尺寸检测报告
构件位置与尺寸(标高)检测报告

(首页)
共页第页委托单位报告编号
工程名称工程部位
样品名称样品编号
样品数量规格型号
施工单位样品状态
生产厂家检测类别
代表批量委托人
委托日期联系电话
检测设备检测日期
抽样人环境条件
抽样数量抽样时间
抽样地点抽样基数
检测场所地址
检测依据
检测项目
检测结论
批准:审核:主检:检测单位检测专用章(盖章)
签发日期:年月日
(附页)
共页第页工程名称报告编号
检测项目样品状态
检测依据
检测内容
检测项目技术要求检测结果单项结论
标高
(mm)
标高
(mm)
标高
(mm)
以下空白
检测说明见证单位:见证人:
共页第页工程名称检测编号
样品状态规格型号
检测日期环境条件
检测依据
设备名称
设备编号
设备状态
检测内容
样品编号检测部位标高偏差实测值(mm)
检测说明
校核:主检:
共页第页工程名称检测编号
测点位置
示意图
校核:主检:。
外观、几何尺寸试验检测报告

检测单位名称(专用章): 报告编号:
施工/委托单位
工程名称
工程部位/用途
样品信息
检测依据
判定依据
主要仪器设备 名称及编号
构件名称(编号)
检测项目
技术指标
检测结果
结果判定
外观质量
整体外观
钢箱梁内外表面不得有凹陷、划痕、焊疤、电弧擦伤等缺陷,边缘应无毛刺
焊缝
焊缝均应平滑,无裂纹、未溶合、夹渣、未填满弧坑、焊瘤等外观缺陷,预焊件的装焊符合设计要求。
防护涂装
涂层表面完整光洁,均匀一致,无破损、气泡、裂纹、针孔、凹陷、麻点、流挂、和邹皮等缺陷。涂后的漆膜颜色一致
支座
支座表面应保持清洁,支座附件的杂物及灰尘应清除。
几何尺寸
检测区间
技术指标
检测结果
结果判定
检测结论:
附加ቤተ መጻሕፍቲ ባይዱ明:
检测: 审核: 批准:日期: 年 月 日
全尺寸检测报告
全尺寸检测报告近年来,随着科技的不断发展和人们对产品质量要求的提高,全尺寸检测在各个行业逐渐成为一项必不可少的工作。
全尺寸检测是指对产品进行全面且细致的检测,以确保其符合质量标准和用户需求。
本文将就全尺寸检测的重要性、检测方法和应用范围进行探讨。
首先,全尺寸检测对于产品的质量和可靠性至关重要。
在生产过程中,任何一个环节的瑕疵都可能导致最终产品的质量下降。
而全尺寸检测能够帮助企业及时发现并解决问题,减少不合格品的产生,提高产品的合格率。
例如,在汽车行业,全尺寸检测可以确保每一辆车的尺寸、组装质量和安全性都符合标准,从而提高乘客的安全感和品牌形象。
其次,全尺寸检测的方法多种多样,可以根据不同产品的特点和检测需求来选择。
其中一种常见的方法是使用三维扫描仪进行检测。
三维扫描仪可以快速、准确地测量产品的尺寸、形状和表面质量,同时可以生成全尺寸的数学模型,帮助工程师进行设计和改进。
另外,还有一些专用的检测设备,如温度计、压力计、电流表等,可以用来检测产品的物理性能。
全尺寸检测的应用范围非常广泛,几乎涵盖了所有需要保证产品质量的领域。
在制造业中,全尺寸检测可以应用于汽车制造、电子产品、航空航天等。
在医疗行业中,全尺寸检测可以帮助医生确保手术器械的质量和安全性。
在建筑工程中,全尺寸检测可以用来检查建筑结构的强度和稳定性。
在食品行业中,全尺寸检测可以确保食品的质量和卫生状况。
然而,尽管全尺寸检测在保证产品质量方面起到了至关重要的作用,但也存在一些挑战和难点。
首先是成本问题。
全尺寸检测需要投入大量的设备和人力资源,成本较高。
其次是检测时间的问题。
有些产品在进行全尺寸检测时需要花费较长的时间,影响了生产效率。
