焊丝牌号
焊丝牌号及型编制

焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.031 5 H10Mn2MoA0.08~0.131.70~2.00≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.031 6 H08Mn2MoV A0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.700.06~0.12≤0.2Ti0.15(加入量)≤0.03≤0.031 7 H10Mn2MoV A0.08~0.131.70~2.40≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.0318 H08CrMoA ≤0.100.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0319 H13CrMoA0.11~0.160.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0320 H18CrMoA0.15~0.220.40~0.700.15~0.350.80~1.10≤0.300.15~0.25≤0.2≤0.025≤0.032 1 H08CrMoVA≤0.100.40~0.700.15~0.351.00~1.30≤0.300.50~0.700.15~0.35≤0.2≤0.03≤0.032 2 H08CrNi2MoA0.05~0.010.50~0.850.10~0.300.70~1.001.40~1.800.20~0.40≤0.2≤0.025≤0.032 3 G30CrMnSiA0.25~0.350.80~1.100.90~1.200.80~1.10≤0.30≤0.2≤0.025≤0.02524 H10MoCrA ≤0.120.40~0.700.15~0.350.45~0.65≤0.300.40~0.60≤0.2≤0.03≤0.03表2-32类别牌号化学成分,%(m/m)C Si Mn P S Cr Ni Mo Cu 其他奥氏体型H1Cr19Ni9 ≤0.14≤0.61.00~2.00≤0.03≤0.0318.00~20.008.00~10.00H0Cr19Ni12Mo2≤0.08≤0.61.00~2.50≤0.03≤0.0318.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2Cu2 ≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.001.00~2.50H0Cr19Ni14Mo3 ≤0.08≤0.61.00~2.50≤0.03≤0.0318.50~20.5013.00~15.003.00~4.00H0Cr21Ni10 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0319.50~22.509.00~11.00H00Cr21Ni10 ≤0.03 ≤0.61.00~2.50≤0.03≤0.0218.50~20.509.00~11.00H0Cr20Ni10Ti ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.509.00~10.50Ti9×C%~1.00H0Cr20NI10Nb ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.009.00~11.00Nb10×C%~1.00H00Cr20Ni25Mo4Cu ≤0.03≤0.61.00~2.50≤0.03≤0.0219.00~21.0024.00~26.004.00~5.001.00~2.00H1Cr21Ni10Mn6 ≤0.10≤0.65.00~7.00≤0.03≤0.0220.00~22.009.00~11.00H1Cr24Ni13 ≤0.12 ≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.00H1Cr24Ni13Mo2 ≤0.12≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.002.00~3.00H00Cr25Ni22Mn4Mo2N ≤0.03≤0.53.50~5.50≤0.03≤0.0224.00~26.0021.50~23.002.00~2.80N0.10~0.15H1Cr26Ni21 ≤0.15 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00H0Cr26Ni21 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00铁素体型H0Cr14 ≤0.06≤0.7≤0.60≤0.03≤0.0313.00~15.00≤0.60 H1Cr17 ≤0.10≤0.5≤0.60≤0.03≤0.0315.50~17.00≤0.60马氏体型H1Cr13 ≤0.12≤0.5≤0.60≤0.03≤0.0311.50~13.50≤0.60H2Cr130.13~0.21≤0.6≤0.60≤0.03≤0.0312.00~14.00≤0.60H0Cr17Ni4Cu4Nb≤0.05≤0.750.25~0.75≤0.03≤0.0315.50~17.004.00~5.00≤0.753.00~4.00N0.15~0.45表2-33 国产焊丝型号及其化学成分(%)(GB/T8110-95)焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量碳钢焊丝ER49 -1≤0.111.80~2.100.65~0.95≤0.030≤0.030≤0.30≤0.20—————≤0.50—ER50 -2≤0.07 0.90~1.40 ≤0.025≤0.035——0.05~0.150.02~0.120.05~0.15≤0.50ER50 -3 0.06~0.15———ER50 -4 0.07~0.151.00~1.50ER50 -5 0.07~0.190.90~1.400.50~0.90ER50 -6 0.06~0.151.40~1.85—ER50 -7 0.07~0.150.50~0.80铬钼钢焊丝ER55 -B2 0.07~0.120.40~0.700.40~0.70≤0.025≤0.025≤0.201.20~1.500.40~0.65————≤0.35≤0.50ER55 -B2L≤0.05ER55-B2-MnV0.06~0.10 1.20~1.600.60~0.90≤0.030≤0.0251.00~1.300.50~0.700.20~0.40ER55 -B2-Mn 1.20~1.700.90~1.200.45~0.65—ER62 -B3 0.07~0.120.40~0.700.40~0.70≤0.025≤0.202.30~2.700.90~1.20ER62 -B3L≤0.05镍钢焊丝ER55 -C1≤0.12≤1.250.40~0.80≤0.025≤0.0250.80~1.10≤0.15≤0.35≤0.05———≤0.35≤0.50ER55 -C2 2.00~2.75———ER55 -C3 3.00~3.75续表焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量锰钼钢焊丝ER55-D2-Ti≤0.111.20~1.900.40~0.80 ≤0.025≤0.025——0.20~0.50—≤0.20——≤0.50≤0.50ER55 -D2 0.07~0.121.60~2.100.50~0.80≤0.150.40~0.60—其他低合金钢焊丝ER69 -1≤0.081.25~1.800.20~0.50 ≤0.010≤0.0101.40~2.10 ≤0.300.25~0.55 ≤0.05≤0.10≤0.10≤0.10≤0.25≤0.50ER69-2≤0.12 0.20~0.600.80~1.250.20~0.550.25~0.65ER69 -3 0.40~0.80≤0.020≤0.0200.50~1.00——≤0.20—≤0.35ER76 -1≤0.09 1.40~1.800.20~0.55 ≤0.010≤0.0101.90~2.60≤0.500.25~0.55≤0.04≤0.10≤0.10≤0.25ER83 -1≤0.100.25~0.602.00~2.80≤0.600.30~0.65≤0.03ERXX-G供需双方协商注:①焊丝中铜含量包括镀铜层。
钨极氩弧焊常用焊丝的牌号与型号
钨极氩弧焊常用焊丝的牌号与型号?钨极氩弧焊常用焊丝的牌号和用途:1.THT49-1、ER49-1 碳钢焊丝:用于船舶、石化、核电等高压管的对接及角焊;2.THT-10MnSi、ER50-G:用于薄板及打底焊接结构;3.THT50-6(TIG-J50)、ER50-6:用于管道、平板等需作抛光度准确时的焊接4.THT55-B2、ER55-B2珠光体耐热钢焊丝:用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接;5.THT55-B2V、ER55-G:用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接;6.THT-307、THS-307、H09Cr21Ni9Mn4Mo 