capacitors, tantalum types are preferred because of the high operating fre-quency of the power supplies (about 250kHz). If alu-minum electrolytics are used, higher capacitance val-ues may be required.™ LapLink is a trademark of Traveling Software, Inc.Figure 1.Single-Supply OperationM A X 2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver 6_______________________________________________________________________________________RS-232 DriversThe two drivers are identical, and deliver EIA/TIA-232E and EIA/TIA-562 output voltage levels when V DD is between 1.8V and 4.25V. The transmitters drive up to 3k Ωin parallel with 1000pF at up to 120kbps. Connect unused driver inputs to either GND or V CC . Disable the drivers by taking S —H —D —N –low. The transmitter outputs areforced into a high-impedance state when S —H —D —N –is low.RS-232 ReceiversThe two receivers are identical, and accept both EIA/TIA-232E and EIA/TIA-562 input signals. The CMOS receiver outputs swing rail-to-rail. When EN is high, the receivers are active regardless of the state of S —H —D —N –. When EN is low, the receiver outputs are put into a high-impedance state. This allows two RS-232ports (or two ports of different types) to be wired-ORed at the UART.Operating ModesS —H —D —N –and EN determine the MAX218’s mode of opera-tion, as shown in Table 2.Table 2. Operating ModesShutdown When S —H —D —N –is low, the power supplies are disabled and the transmitters are put into a high-impedance state.Receiver operation is not affected by taking S —H —D —N –low.Power consumption is dramatically reduced in shutdown mode. Supply current is minimized when the receiver inputs are static in any of three states: floating (ground),GND, or V CC .__________Applications InformationOperation from Regulated/UnregulatedDual System Power Supplies The MAX218 is intended for use with three different power-supply sources: it can be powered directly from a battery, from a 3.0V or 3.3V power supply, or simulta-neously from both. Figure 1 shows the single-supply configuration. Figure 2 shows the circuit for operation from both a 3V supply and a raw battery supply—an ideal configuration where a regulated 3V supply is being derived from two cells. In this application, the MAX218’s logic levels remain appropriate for interface with 3V logic, yet most of the power for the MAX218 is drawn directly from the battery, without suffering the efficiency losses of the DC-DC converter. This pro-longs battery life.Bypass the input supplies with 0.1µF at V CC (C4) and at least 1µF at the inductor (C5). Increase C5 to 4.7µF if the power supply has no other bypass capacitor con-nected to it.Table 1. Suggested Component SuppliersMAX2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver_______________________________________________________________________________________7Low-Power OperationThe following suggestions will help you get maximum life out of your batteries.Shut the MAX218 down when it is not being used for transmission. The receivers can remain active when the MAX218 is shut down, to alert your system to exter-nal activity.Transmit at the highest practical data rate. Although this raises the supply current while transmission is in progress, the transmission will be over sooner. As long as the MAX218 is shut down as soon as each transmis-sion ends, this practice will save energy.Operate your whole system from the raw battery volt-age rather than suffer the losses of a regulator or DC-DC converter. If this is not possible, but your system is powered from two cells and employs a 3V DC-DC con-verter to generate the main logic supply, use the circuit of Figure 2. This circuit draws most of the MAX218’spower straight from the battery, but still provides logic-level compatibility with the 3V logic.Keep communications cables short to minimize capaci-tive loading. Lowering the capacitive loading on the transmitter outputs reduces the MAX218’s power con-sumption. Using short, low-capacitance cable also helps transmission at the highest data rates.Keep the S —H —D —N –pin low while power is being applied tothe MAX218, and take S —H —D —N –high only after V CC has risen above about 1.5V. This avoids active operation at very low voltages, where currents of up to 150mA can be drawn. This is especially important with systems pow-ered from rechargeable cells;if S —H —D —N –is high while the cells are being