激光焊接ansys小例子
毕业论文使用ANSYS有限元分析软件对不锈钢与紫铜焊接过程温度场应力场分布模拟

Finally, the temperature and stress field indirect coupling method is used to simulate the welding stress field by applying the results of temperature field analysis as temperature loads on the model. After that, the results of stress field simulation are analyzed.
Based on the analysis of stress field anddeformationof welding partsafter welding,the strength anddeformation checkingof welding parts is conducted in this paper. Thechecking resultsare: the welding parts are qualifiedand theweldingisfeasible.
Then, the simulation and analysis of welding temperature field is completed by building a finite element model of welding, using APDL to make programs of heatsource, applying element birth and death technology to simulate the successive generating of welding seamsand adopting "* DO—*ENDDO" language to realize the movement of heat source;
ansys激光扫描焊接

单位制:米、秒、摄氏度/COMANSYS RELEASE 10.0 UP20050718 00:09:5211/26/2007 /CONFIG NRES 5000 /PREP7 /VIEW1123 /ANG1 /REPFAST 指定单元ET1SOLID70 MPTEMP MPTEMP10 MPDATADENS17850 MPTEMP MPTEMP120 MPTEMP2300 MPTEMP3900 MPTEMP41400 MPTEMP52000 MPDATAKXX118.6 MPDATAKXX121.4 MPDATAKXX128.4 MPDATAKXX133.9 MPDATAKXX148 MPTEMP MPTEMP120 MPTEMP2600 MPTEMP3800 MPTEMP41400MPTEMP52000 MPDATAC1502 MPDATAC1612 MPDATAC1635 MPDATAC1659 MPDATAC1670 MPTEMP MPTEMP120 MPTEMP21300 MPTEMP31410 MPTEMP41440 MPTEMP51550 MPTEMP62000 MPDATAENTH17.88e7 MPDATAENTH16.131e9 MPDATAENTH17.347e9 MPDATAENTH19.145e9 MPDATAENTH11.03e10 MPDATAENTH11.272e10 定义常量WidthBase0.025 宽度HeightBase0.02 基底高度Length0.09 长度WidthClad0.0015 宽度HeightDeposition0.00375 覆层高度Layer15 层数HeightCladHeightDeposition/layer dt0.0001 小量Temp20 环境温度InitTemp300 初始温度CoffConv30 对流换热系数定义常量Velocity0.003 扫描速度StepDis0.0015 每个载荷步位移LaserPower700 激光功率Radius0.0015 激光光斑半径Area3.14159265Radius2 激光光斑面积Factor0.3 吸收因子StepTimeStepDis/Velocity 每个载荷步时间TotalTimeLengthRadius2/Velocity 载荷持续时间扫描一层StepNumLengthRadius2/StepDis 载荷步数建模BLOCK0Length0-0.00660WidthClad BLOCK0Length0-0.0066WidthClad0.0067 BLOCK0Length-0.0066-HeightBase0WidthClad K 00WidthBase K Length0WidthBase K 0-HeightBaseWidthBase K Length-HeightBaseWidthBase V 16 13 27 25 15 14 28 26 V 24 21 27 13 23 22 28 14 BLOCK0Length0HeightDeposition0WidthClad VGLUEALL NUMCMPALL 划分网格LSEL S LOC Y dt HeightDeposition-dt 高度方向LESIZE ALL Layer LSELSLOCY-DT-0.0066DT LSELRLOCX0 LESIZEALL42 LSELSLOCY-DT-0.0066DT LSELRLOCXLength LESIZEALL40.5LSELSLOCY-0.0066-DT-HeightBaseDT LSELR LOC Z 0 WidthBase-DT LESIZEALL42 LSELSLOCY-0.0066-DT-HeightBaseDT LSELR LOC Z WidthBase LESIZEALL40.5 LSEL S LOC X dt Length-dt 长度方向LESIZE ALLLength/StepDis LSEL S LOC Z dt WidthClad-dt 宽度方向LESIZE ALL 1 LSELSLOCZWidthCladDT0.0067-DT LESIZEALL4LSELSLOCZ0.0067DTWidthBase-DT LSELRLOCY-DT-HeightBase LESIZEALL42 LSELSLOCZ0.0067DTWidthBase-DT LSELRLOCY0 LESIZEALL40.5 VSELSLOCY0HeightDeposition 网格划分TYPE1 MAT1 MSHAPE03D MSHKEY1 VMESHALL VSELSLOCY-10 网格划分TYPE1 MAT1 MSHAPE03D MSHKEY1 VMESHALL ALLSELALL 基底边界条件、初始条件NSEL S LOC Y -HeightBase 0 基底初始温度ICALLTEMPInitTemp ALLSELALL NSEL S LOC Y -HeightBase 0基底侧面换热边界条件NSEL R LOC Z WidthBase SF ALL CONV CoffConv Temp ALLSELALL NSEL S LOC Y -HeightBase 0 基底左端面换热边界条件NSEL R LOC X 0 SF ALL CONV CoffConv Temp ALLSELALL NSEL S LOC Y -HeightBase 0 基底右端面换热边界条件NSEL R LOC X Length SF ALL CONV CoffConv Temp ALLSELALL NSEL S LOC Y 0 基底上表面换热边界条件NSEL R LOC Z WidthClad WidthBase SF ALL CONV CoffConv Temp ALLSELALL FINISH /SOLU瞬态分析参数设置ANTYPE4 分析类型瞬态TRNOPTFULL 求解方法完全的N-R方法LNSRCH on DELTIM0.010.0010.05 载荷子步默认子步时间步长、最小、最大——载荷步为0.333 NSUBST 4 CNVTOLHEAT 0.0120.000001 收敛准则控制热流OUTRESNSOLLAST 结果输出所有杀死单元NSEL S LOC Y 0 HeightDeposition 杀死熔覆层单元ESLN S 1 ALL EKILLALL ALLSELALL ESELSLIVE EPLOT ESELSLIVE 激活单元的上表面指定为对流换热边条NSLES1 NSELRLOCY0 NSELRLOCZ0Radius SFALLCONVCoffConvTemp ALLSELALL 预热DO i 1 2 mmodi2 IFmEQ1THEN 如果为奇数层向右扫描DO k 1 StepNum 1 TIMETotalTimei-1StepTimek 载荷步结束时间KBC 1 载荷步内载荷随时间分布常数LeftXStepDisk-1 RightXStepDisk NSEL S LOC Y 0 ESEL S LIVE ESLN R 0 NSLE S 1 NSEL R LOC x RightX-2Radius RightX NSEL R LOC Z 0 Radius 激活单元的上表面加热流密度ESLN S 1 SFE ALL 4 HFLUX LaserPowerFactor/Area ALLSEL ALL SOLVE SAVE SFEDELEALL4HFLUX 删除热流密度载荷ALLSEL ALL ESELSLIVE 激活单元的上表面指定为对流换热边条NSLES1 NSELRLOCY0 NSEL R LOC x LeftX-2StepDis RightX-2StepDis NSEL R LOC Z O Radius SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE EPLOT ENDDO ELSE 如果为偶数层向左扫描DO k 1 StepNum 1 TIMETotalTimei-1StepTimek 载荷步结束时间KBC 1 载荷步内载荷随时间分布常数LeftXLength-StepDiskRightXLength-StepDisk-1 NSEL S LOC Y 0 ESEL S LIVE ESLN R 0 NSLE S 1 NSEL R LOC x RightX-2Radius RightX NSEL R LOC Z 0 