不锈钢焊丝:用于防弹钢、覆面不锈钢及碳钢异材的焊接;7.THT-307Si、THS-307Si、H10Cr21Ni10Mn6Si1:用于高锰钢、硬化性耐磨钢及非磁性钢的焊接;8.THT-308、THS-308、H08Cr21Ni10Si:用于308、301、304等不锈钢结构的焊接;9.THT-308L、THS-308L、H03Cr21Ni10Si:用于304L、308L等不锈钢结构的焊接;10.THT-308LSi、THS-308LSi、H03Cr21Ni10Si1:用于改善填充金属的工艺性、焊接操作性及流动性;11.THT-309、THS-309、H12Cr24Ni13Si:用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接;12.THT-309Mo、THS-309Mo、H12Cr24Ni13Mo2:用于Cr22Ni12Mo2复合钢以及异种钢的焊接;13.THT-309L、THS-309L、H03Cr24Ni13Si:用于309S、1Cr13、1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接;14.THT-309LSi、THS-309LSi、H03Cr24Ni13Si1:用于309型不锈钢以及304型不锈钢与碳钢的焊接;15.THT-309LMo、THS-309LMo、H03Cr24Ni13Mo2:用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接。
焊丝牌号及型编制
焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.03。
常见焊条焊丝型号牌号对照一览表
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
THA212
E318-16
E318-16
THJ607
E6015-D1
E9015-D1
THA242
E317-16
E317-16
THW707Ni
E5515-C1
—
THA302
E309-16
E309-16
THR207
E5515-B1
E8015-B1
THA307
E309-15
E309-15
THR307
E5515-B2
E8015-B2
THG202
E410-16
E410-16
THR317
E5515-B2-V
—
—
—
—
THR407
E6015-B3
—
气保护
实芯焊丝
THQ-G2Si
EN440G384MG2Si
THJ507-1
E5015-1
0.12
1.60
0.75
0.030
0.030
—
400
490
22
-46℃
27
适用于碳钢或低合金钢及船用A、B、C、D、E级钢重要结构。
低合金钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
MPa
Rm
MPa
(完整word版)焊丝牌号对照一览表.doc

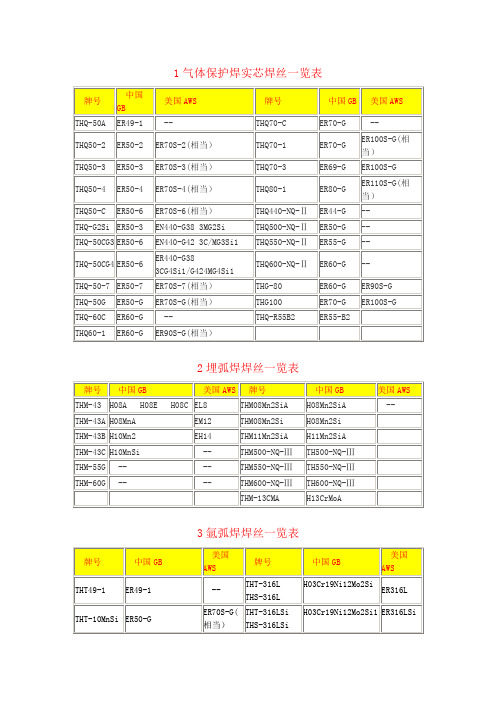
1气体保护焊实芯焊丝一览表牌号中国美国 AWS 牌号中国 GB 美国 AWS GBTHQ-50A ER49-1 -- THQ70-C ER70-G --THQ50-2 ER50-2 ER70S-2(相当)THQ70-1 ER70-G ER100S-G(相当)THQ50-3 ER50-3 ER70S-3(相当)THQ70-3 ER69-GER100S-GTHQ50-4 ER50-4 ER70S-4(相当)THQ80-1 ER80-G ER110S-G(相当)THQ50-C ER50-6 ER70S-6( 相当)THQ440-NQ-Ⅱ ER44-G-- THQ-G2Si ER50-3 EN440-G38 3MG2Si THQ500-NQ-Ⅱ ER50-G-- THQ-50CG3ER50-6 EN440-G42 3C/MG3Si1 THQ550-NQ-ⅡER55-G --THQ-50CG4ER50-6 ER440-G38THQ600-NQ-ⅡER60-G -- 3CG4Si1/G424MG4Si1THQ-50-7 ER50-7 ER70S-7(相当)THG-80 ER60-GER90S-GTHQ-50G ER50-G ER70S-G(相当)THG100 ER70-GER100S-GTHQ-60C ER60-G -- THQ-R55B2 ER55-B2THQ60-1 ER60-G ER90S-G(相当)2 埋弧焊焊丝一览表牌号中国 GB 美国 AWS 牌号中国 GB 美国 AWS THM-43 H08A H08E H08C EL8 THM08Mn2SiA H08Mn2SiA -- THM-43A H08MnA EM12 THM08Mn2Si H08Mn2SiTHM-43B H10Mn2 EH14 THM11Mn2SiA H11Mn2SiATHM-43C H10MnSi -- THM500-NQⅢ- TH500-NQ-ⅢTHM-55G -- -- THM550-NQⅢ- TH550-NQ- ⅢTHM-60G -- -- THM600-NQⅢ- TH600-NQ-ⅢTHM-13CMA H13CrMoA3 氩弧焊焊丝一览表牌号中国 GB美国牌号美国AWS中国 GBAWSTHT49-1 ER49-1 -- THT-316L H03Cr19Ni12Mo2SiTHS-316LER316LTHT-10MnSi ER50-G ER70S-G( THT-316LSi H03Cr19Ni12Mo2Si1 ER316LSi 相当)THS-316LSiTHT50-6ER70S-6( THT-317(TIG-J50) ER50-6 H08Cr19Ni14Mo3 ER317相当)THS-317THT55-B2 