trickle charged from a deep discharge,the MAX218 could draw a significant amount of the charging current until the battery voltage rises above 1.5V.Pin Configuration ChangeThe Pin Configuration shows pin 2 as N.C. (no con-nect). Early samples had a bypass capacitor for the internal reference connected to pin 2, which was labeled REF. This bypass capacitor proved to be unnecessary and the connection has been omitted. Pin 2 may now be connected to ground, left open, or bypassed to GND with a capacitor.EIA/TIA-232E and_____________EIA/TIA-562 StandardsRS-232 circuits consume much of their power because the EIA/TIA-232E standard demands that the transmit-ters deliver at least 5V to receivers with impedances that can be as low as 3k Ω. For applications where power consumption is critical, the EIA/TIA-562 standard provides an alternative.EIA/TIA-562 transmitter output voltage levels need only reach ±3.7V, and because they have to drive the same 3k Ωreceiver loads, the total power consumption is con-siderably reduced. Since the EIA/TIA-232E and EIA/TIA-562 receiver input voltage thresholds are the same, interoperability between EIA/TIA-232E and EIA/TIA-562 devices is guaranteed. Maxim’s MAX560and MAX561 are EIA/TIA-562 transceivers that operate on a single supply from 3.0V to 3.6V, and the MAX562transceiver operates from 2.7V to 5.25V while produc-ing EIA/TIA-562 levels.Figure 2.Operating from Unregulated and Regulated SuppliesMaxim cannot assume responsibility for use of any circuitry other than circuitry entirely embodied in a Maxim product. No circuit patent licenses are implied. Maxim reserves the right to change the circuitry and specifications without notice at any time.8___________________Maxim Integrated Products, 120 San Gabriel Drive, Sunnyvale, CA 94086 (408) 737-7600©1995 Maxim Integrated ProductsPrinted USAis a registered trademark of Maxim Integrated Products.M A X 2181.8V to 4.25V-Powered,True RS-232 Dual Transceiver ___________________Chip TopographyTRANSISTOR COUNT: 571SUBSTRATE CONNECTED TO GNDC1+GND T1OUT SHDN ENT2OUTGND T1INLXV+R2IN R1OUTT2IN R2OUT0.101" (2.565mm)0.122" (3.099mm)R1IN C1-V-GNDVCC______3V-Powered EIA/TIA-232 and EIA/TIA-562 Transceivers from Maxim。
mcgsTpc触摸屏与施耐德TM218通讯说明

mcgsTpc 与施耐德TM218通讯说明
一、硬件连接
1、PLC通讯接口说明:
2、通讯电缆图:
二、PLC设置
1.配置端口:设置串口
通讯参
双击所选
双击串行线路—弹出右侧设置窗口---设置串口通讯参数
2.添加MODBUS协议。
①右击串口线路,选择添加设备:
②选择现场总线,PLC作从站,选择modbus串行端口下,modbus_manager
3.配置modbus_manager
双击串行线路下modbus_manager,设置传输模式、寻址、设备地址等信息。
二、TPC设置
①设备窗口:
添加“通用串口父设备”及“莫迪康ModbusRTU”驱动
②TPC串口参数设置:
双击“通用串口父设备”,在属性编辑窗口中编辑TPC串口参数。
③设备地址及解码方式设置:
双击“莫迪康ModbusRTU”,编辑ModbusRTU设备属性。
四、地址对照表
数据类型M218MCGS 读写类
型
解码顺
序
I1区X*8+Y+1只读
Q0区X*8+Y+1只读
MW X4区16位 X+1读写12 MD X4区32位 X*2+1读写3412。
M218控制器硬件介绍

认证
温度
运行 存储
相对湿度
等级
防护 污染
海拔
运行 存储 正弦振动
机械限制
震动
CE,UL,CSA,ACA,GOST
0℃~+55℃
-25℃~+70℃
5%~95% IP20 ≤2
0~2000m 0~3000m 5~150Hz/振幅3.5mm/1g 10周期/1倍频/分钟 15g/11ms;3次震动/方向/轴
第二章 技术参数-数字量输入特征
输入类型
电压
额定输入
输入范围
电流
剩电压
剩电流
输入逻辑
兼容性
隔离
状态1时电压
输入限值
状态1时电流 状态0时电压
状态0时电流
输入阻抗
响应时间
反弹滤波(可组态)
最大输入频率
端子类型
传感器连接电缆的长度
正常
改进
24VDC
0~28.8VDC
5mA
7mA
30VDC
30VDC
7mA
9mA
源型/漏型
2线制,不支持3线制传感器
光隔离
≥15V
≥2.5mA
≤5V
≤1.0mA
4.7KΩ
3ms
300ns
0-1.5-4或12ms
100HZ
2行可插拔螺钉端子
最长100m(屏蔽电缆)/最长50m(非屏蔽电缆)
第二章 技术参数-继电器输出特征
输出供电
额定电压 供电范围
额定电流值
电流/组(4通道)
灭 闪烁绿色/黄色
亮(绿色) 亮(黄色) 闪烁(绿色) 闪烁(黄色)
灭 闪烁(绿色)
串口1处于激活状态 串口2处于激活状态 无连接 上电检测,3次闪烁 100Mbps波特率连接 10Mbps波特率连接 100Mbps波特率运行 10Mbps波特率运行 物理连接断开,未获得IP地址 上电检测,3次闪烁
产品微课GSK218MC数控系统配斗笠式刀库的使用方法与维护
产品微课GSK218MC数控系统配斗笠式刀库的使用方法与维护四大主营GSK series CNC systemGSK系列数控系统铣床•GSK微课 | GSK25i数控系统软限位调整方法•GSK微课 | GSK988T系列数控系统软限位调整方法•GSK微课 | GSK980TDc数控机床液压卡盘内外卡设置方法•GSK微课 | GSK 988T系列数控机床液压卡盘内外卡设置方法•GSK微课 | 加工中心电池电压低、参考点丢失故障排除方法•GSK微课 | GSK 218MC数控系统各轴限位调整方法•GSK微课 | GSK 218MC数控系统通信调整方法•GSK微课 | 加工中心圆盘式刀库出现“乱刀”故障的诊断与故障排除•GSK微课 | 圆盘式刀库(机械手)卡刀故障及解决方法•GSK微课 | 直线电机编码器调零方法•GSK微课 | GSK218MC数控系统分度工作台调整方法•GSK微课 | GSK218MC数控系统主轴调整方法•GSK微课 | GSK 980TDi对刀视频教学•GSK微课 | 928TD-L配绝对值编码器电机限位与零点设置办法•GSK微课 | GSK 988T系列数控车床对刀方法视频教学•GSK微课 | GSK 218MC数控系统螺距补偿调试流程•GSK微课 | GSK 218MC数控系统偏置显示、修改与设置步骤•GSK微课 | GSK 218MC数控系统图形显示功能•GSK微课 | GSK 218MC数控系统位置页面显示的五种方式•GSK微课 | GSK 218MC数控系统总线伺服参数显示、修改与设置功能•GSK微课 | GSK 218MC数控系统刚性攻丝回退功能•GSK微课 | GSK 218MC数控系统系统电子齿轮比计算•GSK微课 | GSK 218MC数控系统手脉中断功能与手动干预功能•GSK微课 | GSK 218MC数控系统程序再启动功能•GSK微课 | GSK 218MC数控系统反向间隙补偿的设置•GSK微课 | GSK 218MC数控系统零点设置方法•GSK微课 | GSK 218MC数控系统配斗笠式刀库的使用方法与维护•GSK微课 | GSK 218MC数控系统配机械手刀库的使用方法与维护•GSK微课 | GSK 218MC数控系统数据的备份、还原与传输功能•GSK微课 | 绝对式编码器拆装及调零步骤•GSK微课 | GSK 218MC数控系统螺补显示、修改与设置方法•GSK微课 | 988TD侧面钻孔攻丝•GSK微课 | 988TD端面钻孔攻丝•GSK微课 | GSK 988TA数控系统CS轴轮廓控制功能调试方法•GSK微课 | 928 CNC M81~M84使用说明视频教程•GSK微课 | GSK 928 CNC 绝对值编码器限位和零点设置课程视频教程•GSK微课 | GSK 928 CNC 自动送料后台功能的使用办法视频教程•GSK微课 | GSK 988TA数控系统动力头功能调试方法•GSK微课 | GSK 988TA数控系统主轴功能调试方法•GSK微课 | GSK 928TD-L/928Ti自定义指令功能使用办法•GSK微课 | GSK 986CNC系统手脉功能视频教程•GSK微课 | GSK 988T数控机床精度-反向间隙补偿视频教程•GSK微课| GSK 986CNC机床配置及网络连接包括故障排除办法视频教程•GSK微课 | 用接近开关实现定向的安装调试方法•GSK微课 | GR伺服陷波器调试应用•技术浅析 | 数控系统中同步控制及自动对刀功能实现•产品推介 | GSK 25i四轴高速加工中心解决方案•产品推介 | 钰鸿V-8 立式加工中心 X GSK25iMb数控系•产品推介 | GSK 218MC系列多功能加工中心应用解决方案•产品推介 | GSK 980MDi钻铣床数控系统钻孔应用解决方案•产品推介 | GSK 988TA系列性能车削中心应用解决方案•产品推介 | 广州宏力M-L46P 排刀式电主轴数控车床X GSK 988TD数控系统•产品推介 | 宝鸡数控BG46-SY双主轴车铣复合中心X GSK 988TD数控系统•产品推介| 安阳AD-25/625全功能数控车床X GSK 988TD数控系统•产品推介 | GSK 986Gs数控系统六通道多工位磨削应用解决方案•产品推介 | GSK XJT系列永磁同步直线电动机•产品推介 | GSK 980TDi数控系统功能应用•产品应用 | 熔喷布模头(喷丝板)加工•新品推介 | GSK 25iMc系列加工中心数控系统•GSK 机床数控化改造•应用案例 | GSK 25i数控系统配套威佑精机卧式加工中心在阀门加工行业的应用•应用案例 | GSK 25i数控系统 X 深圳宝佳TECH-V6C咖啡杯外壳加工的应用•应用案例 | JD-50L高速精雕机 X GSK 25i数控系统•应用案例 | GSK 25i系列加工中心数控系统案例集合-01•应用案例 | GSK 25i系列加工中心数控系统案例集合-02•应用案例 | GSK 25i系列加工中心数控系统案例集合-03•应用案例 | GSK 25i系列加工中心数控系统案例集合-04•应用案例 | GSK 25i系列加工中心数控系统案例集合-05•应用案例 | GSK 25i系列加工中心数控系统案例集合-06•应用案例 | GSK 25i系列加工中心数控系统案例集合-07•应用案例 | GSK 25i系列加工中心数控系统案例集合-08•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-01•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-02•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-03•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-04••应用案例 | GSK 218MC铣床加工中心数控系统案例集合-05•应用案例 | GSK 218MC铣床加工中心数控系统案例集合-06•应用案例| GSK 25i数控系统在无锡某叶片公司汽轮机叶片生产线的应用•应用案例 | GSK 25i数控系统在江门某公司宝佳V6C加工中心产品零件试样加工•应用案例| GSK 25i数控系统用于山西某公司德玛吉DMU 50 eVolution五轴加工中心的大修升级改造•应用案例 | GSK 25i数控系统用于山西某公司台湾FTC-1320V立式加工中心的大修升级改造•应用案例| GSK 25i数控系统在广州某公司新诺VMC640LH上轴承支架零件加工•应用案例 | 云南VMC850C配GSK 25i数控系统在佛山某公司吹膜机膜头加工的应用•应用案例| 宝佳V6C立加配GSK 25i数控系统在中山某客户铝合金门锁零件加工的应用•应用案例 | 宝佳V6C机床配GSK 25iMb数控系统加工中心在佛山市燃气具行业壳体加工的应用•应用案例 | VMC850E机床配GSK 25i数控系统在零件加工中的应用•应用案例| GSK 25iMb数控系统在佛山某公司加工中心上泵体、端盖加工的应用•应用案例 | GSK 25iM数控系统在天津某公司磨削生产线的应用•应用案例| GSK 25iMb数控系统在中山某公司新诺VMC850L 机床上服装纽扣装•应用案例| GSK 25iMb数控系统在某陶瓷公司瓷砖生产线的应用•应用案例 | 宝鸡VMC850L配GSK 25iMb-H加工中心在东莞市某公司塑胶模具加•应用案例| GSK 25iMb数控系统在东莞某公司云南机床CY-VMC850C加工中心上阀门加工的应用•应用案例 | 宝佳V6c机床配GSK 25iMb-V数控系统加工中心在深圳市某公司自动化设备机械零配件加工的应用•应用案例 | GSK 25iM数控系统在广州某公司新诺 VMC640L机床上汽车空调压缩机零件加工的应用•应用案例 | 皖南VMC850L加工中心配GSK 25i/GH数控系统在开平某公司卫浴阀芯主体加工的应用•应用案例 | 广州宏力M-V85a立式加工中心 X GSK25iMb数控系统•应用案例 | 宏力M-V85a加工中心配GSK 25i数控系统在中山某客户机械部件加工的应用•应用案例| C-66数控车床配GSK 980TDi数控系统在揭阳某公司电线模具雕刻加工的应用•应用案例 | GSK 218数控系统用于佛山某加工厂普通铣床数控化专机改造•应用案例 | GSK 218MC数控系统在某机床厂公司花键轴铣床上的改造应用•应用案例 | GSK 218MC数控系统在温州某公司弧齿机床上的改造应用•应用案例 | GSK 218MC数控系统在异型螺杆铣床上的改造应用•应用案例 | GSK 218MC数控系统在齿条加工领域的应用•应用案例 | GSK 988TA数控系统、GSK 218Mc数控系统在吹瓶模具中的加工应用•应用案例 | GSK 988T数控系统、GSK 218MC数控系统在龙岩某公司刀杆加工的应用•应用案例 | GSK 218MC数控系统在河北某机床制造公司滚齿机上的应用•应用案例 | GSK 218MC-V数控系统在安徽某公司工具磨床上的改造应用•应用案例 | GSK 218MC-V数控系统在浙江某机床厂钻攻中心的应用•应用案例 | GSK 218MC-V数控系统在云南某机床厂全闭环双工位卧式加工中心的应用•应用案例| 宝鸡VMC850B加工中心配GSK 218MC-H在深圳某客户圆球加工的应用•应用案例 | GSK 218MC-H数控系统在大连某公司麻花钻专机上的应用•应用案例 | 宝鸡VMC850L机床配GSK218MC-H数控系统在湖北随州某公司环保机车配件加工的应用•应用案例 | 宝鸡VMC850L加工中心配GSK 218MC-H数控系统在锥面加工的应用•应用案例 | 宝鸡VMC850L机床配GSK 218MC数控系统在广州某公司锻钢加工的应用•应用案例| GSK 980MDc数控系统在江西某鑫龙机械厂木工机上的应用•应用案例 | GSK 990MC数控系统在阳江某公司磨刀机床上的改造应用•应用案例 | GSK 980MDi数控系统在河北某公司石墨加工的应用车床•应用案例 | GSK 988TA数控车床系统案例集合-01•应用案例 | GSK 988TA数控车床系统案例集合-02•应用案例 | GSK 980TDc数控车床系统案例集合-01•应用案例 | GSK 980TDc数控车床系统案例集合-02•应用案例 | GSK 988TD数控车床系统案例集合-01•应用案例 | GSK 988TD数控车床系统案例集合-02•应用案例 | GSK 980TDi数控车床系统案例集合-01•应用案例 | GSK 980TDi数控车床系统案例集合-02•应用案例 | GSK 980TDi数控车床系统案例集合-03•应用案例| GSK 988TD双通道系统在广州某公司车削中心上的加工应用•应用案例| GSK 988TD系统在山东威海某公司双通道车铣复合卧式加工中心机床上的应用•应用案例| GSK 988TD系统在江苏扬州某公司双通道车削中心机床上的加工应用•应用案例 | GSK988TD数控系统应用于车床加工铝合金和不锈钢的断屑功能•应用案例 | 宝鸡BG36数控车床配GSK 988TD数控系统在中山某公司破壁机机头加工的应用•应用案例| GSK 988TD系统在四轴联动车铣复合机床上凸轮槽加工应用•应用案例| GSK 988TD双通道数控系统在顺德某机械厂钻孔机上的应用•应用案例 | GSK 980TC3数控系统在浙江某机床厂适配桁架的应用•应用案例 | GSK 980TC3数控系统在重庆某机床厂数控机床上的精磨应用•应用案例 | GSK 988TA数控系统多边形加工应用•应用案例 | GSK988TA数控系统在沈阳 SH36数控车床上音响配件加工的应用•应用案例 | GSK 988TA数控系统、GSK 218Mc数控系统在吹瓶模具中的加工应用•应用案例 | 沈阳HTC3650车床配GSK 988TA数控系统在广东某客户圆弧槽加工的应用•应用案例| 沈阳V6i立车配GSK 988TA数控系统在佛山某客户铸铁轮加工的应用•应用案例 | 沈阳HTC3650车床配GSK 988TA数控系统在东莞市某公司叶轮加工的应用•应用案例 | 沈阳机床HTC16-6配GSK 988TA系统数控车床在佛山某公司电机转子外壳加工的应用•应用案例 | GSK 988T数控系统用于山西某公司德玛吉CTX-twin 车削加工中心大修升级改造•应用案例 | GSK 988T数控系统用于山西某公司哈挺T42车削中心的大修升级改造•应用案例 | 宝鸡机床BG46配GSK 988T数控系统排刀数车床在佛山某公司橡胶密•应用案例 | 宝鸡机床HK80B/2000机型配GSK988T数控系统在江门某机械公司电机外壳加工的应用•应用案例| 