Radius 激活单元的上表面加热流密度ESLN S 1 SFE ALL 4 HFLUX LaserPowerFactor/Area ALLSEL ALL SOLVE SAVE SFEDELEALL4HFLUX 激活单元的上表面删除载荷ALLSEL ALL ESELSLIVE 激活单元的上表面指定为对流换热边条NSLES1 NSELRLOCY0 NSEL R LOC x LeftX-2StepDis RightX-2StepDis NSEL R LOC Z O Radius SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE EPLOT ENDDO ENDIF ENDDO ESELSLIVE EPLOT 熔覆DO i 1 Layer 1 mmodi2 IFmEQ1THEN 如果为奇数层向右扫描DO k 1 StepNum 1 TIMETotalTimei1StepTimek 载荷步结束时间KBC 1 载荷步内载荷随时间分布常数LeftXStepDisk-1 RightXStepDisk NSEL S LOC Y HeightDeposition/Layeri-1 HeightDeposition/Layeri NSEL R LOC x LeftX RightX ESLN S 1 EALIVEALL ALLSEL ALL NSEL S LOC YHeightDeposition/Layeri-1 HeightDeposition/Layeri NSEL R LOC x RightX-2Radius RightX NSEL R LOC Z 0 Radius 激活单元的上表面加热流密度ESLN S 1 SFE ALL 4 HFLUX LaserPowerFactor/Area ALLSEL ALL ESELSLIVE 激活单元的表面如果包含左端面指定为对流换热边条NSLES1 NSELRLOCX0 NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE 激活单元的表面如果包含右端面指定为对流换热边条NSLES1 NSELRLOCXLength NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE 激活单元的侧面指定为对流换热边条NSLES1 NSELRLOCZWidthClad NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL SOLVE SAVE SFEDELEALL4HFLUX删除热流密度载荷ALLSEL ALL ESELSLIVE 激活单元的上表面指定为对流换热边条NSLES1 NSELRLOCYHeightDeposition/Layeri NSEL R LOC x LeftX-2StepDis RightX-2StepDis SFALLCONVCoffConvTemp ALLSELALL NSELSLOCYHeightDeposition/Layeri-1 激活单元的下表面删除对流换热边条ESEL S LIVE ESLN R 0 NSLE S 1 NSEL R LOC x LeftX-2StepDisRightX-2StepDis NSEL R LOC Z 0 Radius NSEL U LOC Y HeightDeposition/Layeri ESLN S 1 NSEL R LOC YHeightDeposition/Layeri-1 SFDELE ALL CONV ALLSELALL ESELSLIVE EPLOT ENDDO ELSE 如果为偶数层向左扫描DO k 1 StepNum 1TIMETotalTimei1StepTimek 载荷步结束时间KBC 1 载荷步内载荷随时间分布常数LeftXLength-StepDisk RightXLength-StepDisk-1 NSEL S LOC Y HeightDeposition/Layeri-1 HeightDeposition/Layeri NSEL R LOC x LeftX RightX ESLN S 1 EALIVEALL ALLSEL ALL NSEL S LOC Y HeightDeposition/Layeri-1 HeightDeposition/Layeri NSEL R LOC x LeftX LeftX2Radius NSEL R LOC Z 0 Radius 激活单元的上表面加热流密度ESLN S 1 SFE ALL 4 HFLUX LaserPowerFactor/Area ALLSEL ALL ESELSLIVE 激活单元的表面如果包含左端面指定为对流换热边条NSLES1 NSELRLOCX0 NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE 激活单元的表面如果包含右端面指定为对流换热边条NSLES1 NSELRLOCXLength NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL ESELSLIVE 激活单元的侧面指定为对流换热边条NSLES1 NSELRLOCZWidthClad NSELRLOCYHeightDeposition/Layeri-1 HeightDeposition/Layeri SFALLCONVCoffConvTemp ALLSELALL SOLVE SAVE SFEDELEALL4HFLUX激活单元的上表面删除载荷ALLSEL ALL ESELSLIVE 激活单元的上表面指定为对流换热边条NSLES1 NSELRLOCYHeightDeposition/Layeri NSEL R LOC xLeftX2StepDis RightX2StepDis SFALLCONVCoffConvTemp ALLSELALL NSELSLOCYHeightDeposition/Layeri-1 激活单元的下表面删除对流换热边条ESEL S LIVE ESLN R 0 NSLE S 1 NSEL R LOC x LeftX2StepDisRightX2StepDis NSEL R LOC Z 0 Radius NSEL U LOC Y HeightDeposition/Layeri ESLN S 1 NSEL R LOC YHeightDeposition/Layeri-1 SFDELE ALL CONV ALLSELALL ESELSLIVE EPLOT ENDDO ENDIF ENDDO ESELSLIVE EPLOT 冷却100s DO k 1 2 1 TIMETotalTimeLayer250k 载荷步结束时间NSUBST 5 KBC 1 SOLVE SAVE ENDDO 1000s DO k 1 9 1 TIMETotalTimeLayer2100100k 载荷步结束时间NSUBST 5 KBC 1 SOLVE SAVE ENDDO 3000s DO k 1 10 1 TIMETotalTimeLayer21000200k 载荷步结束时间NSUBST 5 KBC 1 SOLVE SAVE ENDDO 10000s DO k 1 14 1 TIMETotalTimeLayer23000500k 载荷步结束时间NSUBST 5 KBC 1 SOLVE SAVE ENDDO FINISH。
激光熔覆温度场的ANSYS模拟
激光熔覆温度场的ANSYS模拟一、激光熔覆数值模拟的意义和简单历程激光熔覆的工艺特点是高功率激光束与金属交互作用产生熔池,而后快速自冷凝固形成合金熔覆层。
用试验方法来测量熔池内熔体的流动和温度是非常困难的,并且,缺少理论模型指导的大量试验在费用上是相当昂贵的。
运用ANSYS数值模拟可在一定的模型下提供完整的流场、热场及热物性参量场信息,并易于进行参数控制和多因素比较,在实际应用中具有很重要的意义。
二、激光熔覆温度场的有限元模型模拟采用预置法,利用CO2激光器在热作塑料模具钢P20表面熔覆H13粉过程中的温度场,激光扫描速率v= 0.005 m/s,激光功率P = 1.5 KW,光斑大小D = 4 mm。
1. 前处理(1)建立模型。
本文所建立的激光熔覆三维模型:B为熔覆层为30×6×1.5mm3的长方体,网格划分采用了SOLID70六面体单元,单元体积大小为0.5mm3。
A为基体,采用了SPLID90四面体热单元网格。
位于覆层旁边的大小为:30×4×15 mm3,单元体积大小为1mm3;下面为30×10×15 mm3 的长方体,单元体积大小为2mm3。
经过这样的处理,大大的减少了模型单元数和节点数,从而节省了计算时间,提高了计算效率,且对计算结果的精度影响不大。
(2)定义材料属性。
在温度场数值模拟中,必须确定下列热物性参数:导热系数(W/m℃)、密度(kg/ m3)、比热容C (J/kg℃)、焓— Enthalpy (J/m3) 等,其一般都随温度的变化而变化。
通过试验和线性插值的方法可获得高温时的一些数据。
P20的热物理性能示于下表1。
对于覆层H13,因为厚度比较薄,只有1.5mm,故在取参数时,取它的平均值,其密度为7800Kg/m3,热导率为39.2W/(m℃)。
(3)热源模型及加载。
采用了高斯分布热源模型的近似处理,圆形的激光是近似为2×2mm2的正方形强积分区域;光强近似分为如图1实体填充图形所示:图中,中心光强为单位1,其他角上4个单元为0.6128,边上8个单元为0.7828;光源每次向前移动一个单元格,如图1中从实线轮廓到虚线轮廓的移动,以步进法移动激光来代替实际上连续移动的激光,原则上要求步长非常短,模拟采用的时间步长为0.5s。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文

《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着科技的发展,焊接技术作为制造行业中的关键工艺之一,其质量和效率直接关系到产品的性能和寿命。
因此,对焊接过程中的温度场和应力分布进行精确的数值模拟显得尤为重要。
ANSYS作为一种功能强大的工程仿真软件,被广泛应用于焊接过程的数值模拟。
本文将基于ANSYS,对焊接温度场和应力进行数值模拟研究,以期为实际生产提供理论依据。
二、焊接温度场的数值模拟1. 模型建立在ANSYS中建立焊接过程的有限元模型,包括焊件、焊缝、热源等部分。
其中,焊件采用实体单元进行建模,焊缝则通过线单元进行描述。