ER55-B2 -- THT-317LH03Cr19Ni14Mo3 ER317L THS-317LTHT55-B2VER55-G -- THT-347H08Cr20Ni10Nb ER347 THS-347THT-307H09Cr21Ni9Mn4Mo ER307 THT-321H08Cr19Ni10Ti ER321THS-307 THS-321THT-307Si H10Cr21Ni10Mn6Si1-- THT-410H12Cr13 ER410THS-307Si THS-410THT-308H08Cr21Ni10Si ER308 THT-420H31Cr13 ER420THS-308 THS-420THT-308LTHT-430H03Cr21Ni10Si ER308L THS-430 H10Cr17 ER430 THS-308LTHT-2209THT-308LSi H03Cr21Ni10Si1 ER308LSi THS-2209H03Cr22Ni8Mo3N ER2209(相THS-308LSi 当)THT-309H12Cr24Ni13Si ER309THS-309THT-309MoH12Cr24Ni13Mo2 ER309MoTHS-309MoTHT-309LH03Cr24Ni13Si ER309LTHS-309LTHT-309LSiH03Cr24Ni13Si1 ER309LSiTHS-309LSiTHT-309LMoER309LMo THS-309LMo H03Cr24Ni13Mo2THT-310H12Cr26Ni21Si ER310 THS-310THT-312H15Cr30Ni9 ER312 THS-312THT-316H08Cr19Ni12Mo2Si ER316 THS-3164药芯焊丝一览表牌号中国 GB 美国 AWS 牌号中国 GB 美国 AWS THY-J427Ni E430T-5L -- THY-J507L 协议标准--THY-51A E501T-1L E71T-1J THY-J607L 协议标准--THY-51B E501T-1E71T-1 THY-R107 E490T5-A1C --THY-55 E500T-5E70T-5 THY-R202 E551T1-B1C --THY-58 E501T-8 -- THY-R207 协议标准--THY-J502CrNiC协议标准-- THY-R302 E551T1-B2C E81T1-B2CuTHY-J552CrNiC协议标准-- THY-R307 E550T5-B2C E80T5-B2CuTHY-J507TiB E500T-5L -- THY-R312 协议标准-- THY-J502MoCu协议标准-- THY-R317 协议标准-- THY-J50MX E500T-1 E70T-1 THY-R327 协议标准--THY-J60MX E62C-D2 -- THY-R407 E621T1-B3LC E621T1-B3L CTHY-J70MX E69C-K3 -- THY-R402 E621T1-B3C --THY-J552Ni-1 E551T1-Ni1E551T1-Ni1C THY-R407G E620T5-B3C -- CTHY-J552Ni-2 E551T1-Ni2E551T1-Ni2C THY-R502 协议标准-- CTHY-J607Ni E550T5-K1C-- THY-QD127 EDPMn3-16 --THY-J602Ni E601T1-K2CE91T1-K2 THY-QD172 EDPCrMo-A4-03--THY-J707R E620T5-K2C E620T5-K2C THY-QD212 EDPCrMo-A4-03--THY-J602Ni-2 E621T1-Ni2 E621T1-Ni2CTHY-QD256 EDMn-A-16 EFeMn-A CTHY-J702Ni E691T1-K3C-- THY-QD266EDMn-B-16( 添--加钼)THY-J702Ni-2协议标准-- THY-QD3Cr2W8 EDRCrW-15 --THY-J707Ni E690T5-K3C E690T5-K3CTHY-QD322 EDRCrMoWV-A1-03--THY-J807Ni E760T5-K3C -- THY-QD507 EDCr-A1-15 --THY-J802Ni-2 协议标准--THY-J857Ni E830T5-K4C--THY-J907Ni协议标准--THY-J952Ni-3协议标准--THY-J957Ni协议标准--THY-J107Ni(M) 协议标准-- 牌号中国 GB 美国 AWS协议标准THY-MD301-1 HRC:42--46协议标准THY-MD301-4 HRC:43--48协议标准THY-MD401-4HRC:≥42协议标准THY-MD401-5HRC:≥42协议标准THY-MD451-4HRC:≥45THY-MD404L-4 协议标准HRC:≥38协议标准THY-MD556-4HRC:≥55协议标准THY403-4HRC:≥50 THY-QD517 EDCrB-15 --THY-QD5Cr8Si3EDPCrSi-B --THY-QD5Cr6MnMo--EDRCrMnMo-15THY-QD507Mo EDCr-A2-15 --THY-ZD-3 EDCr-A2-15 --牌号中国 GB 美国 AWS THY-A308LQ E308LT1-1 E308LT1-1 THY-A316LQ E316LT1-1E316LT1-1 THY-A309LQ E309LT1-1E309LT1-1 THY-A308 E308T1-1THY-A347 E347T1-1THY-A207 E316T0-1THY-G317 协议标准THY-A308L(W) R308LT1--5THY-A132(W) R347T1--5。