另外,还有一些产品的尺寸和形状较为复杂,难以进行全尺寸的测量和检测。
为了克服这些问题,人们正在努力寻找更加高效和精确的全尺寸检测方法。
例如,有些企业正在研发基于人工智能和机器学习的全尺寸检测技术,利用算法和模型来提高检测的速度和准确性。
全尺寸检验报告(3)
审核: 日期:
检测: 审核:
制表: 日期:
全尺寸检验报告 DIMENSIONS TEST REPORT
图号:XT3004 B00 102C 改善对策
制表: 日期:
全尺寸检验报告 DIMENSIONS TEST REPORT
图号:XT3004 B00 102C
改善对策
制表: 日期:
全尺寸检验报告 DIMENSIONS TEST REPORT
图号:XT3004 B00 102C
改善对策
制表: 日期:
产品名称:Shaft 序号 检验项目 尺寸要求 量具 检验结果 1 2 3 4 5 图号:XT3004 B00 102C 判定 不良原因
审核: 日期:
检测: 审核:
制表: 日期:
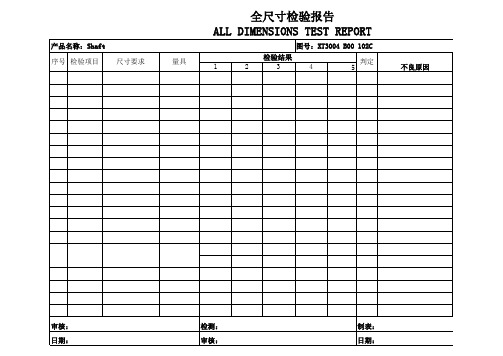
全尺寸检验报告 ALL DIMENSIONS TEST REPORT
产品名称:Shaft 序号 检验项目 尺寸要求 量具 检验结果 1 2 3 4 5 图号:XT3004 B00 102C 判定 不良原因
全尺寸检验报告 ALL DIMENSIONS TEST REPORT
产品名称:Shaft 序号 检验项目 尺寸要求 量具 1 2 检验结果 3 图号:XT3004 B00 102C 4 5 判定 不良原因
Hale Waihona Puke 审核: 日期:检测: 审核:
制表: 日期:
全尺寸检验报告 ALL DIMENSIONS TEST REPORT
全尺寸检测报告(一)2024

全尺寸检测报告(一)引言概述:全尺寸检测报告(一)是对某产品进行全尺寸检测后所得到的结果和分析的报告。
本文将首先介绍全尺寸检测的背景和目的,然后详细讨论5个大点,每个大点包含5-9个小点。
最后,本文将总结全尺寸检测的结果和结论。
1. 产品特性检测1.1 尺寸测量- 使用精确测量工具进行尺寸测量- 检查产品是否符合设计要求的尺寸范围- 记录测量结果并与设计规范进行比较1.2 外观检查- 观察产品外观是否有明显缺陷或瑕疵- 检查产品表面的光滑度和质量- 检测产品颜色是否与设计要求一致1.3 包装检测- 检查产品包装是否完好无损- 检测包装内部是否存在松动或破损- 确保产品在运输过程中不受损坏2. 材料性能检测2.1 强度测试- 通过拉力测试仪测定产品的强度参数- 确定产品是否符合设计的负载要求- 分析材料强度与设计负载之间的安全裕度 2.2 塑性测试- 使用硬度测试仪对产品进行塑性测试- 分析产品的硬度与材料塑性之间的关系 - 检测材料在变形和应变过程中的性能3. 功能性能检测3.1 电子元件测试- 检查电子元件是否正常工作- 调试电路并测量电压、电流等参数- 确保产品的功能符合设计要求3.2 机械动作测试- 测试产品的机械部件是否正常运转- 检查产品的运行噪音和振动- 确保产品的机械动作性能良好4. 环境适应性测试4.1 温度测试- 在不同环境温度下测试产品性能- 分析产品在高温、低温环境下的可靠性- 确保产品在各种温度条件下正常工作4.2 湿度测试- 在不同湿度环境下测试产品的性能- 检查产品内部是否受到湿度影响- 评估产品的防潮性能和耐湿度能力5. 安全性能检测5.1 电气安全测试- 检查产品的绝缘电阻和接地状态- 测试产品的漏电流和绝缘电阻值- 确保产品在正常使用时不会发生电击事故5.2 火灾安全测试- 检测产品的抗火性能和阻燃能力- 测试产品在火灾情况下的烟雾和毒气产生情况- 确保产品在火灾时能够提供足够的安全保护总结:全尺寸检测报告(一)中,我们对产品的特性、材料性能、功能性能、环境适应性和安全性能进行了全面的检测和分析。