沈阳CHK52、宝鸡CK50S数控车床配GSK988T数控系统在广东东莞某公司电机轴加工的应用•应用案例 | GSK 980TDi数控系统在珠海某公司车床上长轴滚花加工的应用•应用案例| GSK980TDi数控系统用于佛山某公司普通车床的数控化改造•应用案例| GSK 980TDi数控系统在沈阳CAK5085车床上车蜗杆的应用•应用案例| GSK980TDi数控系统用于佛山某公司C6180*1500普通车床的数控化•应用案例| GSK 980TDi数控系统用于广州某公司购买新机CK46P的功能配置加装•应用案例| 大连6180X1500普通车床加配GSK980TDi数控系统在佛山某公司轮毂模具雕刻加工的应用•应用案例 | GSK980TDi数控系统用于佛山某公司CY6140-1500普通车床的数控化改造•应用案例 | GSK 980TDi摩擦补偿功能应用案例•应用案例 | GSK 980TDc数控系统在浙江某公司刹车片加工的应用•应用案例 | GSK 980TDc数控系统在东莞某公司旋压机上的应用•应用案例 | GSK 980TDc数控系统在重庆某公司滚齿机上的应用•应用案例| 宝鸡SK50S配GSK 980TDC数控系统及威达VMC640配GSK 25i数控系统在东莞某公司注塑机螺杆头加工•应用案例| 宝鸡SK50S/2000配GSK 980TDC数控系统在深圳某公司太阳能滚筒加工的应用•应用案例| GSK 928TD-L数控系统在数控车床上加工多边形的应用•应用案例 | GSK 928TD-L数控系统在浙江嘉兴某轴承厂大导程8字油槽加工的应用•应用案例 | 金汤C6150双山轨平床车配GSK 980TDb数控系统在广州某公司泵体螺纹加工的应用•应用案例 | GSK 988TB系统对同向平行双螺杆加工的应用•应用案例| GSK 988TB系统在G-210MC车铣复合机床上铣削偏心轴扁位加工应用•应用案例 | GSK 988TR数控系统在安徽某马鞍山德善科技有限公司桁架上的应用磨削/齿轮加工•应用案例 | GSK 986G/GS磨床数控系统案例集合-01•应用案例 | GSK 986G/GS磨床数控系统案例集合-02•应用案例 | GSK 986G/GS磨床数控系统案例集合-03•应用案例 | GSK 986Gs数控系统在某曲轴公司生产线的应用•应用案例 | GSK 986G数控系统应用于东莞某公司螺杆加工普通磨床数控化改造•应用案例 | GSK 986数控系统在浙江某公司端面磨削的应用•应用案例| GSK986磨床数控系统用于东莞某加工厂外圆磨床数控化专机改造•应用案例 | GSK 986系统在东莞某公司螺杆磨削应用•应用案例 | GSK 986系统在四川某公司高速凸轮磨削应用•应用案例 | GSK 986系统在四川某公司高速凸轮磨削应用•应用案例 | GSK 986系统在东莞某公司螺杆磨削应用•应用案例 | GSK 986数控系统在浙江某公司偏心圆磨削的应用•应用案例 | GSK 25iM数控系统在天津某公司磨削生产线的应用•应用案例| GSK 25iG系统在重庆某机床厂齿轮加工机床上的应用GSK series Industrial RobotGSK系列工业机器人上下料•新品推介 | GSK焊接单元•应用案例 | 龙门移动式机器人上下料工作站•应用案例 | GSK RB08 搬运机器人案例集合-01•应用案例 | GSK RB08 搬运机器人案例集合-02•应用案例 | GSK RB08 搬运机器人案例集合-03•应用案例 | GSK RB08 搬运机器人案例集合-04•应用案例 | GSK RB08 搬运机器人案例集合-05•应用案例 | GSK RB08 搬运机器人案例集合-06•应用案例 | GSK RB08 搬运机器人案例集合-07•应用案例 | GSK RB08 搬运机器人案例集合-08•应用案例 | GSK RB15L搬运机器人案例集合-01•应用案例 | GSK RB15L搬运机器人案例集合-02•应用案例 | GSK RB20 搬运机器人案例集合-01•应用案例 | GSK RB20 搬运机器人案例集合-02•应用案例 | GSK RB20 搬运机器人案例集合-03•应用案例 | GSK RB20 搬运机器人案例集合-04•应用案例 | GSK RB20 搬运机器人案例集合-05•应用案例 | GSK RB50 搬运机器人案例集合-01•应用案例 | GSK RB50 搬运机器人案例集合-02•应用案例 | GSK RSP600 水平机器人案例集合-01•应用案例 | GSK RMD系列工业机器人案例集合-01•应用案例 | GSK RMD系列工业机器人案例集合-02•应用案例 | GSK RMD系列工业机器人案例集合-03•应用案例 | GSK RMD系列工业机器人案例集合-04•应用案例 | GSK RMD系列工业机器人案例集合-05•应用案例 | GSK RB08A3 搬运机器人案例集合-01•应用案例 | GSK RB03机器人在广州某电子公司装配自动化生产线应用•应用案例 | GSK RB06L机器人应用于东莞某公司注塑取件•应用案例 | GSK RB08机器人在清远某公司注塑自动化生产的应用•应用案例 | GSK RB08机器人应用于中山某公司的塑料扣件自动压装•应用案例 | GSK RB08机器人应用于深圳某公司漏斗产品注塑件自动下料装配•应用案例 | GSK RB08机器人应用于金利某公司激光焊接上下料•应用案例 | GSK RB08机器人在某家电公司实现水壶外壳自动生产线上下料应用•应用案例 | GSK RB08机器人精密管接头自动加工的应用•应用案例 | GSK RB08机器人应用于佛山某公司热水壶冲压连线•应用案例 | GSK RB08机器人应用于湖北某公司淬火机上下料•应用案例 | GSK RB08机器人应用于广州某公司阀体上下料•应用案例 | GSK RB08机器人应用于深圳某公司手柄盖嵌件上下料•应用案例 | GSK RB08机器人应用于清远某公司组装线上下料应用•应用案例 | GSK RB08机器人应用于清远某公司拉深下料应用•应用案例 | GSK RB08A3搬运机器人在深圳某公司保温壶真空套外层上下料应用•应用案例 | GSK RB08A3机器人应用于马来西亚某公司钢管折弯上下料应用•应用案例 | GSK RB15L机器人应用于南昌某公司铝管自动化上下料•应用案例 | GSK RB15L机器人应用于摩托车发动机箱体自动生产线•应用案例 | GSK RB15L机器人在深圳某家电公司配合数控铣床实现压铸件自动生产应用•应用案例 | GSK RB15L机器人应用于广东某公司幕墙材料上下料•应用案例 | GSK RB20机器人在广州某玻璃制造公司灯管制造产线应用•应用案例 | GSK RB20佛山某公司压铸下料应用•应用案例 | GSK RB20机器人在惠州某公司自行车轮毂零件上下料加工的应用•应用案例 | GSK RB20珠海某公司滚边上下料应用•应用案例 | GSK RB20机器人应用于广州某公司数控上下料•应用案例 | GSK RB20机器人应用于东莞某公司瓷砖上料搬运•应用案例 | GSK RB50机器人在广东某公司自动沾浆浮砂应用•应用案例 | GSK RB50机器人在莱州某公司机床加工自动化生产应用•应用案例 | GSK RB50机器人应用于深圳某公司托盘专机上下料•应用案例 | GSK RB50机器人在西安某公司自动换刀项目的应用•应用案例 | GSK RMD08搬运机器人在深圳某家电公司真空内容器上下料应用•应用案例 | GSK RMD20机器人在某家电公司实现水壶装饰板自动生产线上下料应用•应用案例| GSK RMD300机器人应用于佛山某公司电镀钢板上下料应用•应用案例 | GSK RSP600B15水平机器人应用于湖北某公司木板搬运应用焊接•应用案例 | GSK RH06焊接机器人在柳州某公司车厢焊接应用•应用案例 | GSK RH06机器人在安徽某环保公司铝模焊接应用•应用案例 | GSK RH06机器人在新加坡某公司机器焊接应用•应用案例 | GSK RH06焊接机器人在广州某公司焊接加工的应用•应用案例 | GSK RB08机器人应用于金利某公司激光焊接上下料•应用案例 | GSK RB08A3机器人在深圳某公司大方通焊接的应用•应用案例 | GSK RB20机器人在浙江某环保科技有限公司支撑件焊接中的应用冲压•应用案例 | GSK RMD08机器人在深圳某公司冲压内容器自动生产应用•应用案例 | GSK RMD08机器人应用于清远某公司完成热水壶壳体冲压•应用案例 | GSK RMD08机器人应用于清远某公司1185左右面板自动冲压产线•应用案例 | 广数 RMD08四轴机器人在佛山某公司金属冲压生产线的应用•应用案例 | GSK RMD08应用于浙江某公司不锈钢杯体冲压应用•应用案例 | GSK RMD08机器人应用于花都某公司汽车空调零件冲压应用•应用案例 | GSK RMD08机器人在江门台山某公司酒吧杯冲压生产线的应用•应用案例 | GSK RMD20机器人在广州某公司冲压、激光切割自动上下料生产应用•应用案例 | GSK RB20机器人在山东某公司长条料冲压上下料产线应用•应用案例| GSK RB08机器人在广州某家电公司冲压自动化生产线应用•应用案例 | GSK RB08、RB20搬运机器人应用于某公司自动冲压产线•应用案例 | GSK RB15L应用于广东某公司空气弹簧冲压连线码垛•应用案例 | GSK RMD08 机器人在深圳某五金公司剪板自动堆垛应用•应用案例 | GSK RMD50机器人应用于清远某公司多种产品的分向码垛•应用案例 | GSK RMD50机器人在某公司整箱蛋卷自动码垛应用•应用案例 | GSK RMD50 机器人在广州某公司保温壶真空套码垛应用•应用案例| GSK RMD120机器人应用于珠海某公司砂轮码垛应用•应用案例| GSK RMD120机器人在南海某新材料公司泥棒码垛项目的应用•应用案例 | GSK RMD120机器人在某公司瓷砖自动码垛应用•应用案例| GSK RMD120机器人在东莞某公司双烤箱产线码垛应用•应用案例 | GSK RB165重庆某公司大型件搬运应用•应用案例| GSK RMD200机器人应用于江门某公司完成米袋码垛•应用案例 | GSK RB210机器人佛山搪瓷上下料打磨/雕刻•应用案例 | GSK RB08机器人在某公司汽车零配件去毛刺应用•应用案例 | GSK RB08机器人某公司散热器打磨的应用•应用案例 | GSK RB08东莞某公司不锈钢板件去毛刺应用•应用案例 | GSK RB08东莞某公司不锈钢盖打磨抛光应用•应用案例 | GSK RB08东莞某公司不锈钢盖打磨抛光应用•应用案例 | GSK RB08机器人应用于中山某公司不锈钢厨具喷砂抛光应用•应用案例 | GSK RB50机器人沙滤机打磨的应用•应用案例 | GSK RB20机器人在通信行业中的铝压铸滤波器打磨去毛刺应用•应用案例 | GSK RB20 武汉某汽车缸体自动打磨应用•应用案例 | GSK RB20佛山某公司医疗器械零部件打磨抛光应用•应用案例 | GSK RB20机器人应用于广州某公司泡沫雕刻•应用案例 | GSK RB20东莞某公司印刷钢板打磨抛光应用喷涂/其它•应用案例 | GSK RB08机器人应用于约旦某公司牛仔裤喷涂•应用案例 | GSK RB08机器人在湖北某公司制动盘自动喷涂生产线应用•应用案例 | GSK RB08机器人应用于中山某公司电子壳体喷涂应用•应用案例 | GSK RB08A3机器人在柳州某公司汽车配件自动化喷涂应用•应用案例 | GSK RB15L机器人应用于广州某公司喷粉•应用案例 | GSK RB20机器人应用于澳大利亚某公司壳体内表面金属喷粉应用•应用案例 | GSK RB08应用于花都某公司头盔面罩等离子清洗应用•应用案例 | GSK RSP600A15水平机器人应用于天津某公司玻璃支架涂胶应用•应用案例 | GSK RB50机器人应用于株洲某公司沙模粘浆淋沙应用。
基于GSK218MC数控系统的雕铣机床控制_罗敏

( 编辑 孙德茂)
( 收稿日期: 2013 - 12 - 03)
文章编号: 140441 如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
· 139 ·
2 Gr8 15 1 /1 表示电子齿轮比 1: 1
3 Gr9 05
通用输入信号 CONT1 定 义为“使能” 02
信号
4 GrA 07
通用输出信号 OUT8 定义 为“电机励 08
磁 ON”信号
5 GrC 04
00 编码器脉冲分频输出选择电机编码器
6 GrC 05 1 /1 编码器脉冲分频输出的分频比 1: 1
意义 伺服主回路采用三相 AC 电源 电机编码器类型为增量式 编码器为省接线增量编码器 电机编码器 1 转 2 500 个脉冲 伺服驱动器选择位置控制模式 位置控制为半闭环方式 使用外置再生电阻
· 138 ·
表 2 三洋伺服驱动器一般参数设定
序号 参数组 参数号 设定值
意义
1 Gr8 11
02 位置指令采用“脉冲串 + 方向”方式
4 主轴驱动的连接及设定
主轴驱动使用 10 V 模 拟 量 接 口,其 连 接 如 图 6 所示。
( 1) 数控系统侧主轴参数整定 P246 = 12 000: 主轴 1 档最高转速。当系统指令 S12 000 时,XS23 主轴控制接口输出 10 V 模拟电压。 P286 = 1: 主轴侧齿轮齿数( 1 档齿轮) 。 P290 = 1: 位置编码器侧齿轮齿数( 1 档齿轮) 。 ( 2) 台达变频器参数整定 P00 = 01: 主频率输入由模拟信号 0 ~ 10 V 输入 ( AVI) 。 P01 = 01: 01: 运 转 指 令 由 外 部 端 子 控 制,键 盘 STOP 键有效。 P03 = 400: 最高操作频率 400 Hz。与 10 V 模拟电 压对应。
FC18S2 介绍配置与调试

FC18S2系统介绍配置与调试© Siemens 2023 | SI BP APAC Training Academy1.© Siemens 2023 | SI BP APAC Training Academy系统图© Siemens 2023 | SI BP APAC Training Academy2.© Siemens 2023 | SI BP APAC Training Academy控制器专有路由器WIFIInternet•升级•升级板卡固件•上传日志专有云Internet192.168.251.100192.168.251.1远端调试电脑远端调试电脑Internet© Siemens 2023 | SI BP APAC Training Academy安全认证主机机器列表SN号SN号机器列表1.2.安全入网请求安全入网批准© Siemens 2023 | SI BP APAC Training Academy3.•控制器分类•控制器硬件功能结构© Siemens 2023 | SI BP APAC Training Academy•控制器容量:•回路卡数量:•回路数量:•回路最大设备数量:252•联动通道数量:•最大层显数量:•最大组数:•最大联动关系数:10,000•最大历史记录数:120,000•控制器容量:•最大回路卡数量:•最大回路数量:•回路最大设备数量:•最大扩展联动盘数量:•最大联动通道数量:•最大总线盘数量:•最大层显数量:•最大组数:•最大联动关系数:•最大历史记录数:FC18S2FC18S2RFC726SFC726S-GQ•回路卡数量:•回路数量:•回路最大设备数量:252•联动通道数量:•最大层显数量:32•最大组数:•最大联动关系数:10,000•最大历史记录数:120,000•控制器容量:•最大回路卡数量:•最大回路数量:•回路最大设备数量:•最大扩展联动盘数量:•最大联动通道数量:•最大总线盘数量:•最大层显数量:•最大组数:•最大联动关系数:•最大历史记录数:© Siemens 2023 | SI BP APAC Training Academy10名称序号联动盘电路板1打印机2主机3回路卡4RS485扩展板5主板接口板6回路卡接口板7电源滤波板8电源9电池10© Siemens 2023 | SI BP APAC Training Academy名称序号S33,复位键1X35,X36,配置口2X20,CPU板3S34,主板地址拨码开关4Y9,主板芯片电池5X21,层显终端跳线端6X19,控制器联网终端跳线端7X8,接6路联动盘电路板8X20,接蜂鸣器9X61,接打印机电源口10X7,接打印机数据口11X4,接主板接口板(对外接口)12X1,接RS485扩展板13X10,接总线盘(柜机)14X6,接主板接口板(回路卡)15X5,接扩展联动盘16X3,主板电源输入17X30,电源监控18© Siemens 2023 | SI BP APAC Training Academy67名称序号IN-GND-OUT/1-6,6路联动盘通道1NAC+/-,接火灾声光警报器2FTH1/FTL1,接火灾显示盘3IO1+/-_IO2+/-,可编程输入输出4A1+/-_ B1+/-_ A2+/-_ B2+/-_,回路接线端5RS485 1-A/B_2-A/B,接FEC或FMS6FCL1_FCH1_FCL2_FCH2,控制器FCNet联网7© Siemens 2023 | SI BP APAC Training Academy名称序号接主板接口板1接主板2© Siemens 2023 | SI BP APAC Training Academy序号名称回路1地址拨码开关1回路1复位按键2回路2地址拨码开关3回路2复位按键4© Siemens 2023 | SI BP APAC Training Academy序号名称RS485 3-A/B_4-A/B _5-A/B,1接FEC或FMS© Siemens 2023 | SI BP APAC Training Academy序号名称RS485扩展板1主板接口板2联动盘接口板3回路卡接口板4扩展联动盘接口板5© Siemens 2023 | SI BP APAC Training Academy序号名称NAC+/-,接火灾声光警报器1FTH1/FTL1,接火灾显示盘2IO1+/-_IO2+/-,可编程输入输出3RS485 1-A/B_2-A/B,接FEC或FMS4FCL1_FCH1_FCL2_FCH2,控制器FCNet联网545© Siemens 2023 | SI BP APAC Training Academy序号名称IN-GND-OUT/1-6,6路联动盘通道1© Siemens 2023 | SI BP APAC Training Academy序号名称RS485 3-A/B_4-A/B _5-A/B,1接FEC或FMS© Siemens 2023 | SI BP APAC Training Academy回路卡接口卡FCA-INT01© Siemens 2023 | SI BP APAC Training Academy名称序号联动盘地址拨码1X300的1,2端,终端跳线212© Siemens 2023 | SI BP APAC Training Academy14名称序号RS485总线接口1总线盘地址拨码2终端跳线端-X400(1,2端) 324V电源接口423© Siemens 2023 | SI BP APAC Training Academy4.•18系列设备功能介绍•720系列设备功能介绍© Siemens 2023 | SI BP APAC Training Academy© Siemens 2023 | SI BP APAC Training Academy点型光电感烟火灾探测器FDO183S 1点型感温火灾探测器FDT181S 2手动火灾报警按钮FDM183S 3消火栓按钮FDHM183S 4输入模块FDCI181S 5输入/输出模块FDCIO181S 6隔离模块FDCL181S 7火灾声光警报器FDS183S 8火灾声光警报器FDS183C 9点型光电感烟火灾探测器FDO18310点型光电感烟火灾探测器FDO183H 11点型感温火灾探测器FDT18112点型感温火灾探测器JTW-A2F-FDT181C(A2)13点型光电感烟火灾探测器JTY -GF-FDO181C 14手动火灾报警按钮FDM18315消火栓按钮FDHM18316输入模块FDCI181-117输入/输出模块FDCIO181-118隔离模块FDCL18119火灾显示盘FT181020中继模块FDCI18321声音报警器底座FDSB18322探测器底座FDB183232425点型光电感烟火灾探测器1OP722-CN2点型感温火灾探测器HI720-CN3OH720-CN手动火灾报警按钮FDM230-CN4消火栓按钮5FDM230-CN消火栓按钮6FDCI221-CN输入模块FDCI223-CN7中继模块8FDCIO221-CN输入/输出模块9FDCL221-CN隔离模块FDS72210火灾声光警报器11FDS183C火灾声光警报器JTW-A2F-FDT181C(A2)12点型感温火灾探测器JTY-GF-FDO181C13点型光电感烟火灾探测器14FDA221-CN吸气式感烟火灾探测器15FDA241-CN吸气式感烟火灾探测器FDA261-CN16吸气式感烟火灾探测器17FDA262-CN吸气式感烟火灾探测器18FDL241-9-CN线型光束感烟火灾探测器FDL241-9-CN(PH)19线型光束感烟火灾探测器(防腐)20FDF241-CN点型红外火焰探测器21FT1810火灾显示盘22DBS722-CN声音报警器底座23探测器底座DB721-CN2© Siemens 2023 | SI BP APAC Training Academy5.