热源模型的选择对于模拟结果的准确性至关重要,应根据具体的焊接工艺选择合适的热源模型。
2. 材料属性及边界条件根据实际材料,设定焊件和焊缝的热导率、比热容、热扩散率等物理参数。
同时,设定初始温度、环境温度等边界条件。
3. 数值模拟过程根据焊接过程的实际情况,设定加载步和时间步长,模拟焊接过程中的温度变化。
通过ANSYS的热分析模块,得到焊接过程中的温度场分布。
三、焊接应力的数值模拟1. 耦合分析焊接过程中,温度场的变化会导致应力的产生。
因此,在ANSYS中,需要将在热分析中得到的温度场结果作为应力分析的输入条件,进行热-结构耦合分析。
2. 本构关系与材料模型根据材料的本构关系和力学性能,设定材料的弹性模量、泊松比、热膨胀系数等参数。
同时,选择合适的材料模型,如各向同性模型或各向异性模型。
3. 应力分析通过ANSYS的结构分析模块,结合耦合后的温度场结果,进行应力分析。
得到焊接过程中的应力分布和变化情况。
四、结果与讨论1. 温度场结果分析通过ANSYS的后处理功能,可以得到焊接过程中的温度场分布图。
分析温度场的分布情况,可以了解焊接过程中的热传导和热扩散情况,为优化焊接工艺提供依据。
2. 应力结果分析同样,通过后处理功能可以得到焊接过程中的应力分布图。
分析应力的分布和变化情况,可以了解焊接过程中产生的残余应力和变形情况。
基于ANSYS的D500钢激光焊接温度场数值模拟

基于ANSYS的D500钢激光焊接温度场数值模拟许新猴;赵小强;翟文刚;康泽军;李先芬;周伟【期刊名称】《精密成形工程》【年(卷),期】2015(000)003【摘要】目的:研究D500钢激光焊接温度场的变化。
方法运用ANSYS有限元分析软件,以5 mm厚D500钢为研究对象,采用均匀分布的柱体热源与椭球热源组合的方法,建立了激光焊接热源模型。
对D500钢激光焊接温度场进行了模拟计算,并与实验所得焊缝形状及尺寸进行了比较分析。
结果结果表明,数值模拟所得焊缝截面尺寸与实验结果一致性达到95%以上。
结论验证了柱体热源与椭球热源的组合热源模型在D500钢激光深熔焊接温度场模拟中的适用性,从而为不同焊接工艺条件下D500钢激光焊接焊缝形状和尺寸的预测,提供了一种有效的途径。
【总页数】4页(P48-51)【作者】许新猴;赵小强;翟文刚;康泽军;李先芬;周伟【作者单位】合肥工业大学材料科学与工程学院,合肥230009;合肥工业大学材料科学与工程学院,合肥230009;合肥工业大学材料科学与工程学院,合肥230009;合肥工业大学材料科学与工程学院,合肥230009;合肥工业大学材料科学与工程学院,合肥230009;合肥工业大学材料科学与工程学院,合肥230009; 新加坡南洋理工大学机械与宇航工程学院,新加坡639798【正文语种】中文【中图分类】TG456.7【相关文献】1.基于ANSYS的激光焊接温度场数值模拟与实验研究 [J], 张立艳;董万鹏;刘雅芳;张学奇2.D500钢激光焊接数值模拟 [J], 许新猴;李先芬;赵小强;周伟3.基于ANSYS的管线钢堆焊温度场数值模拟 [J], 张宏;陈鹏4.ANSYS在激光焊接温度场数值模拟中的应用 [J], 吴祥兴;胡伦骥;杜汉斌;胡席远5.基于ANSYS的X80管线钢MIG焊温度场数值模拟 [J], 侯阳;周建平;许波;李雪芝;王恪典因版权原因,仅展示原文概要,查看原文内容请购买。
焊接模拟ansys实例(2020年整理).doc

焊接模拟ansys实例!下面的命令流进行的是一个简单的二维焊接分析, 利用ANSYS单元生死和热-结构耦合分析功能进!行焊接过程仿真, 计算焊接过程中的温度分布和应力分布以及冷却后的焊缝残余应力。
finish/clear/filnam,1-2D element birth and death/title,Weld Analysis by "Element Birth and Death"/prep7/unit,si !采用国际单位制!******************************************************et,1,13,4 !13号二维耦合单元, 同时具有温度和位移自由度et,2,13,4!1号材料是钢!2号材料是铝!3号材料是铜!铝是本次分析中的焊料, 它将钢结构部分和铜结构部分焊接起来!下面是在几个温度点下, 各材料的弹性模量mptemp,1,20,500,1000,1500,2000mpdata,ex,1,1,1.93e11,1.50e11,0.70e11,0.10e11,0.01e11mpdata,ex,2,1,1.02e11,0.50e11,0.08e11,0.001e11,0.0001e11mpdata,ex,3,1,1.17e11,0.90e11,0.30e11,0.05e11,0.005e11!假设各材料都是双线性随动硬化弹塑性本构关系!下面是各材料在各温度点下的屈服应力和屈服后的弹性模量tb,bkin,1,5tbtemp,20,1tbdata,1,1200e6,0.193e11tbtemp,500,2tbdata,1, 933e6,0.150e11tbtemp,1000,3tbdata,1, 435e6,0.070e11tbtemp,1500,4tbdata,1, 70e6,0.010e11tbtemp,2000,5tbdata,1, 7e6,0.001e11!tb,bkin,2,5tbtemp,20,1tbdata,1,800e6,0.102e11tbtemp,500,2tbdata,1,400e6,0.050e11tbtemp,1000,3tbdata,1, 70e6,0.008e11tbdata,1, 1e6,0.0001e11tbtemp,2000,5tbdata,1,0.1e6,0.00001e11!tb,bkin,3,5tbtemp,20,1tbdata,1,900e6,0.117e11tbtemp,500,2tbdata,1,700e6,0.090e11tbtemp,1000,3tbdata,1,230e6,0.030e11tbtemp,1500,4tbdata,1, 40e6,0.005e11tbtemp,2000,5tbdata,1, 4e6,0.0005e11!!材料密度(假设为常值)mp,dens,1,8030mp,dens,2,4850mp,dens,3,8900! 热膨胀系数(假设为常值)mp,alpx,1,1.78e-5mp,alpx,2,9.36e-6mp,alpx,3,1.66e-5!泊松比(假设为常值)mp,nuxy,1,0.29mp,nuxy,2,0.30mp,nuxy,3,0.30!热传导系数(假设为常值)mp,kxx,1,16.3mp,kxx,2,7.44mp,kxx,3,393!比热(假设为常值)mp,c,1,502mp,c,2,544mp,c,3,385!热膨胀系数(假设为常值)!由于该13号单元还有磁自由度, 此处假设一磁特性, 但并不影响我们所关心的结果mp,murx,1,1mp,murx,2,1mp,murx,3,1!假设焊料(铝)焊上去后的初始温度是1500℃mp,reft,2,1500mp,reft,3,20!******************************************************!下面建立几何模型csys,0k,1,0,0,0k,2,0.5,0,0k,3,1,0,0 !长1米k,4,0,0.3,0 !厚度0.3米(二维中叫做宽度)k,5,0.35,0.3,0k,6,0.65,0.3,0k,7,1,0.3,0a,1,2,5,4a,2,6,5a,2,3,7,6!!!!!!!!!!!!!!!!!!!!!!!!!!划分网格!!!!!!!!!!!!!!!!!esize,0.025type,2mat,2amesh,2!esize,0.05 !网格划分出现问题type,1mat,1amesh,1!mat,3amesh,3eplot!/soluantype,4 ! 瞬态分析trnopt,full!!!!!!!!!!!!!!!!!!!!!!!!在模型的左边界加位移约束!!!!!!!!!!!!!!!!!!!!!!!!!!!nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,ux,0*get,miny,node,,mnloc,ynsel,r,loc,y,minyd,all,uy,0!*****假设模型的左右边界处温度始终保持在20摄氏度左右*****!其他边界条件如对流和辐射等均可施加,此处因为只是示意而已,故只施加恒温边界条件nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,temp,20nsel,all*get,maxx,node,,mxloc,xnsel,s,loc,x,maxxd,all,temp,20!!!!!!!!!!!!!!!由于第2个面是焊接所在区域,因此首先将该区域的单元“杀死”!!!!!!!!!!!!!!!!nna=2esel,all*get,emax,elem,,num,maxasel,s,area,,nnaesla*get,nse,elem,,count*dim,ne,,nse*dim,nex,,nse*dim,ney,,nse*dim,neorder,,nsemine=0!**********************************************!下面的do循环用于将焊料区的单元按其形心y坐标排序!以便后面模拟焊料由下向上逐步“生长”过程*do,i1,1,nseesel,u,elem,,mine*get,nse1,elem,,countii=0*do,i,1,emax*if,esel(i),eq,1,thenii=ii+1ne(ii)=i*endif*enddo*do,i,1,nse1*get,ney(i),elem,ne(i),cent,y*get,nex(i),elem,ne(i),cent,x*enddominy=1e20minx=1e20*do,i,1,nse1*if,ney(i),lt,miny,thenminy=ney(i)minx=nex(i)mine=ne(i)*else*if,ney(i),eq,miny,then*if,nex(i),lt,minx,thenminy=ney(i)minx=nex(i)mine=ne(i)*endif*endif*endif*enddoneorder(i1)=mine*enddo!************************************************************** max_tem=1500 !