钢丝绳术语(上)
钢丝绳
一般矿井用钢丝绳有以下种类:1 、斜井提升用6X7+FC和6TX7+FC(面接触)、6X19S+FC和6TX19S+FC、6VX19+FC;2、竖井卷扬提升一般用6X26WS+FC 6X36WS+FC 18X7+FC 6VX34+FC 6VX37+FC 6X25TS+FC 6X28TS+FC ,罐道钢丝绳一般用密封钢丝绳。
3、竖井摩擦提升一般用6VX34+FC 6VX37+FC 6X25TS+FC 6X28TS+FC ,罐道钢丝绳一般用密封钢丝绳,尾绳一般采用扁钢丝绳P8X4X7 P8X4X14 P8X4X19,34X7+FC 、35WX7 。
国外进口钢丝绳质量好的有:布赖顿和欧洲钢缆公司的三角股6X25TS+FC 6X28TS+FC ;国内质量好的有:宁夏恒力钢丝绳,贵州钢丝绳、鞍钢钢丝绳、武钢维尔卡钢丝绳;矿用钢丝绳的报废《煤矿安全规程》发布日期:2012-01-14 来源:矿用钢丝绳矿用钢丝绳的报废应严格按照《煤矿安全规程》报废要求进行报废。
•使用中钢丝绳安全系数的规定:《煤矿安全规程》第四百零一条提升装置使用中的钢丝绳做定期检验时,安全系数有下列情况之一的,必须更换:(一)专为升降人员用的小于7。
(二)升降人员和物料用的钢丝绳:升降人员时小于人升降物料时小于6。
三)专为升降物料用和悬挂吊盘用的小于5。
•摩擦轮式提升钢丝绳等使用时间的规定:第四百零三条摩擦轮式提升钢丝绳的使用期限应不超过二年,平衡钢丝绳的使用期限应不超过4年。
如果钢丝绳的断丝。
直径缩小和锈蚀程度不超过本规定第四百零五条、第四百零六条、第四百零八条的规定,可继续使用,但不得超过1年。
井筒中悬挂水泵、抓岩机的钢丝绳,使用期限一般为1年;悬挂水管、风管、输料管、安全梯和电缆的钢丝绳,使用期限一般为2年。
到期后经检查鉴定,锈蚀程度不超过本规程第四百零八条的规定,可以继续使用。
•钢丝绳检验结果的判定:《煤矿安全规程》第四百零二条新钢丝绳悬挂前的检验(包括验收检验)和在用绳的定期检验,必须按下列规定执行:(二)在用绳的定期检验:1.不合格钢丝的断面积与钢丝总断面积之比达到25%时,该钢丝绳必须更换;2.以合格钢丝拉断力总和为准算出的安全系数,如低于本规程第四百零一条的规定时,该钢丝绳必须更换。
钢丝绳有关术语的解释
钢丝绳最小破断拉力就是计算至少要用多大的力量可以将钢丝绳拉断。
钢丝绳最小破断拉力的检测是判定此钢绳是否合格的重要依据;也是设计选用何种钢丝绳的重要依据;检测钢丝绳最小破断拉力的意义: 最直接了解被检钢丝绳的实际强度, 对此钢绳的实际使用提供最可靠的强度依据.钢丝绳的最小破断拉力与钢丝破断拉力总和不是一个概念!钢丝绳的破断拉力——是整根钢丝绳在拉伸实验时测得的最大拉力。
钢丝的破断拉力总和——钢丝绳中全部钢丝按规定的方法测得破断拉力总和(也有测定部分钢丝破断拉力,计算出全部钢丝破断拉力总和)。
钢丝破断拉力总和大于钢丝绳的破断拉力,是因为在捻制成品过程中有拉伸、弯曲和集中应力的作用,而造成的,两者差值叫捻制损失。
抗拉强度是指材料在外力拉伸下抵抗破断的能力.试样拉断前承受的最大标称拉应力。
抗拉强度是金属由均匀塑性变形向局部集中塑性变形过渡的临界值,也是金属在静拉伸条件下的最大承载能力。
对于塑性材料,它表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致上的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。
符号为RM,单位为MPA。
当钢材屈服到一定程度后,由于内部晶粒重新排列,其抵抗变形能力又重新提高,此时变形虽然发展很快,但却只能随着应力的提高而提高,直至应力达最大值。
此后,钢材抵抗变形的能力明显降低,并在最薄弱处发生较大的塑性变形,此处试件截面迅速缩小,出现颈缩现象,直至断裂破坏。
钢材受拉断裂前的最大应力值称为强度极限或抗拉强度。
公称抗拉强度:按标准拉伸试样的试件进行拉力试验得到公称抗拉强度。
破断力=50d2破断力=(英寸)2/2。
钢丝绳规格解读

钢丝绳规格解读Company number:【0089WT-8898YT-W8CCB-BUUT-202108】>>>用绳(软丝)镀锌钢丝绳,渔业防腐矿用,行车门机起重机,汽车吊车,塔机塔吊汽车吊车,塔机塔吊,起重机,电动葫芦行车股不旋转绳多层股面接触绳打桩机专用(模拉锻打)三角股(锻打工艺)高速电梯专用绳电梯用绳S、W、SW、Fi都是代表钢丝绳小股钢丝粗细丝搭配,S:西鲁式的小股捻制方法,W:瓦伦吞式的小股捻制方法,SW:专业术语叫西瓦式(西鲁式和瓦伦吞式相结合的),很多用户叫粗包细钢丝绳Fi:代表填充式小股捻制方法。
请看下表小股的区别。
S和W基本都是在18盘上一次捻制成型的。