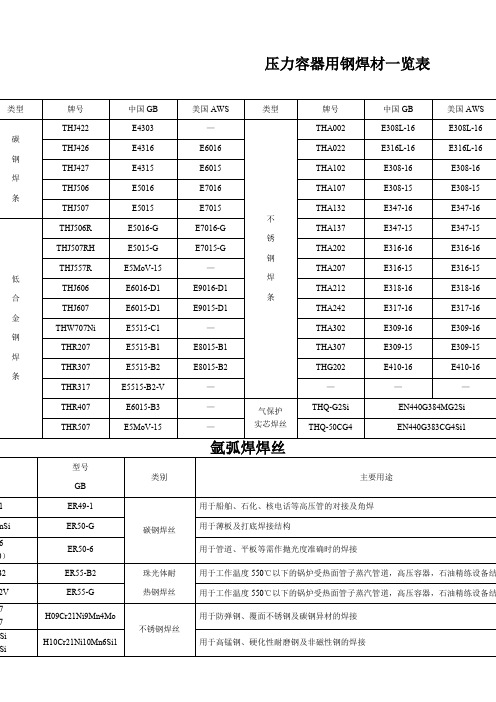
(完整版)常见焊条焊丝型号牌号对照一览表

类型
牌号
中国GB
美国AWS
类型
牌号
中国GB
美国AWS
碳
钢
焊
条
THJ422
E4303
—
不
锈
钢
焊
条
THA002
E308L-16
E308L-16
THJ426
E4316
E6016
THA022
E316L-16
E316L-16
THJ427
E4315
E6015
THA102
E308-16
E308-16
47
适用于采油平台船舶及高压容器等重要结构的焊接。
THJ506NiCrCu
E5016-G
(TB)
0.10
1.25
0.60
0.020
0.025
Cu0.20/0.40
Cr0.30/0.80
Ni0.20/0.50
400
500
22
-40℃
60
用于50Kg级耐候钢的焊接
THJ506NH
E5016-G
0.10
0.50/1.30
0.40
0.020
0.030
Cu0.20/0.35
Cu0.20/0.50
420
(例值)
530
(例值)
27
(例值)
-40℃
36
(例值)
主要用于耐候的铁路机车车辆的焊接
THJ506NiCu
E5016-G
(TB)
0.12
1.25
0.70
0.025
0.030
Cu0.20/0.40
Ni0.20/0.50
常见焊条焊丝型号牌号对照一览表

390
490
20
-20℃
47
该焊条是50公斤级耐火耐侯钢配套的专用焊条,主要用于要求耐火耐侯的重要钢构造的焊接
230
(600℃)
—
≥25
(600℃)
—
THJ506R
E5016-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可进步焊条熔敷效率,工艺性能好
E5010
E5011
0.20
0.50/
1.00
0.30
0.035
0.040
—
400
490
20
-30℃
27
焊接相应强度碳钢及低合金钢管环缝的全位置立向下焊接,底层焊时单面焊双面成形操作容易
THJ506
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
27
适用于中碳钢及低合金钢构造的全位置焊接,焊缝具有良好的力学及抗裂性能
焊丝的型号与牌号对比

可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝的型号是国家标准规定的能反映焊丝的主要特征,不同类型焊丝的型号表示方法有所不同。
牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊接行业统一牌号,但必须按照国家标准要求,在产品样本或包装标签上注明该产品“符合国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
1实芯焊丝的型号与牌号(1)实芯焊丝型号1)气体保护焊用碳钢、低合金钢焊丝气体保护焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER后同的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
焊丝型号举例:2)铸铁气焊焊丝铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示焊丝用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示(见表1),再细分时用数字表示。
焊丝型号举例:表1铸铁焊丝的分类及型号类别名称型号铁基焊丝灰铸铁焊丝RZC 合金铸铁焊丝RZCH 球墨铸铁焊丝RZCQ3)铜及铜合金焊丝铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种,如HSCuZn-1,HSCuZn-2等。
4)铝及铝合金焊丝焊丝型号以“丝”字的汉语拼音第一个字母“S”表示,“S”后面用化学元素符号表示焊丝的主要合金组成,化学元素符号后的数字表示同类焊丝的不同品种。
铝及铝合金焊丝的分类及型号见表2。