按照前面假设,焊料的初始温度为1500℃dt1=1e-3 !用于建立初始条件的一个很小的时间段dt=5 !焊接一个单元所需的时间t=0 !起始时间esel,alleplot/auto,1/replot*do,i,1,nseekill,neorder(i)esel,s,liveeplot*enddoallsel,alloutres,all,allic,all,temp,20kbc,1timint,0,structtimint,1,thermtimint,0,magtintp,0.005,,,1,0.5,0.2!nsub1=2nsub2=40!**************************************************do,i,1,nseealive,neorder(i)esel,s,liveeplotesel,all!******下面的求解用于建立温度的初始条件******t=t+dt1time,tnsubst,1*do,j,1,4d,nelem(neorder(i),j),temp,max_tem*enddosolve!****下面的求解用于保证初始的升温速度为零****t=t+dt1time,tsolve!*********下面的步骤用于求解温度分布***********do,j,1,4ddele,nelem(neorder(i),j),temp*enddot=t+dt-2*dt1time,tnsubst,nsub1solve*enddot=t+50000 !*********下面的步骤用于冷却过程求解***** time,tnsubst,nsub2solvesavefinish!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!后处理过程!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!/post1!**************下面的一系列命令用于生成应力的动画文件******* /seg,dele/cont,1,15,0,1200e6/16,1200e6/dscale,1,1.0avprin,0,0avres,1/seg,multi,stress1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,s,eqv*do,j,1,nsub1set,(i-1)*3+3,jplnsol,s,eqv*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,s,eqv*enddo/seg,off,stress1,0.1/anfile,save,stress1,avi!**********下面的一系列命令用于生成温度的动画文件************ /seg,dele/cont,1,15,0,1500/16,1500/dscale,1,1.0avprin,0,0avres,1/seg,multi,temp1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,temp*do,j,1,nsub1set,(i-1)*3+3,jplnsol,temp*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,temp*enddo/seg,off,temp1,0.1/anfile,save,temp1,avifinish。
ANSYS软件在焊接传热学教学中的应用共4页文档
ANSYS软件在焊接传热学教学中的应用1. 江苏科技大学高教研究课题资助课题编号:GJKTY20090032. 江苏科技大学本科教育教学改革研究项目资助课题编号:GX200910201前言焊接传热学,就是研究被焊材料受热之后热的传播和分布的有关规律,它是决定焊接质量和焊接生产率的重要因素。
这是由于焊接热过程贯穿整个焊接过程的始终,包括被焊材料的加热、熔化、冶金反应、结晶、组织转变等,并且焊接各部位受不均匀加热及冷却,也会造成不均匀的应力状态,产生不同程度的应力变形和形变,严重焊接质量,同时焊接热过程也决定了母材及焊材的溶化速度,也决定着焊接生产率。
因此针对焊接热过程开展的焊接传热学教学受到焊接及相关专业的广泛重视,是焊接专业的主要基础理论之一[1~3]。
ANSYS软件是融结构、热、流体、电磁、声学于一体的大型通用有限元分析软件,可广泛用于航空航天、机械制造、能源、汽车交通、土木工程、造船、生物医学、轻工、地矿、水利、日用家电等一般工业及科学研究[4]。
软件主要包括三个部分:前处理模块,分析计算模块和后处理模块。
前处理模块提供了一个强大的实体建模及网格划分工具,用户可以方便地构造有限元模型;分析计算模块包括结构分析(可进行线性分析、非线性分析和高度非线性分析)、流体动力学分析、电磁场分析、声场分析、压电分析以及多物理场的耦合分析,可模拟多种物理介质的相互作用,具有灵敏度分析及优化分析能力;后处理模块可将计算结果以彩色等值线显示、梯度显示、矢量显示、粒子流迹显示、立体切片显示、透明及半透明显示(可看到结构内部)等图形方式显示出来,也可将计算结果以图表、曲线形式显示或输出[5]。
截至目前国内外学者利用ANSYS软件针对焊接热过程已开展了大量的研究[6,7]。
有鉴于此,本文从焊接传热学教学实践出发。
通过将有限元软件ANSYS 引入焊接传热学的教学中,可形象的向学生展示焊接传热学的概念和模型。
提高学生的学习兴趣,使得学生加深对焊接传热学的了解和认识,增强学生的创造性思维。
基于ANSYS的某焊接件两焊缝在顺序焊接过程中的分析(生死单元应用案例)

基于ANSYS的某焊接件两焊缝在顺序焊接过程中的分析(生死单元应用案例)焊接几何模型如下图所示,左右两侧90度扇区为焊接材料,其余为钢板材料。
其他更多已知条件请参考命令流,这里不再赘述。
网格单元本实例中顺序焊接分为如下步骤:第一步0-1秒:右侧焊接稳态分析(杀死左焊缝,施加右焊缝温度和焊接件参考温度)第二步1-100秒:相变分析(删除温度载荷,施加对流热传导)第三步100-1000秒:右侧焊缝凝固分析第四步1000-1001秒:激活左侧焊缝单元进行稳态分析(施加左焊缝温度)第五步1001-1100秒:左焊缝相变分析第六步1100-2000秒:左侧焊缝凝固分析第七步:结果后处理ANSYS命令流:FINISH/FILNAME,Exercise ! 定义隐式热分析文件名/PREP7 ! 进入前处理器ET,1,SOLID70 ! 选择8节点实体热分析单元MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 ! 定义右焊缝材料热物理性能MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,0.5e-3 ! 定义两块钢板的热物理性能MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 ! 定义左焊缝材料热物理性能BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2BLOCK,-0.17,0.17,0.51,1.34,0,1.2WPAVE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPAVE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X, , , ,0,0 ! 建立焊接件的几何模型VGLUE,ALL ! 粘接各体VSEL,S,,,10VATT,1,1,1 ! 附于右焊缝的材料属性VSEL,S,,,1VSEL,A,,,12,17,1VATT,2,1,1 ! 附于两块钢板的材料属性VSEL,S,,,11VATT,3,1,1 ! 附于左焊缝的材料属性ALLSEL,ALLESIZE,0.05 ! 定义单元划分尺寸VSWEEP,ALL ! 划分单元ESEL,S,MAT,,3TOFFST,460 ! 定义温度偏移量!第一步:稳态分析EKILL,ALL ! 杀死左焊缝单元ALLSEL,ALL/SOLUANTYPE,TRANS ! 定义瞬态分析类型TIMINT,OFF ! 关闭时间积分ESEL,S,MAT,,1NSLE ! 选择右焊缝节点D,ALL,TEMP,3000 ! 施加右焊缝初始温度载荷NSEL,INVE ! 选择其它节点D,ALL,TEMP,70 ! 施加初始温度载荷TIME,1 ! 定义求解时间KBC,0 ! 设置为斜坡载荷SOLVE ! 求解!第二步:右侧焊缝相变分析(1到100秒)DDELE,ALL,TEMP ! 删除温度载荷TIMINT,ON ! 打开时间积分TINTP,,,,1 ! 定义瞬态积分参数TIME,100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关KBC,1 ! 设置为阶越载荷OUTRES,ERASEOUTRES,ALL,ALL ! 设置结果输出ASEL,S,EXTASEL,U,LOC,Y,0SFA,ALL,,CONV,5E-5,70 ! 施加对流换热载荷ALLSEL,ALLSOLVE ! 求解!第三步:右侧焊缝凝固分析(100到1000秒)TIME,1000 ! 定义求解时间DELTIME,50,10,100 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关SOLVE ! 求解!第四步:激活左侧焊缝单元进行分析(1000到1001秒) EALIVE,ALL ! 激活左侧焊缝单元ALLSEL,allESEL,S,MAT,,3NSLE ! 选择左焊缝节点D,ALL,TEMP,3000 ! 施加左焊缝初始温度载荷TIME,1001 ! 定义求解时间DELTIME,1,1,1 ! 定义时间子步ALLSEL,ALLSOLVE ! 求解!第五步:左侧焊缝相变分析(1001到1100秒) DDELE,ALL,TEMP ! 删除温度载荷TIME,1100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步SOLVE ! 求解!第六步:左侧焊缝凝固分析(1100到2000秒) TIME,2000 ! 定义求解时间DELTIME,100,10,200 ! 定义时间子步SOLVE ! 求解!第七步:后处理/POST1 ! 进入通用后处理器SET,,,,,1, , ! 