常用的结构有 6*19S,6*19W,8*19S(电梯钢丝绳),那么SW和Fi基本都是36盘上捻制的。
SW有6*26SW,6*31SW,6*36SW。
而Fi基本有两种:6*25Fi,6*29Fi,当然这种绳子也可以做8股的。
国外一般生产8*26SW类似于这样的结构。
如果里面再加7*7(iwrc)钢芯,比如6*31SW+iwrc的钢丝绳。
钢丝绳绳芯分为钢芯和麻芯,钢芯主要有1*7,1*19,1*37,7*7。
而麻芯统称FC,国家标准主要有两种,一种为天然麻芯,一种是合成纤维芯PPC,也叫PP,天然麻芯也叫NF,主要分为两种:黄麻和剑麻,黄麻成本低,但是剑麻的支撑力和韧性比黄麻好,电梯钢丝绳里面基本用剑麻芯或者PPC,锻打钢丝绳中间绳芯基本用高品质的PPC。
但是现在南通钢丝绳厂制造一般用途的钢丝绳中,用的纱麻芯。
这种绳芯成本相对比黄麻还要低,但是没有黄麻好,但是比纯的纱芯好。
南通很多小规格钢丝绳基本都是用纱芯作为绳芯。
其柔软,支撑力差,成本低。
有些钢丝绳厂11mm的甚至也用纯纱芯,这是严重偷工减料。
NAT则代表光面钢丝绳,光面钢丝绳有光面涂油钢丝绳,光面不涂油钢丝绳,一般都是光面涂油钢丝绳。
而镀锌钢丝绳是用Z来表示的。
钢丝绳缺陷术语
钢丝绳缺陷术语
1.缺陷:钢丝挤出。
处理:立即报废。
2.缺陷:单股钢丝绳绳芯挤出。
处理:立即报废。
3.缺陷:绳股凹陷、绳直径局部减少。
处理:检查或降低载荷。
4.缺陷:绳股挤出/扭曲。
处理:立即报废。
5.缺陷:局部压扁。
处理:立即报废。
6.缺陷:纽结(正向)。
处理:立即报废。
7.缺陷:纽结(逆向)。
处理:立即报废。
8.缺陷:绳股挤出/扭曲。
处理:检查、降低载荷、严重报废。
9.缺陷:笼状畸变。
处理:立即报废。
10.缺陷:外部磨损。
处理:润滑、观察。
11.缺陷:绳股凹陷、绳。
处理:立即报废。
12.缺陷:表面断丝。
处理:一捻距内2处断丝或10%断丝报废。
13.缺陷:内部绳股突出。
处理:立即报废。
14.缺陷:局部直径变大。
处理:增大5%,立即报废。
15.缺陷:局部压扁。
处理:立即报废。
钢丝绳基本知识
2.3 三角股 (V) triangular strand • 横截面形状近似三角形的股。 • 注:三角股的股芯可以由组合芯构成。
2.4 椭圆股 (Q) oval strand • 横截面形状近似椭圆形的股。
2.5 扁带股 (P) flat ribbon strand • 没有中心钢丝,横截面形状近似矩形的股。
2.6 单捻股 single lay strand: • 仅由一层钢丝捻制而成的股。
2.7 平行捻股 parallel lay strand 等捻距 equal lay • 至少包括两层钢丝,所有的钢丝沿同一个 方向一次捻制而成的股。 • 注:股中所有钢丝具有相同的捻距,而且 两叠加层钢丝之间平行呈线接触状态。
2.11 组合平行捻 combined parallel lay • 由典型的瓦林吞式(2.9)和西鲁式(2.8)股 类型组合而成,由三层或三层以上钢丝一 次捻制成的平行捻股结构。
2.12 多工序捻股 multiple operation lay strand • 至少包含两层钢丝,并通过一次以上的工 序逐层捻制而成的股结构。 2.13 点接触捻 (M) cross-lay • 股中至少包括一层以上钢丝,而且都具有 相同的捻向,两叠加层钢丝之间相互交叉 呈点接触状态。
6.2.10 扁钢丝绳 flat rope • 由被称作“子绳”(每条子绳由4股组成) 的单元钢丝绳制成。通常为6条、8条或10 条子绳,左向捻和右向捻交替并排排列, 并用缝合线如钢丝、股缝合或铆钉铆接。
6.3 单捻钢丝绳系 spiral ropes
6.3.1 单捻钢丝绳 spiral rope • 由至少两层钢丝围绕一中心圆钢丝、组合 股或平行捻股螺旋捻制而成的钢丝绳。其 中至少有一层钢丝沿相反方向捻制,即至 少有一层钢丝与外层反向捻。
钢丝绳基本知识讲解
其中 IPS、EIPS最常用。
2.8钢丝表面状态代号 光面:NAT A类镀锌(ZAA) / B类(普遍)镀锌(ZBB) AB类镀锌(ZAB))
2.9钢丝绳芯及代号 纤维芯(天然或合成):FC—Fiber Core (natural or synthetic) 天然纤维芯NF--- natural core 合成纤维芯SF--- synthetic core 金属丝绳芯IWR(C)— Independent wire rope core
捻制以后,制绳钢丝的力学性能有所削弱;
生产工艺线比较长,工序之间的衔接性比较强;
生产配套设备比较多,生产过程和管理比较复杂和严密。
2 钢丝绳产品基本术语
2.1 钢丝绳捻法
图1 SZ
图2 ZS