检测报告尺寸
检测报告尺寸报告编号:[填写编号]
被测试物品名称:[填写名称]
测试日期:[填写日期]
测试地点:[填写地点]
测试依据:[填写依据]
测试目的:[填写目的]
测试方法:[填写测试方法]
测试结果:
(1)尺寸测量结果如下表所示:
序号尺寸项目测量值误差参考标准
1 长度 [填写测量值] [填写误差] [填写标准]
2 宽度 [填写测量值] [填写误差] [填写标准]
3 高度 [填写测量值] [填写误差] [填写标准]
(2)其他测试结果:[按照实际情况填写]
结论:
本次测试结果表明,被测试物品的尺寸符合相关标准要求,可以正常使用。
测试人员签名:______________________
测试日期:__________________________
备注:[填写需要说明的情况,如测试仪器、环境、样品处理等]。
模具尺寸检测报告

模具尺寸检测报告1. 引言模具在工业生产中起着至关重要的作用,它们用于制造各种产品。
然而,如果模具的尺寸不符合要求,可能会导致产品质量下降甚至生产线停机。
因此,及时、准确地检测模具尺寸的重要性不言而喻。
本报告旨在介绍一种模具尺寸检测的方法,并提供详细的步骤说明。
2. 检测设备在进行模具尺寸检测之前,我们需要准备以下设备: - 一台数控测量机:用于测量模具的尺寸。
- 一台计算机:用于控制数控测量机并分析测量结果。
3. 步骤说明以下是进行模具尺寸检测的步骤说明:步骤1:准备模具首先,将待检测的模具准备好。
确保模具表面清洁,并且没有明显的损坏。
步骤2:安装模具将模具安装到数控测量机的工作台上。
确保模具稳定且与测量机保持良好的接触。
步骤3:设定测量参数在计算机上打开数控测量机软件,并设定所需的测量参数,例如测量精度和测量范围。
根据具体情况,可以选择自动测量或手动测量模式。
步骤4:开始测量点击软件界面上的“开始测量”按钮,数控测量机将自动开始测量模具的尺寸。
在此过程中,测量机会根据设定的参数采集数据,并将其发送到计算机进行处理。
步骤5:数据分析在测量完成后,计算机将根据接收到的数据生成一个尺寸检测报告。
该报告会显示模具的各个尺寸参数,并与预设的标准进行比较。
步骤6:分析结果根据尺寸检测报告,判断模具是否合格。
如果模具的尺寸参数与预设标准相符,则模具合格;否则,需要对模具进行修正或更换。
4. 结论模具尺寸的检测对于确保产品质量和生产效率至关重要。
通过使用数控测量机进行模具尺寸检测,我们可以快速、准确地获得模具的尺寸参数,并及时采取措施以确保模具的合格性。
然而,在使用数控测量机进行模具尺寸检测时,我们还应注意保持设备的良好状态,以提高测量的准确性和可靠性。
希望本报告对模具尺寸检测提供了一种清晰的步骤指导,并帮助读者更好地理解模具尺寸检测的重要性和实施方法。
在实际操作中,读者应根据具体情况进行适当的调整和改进。
全尺寸检测检验报告
摄像头尺寸宽18±0.1mm
结论:
检验人员:审核:
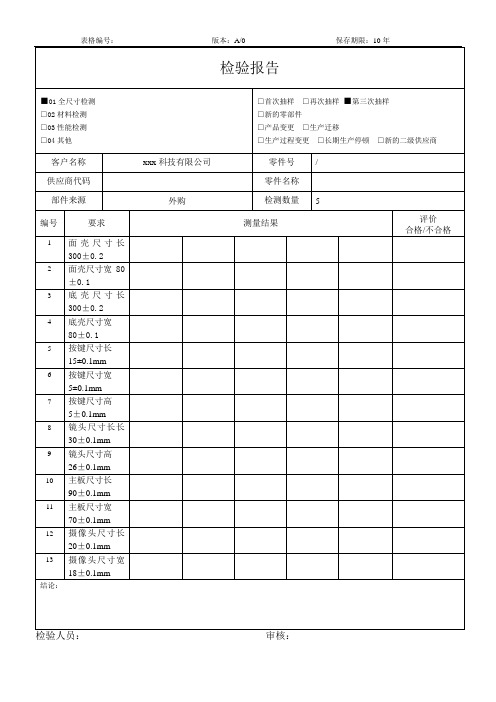
检验报告
■01全尺寸检测
□02材料检测
□03性能检测
□04其他
□首次抽样□再次抽样■第三次抽样
□新的零部件
□产品变更 □生产迁移