读取1秒中分析结果PLNSOL, TEMP,, 0 ! 显示1秒钟后焊接件的温度分布SET,,,,,100, , ! 读取100秒中分析结果PLNSOL, TEMP,, 0 ! 显示100秒钟后焊接件的温度分布SET,,,,,1000, , ! 读取1000秒中分析结果PLNSOL, TEMP,, 0 ! 显示1000秒钟后焊接件的温度分布SET,,,,,1001, , ! 读取1001秒中分析结果PLNSOL, TEMP,, 0 ! 显示1001秒钟后焊接件的温度分布SET,,,,,1100, , ! 读取1100秒中分析结果PLNSOL, TEMP,, 0 ! 显示1100秒钟后焊接件的温度分布SET,,,,,2000, , ! 读取2000秒中分析结果PLNSOL, TEMP,, 0 ! 显示2000秒钟后焊接件的温度分布/POST26 ! 进入时间历程后处理器NSOL,2,4727,TEMP,, TEMP_2STORE,MERGENSOL,3,4752,TEMP,,TEMP_3STORE,MERGENSOL,4,4808,TEMP,,TEMP_4STORE,MERGENSOL,5,4833,TEMP,,TEMP_5STORE,MERGENSOL,6,4883,TEMP,,TEMP_6STORE,MERGENSOL,7,4908,TEMP,,TEMP_7STORE,MERGENSOL,8,5088,TEMP,,TEMP_8STORE,MERGENSOL,9,5308,TEMP,, TEMP_9STORE,MERGE ! 定义焊接件某些位置8个节点的时间温度变量/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE ! 更改坐标轴标识/XRANGE,0,2000 ! 设定横坐标轴范围PLVAR,2,3,4,5,6,7,8,9, ! 绘制8节点温度随时间的变化曲线温度结果显示1秒时:100秒时:1000秒时:1001秒时:1100秒时:2000秒时:关键点温度变化曲线关键点位置分布:关键点与曲线对应情况:NSOL,2,4727,TEMP,,TEMP_2NSOL,3,4752,TEMP,,TEMP_3NSOL,4,4808,TEMP,,TEMP_4NSOL,5,4833,TEMP,,TEMP_5NSOL,6,4883,TEMP,,TEMP_6NSOL,7,4908,TEMP,,TEMP_7NSOL,8,5088,TEMP,,TEMP_8NSOL,9,5308,TEMP,,TEMP_9关键点温度变化曲线:从该图中可以明显看到:离焊接热影响区域距离较远的关键点温升较小,距离较近的关键点温升较大。
Invar36合金激光焊接Ansys仿真

Invar36合金激光焊接Ansys仿真【摘要】本文对Invar36合金激光焊接过程进行了ansys仿真,验证了激光焊接具有高功率密度,较小的热影响区,较大的焊接深度,较窄的焊缝等优势,能够实现低应力及低变形焊接。
【关键词】激光焊接;invar36合金;ansys仿真1 引言Invar36是C.E.Guilleaume发现的FCC-γ相组织结构的合金。
这种合金以其非常低的热膨胀系数而备受关注[1]。
该合金一般应用在一定温度范围内对膨胀尺寸要求非常严格的场合,如何更好的焊接invar合金成为一个亟待解决的问题。
激光焊接是迅速的且非平衡的热循环过程,在焊缝附近存在很大的温度梯度,在焊缝处同样存在残余应力和不同程度的变形,上述这些情况都是影响焊接质量和使用性能的重要因素[2]。
因此了解焊接过程中温度的变化对也焊接质量和焊接结构具有重要意义。
但是传统焊接过程中的温度测量是相当困难的,激光焊接过程中的温度测量就更困难了。
为了了解焊接过程中温度场的变化,我们借助了计算机和分析软件采用了数值模拟分析的方法对焊接过程进行仿真[3-5]。
2 建立模型模型基于以下热传导微分方程:材料属性随温度变化,高温材料属性通过内插值原则获得。
材料熔融状态下的潜热通过热焓的方式计算。
模型采用solid70单元,并使用plane55单元作为表面效应单元进行单元格优化。
为了减少计算了,降低计算时间,在靠近焊缝区域采用密集网格,远离焊缝区采用稀疏网格,网格划分结果如图1所示。
因为焊缝的对称性,我们选取了对称的一半进行计算,进一步节省了计算时间。
3 热源及边界条件模型采用高斯热源,使模型更加接近实际热源,高斯热源表达式如下所示:qmax 为最大热流密度,R为有效的激光光斑半径,r为距离光斑中心的距离。
模型初始条件设定环境温度25℃,忽略热辐射的影响。
由于只对一半焊缝进行仿真,因此焊缝对称面进行绝热处理。
4 仿真结果分析图2和图3为时间2.6S和5S时的温度场分布图,图4为时间1S时等温面图,由图2和图3可以看出,激光焊接区域,中心温度达到了3359℃,但是距离焊缝稍远一点,温度就有了大幅度的突降,由图4可以更直观的看出温度的这种突变。
ANSYS案例——20例ANSYS经典实例】
ANSYS案例——20例ANSYS经典实例】针对【典型例题】3.3.7(1)的模型,即如图3-19所示的框架结构,其顶端受均布力作用,用有限元方法分析该结构的位移。
结构中各个截面的参数都为:113.010PaE=,746.510mI-=,426.810mA-=,相应的有限元分析模型见图3-20。
在ANSYS平台上,完成相应的力学分析。
图3-19框架结构受一均布力作用图3-20单元划分、节点位移及节点上的外载解答对该问题进行有限元分析的过程如下。
1.基于图形界面的交互式操作(tepbytep)(1)进入ANSYS(设定工作目录和工作文件)程序→ANSYS→ANSYSInteractive→Workingdirectory(设置工作目录)→Initialjobname(设置工作文件名):beam3→Run→OK(2)设置计算类型(3)选择单元类型(4)定义材料参数ANSYSMainMenu:Preproceor→MaterialProp→MaterialModel→Struc tural→Linear→Elatic→Iotropic:E某:3e11(弹性模量)→OK→鼠标点击该窗口右上角的“”来关闭该窗口(5)定义实常数以确定平面问题的厚度ANSYSMainMenu:Preproceor→RealContant…→Add/Edit/Delete→Add→Type1Beam3→OK→RealContantSetNo:1(第1号实常数),Cro-ectionalarea:6.8e-4(梁的横截面积)→OK→Cloe(6)生成几何模型生成节点ANSYSMainMenu:Preproceor→Modeling→Creat→Node→InActiveCS→Nodenumber1→某:0,Y:0.96,Z:0→Apply→Nodenumber2→某:1.44,Y:0.96,Z:0→Apply→Nodenumber3→某:0,Y:0,Z:0→Apply→Nodenumber4→某:1.44,Y:0,Z:0→OK生成单元ANSYSMainMenu:Preproceor→Modeling→Create→Element→AutoNum bered→ThruNode→选择节点1,2(生成单元1)→apply→选择节点1,3(生成单元2)→apply→选择节点2,4(生成单元3)→OK(7)模型施加约束和外载左边加某方向的受力ANSYSMainMenu:Solution→DefineLoad→Apply→Structural→Force/Moment→OnNode→选择节点1→apply→Directionofforce:F某→VALUE:3000→OK→上方施加Y方向的均布载荷ANSYSMainMenu:Solution→DefineLoad→Apply→Structural→Preure→OnBeam→选取单元1(节点1和节点2之间)→apply→VALI:4167→VALJ:4167→OK左、右下角节点加约束(8)分析计算(9)结果显示(10)退出系统(11)计算结果的验证与MATLAB支反力计算结果一致。
ANSYSWorkbench点焊仿真案例
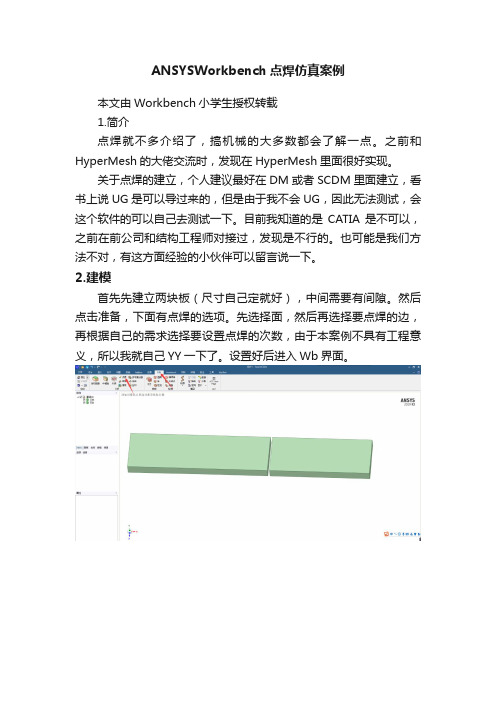
ANSYSWorkbench点焊仿真案例本文由Workbench小学生授权转载1.简介点焊就不多介绍了,搞机械的大多数都会了解一点。
之前和HyperMesh的大佬交流时,发现在HyperMesh里面很好实现。
关于点焊的建立,个人建议最好在DM或者SCDM里面建立,看书上说UG是可以导过来的,但是由于我不会UG,因此无法测试,会这个软件的可以自己去测试一下。
目前我知道的是CATIA是不可以,之前在前公司和结构工程师对接过,发现是不行的。
也可能是我们方法不对,有这方面经验的小伙伴可以留言说一下。
2.建模首先先建立两块板(尺寸自己定就好),中间需要有间隙。
然后点击准备,下面有点焊的选项。
先选择面,然后再选择要点焊的边,再根据自己的需求选择要设置点焊的次数,由于本案例不具有工程意义,所以我就自己YY一下了。
设置好后进入Wb界面。
3.Connections在mechanical里面,接触会自动生成焊点的接触。
如果你想在mechanical中单独添加的话,必须要先设置点,不然你会无法进行设置的。
4.网格划分由于焊点是硬点,所以会影响到网格的划分。
大家可以试试,默认已经无法画出六面体网格,可以手动添加划分方法。
5.边界条件设置在Analysis Settings中Nodal Forces,Contact Miscellaneous,General Miscellaneous 都设置为Yes。
左侧板左端面施加固定约束,右侧边右端面施加向上1000N的力6.后处理添加Total Deformation和Equivalent Stress左键Solution ,然后点击worksheet,拉到最下面,选择图示的所有beam188,右键create user defined result,然后Scoping Method选择Result File item,求解结果。
BEAM188FX_I(轴向力),BEAM188TQ_I(扭矩),BEAM188SF_I(剪力),BEAM188M_I(弯矩)。
激光熔覆ANSYS仿真设计