图3 ZZ
图4 SS
国外对捻向的描述方法通常由:
RIGHT HAND、LEFT HAND、ORDINARY LAY、LANG„S LAY 几个英文单词起始字母 大写方式来描述。
6.4.4其它检查
前面叙述的检查仅是对钢丝绳本身而言,这只是 保证钢丝绳安全使用要求的一个方面。除之, 还必须 对与钢丝绳使用的外围条件------匹配轮槽的表面磨损 情况轮槽半径几何尺寸及转动灵活性进行检查, 以保 证钢丝绳在运行过程中与其始终处于良好的接触状态、 运行摩擦阻力最小
• 6.4.5 断丝处理
RIGHT HAND--------右手
LEFT HAND------- 左手 ORDINARY LAY -------普通(交叉)捻
LANG‟S LAY ----------- 同向(LANG‟S)捻
钢丝绳知识整理

数字字母解释:第一个数字代表股、第二数字每股的钢丝数量、fc代表绳芯填充物(一般是麻、合成纤维)w代表间隔性的粗细搭配,s代表层状粗细搭配,sw全面粗细搭配,iws代表单股绳芯,iwrc(7x7)多股绳芯规格型号序号名称代表结构级别耐用度一:点接触钢丝绳(6x7 6x19 6x37) 普通型二:线接触钢丝绳(6x9w 6x19s 6x19w 6x36sw) 中档三:面接触钢丝绳(6kx19w 6kx36)高四:多层股钢丝绳(18x7 18x19 34x7)(18x19s 35wx7)线接触多层股高五:多层股面接触(18kx7 35kwx7)极高表面处理一:光面钢丝绳涂油二:冷镀锌钢丝绳(空气中三年不腐蚀)三:热镀锌钢丝绳(空气中十五年以上不腐蚀)(SW-西瓦式(西鲁式和瓦伦吞式相结合的,混搭,粗细搭配))S、W、SW、Fi都是代表钢丝绳小股钢丝粗细丝搭配,S:西鲁式的小股捻制方法,W:瓦伦吞式的小股捻制方法,SW:专业术语叫西瓦式(西鲁式和瓦伦吞式相结合的),很多用户叫粗包细钢丝绳Fi:代表填充式小股捻制方法。
请看下表小股的区别。
S和W基本都是在18盘上一次捻制成型的。
常用的结构有 6*19S,6*19W,8*19S(电梯钢丝绳),那么SW和Fi基本都是36盘上捻制的。
SW有6*26SW,6*31SW,6*36SW。
而Fi基本有两种:6*25Fi,6*29Fi,当然这种绳子也可以做8股的。
国外一般生产8*26SW类似于这样的结构。
如果里面再加7*7(iwrc)钢芯,比如6*31SW+iwrc的钢丝绳本标准适用于钢丝绳结构及基本特性的标记代号,本标准等同采用ISO 3578—80《钢丝绳——标记代号》1 总则1.1 钢丝绳标记代号采用英文字母与数字相结合的方法表示。
1.1.1 钢丝绳的结构及特性一般采用英文单字的第一个字母作标记代号,标记特性既可使用大写字母,也可使用小写字母,但不可二者混用。
1.1.2 钢丝绳中股数及钢丝数用阿拉伯数字表示。
钢丝绳基本知识
6×24 6×37
6×29Fi 6×41SW 6×29Fi
6×25Fi 6×41Fi 6×36SW
6×31SW 6×43FiS 6×37S
LHOL-------左交互捻
•
2.2钢丝绳的不松散性
采用降低捻制应力(对股捻制前进
行预变形) 方法制造钢丝绳具有较
低的内应力 从而使钢丝绳呈现不松 散性(钢 丝绳绳断自由时,保持其
捻制状态、尺寸特性的能力)
图5 不松散
图6 松散
•
2.3 钢丝绳的不旋转性
钢丝绳具有较低扭转应力,呈现不旋转或微旋转 特性(通过特殊结构实现)
5 钢丝绳选择
为了达到预期使用效果,钢丝绳的正确选择极其重要。
5.1选择总原则 5.2选择特别提示
6 钢丝绳的搬运、装卸与保管与使用
6.1 6.2
搬运、装卸与保管 钢丝绳使用指南
6.2.1 正确放绳
图19、20 正确及错误的放绳方法
•
6.2.2 正确绕绳 原则: 进行第一层缠绕时,钢丝绳在卷筒或绳轮上 的缠绕方向必须和钢丝绳捻制方向保持相反
偏心角α: 指钢丝绳缠绕到绳
轮最边沿位置时,钢丝绳中心线
与绳轮轴线垂线之间的夹角。一 般不应超过1 钢丝绳使用指南
严禁新钢丝绳直接大载荷使用 严禁钢丝绳出现跳槽现象 严禁钢丝绳挤压变形
严禁钢丝绳高速运行时和其它物体摩擦
严禁钢丝绳散乱缠绕
严禁钢丝绳过载使用
3.11 按照捻制特性分
钢丝绳基础知识培训

钢丝绳的检查
四、检查范围Байду номын сангаас
对每根钢丝绳,都应沿整个长度进行检查。 对超长的钢丝绳,经主管人员同意,可以对工作长度加上卷筒上至少5圈的钢丝绳 进行检查。在这种情况下,如果在上一次检查之后和下一次检查之前预计到工作长度 会增加,增加的长度在使用前也宜进行检查。 特别注意下列关键区域和部位: a)卷筒上的钢丝绳固定点; b)钢丝绳绳端固定装置上及附近的区段; c)经过一个或多个滑轮的区段; d)经过安全载荷指示器滑轮的区段;