•地址编码•拓扑结构要求•接线安装要求© Siemens 2023 | SI BP APAC Training Academy© Siemens 2023 | SI BP APAC Training Academy© Siemens 2023 | SI BP APAC Training Academy© Siemens 2023 | SI BP APAC Training Academy© Siemens 2023 | SI BP APAC Training Academy6.•板卡安装© Siemens 2023 | SI BP APAC Training Academy名称序号回路卡固定导轨1回路卡固定支架2回路卡3回路卡上的固定凹槽4回路卡固定导轨上的卡扣5安装步骤:1)用两颗螺钉将回路卡固定导轨()按图1所示安装在回路卡固定支架(2)上。
鲍默电气 FS218计数器说明书

Preset counters electromechanict o m o d i i c a t i o n i n t e c h n i c a n d d e s i g n . E r r o r s a n d o m i s s i o n s e x c e p t e d .FS218 - Front panel with screw mount Features–Large pulse counter with one preset –Subtracting –Display 5-digits–Manual and electric resetTechnical data - electrical ratings Voltage supply24/110 VAC ±10 % (50/60 Hz) 230 VAC +6/-10 % (50/60 Hz) 24 VDC ±10 %Ripple residue <48 %Nominal frequency 50 / 60 Hz Pulse ratio 1:1Service life100 million impulsesElectric reset operations: Approx. 1 million Preset 1 presetOutput contact Change-over contact by micro-switch, one-pole Switching voltage 230 VAC / VDC Switching current 2 A (VAC) 1 A (VDC)Switching capacity 100 VA / 30 WLimit switch service life 1 million switching cycles Spark extinguisher Recommended for inductive loadStandardDIN EN 61010-1Protection class IIOvervoltage category II Pollution degree 2Emitted interference DIN EN 61000-6-3Interference immunityDIN EN 61000-6-2FS218, FS219Technical data - mechanical design DisplayWhite numbers on black Number of digits 5 digits Digit height 8 mmCount mode1 impulse = 1 count Step-by-step switching Subtracting in2 half steps Measuring range 99 999Ambient temperature -5...+50 °C Storing temperature -20...+70 °CRelative humidity 80 % non-condensing Protection DIN EN 60529IP 41Housing type Built-in housingConnection Plug-in terminal connector, 10-pinMountingFront panel with 4 screwsDimensions W x H x L 144 x 72 x 129 mm Cutout dimensions 113 x 61 mm (+0.5)Installation depth 129 mmMaterial Housing: Hostaform POM, blackFS218ResetManual by button to preset Weight approx.650 gFS219ResetManual by button and electric reset to preset Weight approx.850 g1 preset, subtractingDisplay 5 digits, manual/electric resetPreset counters electromechanict o m o d i i c a t i o n i n t e c h n i c a n d d e s i g n . E r r o r s a n d o m i s s i o n s e x c e p t e d .FS218, FS2191 preset, subtractingDisplay 5 digits, manual/electric resetConnection diagram Count Voltage DC Voltage AC Power4 W5 VAMin. pulse duration 50 ms 50 ms Min. pulse interval 50 ms 50 ms Switch on time (at 25 °C) 100 % 100 %Electr. reset Voltage DC Voltage AC Power30 W 42 VAMin. pulse duration 300 ms 300 ms Min. pulse interval 9x pulse duration 9x pulse duration Switch on time (at 25 °C) 10 % 10 % max. 1 min max. 1 minTrigger level Accessories Front panels Z 100.04AFront panel with transparent protective cover, for socket box 114 x 61 mmPreset counters electromechanict o m o d i i c a t i o n i n t e c h n i c a n d d e s i g n . E r r o r s a n d o m i s s i o n s e x c e p t e d .FS218, FS2191 preset, subtractingDisplay 5 digits, manual/electric resetPart number FS218.550BBDisplayB 5 digits 99999Voltage A324 VDC B524 VAC B8110 VAC B9230 VACReset550B With reset button FS219.550BBDisplayB 5 digits 99999Voltage A324 VDC B524 VAC B8110 VAC B9230 VACReset550B With button reset and electrical resetDimensionsWith reset button With button reset and electrical resetPreset counters electromechanicSubject to modiication in technic and design. Errors and omissions excepted.FS218, FS219 1 preset, subtracting Display 5 digits, manual/electric reset。
ADC218打印操作说明书

前言
感谢您购买本机。 bizhub C210 配有一体式打印机控制器,使您能够从 Windows 兼容计算机或 Macintosh 计算机直接进行打印。 本使用说明书说明了打印机控制器的打印功能、使用说明以及确保正确操作的安全注意事项。为了确保本产 品完全发挥功能并有效地使用,请根据需要阅读本使用说明书。 为了确保安全、正确地使用本产品,请务必阅读附带的快速指南 [复印/打印/传真/扫描操作]。 有关商标和版权的说明,请参见 [商标/版权所有]。 本使用说明书中显示的插图可能与实际机器并不一致。
