OEE设备综合效率介绍
oee设备综合效率

OEE设备综合效率
生产效率在制造业中起着至关重要的作用,而OEE(Overall Equipment Effectiveness)设备综合效率是一个关键的评估指标。
本文将探讨OEE设备综合效率的定义、计算方法、影响因素以及提高OEE的策略。
1. OEE设备综合效率的定义
OEE是一个综合性指标,用于衡量设备在生产过程中的综合表现。
它综合考虑了设备的开动率、性能率和质量率,反映出设备的整体运行效率。
2. OEE的计算方法
OEE的计算方法为:OEE = 开动率 x 性能率 x 质量率。
其中,开动率指的是设备实际运行时间占总时间的比例,性能率表示设备运行速度与设计速度之比,质量率表示合格品数量与总产量之比。
3. OEE设备综合效率的影响因素
影响OEE设备综合效率的因素多种多样,包括设备故障率、设备维护计划、操作人员技能等。
有效管理这些因素对提高OEE至关重要。
4. 提高OEE的策略
4.1 定期维护
定期维护设备可以减少故障率,提高设备的可靠性和稳定性,进而提升OEE。
4.2 持续改善
不断优化生产流程和设备设置,引入先进技术和管理方法,可以提高设备的性能率和质量率。
4.3 操作人员培训
提高操作人员的技能和知识水平,可以减少操作失误,提高设备的开动率和生产质量。
结语
OEE设备综合效率是一个关键的生产效率指标,通过科学的管理和技术手段提高设备的OEE,可以提升生产效率、降低生产成本,实现制造业的可持续发展。
有效管理OEE,是企业迈向产业4.0的重要一步。
以上内容仅为理论探讨,实践中具体落地还需根据不同企业的实际情况和需求来进行调整和优化。
OEE设备综合效率

OEE的重要性
01
02
03
04
提高生产效率
通过提高设备的OEE,可以减 少设备停机时间、降低故障率,
从而提高生产效率。
降低生产成本
高OEE意味着更少的废品和更 高的产出,从而降低生产成本
机械和工艺性能。
良品率
03
指设备在生产过程中能够生产出合格品的比例,反映了设备的
质量控制能力和产品合格率。
02 影响OEE设备综合效率的 因素
设备故障与维护
设备故障
设备故障是影响OEE的重要因素之一 。定期维护和检查设备,确保其正常 运行,可以减少故障发生的概率。
预防性维护
实施预防性维护计划,定期更换磨损 部件,可以延长设备使用寿命,降低 故障率。
备件管理
建立完善的备件库存管理 制度,确保备件及时供应, 缩短设备维修时间。
优化生产计划与调度
均衡生产计划
合理安排生产计划,确保 设备在不同时间段内负载 均衡,避免设备过度使用 或闲置。
实时调度调整
根据生产实际情况,实时 调整生产计划和调度,确 保设备利用率最大化。
优先级排序
根据产品需求和设备能力, 合理安排生产优先级,提 高关键设备的利用率。
培育改进文化
通过培育改进文化,使员工树立起持续改进的意识,将改进工作融入 日常工作中,形成全员参与的氛围。
06 OEE设备综合效率的实际 应用案例
案例一:某制造企业的OEE提升
总结词
通过实施精益生产,提高设备利用率
VS
详细描述
该制造企业通过引入精益生产理念,优化 生产流程,减少浪费,实现了OEE的提升 。具体措施包括定期维护保养设备、采用 自动化技术减轻工人负担、制定合理的生 产计划等。这些措施有效地提高了设备的 利用率和生产效率,降低了生产成本。
OEE(设备综合效率)简介

完成停止时间+加班时间
加班时间 实际作业时间
负荷时间:为了完成生产计划、设备必须运转的时间
负荷时间 = 实际作业时间 - 计划停止时间
计划停止时间包含早晚例会、休息时间、始业点检、安全点检、
自主保全、体制展开、试作、计划停止时间等时间
利用时间= 负荷时间-停线时间
负荷时间 实际作业时间
停线时间:工具更换、调整、故障停止、上下流等待、
15
3. 启动/热机调整
• 定义:启动损失是指从设备启动到稳定生产期间发生的质 量损失,损失的大小取决于工序状态的稳定度,设备的 维护水平,操作工的技能水平等。
• 通常在实际生产中,这种损失量还是相当大的,应尽可 能减少到最小程度。