钢丝绳的使用
二、钢丝绳的装卸和贮存
1、为了避免发生事故或损伤钢丝绳,宜谨慎小心地装卸钢丝绳。 2、卷盘或绳卷不应坠落,不应用金属吊钩或叉车的货叉插入,或施加任何能够造成钢丝 绳损伤或畸形的外力。 3、钢丝绳宜存放在凉爽、干燥的室内,且不宜与地面接触。钢丝绳不宜存放在有可能 受到化工产品、化学烟雾、蒸汽或其他腐蚀剂侵袭的场所。 4、如果户外存放不可避免,则宜采取保护措施,防止潮湿造成钢丝绳锈蚀。 5、对存放中的钢丝绳应定期进行诸如表面锈蚀等劣化迹象的检查,如果主管人员认为 必要,则在表面涂敷与钢丝绳制造时的润滑材料兼容的防护材料或润滑材料。 6、在温暖环境下,钢丝绳卷盘宜定期翻转180°,防止润滑油(脂)从钢丝绳内流出。
钢丝绳的分类
(四)按钢丝绳中丝与丝的接触状态分:
1.点接触钢丝绳也称普通型钢丝绳:其股内钢丝直径相等,内外各层之间钢丝捻距不同互相交叉,接触在 交叉点上,丝间接触应力很高,易磨损折断,使用寿命低点接触钢丝绳常作起重作业的捆绑吊索。见图(a)。 2.线接触钢丝绳:由不同直径钢丝捻制而成,股内各层之间钢丝全长上平行捻制,每层钢丝螺距相等,钢 丝之间呈线状接触。这种钢丝绳消除了点接触的二次弯曲应力,耐疲劳性能好。结构紧密,金属端面利用 系数高,使用寿命长。常用的线接触钢丝绳有西尔型、瓦林吞型、填充型等。起重机的工作机构中优先采 用线接触钢丝绳。见图(b)
钢丝绳、卸扣基础知识
钢丝绳、卸扣基础知识010203 040506目录CONTENTS0101钢丝绳的定义钢丝绳由若干根独立的钢丝捻制成股,再由若干根股围绕钢丝绳芯捻制而成。
钢丝→股(绳)→股(绳)→绳单绕绳:由若干层钢丝一次捻制而成。
僵性大,不能承受横向压力,适用于不运动的拉索。
双绕绳:先由钢丝制成股,再由股围绕绳芯捻制成绳。
挠性较好,承载能力大,制造工艺不复杂,广泛应用。
三绕绳:以双绕绳作为绳股,围绕绳芯捻制成绳。
挠性最好,但制造工艺复杂,外层钢丝易磨损。
01钢丝由原料(盘条)经冷拉(或轧制)形成具有一定尺寸(圆形或异形)线材。
按表面状态分光面钢丝及镀锌钢丝;圆形全封闭(Z)半封闭(H)梯形(T)按形状分圆形钢丝和异形钢丝(Z形、T型)。
三角形(V)矩形(R)椭圆形(Q)强度等级:1470Mpa、1570Mpa、1670Mpa、1770Mpa、1870Mpa、1960Mpa、2160Mpa01股钢丝按照一定的规则捻制而成的螺旋状结构,是构成钢丝绳基本单元。
根据股的断面形状有圆股和异形股之分。
圆股三角形股椭圆股扁带股钢丝绳除密封型钢丝绳外,均为多股钢丝绳。
01圆股的形式单捻股:仅由一层钢丝捻制的股。
单捻股西鲁式瓦林吞式组合平衡捻填充式瓦林吞式:外层含两种粗细交替排列的钢丝,外层钢丝数是内层的两倍;西鲁式:两层具有相同钢丝数平行捻股,内外层钢丝直径不同。
填充式:外层钢丝数是内层的两倍,且外层与内存钢丝间间隙中填充钢丝的平行捻股结构。
01绳芯充填钢丝绳中央断面,增加钢丝绳挠性。
有机芯(润滑好、挠性好,承受横载差)石棉芯(性能与有机芯相似,能耐高温)金属芯(软钢丝绳芯,润滑性差,其他都好)钢芯分为独立的钢丝绳芯(IWR)和钢丝股芯(IWS)顺绕绳(同向捻):由钢丝绳捻制成股,股捻制成绳的捻向相同。
挠性好,使用寿命长,但容易打结、松散和扭转,适用于经常保持张紧状态的牵引绳。
交绕绳(交互捻):股和绳的捻向相反。
由于钢丝间的接触交叉,挠性较差,寿命较低,但没有扭转,克服了顺绕绳容易松散的缺点,常用于起升机构。
钢丝绳使用及要求

绳环部分断丝
断丝在绳环的弯曲部分发生。其他部分 这种断丝容易加快别的断丝。 上的断丝必须按上述的‘集中断丝标准’ 废弃。
磨损 全体性磨损 局部的磨损
随着钢丝绳的磨损,钢丝绳的直径比最 初的减小到93%。
随着钢丝绳的磨损,在磨损地方的横断 面的钢丝绳直径比最初的减小到93%。
10、 钢丝绳更换标准
项目
集中断丝在一个绳股上有超过外股的钢 丝总数的5%
集中断丝在一个地方上有超过外股的钢 丝总数的5%
10、 钢丝绳更换标准
项目 断丝
缺点 问题
腐蚀断丝
更换标准: 必须交换的时期
腐蚀断丝被发现
批注
钢丝绳末端的 钢丝绳末端的任何断丝会加快别的断丝 当连接绳具、锚具、夹具等部份破断的
断丝
钢丝绳被折断后其余部份可以继续使用。
钢丝绳夹连接时的安全要求
钢丝绳公称直径(mm) ≤19
19~32
32~38
38~44
44~60
钢丝绳夹最少数量 (组)
3
4
5
6
7
注:钢丝绳夹夹座应在受力绳头一边;每两个钢丝绳夹的间距应不小于钢丝绳直径的 6 倍
根据《起重机械安全规程--第1部分:总则》GB6067-2010第6页第4.2.1.5条规定
丝;按形状分圆形钢丝和异形钢丝。
2、钢丝绳的定义
(2)股(股绳或绳股)