网络连接 ...................................................................................................................................................................1-7 本地连接 ...................................................................................................................................................................1-7
1 打印机功能概述
1.1 1.1.1 1.1.2 1.1.3 1.2 1.2.1
广州数控设备 GSK218M 数控系统 编程及说明书

第二章 零件程序的构成·································································································· 10
克莱鹏charon218主机实用说明书
克莱鹏charon218主机实用说明书克莱鹏卡隆charon 详细说明书详细规格01功率: 1-218W电压: 6.8-8.4V温控支持: Ni200(镍)/Ti (钛) / NC(镍铬合金)/SS(不锈钢)适配雾化器电阻功率/电压模式: 0.1-5.0ohm(0.5ohm最佳推荐)温控Ni200(镍): 0.1-2ohm(0.2ohm最佳推荐)温控Ti(钛): 0.1-2hm (0.5ohm最佳推荐)温控SS(不锈钢): 0.1-2ohm (0.5ohm最佳推荐)温控NC(镍铬合金): 0.1-2ohm(0.5ohm最佳推荐)TCR: 0.1-2ohm(0.5ohm最佳推荐)温控范围: 200-600℉(100-300℃)工艺材质:锌合金+皮革尺寸:53*25*91mm转换率: 95%按键功能02开/关:连续按开关键5次进行开机或关机。
在温控模式下连接雾化器,按开关键将提示选择新/旧雾化器,新雾化器按右键(NEW COIL+)确定;旧雾化器按左键(SAME COIL-)确定。
如何选择模式① 连续按开关键3次进入菜单界面。
② 按左键(-)或者右键(+)进行选择VW(功率)/Ni(镍)/Ti(钛)/SS(不锈钢)/NC(镍铬合金)温控/TCR/DTC/DVW.③ 按开关键确认所选模式。
功率模式(VW)① 开关键+ 右键(+) : 进行左右手模式切换。
② 左键(-)+右键(+):锁定/解锁功率温控模式(Ni/Ti/SS/NC)03① 左键(-)+右键(+):锁定/解锁功率② 开关键+右键(+):进入手动调节界面,按左右键进行调节功率③℉/℃: 如果温度高于600℉ 或者低于200℉,切换到摄氏温度100℃ - 300℃。
④锁定/解锁阻值:同时按开关键+左键(-)+右键(+)。
TCR模式① 左键(-)+右键(+):锁定/解锁功率② 开关键+右键(+):进入手动调节界面,按左右键进行调节功率。
③开关键+左键(-): 进入温度系数调节界面(TCR SETTING),按左右键进行调节温度系数。
GSK218MC系列第二版自动对刀说明书
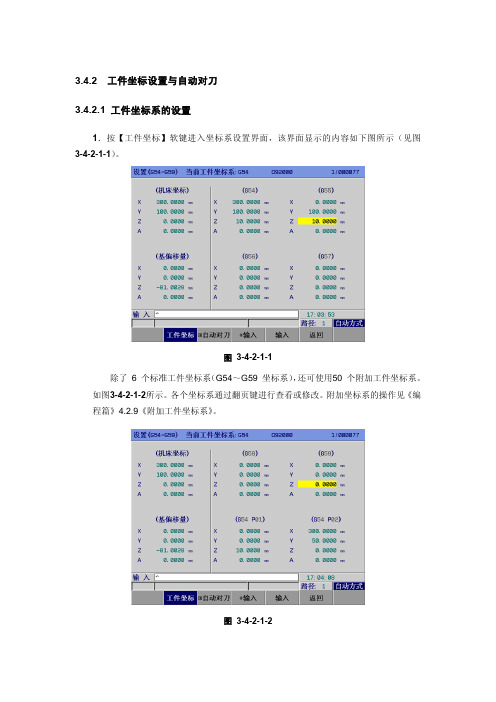
3.4.2 工件坐标设置与自动对刀3.4.2.1 工件坐标系的设置1.按【工件坐标】软键进入坐标系设置界面,该界面显示的内容如下图所示(见图3-4-2-1-1)。
图 3-4-2-1-1除了 6 个标准工件坐标系(G54~G59 坐标系),还可使用50 个附加工件坐标系。
如图3-4-2-1-2所示。
各个坐标系通过翻页键进行查看或修改。
附加坐标系的操作见《编程篇》4.2.9《附加工件坐标系》。
图 3-4-2-1-22.坐标输入有两种方法:1)在任何方式下进入该界面后,移动光标,使它移到需变更的坐标系上,按需设定值的轴名,确认,则把当前机床坐标系的值设为G坐标系的原点,如:按“X”再按键或按”X0”再按键。
系统会自动输入该点的X轴机床坐标;另外,如:输入X10(X-10)再按,代表X机床坐标值+10(-10)。
2)在任何方式下进入该界面后,移动光标,使它移到需变更的坐标系轴上,直接输入工件坐标系原点的机床坐标值,按确认。
3.坐标系搜索的方法:1)在任何方式下,输入坐标系后按键定位。
如:输入”G56”。
2)在任何方式下,输入如:”P6”或”P06”,按键,光标将定位于附加工件坐标系”G54 P06”。
3.4.2.2 自动对刀按【自动对刀】软键进入自动对刀页面,该界面显示的内容如下图所示(见图3-4-2-2-1)。
图 3-4-2-2-1一. 对刀功能介绍:对刀功能包括两个部分:自动刀长测量和Z轴工件原点设定。
A. 自动刀长测量:自动刀长测量是通过安装在工作台上的对刀仪来对不同刀具进行长度测量,并将各刀具与基准刀的长度差值设定到基准偏移或刀偏中,以此保证在运行同一程序时,即使用不同长度的刀具也能正确的进行加工。
基本原理,如下图3-4-2-2-2所示:基准刀:上电后初次进行刀具长度测量,此刀具被定义为基准刀。
基准刀一般为固定的刀具,此刀具不进行切削加工;基准刀也可为用户自定义的刀具。
基准刀长L b:基准刀从机床原点到对刀仪的位移。
M 用户参考手册
M218系统用户手册章节目录第一章 M218系统架构1.1 应用案例1.2 系统架构图1.3 元器件清单第二章 M218控制器经Modbus与HMI的通讯2.1 概述2.2 串行通讯硬件接线图2.3 与HMI通过映射地址的方式通讯2.4 与HMI通过符号表的方式共享变量第三章 M218控制器以太网通讯3.1 概述3.2 内置以太网口硬件接线图3.3 以太网通讯组态步骤3.4 以太网通讯程序实例第四章 通过Modbus通讯控制ATV3034.1 概述4.2 硬件接线图4.3 变频器ATV303通讯参数设置4.4 Modbus通讯组态步骤4.5 通讯程序实例第五章 通过模拟量方式控制ATV3035.1 概述5.2 硬件接线图5.3 变频器ATV303控制方式设置5.4 SoMachine软件中模拟量组态步骤5.5 通讯程序实例第六章 PTO方式控制Lexium23C6.1 概述6.2 硬件接线图6.3 Lexium23C通讯参数设置6.4 SoMachine软件中PTO组态步骤6.5 通讯程序实例第七章 M218控制器HSC7.1 概述7.2 硬件接线图7.3 内置HSC组态步骤7.4 HSC程序实例综述 本章给出了本书中M218系统架构的介绍本章内容1.1应用案例简述 本节中给出一个具体的应用案例,用户可参照案例中相应的元器件设备的配置参考步骤以及程序,编制自己的应用程序.案例描述 某客户开发一套立式间歇式包装机,现选用Schneider Electric 的OEM Solution方案来集成系统,其具体硬件配置要求如下:1)人机接口:选用XBTGT2330;2)PLC: 选用TM238LFDC24DT;3)变频器: 选用ATV303;4)饲服驱动器: 选用Lexium23C;5)编码器: 选用XCC1510PS11Y;1.2系统应用架构网络拓扑图简述 本节中给出了上节应用案例中方案的网络拓扑图,用户可以非常 直观的了解整个方案的架构。
218MC总线介绍(说明书)2012-8-23_
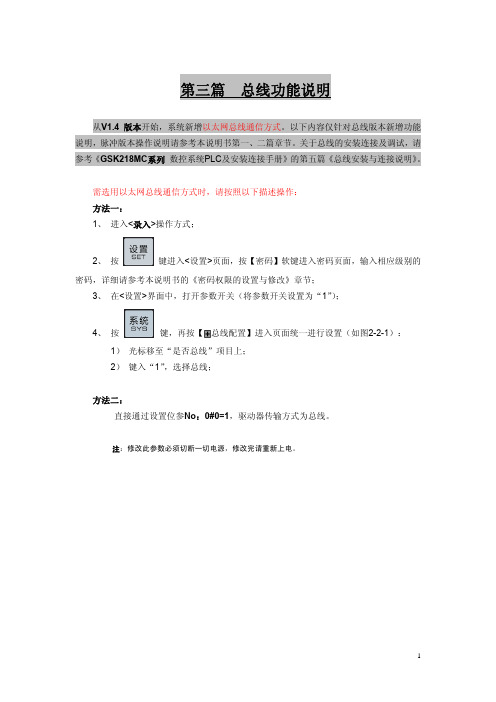
第三篇 总线功能说明从V1.4 版本开始,系统新增以太网总线通信方式。
以下内容仅针对总线版本新增功能说明,脉冲版本操作说明请参考本说明书第一、二篇章节。
关于总线的安装连接及调试,请参考《GSK218MC系列数控系统PLC及安装连接手册》的第五篇《总线安装与连接说明》。
需选用以太网总线通信方式时,请按照以下描述操作:方法一:1、进入<录入>操作方式;2、按键进入<设置>页面,按【密码】软键进入密码页面,输入相应级别的密码,详细请参考本说明书的《密码权限的设置与修改》章节;3、在<设置>界面中,打开参数开关(将参数开关设置为“1”);4、按键,再按【总线配置】进入页面统一进行设置(如图2-2-1):1)光标移至“是否总线”项目上;2)键入“1”,选择总线;方法二:直接通过设置位参No:0#0=1,驱动器传输方式为总线。
注:修改此参数必须切断一切电源,修改完请重新上电。
第一章 系统的总线安装连接1.1 数控系统与驱动单元总线连接示意图图 1-1-1系统CNC总线接口2(即CNC的XS12接口)接入到伺服BUS1(GT17接口)的为丛站1(即第一轴),从BUS2(GT17接口)接出来回到系统总线接口1(即CNC的XS11接口)的伺服为最后一个轴。
1.2 GSK-LINK电缆连接图图 1-2-1 CNC端的总线接口2与驱动器的连接图 1-2-2 CNC端的总线接口1与驱动器的连接图 1-2-2 驱动器之间的连接第二章 界面显示及数据的修改与设置2.1监控位置页面显示按键进入位置页面显示,按【监控】软键,进入【监控】界面,在此界面中,可同时显示当前位置机床坐标、多圈位置、编码器值、光栅位置、电机转速及电机负载(%,意为额定负载的百分比),通过该界面,便于机床调试及实时监控伺服当前运行状态。
(见图2-1-1)图2-1-12.2伺服参数显示、修改与设置按键进入系统页面,通过相应软键切换显示【总线配置】分界面。
M218产品介绍

12
M218扩展-TM2离散量IO模块
模块类型 通道数量
连接方式 24VDC源/ 漏型输入
离散量输入和输出 8 16 16 32
可插拔螺钉端子 HE10连接器
TM2DDI32DK
离散量混合IO 4I / 4O
可插拔螺钉端子
—
16I / 8O
弹簧端子
—
TM2DDI8DT TM2DDI16DT TM2DDI16DK
IO 类 型
120VAC输入
TM2DAI8DT
—
— —
— —
—
—
2A继电器输出
0.1/0.3A晶体 管源型输出(1) 24VDC源/漏 输入&2A继电 器输出
TM2DRA8RT TM2DRA16RT TM2DDO8TT (0.3A) —
—
—
—
—
TM2DDO16TK TM2DDO32TK (0.1A) (0.1A)
5
通讯功能,无缝集成
Ethernet
Modbus
独一无二 ! 2个内置式串行通信端口 1个内置式以太网口
6
运动控制,功能强劲!
高速计数 ! 内置4路 100KHz HSC
脉冲输出!