□生产过程变更 □长期生产停顿 □新的二级供应商
客户名称
xxx科技有限公司
零件号
/
供应商代码
零件名称
部件来源
外购
检测数量
5
编号
要求
测量结果
评价
合格/不合格
1
面壳尺寸长300±0.2
2
面壳尺寸宽80±0.1
3
底壳尺寸长300±0.2
4
底壳尺寸宽
80±0.1
5
按键尺寸长15±0.1mm
6
按键尺寸宽5±0.1mm
7Hale Waihona Puke 按键尺寸高5±0.1mm
8
镜头尺寸长长30±0.1mm
9
镜头尺寸高
26±0.1mm
10
主板尺寸长
90±0.1mm
11
主板尺寸宽
70±0.1mm
12
摄像头尺寸长20±0.1mm
全尺寸检验报告

全尺寸检验报告随着科技的发展和社会进步,尺寸检验在各行各业中起着至关重要的作用。
无论是制造业、建筑业还是航空航天等领域,全尺寸检验报告都是确保产品质量和安全的重要手段。
一、尺寸检验概述尺寸检验是指通过测量和检验产品的各个尺寸参数,以验证其是否符合设计要求。
全尺寸检验则是对产品的所有相关尺寸进行全面检测和验证,确保产品的每一处细节都符合预期标准。
全尺寸检验报告就是在全尺寸检验的基础上,将相关数据和结果整理、记录并加以分析、解读的文档。
二、全尺寸检验报告的重要性1.确保产品质量:全尺寸检验报告可以准确记录产品各个尺寸参数,并与设计规范相对比,从而及时发现和解决潜在问题,确保产品质量。
2.提高生产效率:全尺寸检验报告提供了详细的数据分析和验证结果,帮助制造商了解产品制造过程中的问题,并能及时进行调整和改进,提高生产效率。
3.满足监管要求:在一些行业中,全尺寸检验报告是必要的监管要求,例如汽车制造领域的质量认证体系,全尺寸检验报告为企业取得相关认证提供了必要的依据。
三、全尺寸检验报告的内容1.产品信息:全尺寸检验报告首先需要记录产品的基本信息,如名称、型号、批次号等,以方便追溯和识别。
2.检验项目:全尺寸检验报告需要列出所有的检验项目,包括尺寸、形状、角度、平整度等多个方面,确保每个细节都能得到充分的关注和评估。
3.测量数据记录和分析:全尺寸检验报告应记录每个检验项目的测量数据,并进行数据分析。
通过图表、曲线和统计分析等方式,将大量的数据进行可视化和直观呈现,以便于理解和评估。
4.结果评定:全尺寸检验报告需要根据设计要求和标准对测量数据进行评定,判断产品是否合格。
同时,还需明确哪些尺寸存在误差和哪些需要进一步改进。
5.异常情况处理:在报告中,还需记录在检验过程中发现的异常情况,并对这些异常情况进行分析和处理,以确保类似问题不再出现。
四、全尺寸检验报告的编制要求1.角度准确:全尺寸检验报告需要遵循精确的角度和符号规范,确保报告的准确性和一致性。
全尺寸测量报告模板
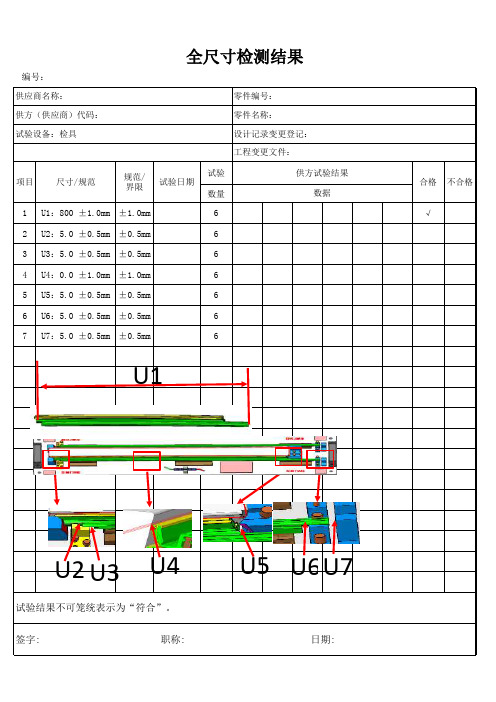
编号:
供应商名称: 供方(供应商)代码:
零件编号: 零件名称:
试验设备:检具
设计记录变更登记: 工程变更文件:
项目 尺寸/规范
规范/ 界限
试验日期
试验 数量
供方试验结果 数据
1 U1:800 ±1.0mm ±1.0mm
6
2 U2:5.0 ±0.5mm ±0.5mm
6
3 U3:5.0 ±0.5mm ±0.5mm
6
4 U4:0.0 ±1.0mm ±1.0mmmm
6
6 U6:5.0 ±0.5mm ±0.5mm
6
7 U7:5.0 ±0.5mm ±0.5mm
6
U1
合格 不合格 √
U2 U3 U4
试验结果不可笼统表示为“符合”。
签字:
职称:
U5 U6U7
日期:
8.2.4.1全尺寸检验和功能试验 应根据适用的顾客工程材料及性能标准,按控制计划的规定,对每一种产品进行全尺寸检验和功能验证 。其结果应可供顾客评审。 注:全尺寸检验是对设计记录上显示的所有产品尺寸进行完善的测量。 全尺寸检验是对设计记录上显示的所有产品尺寸进行完善的测量,除非在顾客已批准的控制计划中另有 检验 频次规定,否则有些顾客可能要求每年都对所有产品进行一次全尺寸检验。 功能试验:是指确认零件符合顾客和组织的所有技术性能和材料要求进行的试验。 除非顾客已批准的控制计划中另有检验频次规定,否则有些顾客可能要求每年都对所有产品进行功能试 验。
构件位置与尺寸(垂直度)检测报告

(首页)
共页第页委托单位报告编号
工程名称检测编号
工程部位规格型号
样品名称样品数量
样品状态代表批量
建设单位检测类别
监理单位委托人
施工单位联系电话
生产厂家委托日期
检测场所地址检测日期
检测设备检测环境
检测依据
检测项目
检测结论
批准:审核:主检:检测单位检测专用章(盖章)
签发日期:年月日
(附页)
共页第页工程名称检测编号
检测项目样品状态
检测依据
检测内容
检测项目技术要求样品编号
检测结果
单项结论X方向Y方向
检测说明东西向为X方向,南北向为Y方向见证单位:
见证人:
共页第页工程名称检测编号
样品状态规格型号
检测日期检测环境
检测依据
设备名称
设备编号
设备状态
检测内容
样品编号X方向垂直度偏差△(mm)Y方向垂直度偏差△(mm)
检测说明东西向为X方向,南北向为Y方向
校核:主检:
共页第页工程名称检测编号
测点位置
示意图
校核:主检:。
全尺寸检验报告

序号No 项目Item 标准(带公差)spec(include tolerance)标准下限upper limit 标准上限lower limit 测量工具measurement tool样件1sample1样件2sample2样件3sample31尺寸7.56±0.107.467.662D 7.5207.5107.5302尺寸 4.0±0.10 3.90 4.10卡尺 4.500 4.500 4.5003尺寸 3.0±0.10 2.90 3.10卡尺 3.000 3.020 3.010456789101112131415161718192021222324252627282930天宝机型Toppower Model:XXXX 设计记录日期/版本/编号:XXXX检测结果:NG检验员:XXX 日期:XXX 批准:XXX 日期:XXX全尺寸检验报告Total dimensional inspection report供应商Supplier:XXXX 报告编号Report No:XXXX天宝编码Toppower Part No:XXXX 物料名称Part Name:XXXX 备注:1、单线流程最少取5件产品进行100%尺寸测量;2、测量数据小数点后的位数不能少于标准公差小数点后的位数且同组数据小数点后位数必须相同;3、如果每个模具有2个穴, 每个穴最少取5件产品进行100%尺寸测量 ;如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进 可在本表样件列增加列数。
ection report须相同;。
FAI全尺寸报告范本

FAI全尺寸报告范本
本报告记录了由XXXXX(发送者/收件人)提供的产品(型号名称)的全尺寸报告。
样品在XXXX公司(检验/检测/测试公司)进行了全尺寸检查,其具体结果如下:
1.尺寸参数:根据国际标准,产品尺寸检查结果如下:
(1)产品总长度:XXX毫米;
(2)产品总宽度:XXX毫米;
(3)产品总厚度:XXX毫米;
(4)产品凸起物高度:XXX毫米;
(5)产品槽深:XXX毫米;
(6)产品左侧支撑板长度:XXX毫米;
(7)产品右侧支撑板长度:XXX毫米;
(8)产品其他参数:XXX毫米。
2.尺寸公差:
(1)产品总长度公差:+/-XXX毫米;
(2)产品总宽度公差:+/-XXX毫米;
(3)产品总厚度公差:+/-XXX毫米;
(4)产品凸起物高度公差:+/-XXX毫米;
(5)产品槽深公差:+/-XXX毫米;
(6)产品左侧支撑板长度公差:+/-XXX毫米;
(7)产品右侧支撑板长度公差:+/-XXX毫米;
(8)产品其他参数公差:+/-XXX毫米。
3.检验结果:
(1)未发现整体凹凸畸变;
(2)尺寸均符合国际标准,且公差均在规定范围内;
(3)未发现焊接夹片,回弹性好;。
产品尺寸检测报告
产品尺寸检测报告近年来,随着全球制造业的快速发展,产品尺寸检测变得至关重要。
尺寸检测不仅是保证产品质量的关键环节,也是确保产品符合设计要求的基础。
本文将从尺寸检测的重要性、检测方法的选择以及检测报告的撰写要点等方面进行论述。
I. 尺寸检测的重要性产品尺寸检测对于制造业来说具有重要的意义。
首先,它能够确保产品的质量稳定。
通过对产品尺寸的准确测量,可以及时检测到可能存在的问题,如尺寸偏差、误差等,并采取相应的纠正措施。
其次,尺寸检测也是保证产品符合设计要求的必要手段。
产品尺寸与设计图纸中的标准尺寸对比,可以评估产品是否符合设计需求,从而确保产品的使用效果和用户体验。
II. 检测方法的选择在进行尺寸检测时,我们可以选择多种不同的方法,以适应不同产品的材质、形状和尺寸要求。
有几种常见的尺寸检测方法。
首先是传统的物理测量方法,例如使用卡尺、游标卡尺、螺旋测微仪等直接测量产品的长度、宽度和高度。
其次是使用三坐标测量机等先进的测量设备,可以实现对产品三维尺寸的高精度测量。
此外,还有光学测量方法,如激光测距仪和光学投影仪等,可以对产品进行快速、非接触测量。
根据产品特点和检测需求,选择合适的检测方法至关重要。
III. 检测报告的撰写要点撰写一份清晰、准确的检测报告是尺寸检测的重要环节。
一个合格的检测报告应该包含以下要点。
首先是产品的基本信息,包括产品名称、型号、生产日期等,这些信息有助于准确识别该产品。
其次是检测结果,包括所有被测试尺寸的测量数值,以及与设计要求的相对偏差。
针对超出允许偏差范围的尺寸问题,需要详细描述问题所在并提供建议。
此外,还应包括使用的检测方法和仪器,并记录相关的测量条件和环境参数,以确保结果的可重复性和可靠性。
最后,检测报告需要由专业的检测人员签字确认,并注明检测日期和有效期限。
综上所述,产品尺寸检测是确保制造业产品质量稳定性和符合设计要求的关键环节。
选择合适的检测方法,进行准确测量,并撰写清晰、准确的检测报告,将有助于提高产品质量、降低生产成本,并确保用户满意度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
120° 合格 120° 23.77 合格 合格 41.36 合格 合格 合格 合格 30°
1 合格 合格 14.65 7.14 1.2 合格
26
尺寸2-R0.5
27
尺寸0.5X45°
28
外径φ49.3+0.150
C
29
表面粗糙度3.2
30
外径φ34.70-0.2
42
尺寸0.5X45°
43
尺寸R0.2
44
尺寸4-1.2
45
尺寸4
46