!上表面上没有对流换热边界条件!单位制:米、秒、摄氏度!/CLEAR,START/FILNAME,temp,0/COM,ANSYS RELEASE 10.0 UP20050718 20:15:52 07/14/2007/CONFIG, NRES, 5000/PREP7!*!================================================================================== =============!指定单元ET,1,SOLID70!*!*!================================================================================== =============!材料属性MPTEMP,,,,,,,,MPTEMP,1,0MPTEMP,2,1350MPTEMP,3,1400MPTEMP,4,1420MPTEMP,5,1440MPTEMP,6,1490MPTEMP,7,2000MPDATA,ENTH,1,,0MPDATA,ENTH,1,,6.5e9MPDATA,ENTH,1,,7.2e9MPDATA,ENTH,1,,8e9MPDATA,ENTH,1,,9e9MPDATA,ENTH,1,,9.9e9MPDATA,ENTH,1,,12.84e9MPTEMP,,,,,,,,MPTEMP,1,0MPTEMP,2,200MPTEMP,3,400MPTEMP,4,800MPTEMP,5,1440MPTEMP,6,2000MPDATA,KXX,1,,14.7MPDATA,KXX,1,,18MPDATA,KXX,1,,20.8MPDATA,KXX,1,,26.3MPDATA,KXX,1,,34.7MPDATA,KXX,1,,51.5MPTEMP,,MPTEMP,1,0MPTEMP,2,200MPTEMP,3,400MPTEMP,4,800MPTEMP,5,1200MPTEMP,6,2000MPDATA,C,1,,494MPDATA,C,1,,536MPDATA,C,1,,569MPDATA,C,1,,644MPDATA,C,1,,669MPDATA,C,1,,729MPTEMP,,,,,,,,MPTEMP,1,0MPDATA,DENS,1,,7700!================================================================================== =============!定义常量Width_Base=0.025 !宽度Height_Base=0.02 !基底高度Length=0.05 !长度Width_Clad=0.0015 !宽度Height_Deposition=0.0025 !覆层高度Layer=10 !层数Height_Clad=Height_Deposition/layerdt=0.00001 !小量Temp=50 !环境温度Init_Temp=200 !初始温度Coff_Conv=30 !对流换热系数!================================================================================== =============!定义常量Velocity=0.003 !扫描速度StepDis=0.001 !每个载荷步位移LaserPower=700 !激光功率Radius=0.0015 !激光光斑半径Area=3.14159265*(Radius**2) !激光光斑面积Factor=0.25 !吸收因子StepTime=StepDis/Velocity !每个载荷步时间TotalTime=(Length+Radius*2)/Velocity !载荷持续时间(扫描一层)StepNum=(Length+Radius*2)/StepDis !载荷步数!================================================================================== =============!建模BLOCK,0,Length,0,Height_Deposition,0,Width_Clad, !覆层BLOCK,0,Length,0,-Height_Base,0,Width_Clad, !基底BLOCK,0,Length,0,-Height_Base,Width_Clad,Width_BaseVGLUE,ALLNUMCMP,ALL !压缩对象编号!================================================================================== =============!划分网格LESIZE,18,,,15,0.125LESIZE,22,,,15,8LESIZE,24,,,15,8LESIZE,26,,,15,8LESIZE,28,,,15,8LESIZE,20,,,15,8LESIZE,21,,,15,8LESIZE,23,,,15,8LESIZE,25,,,15,8LESIZE,27,,,15,8LSEL, S, LOC, Y, dt, Height_Deposition-dt, !覆层高度方向的单元数目LESIZE, ALL, , , Layer,LSEL, S, LOC, X, dt, Length-dt, !长度方向的单元数目LESIZE, ALL, , , Length/StepDis,LSEL, S, LOC, Z, dt, Width_Clad-dt, !宽度方向的单元数目LESIZE, ALL, , , 5,VSEL,ALL!网格划分TYPE,1MAT,1MSHAPE,0,3DMSHKEY,1VMESH,ALL!================================================================================== =============!基底边界条件、初始条件NSEL, S, LOC, Y, -Height_Base, 0 !基底初始温度IC,ALL,TEMP,Init_TempALLSEL,ALLNSEL, S, LOC, Y, -Height_Base, 0 !基底侧面,对流换热边界条件NSEL, R, LOC, Z, Width_BaseSF, ALL, CONV, Coff_Conv, TempALLSEL,ALLNSEL, S, LOC, Y, -Height_Base, 0 !基底左端面,对流换热边界条件NSEL, R, LOC, X, 0SF, ALL, CONV, Coff_Conv, TempALLSEL,ALLNSEL, S, LOC, Y, -Height_Base, 0 !基底右端面,对流换热边界条件NSEL, R, LOC, X, LengthSF, ALL, CONV, Coff_Conv, TempALLSEL,ALLNSEL, S, LOC, Y, 0 !基底上表面,对流换热边界条件NSEL, R, LOC, Z, Width_Clad, Width_BaseSF, ALL, CONV, Coff_Conv, TempALLSEL,ALLFINISH/SOLU!================================================================================== =============!瞬态分析参数设置ANTYPE,4 !分析类型:瞬态!*TRNOPT,FULL !求解方法:完全的N-R方法LUMPM,0 !不使用集中质量矩阵!*!NSUBST, 1 !指定载荷子步数目DELTIM,0.01,0.001,0.05 !载荷子步(默认子步时间步长、最小、最大)——载荷步为0.333CNVTOL,HEAT, ,0.01,1,0.000001, !收敛准则:控制热流OUTRES,NSOL,LAST !结果输出:所有!================================================================================== =============!杀死单元NSEL, S, LOC, Y, 0, Height_Deposition !杀死熔覆层单元ESLN, S, 1, ALLEKILL,ALLALLSEL,ALLESEL,S,LIVEEPLOTESEL,S,LIVE !激活单元的上表面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Y,HeightBaseNSEL,R,LOC,Z,0,RadiusSF,ALL,CONV,Coff_Conv,TempALLSEL,ALL!================================================================================== =============!预热*DO, i, 1, 2m=mod(i,2)*IF,m,EQ,1,THEN !如果为奇数层,向右扫描*DO, k, 1, StepNum, 1TIME,TotalTime*(i-1)+StepTime*k !载荷步结束时间KBC, 1 !载荷步载荷随时间分布:常数LeftX=StepDis*(k-1)RightX=StepDis*kNSEL, S, LOC, Y, 0ESEL, S, LIVEESLN, R, 0NSLE, S, 1NSEL, R, LOC, x, RightX-2*Radius, RightXNSEL, R, LOC, Z, 0, Radius !激活单元的上表面,加热流密度ESLN, S, 1SFE, ALL, 4, HFLUX, , LaserPower*Factor/Area, , ,ALLSEL, ALLSOLVESFEDELE,ALL,4,HFLUX !删除热流密度载荷ALLSEL, ALLESEL,S,LIVE !激活单元的上表面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Y,0NSEL,R,LOC,x,LeftX-2*StepDis,RightX-2*StepDisSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVEEPLOT*ENDDO*ELSE !如果为偶数层,向左扫描*DO, k, 1, StepNum, 1TIME,TotalTime*(i-1)+StepTime*k !载荷步结束时间KBC, 1 !载荷步载荷随时间分布:常数LeftX=Length-StepDis*kRightX=Length-StepDis*(k-1)NSEL, S, LOC, Y, 0ESEL, S, LIVEESLN, R, 0NSLE, S, 1NSEL, R, LOC, x, RightX-2*Radius, RightXNSEL, R, LOC, Z, 0, Radius !