表2铝及铝合金焊丝的分类及型号类别焊丝型号类别焊丝型号纯铝SAl-1SAl-2SAl-3铝镁合金铝铜合金铝锰合金SAlMg-5SAlCuSAlMn铝镁合金SAlMg-1SAlMg-2SAlMg-3铝硅合金SAlSi-1SAlSi-25)镍及镍合金焊丝镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,E R后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,主在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。
(完整word版)焊丝牌号对照一览表
THM-60G
--
--
THM600-NQ-Ⅲ
TH600-NQ-Ⅲ
THM-13CMA
H13CrMoA
3氩弧焊焊丝一览表
牌号
中国GB
美国AWS
牌号
中国GB
美国AWS
THT49-1
ER49-1
--
THT-316L
THS-316L
H03Cr19Ni12Mo2Si
-A316LQ
E316LT1-1
E316LT1-1
THY-MD401-4
协议标准HRC:≥42
THY-A309LQ
E309LT1-1
E309LT1-1
THY-MD401-5
协议标准HRC:≥42
THY-A308
E308T1-1
THY-MD451-4
协议标准HRC:≥45
THY-A347
E347T1-1
--
THY-J702Ni-2
协议标准
--
THY-QD3Cr2W8
EDRCrW-15
--
THY-J707Ni
E690T5-K3C
E690T5-K3C
THY-QD322
EDRCrMoWV-A1-03
--
THY-J807Ni
E760T5-K3C
--
THY-QD507
EDCr-A1-15
--
THY-J802Ni-2
ER100S-G
THQ50-4
ER50-4
ER70S-4(相当)
THQ80-1
ER80-G
ER110S-G(相当)
THQ50-C
ER50-6
ER70S-6(相当)
【2012年】焊丝牌号对照表【最新经典版】

一、不锈钢焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti A022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
焊丝牌号对照表
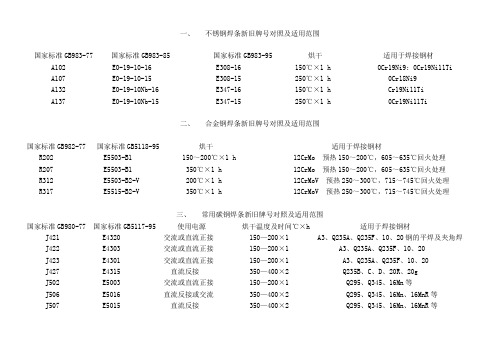
一、不锈钢焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr18Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11Ti二、合金钢焊条新旧牌号对照及适用范围国家标准GB982-77 国家标准GB5118-95 烘干适用于焊接钢材R202 E5503-B1 150~200℃×1 h 12CrMo 预热150~200℃,605~635℃回火处理R207 E5503-B1 350℃×1 h 12CrMo 预热150~200℃,605~635℃回火处理R312 E5503-B2-V 200℃×1 h 12CrMoV 预热250~300℃,715~745℃回火处理R317 E5515-B2-V 350℃×1 h 12CrMoV 预热250~300℃,715~745℃回火处理三、常用碳钢焊条新旧牌号对照及适用范围国家标准GB980-77 国家标准GB5117-95 使用电源烘干温度及时间℃×h 适用于焊接钢材J421 E4320 交流或直流正接 150—200×1 A3、Q235A、Q235F、10、20钢的平焊及夹角焊J422 E4303 交流或直流正接 150—200×1 A3、Q235A、Q235F、10、20J423 E4301 交流或直流正接 150—200×1 A3、Q235A、Q235F、10、20J427 E4315 直流反接 350—400×2 Q235B、C、D、20R、20gJ502 E5003 交流或直流正接 150—200×1 Q295、Q345、16Mn等J506 E5016 直流反接或交流 350—400×2 Q295、Q345、16Mn、16MnR等J507 E5015 直流反接 350—400×2 Q295、Q345、16Mn、16MnR等。
钢结构常用钢材焊条焊丝焊剂选用表
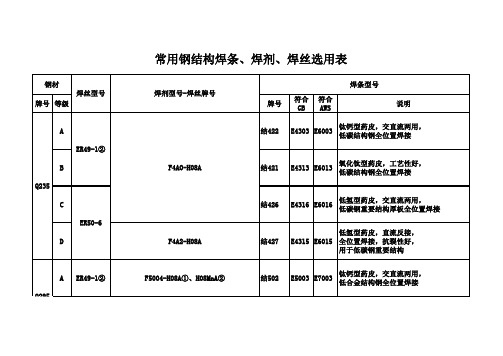
钢材 焊丝型号 牌号 等级 焊剂型号-焊丝牌号 牌号 符合 GB 符合 AWS 焊条型号 说明 钛钙型药皮,交直流两用, 低碳结构钢全位置焊接
A ER49-1② B Q235 C ER50-6 D F4A2-H08A F4AO-H08A
结422
E4303 E6003
结421
结507
E5015 E7015
低氢型药皮,直流反接,抗裂性好, 用于低合金钢重要结构全位置焊接
B
ER50-3
F5014-、F5011-H08MnA②、H10Mn2②
结422Fe E4323 E6023
铁粉钛钙型药皮,交直流两用, 全位置焊接,用于低碳钢较重要的结构
Q345 C ER50-2 D F5034-、F5031-H08MnA②、H10Mn2② F5024-、F5021-H08MnA②、H10Mn2②