是由钢丝按照一定的规则捻制而成的螺旋状结构,是构成钢丝绳基本单元。根据股的断面形状
有圆股和异形股之分。钢丝绳除密封型钢丝绳外,均为多股钢丝绳。
2、钢丝绳的定义
(3)绳芯:构成钢丝绳中心部分。 分金属芯(钢丝绳绳芯IWR、股绳芯IWS)和纤维芯FC(合成纤维SF、天然纤维NF);作用主要是起
钢丝绳基本知识
6.4.3 固态聚合物包覆和填充钢丝绳 solid polymer covered and filled rope • 包覆(涂)和填充固态聚合物的钢丝绳。
6.4.4 衬垫芯钢丝绳 cushioned core rope • 绳芯用固态聚合物包覆(涂),或填充和 包覆(涂)的钢丝绳。
6.4.5 衬垫钢丝绳 cushioned rope • 在钢丝绳内层、内层股或股芯上包覆聚 合物或纤维,从而在相邻股或叠加层之 间形成衬垫的钢丝绳。
6.1 钢丝绳 ropes • 至少由两层钢丝或多个股围绕一个中心 或一个绳芯螺旋捻制而成的结构。分为 多股钢丝绳和单捻钢丝绳。
6.2 多股钢丝绳系 Stranded ropes
6.2.1 多股钢丝绳 stranded rope • 多个股围绕一个绳芯(单层股钢丝绳)或 一个中心(阻旋转或平行捻密实钢丝绳) 螺旋捻制一层或多层的钢丝绳。 • 注:由三个或四个股组成的多股钢丝绳可 能有也可能没有绳芯。
2.8 西鲁式 Seale • 两层具有相同钢丝数的平行捻股结构。
2.9 瓦林吞式 Warrington • 外层包含粗细两种交替排列的钢丝,而且 外层钢丝数是内层钢丝数的两倍的平行捻 结构。
2.10 填充式 filler • 外层钢丝数是内层钢丝数的两倍,而且在 两层钢丝间的间隙中有填充钢丝的平行捻 股结构。
6.2.5 压实股钢丝绳 compacted strand rope • 成绳之前,股经过模拔、轧制或锻打等压 实加工的多股钢丝绳。 压实(锻打) 6.2.6 压实(锻打)钢丝绳 compacted (swaged) rope: • 成绳之后,经过压实(通常是锻打)加工 使钢丝绳直径减小的多股钢丝绳。
• 注1:阻旋转钢丝绳一般至少由两层股围绕一个芯螺旋捻 制而成,外层股与相邻内层股捻向相反。 • 注2:由三个或四个股组成的钢丝绳也具有阻旋转性能。
钢丝绳术语、标记

2 股及股的类型 Stands and Strand types
2.1 股 strand • 钢丝绳组件之一。通常由一定形状和尺寸
钢丝绕一中心沿相同方向捻制一层或多层 的螺旋状结构。 • 注:股的第一层包括三根或四根钢丝,某 些形状的股(如扁带股)可能没有中心钢丝。
2.2 圆股 round strand • 横截面形状近似圆形的股。
2.13 点接触捻 (M) cross-lay
• 股中至少包括一层以上钢丝,而且都具有 相同的捻向,两叠加层钢丝之间相互交叉 呈点接触状态。
2.14 复合捻 (N) compound lay
• 股中最少包含三层钢丝,而且外层钢丝单 独捻制,但是在同一捻制方向上内层钢丝 至少有一个平行捻结构。
2.15 压实股 (K) compacted strand
• 通过模拔、轧制或锻打等变形加工后,钢 丝的形状和股的尺寸发生改变,而钢丝的 金属横截面积保持不变的股
a) 压实前的股
b) 压实后的股
ቤተ መጻሕፍቲ ባይዱ
3 芯及芯的类型 Cores and core types
3.1 芯 (C) core
• 圆钢丝绳的中心组件,多股钢丝绳的股或 缆式钢丝绳的单元钢丝绳围绕中心组件螺 旋捻制。
2.3 三角股 (V) triangular strand • 横截面形状近似三角形的股。 • 注:三角股的股芯可以由组合芯构成。
2.4 椭圆股 (Q) oval strand • 横截面形状近似椭圆形的股。
2.5 扁带股 (P) flat ribbon strand • 没有中心钢丝,横截面形状近似矩形的股。
2.11 组合平行捻 combined parallel lay
• 由典型的瓦林吞式(2.9)和西鲁式(2.8)股类 型组合而成,由三层或三层以上钢丝一次 捻制成的平行捻股结构。
钢丝绳专业术语
钢丝绳专业术语
1. 绞线:将多股的钢丝按照一定的顺序绞合在一起,形成钢丝绳的外层结构。
2. 纱心:绞线的中心部分,起到支撑和增加绳体强度的作用。
3. 钢丝绳构型:指钢丝绳中钢丝的排列方式,如平行绳、螺旋绳等。
4. 前拉绳:指用于起重设备的钢丝绳,用于提升和吊装重物。
5. 皮尔逊系数:用于度量钢丝绳的柔软度和弯曲性能的数值指标。
6. 塞夫林指数:用于评估钢丝绳的磨损和腐蚀性能的指标。
7. 绳芯:绞线中心的填充材料,用于增加绳体刚性和抗压性。
8. 枪针捻:指将多股的钢丝进行交叉捻合,增加绳体抗扭和耐疲劳性能。
9. 钢丝绳直径:钢丝绳横截面的尺寸,通常用毫米或英寸表示。