16
4. 短暂停机
• 定义:机器故障停工或换线以外的原因造成的计划停工所损 失的时间。 比如因工件卡堵、倾斜、掉落、污损、不良 警报等,必须进行少于十分钟的停机或空转予以处理的暂停 损失。另外如开工推迟/完工提前等)
OEE(设备综合效率)简介
2014年2月10日
OEE(设备综合效率)的定义
OEE是一个独立的测量工具,它用来表现实际的生产能 力相对于理论产能的比率。其本质就是实际合格产量 与负荷时间内理论产量的比值。
国际上对OEE的定义为: OEE是Overall Equipment Effectiveness的缩写 ,翻 译为设备综合效率,也叫设备整体效率。
14
2. 更换品种(换线)
• 定义 :未经调整的全速的由最后一件产品转入另一种产品的运 作,设备全速运转情况下最后一件良好的产品到另一种第一件 良好的产品间的时间。
• 通过操作员预定系统来测量
• 应对措施 – 运用SMED方法来缩短换线时间(包括运转中更换原材料, 如用新线) – 通过业绩管理来按照标准监控换线时间是否合格 – 实施持续改善行动
什么是OEE设备综合效率?
什么是OEE设备综合效率?6S咨询服务中⼼6S管理咨询公司概述:前⾯的分享我们提到设备综合效率,理解好这个概念,对理解精益管理中开动率,可动率很有帮助。
设备综合效率是Overall Equipment Effectiveness,简称OEE。
⼀般,每⼀个⽣产设备都有⾃⼰的理论产能,要实现这⼀理论产能必须保证没有任何⼲扰和质量损耗。
OEE就是⽤来表现实际的⽣产能⼒相对于理论产能的⽐率,它是⼀个独⽴的测量⼯具。
OEE是由开动率,效率表现以及质量指数三个关键要素组成:OEE=开动率*效率表现*质量指数其中:开动率=实际开动操作时间/计划可⽤⼯作时间它是⽤来评价停⼯所带来的损失,包括引起计划⽣产发⽣停⼯的任何事件,例如设备故障,原材料短缺以及⽣产⽅法的改变等。
效率表现=标准周期时间/(操作时间/总产量)=(总产量/操作时间)/⽣产速率效率性是⽤来评价⽣产速度上的损失。
包括任何导致⽣产不能以最⼤速度运⾏的因素,例如设备的磨损,材料的不合格以及操作⼈员的失误等。
如冲床在该产品⽣产是标准冲速为300/秒,实际冲速为200/秒,则效率表现为66.7%.质量指数=良品/总产量质量指数是⽤来评价质量的损失,它⽤来反映没有满⾜质量要求的产品(包括返⼯的产品)。
设备综合效率OEE是⼀种简单实⽤的⽣产管理⼯具,在欧美的制造业和中国的跨国企业中已得到⼴泛的应⽤,设备综合效率指数已成为衡量企业⽣产效率的重要标准,也是TPM(Total Productive Maintenance)实施的重要⼿法之⼀。
他可以同时反映开动率,效率表现及质量输出表现三个⽅⾯的情况,可以⽐较综合指向设备⽣产成本的⾼低注意事项:1. OEE要应⽤在⼀台机器上(可视为⼀台机器的⽣产线)⽽不能应⽤在整个⽣产线或全⼚上,这样才有意义2. OEE要作为⼀系列⼀体化的综合关键业绩指标中的⼀部分来运⽤⽽不能孤⽴使⽤,否则将造成⽣产批次规模加⼤或有质量缺陷的产品3. OEE必须与精益原则相符,要确保对OEE的计算不会导致浪费合理化、制度化,例如,绝不要允许给换线留出时间实⾏效益:设备:降低设备的故障以及维修成本,加强设备管理以延长设备的使⽤寿命。
设备综合效率(OEE)
<Overall Equipment Effectiveness>
OEE的概念
OEE即设备综合效率, OEE即设备综合效率,其本质就是设 即设备综合效率 备负荷时间内实际产量与理论产量的 比值 OEE=时间稼动率*性能稼动率* OEE=时间稼动率*性能稼动率*良品率 时间稼动率
OEE三个因素表述
时间稼动率反映了设备的时间利用情况 设备的故障, 度量了设备的故障,调整等项停机损失 性能稼动率反映了设备的性能发挥情况, 性能稼动率反映了设备的性能发挥情况, 短暂停机,空转速度降低 度量了设备短暂停机,空转速度降低等 项性能损失 合格品率则反映了设备的有效工作情况, 合格品率则反映了设备的有效工作情况, 度量了设备加工废品损失
谢谢各位 敬请指导!