内置2路 100KHz PTO或 PWM
SoMachine内置HSC和PTO功能块
7
模拟量内置,优化成本
内置模拟量,彩色螺钉接线端子 贴近中国用户试用习惯,节省维护成本
80
CP1L
CP1E
EH
25
典型系统架构-简单解决方案
STU/STO 内置Modbus 编码器 (10K HSC) 内置2AO 驱动变频器 简单解决方案
内置模拟量控制变频器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三篇 总线功能说明从V1.4 版本开始,系统新增以太网总线通信方式。
以下内容仅针对总线版本新增功能说明,脉冲版本操作说明请参考本说明书第一、二篇章节。
关于总线的安装连接及调试,请参考《GSK218MC系列数控系统PLC及安装连接手册》的第五篇《总线安装与连接说明》。
需选用以太网总线通信方式时,请按照以下描述操作:方法一:1、进入<录入>操作方式;2、按键进入<设置>页面,按【密码】软键进入密码页面,输入相应级别的密码,详细请参考本说明书的《密码权限的设置与修改》章节;3、在<设置>界面中,打开参数开关(将参数开关设置为“1”);4、按键,再按【总线配置】进入页面统一进行设置(如图2-2-1):1)光标移至“是否总线”项目上;2)键入“1”,选择总线;方法二:直接通过设置位参No:0#0=1,驱动器传输方式为总线。
注:修改此参数必须切断一切电源,修改完请重新上电。
第一章 系统的总线安装连接1.1 数控系统与驱动单元总线连接示意图图 1-1-1系统CNC总线接口2(即CNC的XS12接口)接入到伺服BUS1(GT17接口)的为丛站1(即第一轴),从BUS2(GT17接口)接出来回到系统总线接口1(即CNC的XS11接口)的伺服为最后一个轴。
1.2 GSK-LINK电缆连接图图 1-2-1 CNC端的总线接口2与驱动器的连接图 1-2-2 CNC端的总线接口1与驱动器的连接图 1-2-2 驱动器之间的连接第二章 界面显示及数据的修改与设置2.1监控位置页面显示按键进入位置页面显示,按【监控】软键,进入【监控】界面,在此界面中,可同时显示当前位置机床坐标、多圈位置、编码器值、光栅位置、电机转速及电机负载(%,意为额定负载的百分比),通过该界面,便于机床调试及实时监控伺服当前运行状态。
(见图2-1-1)图2-1-12.2伺服参数显示、修改与设置按键进入系统页面,通过相应软键切换显示【总线配置】分界面。
具体如下图(见图2-2-1):图2-2-1【总线配置】界面操作说明按【总线配置】软键,进入如图2-2-1所示的总线配置界面后可查看其中的参数,也1、进入<录入>操作方式;2、按上下左右键移动光标,使它移到要变更的项目上;3、按以下说明,进行修改;1)是否总线0:驱动器传输方式为脉冲1:驱动器传输方式为总线注:也可以通过位参No:0#0,设置为总线方式。
2)编码器类型0:增量式1:绝对式注:也可以通过位参No:20#6,设置是否使用绝对编码器。
3)选择允许最大偏差注:系统默认50.000mm,也可以通过数参P445设置。
4)轴扩展卡0:无扩展卡1:有扩展卡注:也可以通过位参No:0#6,设置是否使用总线伺服卡。
5) 光栅类型0:增量式1:绝对式注:也可以通过位参No:1#0,设置是否使用绝对式光栅尺。
6) 主轴扩展卡0:无扩展卡1:有扩展卡注:也可以通过位参No:1#1,设置主轴驱动器是否为总线控制方式。
7)多圈绝对零点设置a) 把位参No:20#7设置为1,可以使用手动直接设置机床零点。
b) 移动光标到,根据提示,按两次<输入>键,把各轴电机绝对编码器的当前位置记录作为机床零点。
可根据实际分别手动设定负向边界与正向边界,使当前机床绝对坐标向前或向后偏移一个值。
设定范围:-99999.9999~99999.9999,也可以直接通过数参P450~P459设置。
c) 是否配置光栅。
各轴分别设定是否配置光栅,0:无配置光栅,1:有配置光栅。
也可以通过位参No:1#3~1#7分别设置。
4、按键确认。
注:机床零点设置后不要修改各轴的回零方向。
2.2.1 伺服参数显示按【总线配置】软键进入伺服调试界面,再按【伺服参数】软键进入伺服参数界面。
该界面显示的内容如下图所示(见图2-2-1-1)。
图 2-2-1-12.2.1.1 伺服参数的修改与设置1) 选择<录入>操作方式。
2) 按键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按键,再按【总线配置】软键进入伺服调试界面,按【伺服参数】软键进入参数设置及显示画面。
4) 把光标移动到当前选择轴参数#0,输入密码315(0~42参数可见、可修改),按输入键把驱动器参数下载到系统,在【伺服参数】界面下可对伺服参数进行修改。
5) 把光标移到需修改的参数号所在位置:方法1:按翻页键显示出要设定参数所在的页;或按方向键移动光标,定位需修改的参数位置。
方法2:输入参数号后,按键定位。
5) 用数字键输入新的参数值(修改不同等级参数,需输入相应等级的密码权限)。
6) 按键确认,参数值被下发到驱动器,状态栏显示“驱动器参数下载成功!”。
7) 按 键让伺服保存更新后的参数,状态栏显示“驱动器参数保存成功!”。
8) 所有的参数设定结束后,关闭参数开关。
2.2.1.2 伺服与电机型号匹配的参数设置1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键,按【总线配置】软键进入伺服调试界面,再按【伺服参数】软键进入参数显示画面。
4) 把光标移动到当前选择轴参数#0,输入密码385,按输入键把驱动器参数下载到系统,在【伺服参数】界面下可对伺服参数进行修改。
5) 把光标移到参数#1,输入与电机型号相匹配的数值:6) 按 键确认,参数值被下发到驱动器,状态栏显示“驱动器参数下载成功!”。
7) 按 键让伺服保存更新的参数,状态栏显示“驱动器参数保存成功!”。
8) 所有的参数设定结束后,关闭参数开关。
2.2.1.3 伺服参数的备份1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键进入<设置>界面中,输入密码。
3) 按 键,按【总线配置】软键进入伺服调试界面,再按【伺服参数】软键进入参数显示画面。
4) 选择【备份】按键可以把当前选择轴的参数备份成文件DrvParXX.txt。
(XX轴号。
如:备份X轴则文件名为:DrvPar01.txt)5) 所有的参数设定结束后,关闭参数开关。
2.2.1.4 伺服参数的还原1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键进入<设置>界面中,输入密码。
3) 按 键,按【总线配置】软键进入伺服调试界面,再按【伺服参数】软键进入参数显示画面。
4) 选择【还原】按键可以把当前选择轴的备份参数文件DrvParXX.txt还原到伺服驱动中。
(XX轴号。
如:备份X轴则文件名为:DrvPar01.txt)5) 按 键让伺服保存更新的参数,状态栏显示“驱动器参数保存成功!”。
6) 所有的参数设定结束后,关闭参数开关。
2.2.1.5 伺服等级归零当在调试参数时,伺服参数刚性太大导致机床抖动,为避免发生危险,通过伺服等级归零功能可快速使伺服参数还原成0等级初始状态参数。
1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键进入<设置>界面中,输入密码。
3) 按 键,按【总线配置】软键进入伺服调试界面,再按【伺服参数】软键进入参数显示画面。
4) 选择【等级归零】按键可以把所有伺服轴参数还原成0等级的参数。
5) 按 键让伺服保存更新的参数,状态栏显示“驱动器参数保存成功!”。
6) 所有的参数设定结束后,关闭参数开关。
2.2.2 主轴参数当系统选择主轴驱动器为总线控制方式时(No:1#1设置为1),用户可以在【主轴参数】界面下查看及设定主轴对应的伺服驱动参数。
2.2.2.1 主轴参数显示当位参No:0#4设置为0时,系统选择使用单主轴控制,按【主轴参数】软键进入主轴参数界面。
该界面显示的内容如下图所示(见图2-2-2-1-1)。
图 2-2-2-1-1当位参No:0#4设置为1时,系统选择使用双主轴控制,按【主轴参数】软键进入主轴参数界面。
该界面显示的内容如下图所示(见图2-2-2-1-2)。
图 2-2-2-1-22.2.2.2 主轴参数的修改与设置1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键,再按【主轴参数】软键进入参数显示画面。
4) 把光标移动到选择轴参数#0,输入密码315(0~160参数可见、可修改),按输入键把驱动器参数下载到系统,在【主轴参数】界面下可对伺服参数进行修改。
5) 把光标移到需修改的参数号所在位置:方法1:按翻页键显示出要设定参数所在的页;或按方向键移动光标,定位需修改的参数位置。
方法2:输入参数号后,按 键定位。
5) 用数字键输入新的参数值(修改不同等级参数,需输入相应等级的密码权限)。
6) 按 键确认,参数值被输入,状态栏显示“驱动器参数下载成功!”。
7) 按 键让伺服保存更新的参数,状态栏显示“驱动器参数保存成功!”。
8) 所有的参数设定结束后,关闭参数开关。
2.2.2.3 主轴参数的备份1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键进入<设置>界面中,输入密码。
3) 按 键,再按【主轴参数】软键进入参数显示画面。
4) 选择【备份】按键可以把当前选择轴的参数备份成文件SPXX.txt。
(XX轴号。
如:备份X轴则文件名为:SP01.txt)5) 所有的参数设定结束后,关闭参数开关。
2.2.2.4 主轴参数的还原1) 选择<录入>操作方式。
2) 按 键进入<设置>界面中,打开参数开关(将参数开关设置为“1”)。
3) 按 键进入<设置>界面中,输入密码。
3) 按 键,再按【主轴参数】软键进入参数显示画面。
4) 选择【还原】按键可以把当前选择轴的备份参数文件SPXX.txt还原到伺服驱动中。
(XX轴号。
如:备份X轴则文件名为:SP01.txt)5) 按 键让伺服保存更新的参数,状态栏显示“驱动器参数保存成功!”。
6) 所有的参数设定结束后,关闭参数开关。
2.2.3 伺服调试工具STT为了保证伺服调试功能真实反应伺服性能,请取消电子齿轮比及各项补偿(包括螺距误差补偿和反向间隙补偿)。
2.2.3.1 界面组成按【STT】软键进入伺服调试工具界面。
该界面显示的内容如下图所示(见图2-2-3-1~图2-2-3-2)。
图 2-2-3-1 刚性等级界面图 2-2-3-2 圆度测试界面注: 在伺服调试界面的轴坐标显示是以系统控制轴数及总线伺服从站数中的较小数决定的。