尺寸R0.2
47 外花键齿根圆φ53.81 0-0.3
C
48
齿面粗糙度3.2
49 跨棒距59.486-59.627
B
50
棒间距22.64-22.76
B
51
齿面粗糙度3.2
52 内花键齿根圆φ25+0.150
C
53
角度90°±2°
54
C
9
角度120°
10
尺寸24
0 -0.3
C
11
尺寸R1
12
表面粗糙度3.2
13
外径φ41.50-0.3
C
14 内花键齿顶圆φ27+0.10
15
尺寸2-0.2X45°
16
尺寸0.5X45°
17
表面粗糙度1.6
18
角度30°±1°
19
尺寸2-0.8+0.3 0
20
尺寸5.45+0.2 0
21
表面粗糙度3.2
序列号 S-
合格 合格 合格
序列号 S-
合格 合格 合格
序列号 S-
合格 合格 合格
序列号 S-
序列号 S-
序列号 S-
合格
合格
合格
材料成分:C:≤ 5 0.8%,Cu:0.5-3%,Ni:1-5%,其
他:≤1%,Fe:其余
合格
合格
合格
6
不应有裂纹、碰伤、脱落 等缺陷
7
角度120°
8
外径φ58.6
0 -0.2
结论: 检验员签 字:
22
尺寸14.7
0 -0.1
C
23
尺寸7.2±0.1
C
24
尺寸1.15+0.15 0
C
25
尺寸2-0.5X45°合格 Nhomakorabea合格
合格
120° 合格 120° 23.76 合格 合格 41.35 合格 合格 合格 合格 30°
1 合格 合格 14.63 7.14 1.18 合格
120° 合格 120° 23.76 合格 合格 41.36 合格 合格 合格 合格 30°
零
手工样件
件零
件图
纸检
验提
交
序 号
尺寸要求
1
材料牌号:F0200T GB/T4309
2 径向压溃强度>7KN
3 渗碳淬火硬度60-75HRA
4
≥6.8g/cm3
零件尺寸检验报告
工装样件
新 零件
供供货货商商:编 号:
地址:
鲁PP银A集P 团禹 城粉末冶金
山东省禹城 市高新区鲁
缺 陷纠正
其 它
重要度 B
合格 合格 合格 合格 34.64 合格 16.38 0.07 0.07 0.04 0.04 0.07 合格 R1 合格 0.04 合格 合格 1.2 4.12 合格 53.68 合格 59.53 22.7 合格 合格 90° 0.4 51.88 83°
检验日期:
合格 合格 合格 合格 34.65 合格 16.41 0.05 0.08 0.05 0.03 0.06 合格 R1 合格 0.04 合格 合格 1.2 4.08 合格 53.66 合格 59.54 22.7 合格 合格 90° 0.4 51.87 83°
尺寸0.3+0.2 0
55 深齿齿根圆φ52.10-0.3
56
角度83°
结论:
检验:
审核:
合格 合格 合格 合格 34.58 合格 16.42 0.06 0.05 0.04 0.05 0.08 合格 R1 合格 0.03 合格 合格 1.2
4 合格 53.65 合格 59.53 22.68 合格 合格 90° 0.4 51.85 83°
C
31
尺寸R2
32
尺寸16.50-0.15
33 径跳:相对基准A:0.1
C
34 径跳:相对基准A:0.1
35 端跳:相对基准A:0.05
C
36 端跳:相对基准A:0.05
C
37 径跳:相对基准A:0.1
38 表面粗糙度3.2, 6.3
39
尺寸R0.8+0.2 0
40
尺寸3-10+0.05-0.1
C
41 对称度:相对基准B:0.1