铁粉钛钙型药皮,交直流两用, 结426Fe E4328 E6028 药皮中含有30%铁粉,焊接效率高, 用于碳锰钢重要结构 铁粉钛钙型药皮,交直流两用, 结506Fe E5018 E7018 药皮中含有30%铁粉,焊接效率高, 用于低合金结构钢重要结构
E A
F5041-③ F5011-H08MnA①、H10Mn2②、H08MnMoA②
E4313 E6013
氧化钛型药皮,工艺性好, 低碳结构钢全位置焊接
结426
E4316 E6016
低氢型药皮,交直流两用, 低碳钢重要结构厚板全位置焊接
结427
低氢型药皮,直流反接, E4315 E6015 全位置焊接,抗裂性好, 用于低碳钢重要结构 钛钙型药皮,交直流两用, 低合金结构钢全位置焊接
B Q390 C D
焊丝型号表

堆焊耐磨焊丝一览表耐磨堆焊材料(1)—耐金属间磨损及腐蚀类
主要化学成份、性能及用途
注:以上合金焊丝具有明弧及埋弧两种焊接方式耐磨堆焊材料(2)—耐高温磨损及热疲劳类
主要化学成份、性能及用途
耐磨堆焊材料(3)—抗强冲击及强磨损类主要化学成份、性能及用途
耐磨堆焊材料(4)—高铬铸铁类焊丝主要化学成份、性能及用途
注:以上合金焊丝具有明弧及埋弧两种焊接方式耐磨堆焊材料(5)—高锰钢类
主要化学成份、性能及用途
电弧喷涂药芯焊丝
主要化学成份、性能及用途
精选文库
镍基合金粉末耐磨喷涂|堆焊焊丝|耐磨焊丝|药芯焊丝|碳化钨焊丝|钴基焊丝|药芯堆焊焊丝|耐磨合金粉块|耐磨板堆焊焊丝|连铸棍堆焊药芯焊丝|硬面堆焊焊丝|热喷涂丝材|粉末合金耐磨喷
涂|金属粉末喷焊炬|粉末火焰喷焊炬|
地址:河北省邢台市桥东工业区
邮箱:fynmht@ 备案号:冀ICP备08010051号
- 11。
常用钛焊丝牌号
常用钛焊丝牌号
钛焊丝的牌号通常根据其化学成分和用途来确定。
以下是一些常见的钛焊丝牌号:
1. TA1:工业纯钛焊丝,主要用于焊接工业纯钛和钛合金。
2. TA2:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
3. TA3:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
4. TA4:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
5. TA5:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
6. TA6:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
7. TA7:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
8. TA9:工业纯钛焊丝,具有更高的强度和耐腐蚀性,主要用于焊接高强度钛合金。
需要注意的是,不同牌号的钛焊丝在化学成分、力学性能和焊接工艺等方面可能存在差异,因此在选择钛焊丝时,应根据具体的焊接要求和材料特点来选择合适的牌号。
氩弧焊焊丝

氩弧焊焊丝牌号型号GB类别主要用途THT50-2ER50-2碳钢焊丝用于船舶、石化、核电话等高压管的对接及角焊THT50-3ER50-3用于薄板及打底焊接结构THT50-6(TIG-J50)ER50-6用于管道、平板等需作抛光度准确时的焊接THT50-GER50-6用于管道的第一道打底焊接THT55-GER55-B2用于渗透打底焊接,通常用于Mn-Mo、Mn-Ni-Mo等高强钢THT55-B2—珠光体耐热钢焊丝用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接THT50M—低合金钢焊丝用于工作温度510℃以下的锅炉受热面管子蒸汽管道,也用于一般的低金高强度钢结构的焊接THS-304H10Cr19Ni9不锈钢焊丝用于工作温度低于300℃耐蚀0Cr18Ni9等不锈钢结构的焊接THS-307H10Cr21Ni10M用于防弹钢、覆面不锈钢及碳钢异材的焊接THS-307SiH10Cr21Ni10Mn6Si1用于高锰钢、硬化性耐磨钢及非磁性钢的焊接THS-308H08Cr21Ni10Si用于308、301、304等不锈钢结构的焊接THS-308LH03Cr21Ni10Si用于304L、308L等不锈钢结构的焊接THS-308LSiH03Cr21Ni10Si1用于改善填充金属的工艺性、焊接操作性及流动性THS-309H12Cr24Ni13Si用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接THS-309MoH12Cr24Ni13Mo2用于Cr22Ni12Mo2复合钢以及异种钢的焊接THS-309LH03Cr24Ni13Si用于309S、1Cr13、1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接THS-309LSiH03Cr24Ni13Si1用于309型不锈钢以及304型不锈钢与碳钢的焊接THS-310H12Cr26Ni21Si用