10. 热处理:通过控制钢丝绳的加热和冷却过程,改变钢丝的晶体结构和力学性能。
钢丝绳、吊带常识
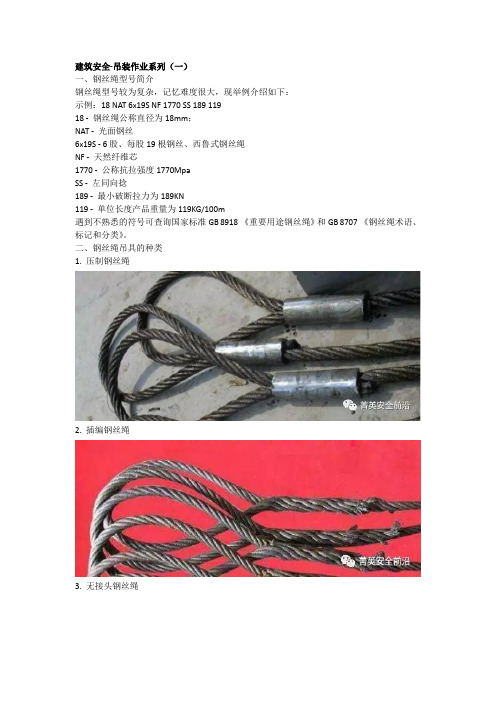
建筑安全-吊装作业系列(一)一、钢丝绳型号简介钢丝绳型号较为复杂,记忆难度很大,现举例介绍如下:示例:18 NAT 6x19S NF 1770 SS 189 11918 - 钢丝绳公称直径为18mm;NAT - 光面钢丝6x19S - 6股、每股19根钢丝、西鲁式钢丝绳NF - 天然纤维芯1770 - 公称抗拉强度1770MpaSS - 左同向捻189 - 最小破断拉力为189KN119 - 单位长度产品重量为119KG/100m遇到不熟悉的符号可查询国家标准GB 8918 《重要用途钢丝绳》和GB 8707 《钢丝绳术语、标记和分类》。
二、钢丝绳吊具的种类1. 压制钢丝绳2. 插编钢丝绳3. 无接头钢丝绳三、钢丝绳的允许工作载荷1. 计算方法钢丝绳的允许工作载荷= 钢丝绳破断拉力/安全系数其中安全系数一般取值6~8。
2. 允许工作载荷数据获取(1)查找标准和手册;(2)查看钢丝绳标牌信息。
四、允许工作载荷简易计算(慎用^_^)在日常工作中,钢丝绳允许工作载荷可以用下式简易计算:允许工作载荷= 公称直径²x 50 /1000 / 安全系数。
建筑安全-吊装作业系列(二)一、钢丝绳承载力钢丝绳单根捆绑、且吊物直径与钢丝绳直径之比大于20时,钢丝绳的捆绑角度β与其额定起重能力成正比。
二、角度系数吊索之间角度越大,吊索与物品之间的角度越小,吊索受的拉力越大,且角度系数= 1/sinα。
三、钢丝绳使用要求简述1. 检查钢丝绳的合格证等资料,核对钢丝绳的规格和型号;2. 承载力不能超过允许工作载荷;3. 对钢丝绳外观进行检查,有锈蚀、变形、破损等情况不能使用;4. 选择合理的吊挂方式,提升力方向要通过吊物的重心,确保吊物稳定;5. 钢丝绳之间的夹角一般在60°~90°范围,最大不能超过120°;6. 吊物棱角处对钢丝绳要有保护措施;7. 钢丝绳避免和电焊把线接触,严防破皮的电焊把线把钢丝绳的钢丝灼伤、熔断;8. 钢丝绳在使用时不能叠压,对钢丝绳数量多、吊钩小的可采用卸扣、吊环等工具进行布置和分配;9. 钢丝绳应按规范要求保养、存放。
钢丝绳使用和要求
集中断丝在一种绳股上有超出 外股旳钢丝总数旳5% 集中断丝在一种地方上有超出 外股旳钢丝总数旳5%
批注
一种捻距是指绳股绕绳芯螺 旋一周时所移动旳距离。
10、 钢丝绳更换原则
锌钢丝;按形状分圆形钢丝和异形钢丝。
2、钢丝绳旳定义
(2)股(股绳或绳股)
是由钢丝按照一定旳规则捻制而成旳螺旋状
构造,是构成钢丝绳基本单元。根据股旳断面形
状有圆股和异形股之分。钢丝绳除密封型钢丝绳
外,均为多股钢丝绳。
2、钢丝绳旳定义
(3)绳芯:构成钢丝绳中心部分。 分金属芯(钢丝绳绳芯IWR、股绳芯IWS)和纤维
896
722
40
562
550
640
771
834
820
887
869
940
919
993
800
42
619
607
706
850
919
904
978
959 1040 1010 1100 882
44
680
666
774
933
1010
993
1070 1050 1140 1110 1200
968
6、钢丝绳连接绳夹数量安全要求
产品执行原则(一般用途)
钢丝绳捻向(右交互捻)
公称钢丝抗拉强度(MPa) 钢丝绳构造(西鲁式、麻芯)
钢丝绳表面状态(光面) 钢丝绳公称直径
参照《GBT 8706-2023 钢丝绳 术语、标识和分类》第20页 查询其他字母旳标识含义。
钢丝绳专业术语

钢丝绳专业术语
钢丝绳是一种由多股钢丝捻合而成的结构材料,常用于吊装、牵引、索道等领域。
以下是一些与钢丝绳相关的专业术语:
1.钢丝绳(Wire Rope):由多股钢丝编织而成的绳索。
2.钢丝(Wire):绳索中的单根钢丝。
3.螺旋绳(Spiral Rope):由一层或多层钢丝以螺旋状编织而成的
绳索。
4.平行绳(Parallel Lay Rope):由多股平行的钢丝编织而成的绳
索。
5.预应力钢丝绳(Pre-stressed Wire Rope):在制造过程中施加
预先确定的应力,以提高钢丝绳的强度和稳定性。
6.合股绳(Strand Rope):由多股钢丝合成的单元,多个单元再编
织而成的绳索。
7.纤芯钢丝绳(Fiber Core Wire Rope):绳芯由纤维材料构成,
用于提供额外的柔韧性和缓冲。
8.钢丝绳直径(Wire Rope Diameter):钢丝绳的整体直径,通常
以毫米或英寸为单位。
9.钢丝绳结构(Wire Rope Construction):描述钢丝绳的绳股数