�
*100%
良品率(Quality Ratc)
良品数 良品率%= * 100% 良品数+不良品数
设备综合效率计算公式
OEE=时间稼动率*性能稼动率*良品率 OEE 直接时间 * 负荷时间 理论周期时间*(良品数+不良品数) * 直接时间 良品数
良品数+不良品数
OEE的实质
如果追究OEE的本质内涵:
直接时间A 直接时间 时间稼动率= *100% 时间稼动率= % 负荷时间B 负荷时间
4.直接时间A=负荷时间B-中断时间(3) 直接时间A 时间稼动率= *100% 负荷时间B
性能稼动率(Performance Efficiency)
性能稼动率=速度稼动率*净动率*100% 理论周期时间*投入数 = 直接时间A 投入数=良品+不良品 理论周期时间=(CYCLE TIME)
最新OEE(设备综合效率)简介

= (产量×实际速度)/利用时间
• 设备性能率
= 速度开动率×净开动率 = (产量×设计速度)/利用时间
*需按照不同设计速度的规格折算
名词说明
计划作业时间=从事生产活动的时间 (上,下班时间)减去午休时间
作业时间 计划作业时间 午休时间
实际作业时间= 计划作业时间-生产
生产完成停止时间
计划不均衡 : 前后计划中由于别的因素引起的作业停止或 者担当设备后工程(设备)的生产数量或者目标 量已达成而停止情况的时间
其 它 : 由以上原因以外的原因引发的设备停止时间
设备综合效率的应用
(1) 适用对象
作业对象 设备 设备 + 人
人
适用范围 一定适用 部分适用 适用不了
备
注
以设备效率为参照的生产力管理
1.计划性停机和试车 2.无生产订单
操作时间
计划性 停产时间
负荷时间
用餐 时间
(有效)利用时间
停机损失
1.故障 2.更换品种 / 清洁
/ 调节/刀具调整 3.启动 / 热机、调整
设备综合效率
时间利用率
净利用时间 性能损失
创造价值 缺陷 的时间 损失
4.短暂停机 / 空转 5.速度减慢损失
6.质量缺陷返工
15
3. 启动/热机调整
• 定义:启动损失是指从设备启动到稳定生产期间发生的质 量损失,损失的大小取决于工序状态的稳定度,设备的 维护水平,操作工的技能水平等。
• 通常在实际生产中,这种损失量还是相当大的,应尽可 能减少到最小程度。
16
4. 短暂停机
• 定义:机器故障停工或换线以外的原因造成的计划停工所损 失的时间。 比如因工件卡堵、倾斜、掉落、污损、不良 警报等,必须进行少于十分钟的停机或空转予以处理的暂停 损失。另外如开工推迟/完工提前等)
OEE设备综合效率

降低设备损失的目的:提高设备的综合使用率,保证设备不产出不良品,同时提高生产效率,要降低 设备的损失首先我们先来认识一下设备的六大损失。
OEE与六大损失
故障停机/损失 故障停机/损失是指故障停机造成时间损失和由于生产缺陷产品导致数量损失。因偶发故障造成的突然的、 显著的设备故障通常是明显的并易于纠正;而频繁的、或慢性的微小故障则经常被忽略或遗漏。由于偶发 性故障在整个损失中占较大比例,所以许多企业都投入了大量时间努力寻找避免这种故障,然而,要消除 这些偶发性故障是很困难的。所以,必须进行提高设备可靠度的研究,要使设备效率最大化,必须使故障 减小到零,因此,首先需要改变传统故障维修中认为故障是不可避免的观点。
质量指数(良品率)
质量指数 = 一次合格产品数 / 总 生产产品数
质量是一个比较明确的结果,合 格或者不合格。但是在计算合格 品数量时不同的公司可能会有不 同的计算方法。比如有的公司可 能用总体合格率,有的公司使用 一次通过率。其中的不同主要是 针对返工后合格的产品是否纳入 计算范围。 不过受到公认的还是 采用一次通过产品数量来计算。
质量指数(良品率)
质量指数 = 一次合格产品数 / 总 生产产品数