激活单元的上表面,加热流密度ESLN, S, 1SFE, ALL, 4, HFLUX, , LaserPower*Factor/Area, , ,ALLSEL, ALLSOLVESFEDELE,ALL,4,HFLUX !激活单元的上表面,删除载荷ALLSEL, ALLESEL,S,LIVE !激活单元的上表面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Y,0NSEL, R, LOC, x, LeftX-2*StepDis, RightX-2*StepDisSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVEEPLOT*ENDDO*ENDIF*ENDDOESEL,S,LIVEEPLOT!================================================================================== =============!熔覆*DO, i, 1, Layer, 1m=mod(i,2)*IF,m,EQ,1,THEN !如果为奇数层,向右扫描*DO, k, 1, StepNum, 1TIME,TotalTime*(i+1)+StepTime*k !载荷步结束时间KBC, 1 !载荷步载荷随时间分布:常数LeftX=StepDis*(k-1)RightX=StepDis*kNSEL, S, LOC, Y, Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iNSEL, R, LOC, x, LeftX, RightXESLN, S, 1EALIVE,ALL !激活单元ALLSEL, ALLNSEL, S, LOC, Y, Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iNSEL, R, LOC, x, RightX-2*Radius, RightXNSEL, R, LOC, Z, 0, RadiusESLN, S, 1SFE, ALL, 4, HFLUX, , LaserPower*Factor/Area, , , !激活单元的上表面,加热流密度ALLSEL, ALLESEL,S,LIVE !激活单元的表面,如果包含左端面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,X,0NSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVE !激活单元的表面,如果包含右端面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,X,LengthNSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVE !激活单元的侧面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Z,Width_CladNSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLSOLVESFEDELE,ALL,4,HFLUX !删除热流密度载荷ALLSEL, ALLESEL,S,LIVE !激活单元的上表面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Y,Height_Deposition/Layer*iNSEL,R,LOC,x,LeftX-2*StepDis,RightX-2*StepDisSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLNSEL,S,LOC,Y,Height_Deposition/Layer*(i-1) !激活单元的下表面,删除对流换热边条ESEL, S, LIVEESLN, R, 0NSLE, S, 1NSEL, R, LOC, x, LeftX-2*StepDis,RightX-2*StepDisNSEL, R, LOC, Z, 0, RadiusNSEL, U, LOC, Y, Height_Deposition/Layer*iESLN, S, 1SFDELE, ALL, CONVALLSEL,ALLESEL,S,LIVEEPLOT*ENDDO*ELSE !如果为偶数层,向左扫描*DO, k, 1, StepNum, 1TIME,TotalTime*(i+1)+StepTime*k !载荷步结束时间KBC, 1 !载荷步载荷随时间分布:常数LeftX=Length-StepDis*kRightX=Length-StepDis*(k-1)NSEL, S, LOC, Y, Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iNSEL, R, LOC, x, LeftX, RightXESLN, S, 1EALIVE,ALLALLSEL, ALLNSEL, S, LOC, Y, Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iNSEL, R, LOC, x, LeftX, LeftX+2*RadiusNSEL, R, LOC, Z, 0, Radius !激活单元的上表面,加热流密度ESLN, S, 1SFE, ALL, 4, HFLUX, , LaserPower*Factor/Area, , ,ALLSEL, ALLESEL,S,LIVE !激活单元的表面,如果包含左端面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,X,0NSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVE !激活单元的表面,如果包含右端面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,X,LengthNSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLESEL,S,LIVE !激活单元的侧面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Z,Width_CladNSEL,R,LOC,Y,Height_Deposition/Layer*(i-1), Height_Deposition/Layer*iSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLSOLVESFEDELE,ALL,4,HFLUX !激活单元的上表面,删除载荷ALLSEL, ALLESEL,S,LIVE !激活单元的上表面,指定为对流换热边条NSLE,S,1NSEL,R,LOC,Y,Height_Deposition/Layer*iNSEL, R, LOC, x, LeftX+2*StepDis, RightX+2*StepDisSF,ALL,CONV,Coff_Conv,TempALLSEL,ALLNSEL,S,LOC,Y,Height_Deposition/Layer*(i-1) !激活单元的下表面,删除对流换热边条ESEL, S, LIVEESLN, R, 0NSLE, S, 1NSEL, R, LOC, x, LeftX+2*StepDis,RightX+2*StepDisNSEL, R, LOC, Z, 0, RadiusNSEL, U, LOC, Y, Height_Deposition/Layer*iESLN, S, 1SFDELE, ALL, CONVALLSEL,ALLESEL,S,LIVEEPLOT*ENDDO*ENDIF*ENDDOESEL,S,LIVE EPLOT。
热应力仿真案例
热应力仿真案例热应力仿真是一种模拟材料或结构在温度变化时由于热膨胀系数不均匀、受约束条件限制而产生的内部应力的方法。
以下是一些使用不同软件进行热应力仿真的案例:1. **ANSYS Workbench 热应力简单案例**:- 当设备由不同热膨胀系数的材料组成时,即使各部分温度相同,冷却或加热过程中也会因为各材料不同的膨胀和收缩特性导致内部应力。
在Ansys Workbench中,可以建立多材料模型,施加温度边界条件,通过热固耦合分析(Thermal-Stress Analysis)来计算和可视化这种应力分布。
2. **PCB及封装结构热应力协同仿真**:- 在电子设计领域,使用SIwave等工具可以对印刷电路板(PCB)以及芯片封装结构进行热应力协同仿真。
例如,当电子器件工作发热时,结合温度场与结构力学分析,预测高温下PCB层间、焊点、封装材料等部位的热应力,防止因热疲劳导致的失效问题。
3. **ANSYS激光焊接过程热应力仿真应用**:- 使用Ansys Workbench可以模拟激光焊接过程中的温度演化和伴随的热应力生成。
通过对焊接接头几何模型进行详细的网格划分,并定义焊接工艺参数(如功率、扫描速度等),能够得出焊接过程中的瞬态温度场和应力场分布,为优化焊接工艺、减少焊接变形提供依据。
4. **ABAQUS热应力分析实例**:- 以刹车盘为例,在Abaqus中可以模拟刹车过程中由于剧烈摩擦产生的热量导致刹车盘快速升温,进而产生热应力的情况。
通过设置材料属性、接触条件、热源分布和边界条件,求解出刹车盘内部的温度分布和由此产生的热应力,有助于评估其热安全性及疲劳寿命。
这些仿真案例覆盖了从机械部件到电子组件的不同应用领域,通过现代CAE (计算机辅助工程)软件有效地帮助工程师们在设计阶段预测并解决潜在的热应力问题。
ANSYSMechanical在焊接仿真中的应用

ANSYSMechanical在焊接仿真中的应用ANSYSMechanical在焊接仿真中的应用1前言焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。
焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。
这些缺陷的产生主要是焊接时不合理的热过程引起的。
由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。