目和钢丝数目的方式,例如6x19表示有6股,每股有19根钢丝。
10.破断强度(Breaking Strength):钢丝绳能承受的最大拉力,通
常以吨或牛顿为单位。
这只是钢丝绳领域中的一些常见术语,具体的专业术语还有更多。
在实际应用和学习过程中,会涉及到更多细分领域和专业术语。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大家都知道钢丝绳,可是他的一些专业术语可能不是很清楚,下面我来说一下。
钢丝绳术语GB 8706-88本标准适用于钢丝绳产品及使用标准常用的术语。
在制(修)订钢丝绳产品标准和实际应用中,应采用本标准规定的术语。
本标准等效采用国际标准ISO 2532—74《钢丝绳——词汇》。
第一篇钢丝绳及其构件的制造1 钢丝 wires由碳素钢或合金钢通过冷拉或冷轧而成的圆形(或异形)丝材;它是构成股的基本单元。
1.1 制造方法 method of manufacture1.1.1 冷拉 cold drawinga. 干拉:拉拔钢丝时,采用固态(或胶状)润滑剂;b. 湿拉:拉拔钢丝时,采用液态润滑剂。
1.1.2 冷轧 cold rolling1.1.3 淬火——焙炖或派登脱 patentinga. 铅淬火;b. 其他介质(水、盐、空气等)淬火。
1.2 横截面形状 shape of cross-section1.2.1 圆形 round1.2.2 异形 shaped除圆形以外的其他形状,如z型、V型、H型等。
1.3 材料 material1.3.1 碳素钢 carbon steela. 低碳钢;b. 中碳钢;c. 高碳钢。
1.3.2 合金钢 alloy steel1.4 表面状态 condition of surface1.4.1 光面——无镀层 without coating1.4.2 镀(涂)层 protective coating1.4.2.1 镀锌层 zinc galvanizeda. 热镀层:将钢丝浸到熔融的锌液中形成的镀层;b. 电镀层:镀层金属(锌)离子通过电化学作用沉积在钢丝表面上形成的镀层。
1.4.2.2 镀铝层 aluminium coated1.4.2.3 镀铜层 copper coated1.4.2.4 镀镉层 cadmium coated1.4.2.5 塑料涂层 plastic coated1.4.2.6 其他镀(涂)层 other coatings1.4.3 镀层方法 method of coatinga. 先拉后镀:钢丝拉到成品尺寸后进行镀制;b. 先镀后拉:对半成品钢丝进行镀制,然后再拉到成品尺寸。
1.5 钢丝的位置 position of wires1.5.1 中心钢丝 core wire or king wire股或单股绳中处于中心位置且被包捻的单根钢丝。
1.5.2 外层钢丝 wire of the outer layer股或单股绳中处于最外层的钢丝。
1.5.3 中间层钢丝 wire of intermediate layers除中心钢丝和外层钢丝以外的其余各层钢丝。
1.6 钢丝的作用 function of wires1.6.1 承载钢丝 load-bearing wires钢丝绳中起承受破断拉力作用的钢丝。
1.6.2 填充钢丝 filler wires在某些结构的钢丝绳中,用较细的钢丝填充股中的间隙,起到支撑钢丝层的作用。
填充钢丝可以算或者不算承载钢丝。
1.6.3 缝合钢丝 stitching wires单根钢丝或股,用作扁钢丝绳的缝线。
1.6.4 封扎钢丝 seizing wires用单根钢丝或股缠绕在股束或钢丝绳束上,形成紧密的螺旋包覆层,使股束或绳束保持原状。
1.7 钢丝的分级性能 characteristics of wire by which it is classified主要指抗拉强度和镀层质量。
1.7.1 抗拉强度级 tensile strength grade即公称抗拉强度,用相应抗拉强度范围的最小值来表示。
1.7.2 镀层质量 quality of coating由镀层的重量、均匀性和附着牢固程度决定的性能。
1.8 钢丝接头方法 method of joining wires1.8.1 对焊 electric butt welding1.8.2 铜焊 brazing1.8.3 插接 twisting2 股 strands由一定形状和大小的多根钢丝,拧成一层或多层螺旋状而形成的结构;是构成钢丝绳的基本元件。
2.1 股的形状 shape of strands2.1.1 圆股 round strand横截面近似圆形的股。
2.1.2 三角股 triangular strand横截面近似三角形的股。
2.1.3 椭圆股 oval strand横截面近似椭圆形的股。