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接THS-312H15Cr30Ni9用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接THS-316H08Cr19Ni12Mo2Si用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接THS-316LH03Cr19Ni12Mo2Si用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接THS-316LSiH03Cr19Ni12Mo2Si1用于相同类型不锈钢以及复合钢结构的焊接THS-317H08Cr19Ni14Mo3用于重要的化工容器的焊接THS-347H08Cr20Ni10Nb用于304、321、347型不锈钢以及耐热钢的焊接THT-321H08Cr19Ni10Ti用于304、321、347型不锈钢以及耐热钢的焊接THT-410H12Cr13用于410、420型不锈钢以及耐蚀耐磨表面的堆焊THT430H10Cr17用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊THT-2209E2209用于含Cr22%双相不绣钢的焊接THS-82Gb15620ERNiCr-3镍合金用于inconei焊接、inconei和碳钢、低合金钢、不锈钢的堆焊及异种钢焊接THS-Ti2—钛合金用于海水、含盐水热交换器、化工制程热交换器、压力容器及管路系统、冷凝器以及造纸漂白系统等结构的焊接THS-55B2V55-B2-V珠光体耐热焊丝用于高温、高压锅炉管道,石油裂化设备,高温合成化工机械等结构的焊接THS-9Mo—马氏体耐热钢焊丝用于9Cr1Mo马氏体耐热钢及过热器管道等结构的焊接THS-5Mo—珠光体耐热钢焊丝用于Cr5Mo马氏体耐热钢,如400℃高温抗氢腐蚀管道等结构的焊接THS-P91—马氏体耐热钢焊丝用于工作温度在600~650℃的Cr9MoNiV(T91或F9)耐热钢以及蒸汽管道和过热器管道等结构的焊接THS-17ERNiCrMo-4镍合金用于化工制程设备HASTELLOYC-276,镍基合金及碳钢覆面堆焊的焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
熔点约900℃。黄铜气焊用,也可钎焊铜、钢、 铸铁
S227
Cu58 Sn0.9 Ni0.5 Si0.1 Fe0.8 Zn Rem. 熔点880℃。黄铜气焊及碳弧焊用,也可钎焊铜 、钢、铸铁 RBCuZn-B
S229
Cu55 Ni6 Mn4 熔点约920℃。高强度,钎焊钢、镍及硬质合金用 Zn余量
Sn5 Cu Rem. Sn8 Cu Rem. Al7.5 Cu Rem. Al9 Cu Rem. A1 10.5 Cu Rem. Cu60 Sn1 Si0.3 Zn Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用 耐磨性好。铜合金氩弧焊及钢的堆焊用 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用 耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。 熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊 铜、钢、铸铁
牌 号
主要成份(%) P0.5 Cu Rem. Si3 Mn1
特性和用途 机械性能好,抗裂性好。紫铜气焊及氩弧焊用
相当AWS ERCu
紫磷铜焊丝S201 硅青铜焊丝S211
机械性能好,铜合金氩弧焊及钢的MIG钎焊用 Cu Rem.
ERCuSi-Al
锡青铜焊丝S212 锡青铜焊丝S213 铝青铜焊丝A1S214 铝青铜焊丝A2S215 铝青铜焊丝(A3) 锡黄铜焊丝S221
ERCuSn-A ERCuSn-C ERCuAl-A1 ERCuAl-A2 ERCuA1-A3
铁黄铜焊丝S222
Cu58 Sn0.9 Si0.1 Fe0.8 Zn Rem.
熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊 铜、钢、铸铁 熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧 焊及钢的钎焊。 熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧 焊及钢的钎焊。 熔点约935℃。高强度,钎焊钢、镍及硬质合金用
RBCuZn-C
镍铝青铜焊丝-1 镍铝青铜焊丝-2 锌白铜焊丝S225
Al8 Ni2 Cu Rem Al8 Ni6 Cu Rem Cu48 Ni10
ERCuNiAl
RBCuZn-D2
Zn Rem.
S225F
Cu48 Ni10 外涂焊剂的S225焊丝 Zn Rem. RBCuZn-D
S226Biblioteka Cu60 Sn0.3 Si0.2 Zn Rem.