因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。
文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2焊接数值模拟理论基础焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。
由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。
在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。
对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。
但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
基于ANSYS激光增材修复的数值模拟技术
基于 ANSYS激光增材修复的数值模拟技术摘要:以316不锈钢粉末为原材料,模拟激光金属增材修复薄壁结构件的过程。
采用生死单元技术模拟金属增材,基于ANSYS Workbench 工作台数值仿真系统,运用数值模拟的方式预测运用激光增材再制造技术修复316不锈钢基体上预置的梯形通槽修复件的变形量变化趋势;建立的有限元模型能正确有效地模拟出激光增材修复过程中的温度场与应力场,为实验工艺探究过程提供参考依据。
关键词:激光增材;修复;生死单元技术;热-力顺序耦合分析;残余应力场激光增材制造(Laser additive manufacturing,LAM)是一种以激光为能量源,直接从三维CAD模型上激光熔覆制造具有复杂结构形状的金属构件的技术[1]。
相对于传统的减材、等材制造工艺相比,增材制造工艺在低批量制造高价值部件和个性化产品方面具有多项优势。
激光增材修复(Laser additive repaired,LAR)技术是在激光增材制造(LAM)技术基础上发展起来的,与传统修复技术相比,其具有自动化程度高、热输入小、冶金结合、不受形状与尺寸限制等特点,已被广泛应用于合金钢、钛合金、高温合金、生物医用材料等领域的制造与修复。
1有限元模型的建立热力学是确定物体在热源作用下热响应的一种方法,采用数值模拟仿真物体内部各点的温度,推导出可用于模拟物体的温度状况及所需热物性参数。
根据实际情况,文中采用瞬态热分析法,该方法是一种快速升温或冷却过程,这一过程中,温度、热力学条件等随时间而改变。
热力学分析遵循能量守恒和热平衡方程。
瞬态热分析的控制方程为[2][C]{T}+[K]{T}={Q} (1)式中[C]为比热矩阵;{T}为节点温度对时间的导数;[K]为热传导矩阵;{T}为节点温度向量;{Q}为节点热流率向量。
对激光熔覆而言,热源是实现热熔覆的最基本条件,一般来说选用的是高斯热源模型,热源公式为(2)式中,Q为光斑在任一点的热流密度;η为激光利用率;P为激光功率;r为光斑半径;R为任一点到热源中心的距离。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着制造业和机械工程领域的不断发展,焊接技术已成为生产制造过程中重要的工艺手段。
在焊接过程中,温度场和应力的变化对焊接质量、产品性能及使用寿命具有重要影响。
因此,对焊接过程中的温度场和应力进行准确预测和控制,对于提高产品质量和优化生产过程具有重要意义。
本文基于ANSYS软件,对焊接过程中的温度场和应力进行数值模拟研究,旨在为实际生产过程中的焊接工艺优化提供理论依据。
二、焊接温度场的数值模拟1. 模型建立首先,根据实际焊接过程,建立三维有限元模型。
模型中应考虑焊缝、母材等关键部分的几何形状和材料属性。
同时,为提高计算效率,可对模型进行合理简化。
2. 材料属性及热源模型在模拟过程中,需要输入材料的热导率、比热容、热扩散率等热物理参数。
此外,选择合适的热源模型也是关键。
本文采用高斯热源模型,该模型能较好地描述焊接过程中的热输入分布。
3. 数值求解利用ANSYS软件的热分析模块,对焊接过程中的温度场进行数值求解。
通过设定合理的初始条件和边界条件,求解出焊接过程中的温度分布。
三、焊接应力的数值模拟1. 模型转换在得到温度场分布后,将热分析结果作为应力分析的初始条件。
将热分析模型转换为应力分析模型,并设定相应的材料属性。
2. 应力分析利用ANSYS的应力分析模块,对焊接过程中的应力进行数值模拟。
考虑焊缝收缩、母材约束等因素对应力的影响。
通过求解,得到焊接过程中的应力分布。
四、结果与讨论1. 温度场分析通过数值模拟,可以得到焊接过程中的温度场分布。
分析温度场的变化规律,可以了解焊接过程中的热输入、热传导及热扩散等情况。
同时,还可以预测焊接过程中的潜在问题,如热裂纹、热变形等。
2. 应力分析根据应力分布结果,可以了解焊接过程中产生的残余应力。
残余应力对产品的性能和使用寿命具有重要影响。
通过分析残余应力的分布和大小,可以为优化焊接工艺提供依据。
此外,还可以考虑采用相应的工艺措施,如焊后热处理、优化焊接顺序等,以降低残余应力。
基于ANSYS的熔石英玻璃激光焊接工艺研究
simulated and aIlalyzed,the
par锄eters
of fused quanz
dass,C02
l鹪er welding resultS show tllat l够er
can
welding,laser power,spot radius of O.1 4w mm and O.5 nlm,s L弱er moving velocit)r Key words:laser processing;C02 laser;fused—silica
片
场,从图中可以看出:当激光光斑半径为O.2 mm时, 玻璃表面的温度还没有达到1 700℃,玻璃无法软化, 故不能实现焊接;当激光光斑半径为0.1 mm时,玻璃 表面的温度超过了1 700℃,并且由温度场分布可以 看出在毛细管和薄片连接处也达到了l 700℃以上, 能够实现熔石英玻璃的焊接。
■一繁
realize出e
quaItz西鸽s
sheet.
dass;t锄pemture field
JL夹k生^受—受—受—受—屯—LJLjl夹—免—兔—支一支一J屯J色一兔—奠一竞—受一奠.竞一奠.支一炱.支.支一受.受.受.奠.奠.支.受.兜.受.支受.受受失奠史.受.受,
(上接第70页)
LOader Hydraulic Cy“nder RemanufacturIng Feasibility Study
度能够实现石英玻璃薄片的焊接。 关键词:激光加工;c02激光;石英玻璃;温度场 中图分类号:TN249;TG506.4 文献标识码:B 文章编号:1672-545×(2014)05_0071—03
不管在工业领域还是在科学研究领域,石英玻 璃都是非常重要的材料,并且能够承受极高的温度 且膨胀系数低,同时还具有耐腐蚀、硬度也高等优 点,因此得到了广泛的应用。但是,石英玻璃的加工 方法通常是光学冷加工法,即通过切割、磨砂、抛光, 甚至抛光后还要进行切割,以达到各种设备和器件的 尺寸要求,在冷加工过程中的各种光学指标非常严 格,对冷加工提出了非常高的要求,而且加工质量和 精度难以满足工程中的特殊需求。随着激光技术的发 展,人们开始利用能量密度高的激光作为金属和非金 属进行打孔、焊接、切割和打标的理想热源嗍。随后, 人们又采用激光对高硬度的石英玻璃进行切割、焊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
nsel,s,loc,x,x_center-0.002,x_center+0.002
nsel,r,loc,y,y_center,y_center+0.002
nsel,r,loc,z,0
sf,all,hflux,%laser% !在选择的节点上面施加定义好的热流密度函数
allsel,all
nsel,r,loc,z,-0.01,0
ine,all,3 !对激光光斑作用的区域进行网格细化
save
x_center=x0+rb !设置光斑的初始位置
y_center=y0
然后通过gui方式调用函数编辑器定义要加载的热流密度函数,函数的形式为
QC*exp(-2*(({X}-x_center)^2+({Y}-y_center)^2)/(rb^2)),保存后退出,利用函数加载器
nsubst,5
solve
*enddo
不好选择,所以采用圆形区域的外接正方形区域来近似.
再输入第二部分命令流
/sol
antype,4,new !定义分析类型
trnopt,full
toffst,0 !设置采用的温度单位为K
tunif,300 !设置初始温度为300K
!---------------------------
*set,tim,0
QC=Q/(PI* rb*rb)
et,1,solid70 ! 定义单元类型
mp,dens,1,7833 !定义密度
mp,c,1,465 !定义比热
mp,kxx,1,54 !定义热传导系数
block,0,0.052,0,0.025,-0.025,0 !建长方体模型
/prep7 !进入前处理
/units,si !设置单位制为国际单位制
*set,x0,0 !赋值,类似于C++中的“=”,下同
*set,y0,0
*set,rb,0.002 !定义激光光斑半径
*set,Q,8000 !定义激光的功率密度
*set,PI,3.1415926
*set,v,0.05 !定义激光的移动速度
*do,i,1,13
tim=tim+0.04
time,tim !设置载荷步作用时间
x_center=x0+(i-1)*2*rb !设置当前作用区域的中心点坐标 (每次x向前移动一个直径的距离)
y_center=y0
*set,laser(4,0,1),x_center !改变定义的函数中响应的中心点坐标值
/view,1,1,1,1 !转变视图方向为ISO视角
esize,0.002 !单元大小
mshkey,0 !网格设置
mshape,1,3D
vmesh,all !划分网格
nsel,s,loc,x,0,0.05 !选择激光光斑区域
nsel,r,loc,y,0,0.005
加载这个函数,在弹出的对话框中定义Table Parameter Name为
laser,然后将函数式中的参数分别定义为QC=QC,x_center=x_center,
y_center=y_center,rb=rb
光斑的移动采用循环编制,每一次移动一个光斑的位置.在加载区域的选择上,由于圆形区域