2.1.4 扁股 ribbon strand横截面近似矩形或平形四边形的股。
3 钢丝绳 ropes由一定数量,一层或多层的股绕成螺旋状而形成的结构。
在某些情况下,单股即为绳。
3.1 内应力和应力平衡 internal stresses and balancing3.1.1 钢丝绳的不松散性 ropes with low internal stresses采用降低捻制应力的方法(如预变形和后变形)制造的钢丝绳,这种钢丝绳具有较低的内应力,从而呈现不松散性。
3.1.2 钢丝绳的不旋转性 ropes with low torsional stresses在钢丝绳中,钢丝和各层的股是以最小扭矩或最小旋转程度的方式排列,例如在多层、相同结构的股构成多股钢丝绳以及围绕着一个独立的钢丝绳芯捻制的单层股钢丝绳中,钢丝和各层的股的捻制方向相反时,这种钢丝绳具有较低的扭转应力,从而呈现不旋转性或微旋转性。
3.2 捻制特性 characteristics of spinning3.2.1 层数 layers3.2.2 股的捻制类型 type of stranding3.2.2.1 点接触(非平行捻) cross lay rope或non-parallel股中相邻两层钢丝具有近似相等的捻角,而捻距不同。
因此相邻两层钢丝之间呈点接触状态。
3.2.2.2 线接触(平行捻) equal lay rope股中的所有钢丝具有相同的捻距,所有钢丝相互之间呈线接触状态。
3.2.3 捻制 spinning钢丝捻成股和股捻成绳的工艺过程。
3.2.3.1 捻角 angle捻制时钢丝(或股)中心线与股(或绳)中心线的夹角。
a. 钢丝捻角:股中钢丝的捻角;b. 股捻角:绳中股的捻角。
3.2.3.2 钢丝绳或股的捻向 direction of lay of rope or stranda. 右向捻(或z):股在绳中(或丝在股中)捻制的螺旋线方向是自左、向上、向右为右向捻;b. 左向捻(或s),股在绳中(或丝在股中)捻制的螺旋线方向是自右、向上、向左为左向捻。
3.2.3.3 捻法 type of laya. 交互捻:丝在股中的捻向与股在绳中的捻向相反;b. 同向捻:丝在股中的捻向与股在绳中的捻向相同。
3.2.3.4 捻距 lay pitch钢丝围绕股芯或股围绕绳芯旋转一周(3600)相应两点间的距离称为股或绳的捻距。
4 芯cores4.1 天然纤维芯 natural fibre core4.1.1 硬纤维 hard fibre质地较硬的天然纤维如剑麻、蕉麻等。
4.1.2 软纤维 soft fibre质地较软的天然纤维如棉、黄麻等。
4.2 合成纤维 synthetic fibre由聚合物(合成高分子化合物)制成的纤维如聚乙烯、聚丙烯等。
4.3 金属芯 metal core一般股的金属芯为单根钢丝;绳的金属芯为钢丝股或独立绳芯。
5 填充料 inserts隔开同一层(或相邻的钢丝、股)的材料。
6 润滑剂 lubricants由矿物、植物、动物或合成物制成的液态(油)、油脂、固态或复合的润滑剂。
这些润滑剂主要用于拉丝、浸渍芯绳(纤维芯)以及钢绳润滑、防腐等。
7 钢丝绳的包覆 covering of rope7.1 塑料 plastics7.2 橡胶 rubber第二篇钢丝绳的类型8 圆钢丝绳 round steel wire ropes8.1 按结构分类8.1.1 单捻(股)钢丝绳 spiral strands8.1.1.1 普通单股钢丝绳 single-strand ropes由一层或多层圆钢丝螺旋状缠绕在一根芯丝上捻制而成的钢丝绳。
8.1.1.2 半密封钢丝绳 half-lock coil ropes中心钢丝周围螺旋状缠绕着一层或多层圆钢丝,在外层是由异形丝和圆形丝相间捻制而成的钢丝绳。
8.1.1.3 密封钢丝绳 full-lock coil ropes中心钢丝周围螺旋状缠绕着一层或多层圆钢丝,其外面由一层或数层异形钢丝捻制而成的钢丝绳。
8.1.2 双捻(多股)钢丝绳 stranded ropes由一层或多层股绕着一根绳芯呈螺旋状捻制而成的单层多股或多层股钢丝绳。
8.1.3 三捻钢丝绳(钢缆) cable-laid ropes多根多股钢丝绳围绕一根纤维芯或钢绳芯捻制而成的钢丝绳。
8.2 按直径分类8.2.1 细直径钢丝绳 thin diameter steel wire ropes直径小于8.0mm的钢丝绳。
8.2.2 粗直径钢丝绳 large diameter steel wire ropes直径大于60mm的钢丝绳。
8.2.3 普通直径钢丝绳 general diameter steel wire ropes直径大于或等于8 mm到小于或等于60mm的钢丝绳。