质量是一个比较明确的结果,合 格或者不合格。但是在计算合格 品数量时不同的公司可能会有不 同的计算方法。比如有的公司可 能用总体合格率,有的公司使用 一次通过率。其中的不同主要是 针对返工后合格的产品是否纳入 计算范围。 不过受到公认的还是 采用一次通过产品数量来计算。
设备综合效率(OEE) 介绍
What’s OEE? >> Overall Equipment Effectiveness
(设备综合效率)
OEE=Availability Rate*Performance Rate*Quality Rate (可用率*表现指数*质量指数 ) (时间工作效率*性能工作效率*合格品率)
当你正致力于将设备的生产力向世界级发展时,简单的TEEP公式 将是一个优秀的基本工具
TEEP=实际生产件数/全部时间内理论生产件数 全部时间:一天按24小时计
一周按168小时计... 一般来说统计周期的时间越长显示的TEEP可能越低。
如:HGAI每小时理论产出220PCS HSA,一周(6.5天)生产
•质量指数 (合格品率)
质量指数是计算由于质量问题而造成的废品率。
质量指数=合格品数/生产总数
OEE Instruction
Why use OEE?
❖OEE有助于企业节省设备的采购及制造费用 ❖帮助企业关注改进现有设备的表现 ❖有助于发现最大的改进空间并获得资产上最大程度的回报 ❖OEE的公式显示了设备的品质改进,可靠性改进,停机时间的影响等
表现指数=(理想节拍时间*产品生产数)/操作时间 (实际产出/理论产出)
理想节拍时间是指机床以最快速度生产的时间作为一个单位节拍时间 。它有时也称为铭牌节拍时间或理论加工时间,即生产一个产品所需 的理论时间(HPU)。 表现指数通常用100%表示,这样能保证避免如果一个节拍时间太短 而造成计算混乱。
OEE பைடு நூலகம்nstruction
How to use OEE?
OEE的应用形式多种多样。可作为设备可靠性及利用率的分析或 基准计算的工具。 不要在如何最好地利用OEE的问题上有任何的犹豫 可从小处着手,选择瓶颈设备来收集OEE的有关数据 一旦获得的第一手资料显出OEE是有价值的工具,就可以逐渐地 用OEE测量其它的设备 OEE只用于测量或监控设备的综合性能,不能真正带来成本上的 收益
设备综合效率(OEE)
型号
产能(个/分 生产数量 )
不良品
A
63
12600
180
B
60
12000
160
C
60
15000
150
D
79
13790
188
24
25
设备 LOSS的构造和指标
设备
6大 LOSS
管理指标
作业时间
负荷时间
计划 维持
开动时 间
ห้องสมุดไป่ตู้
停止 LOSS
纯开动时间
速度 LOSS
价 值 不良 加动时间 LOSS
① 故障
•实际产生附加价值的时间。 •生产良品所花的时间。
设备损失结构分析9 图
从6大损失到16大损失
生产活动中的16大损失
1
2
3
8大 设 备 损 失
4
5
6
7
8
9
10
5大 人 力 损 失
11
12
13
14
3大 原 材 料 与 能 源 损 失
15
16
设备故障 切换
切刀/工夹具的更换 开关机 小停机
速度损失 缺陷/返工 工厂计划停产 管理损失 运作损失 生产线管理损失 后勤和运输 测量和调节损失 能源损失 备品备件损失 原材料损失
检
综 合
维
效 率
修
85
%
人
以 上
员
的
关
系
及
分
改
工
善 活
动
手段分类 正常运行
日常维护
定期维修 状态维修 事后维修 改善维修 (可靠性、 可维修性) 主动维修
OEE(设备综合效率)
OEE(设备综合效率)一、OEE的定义国际上对OEE的定义为:OEE是(全局设备效率)的英文缩写。
OEE是一个独立的测量工具,它用来表现实际的生产能力相对于理论产能的比率。
设备综合效率OEE是由可用率,表现性以及质量指数三个关键要素组成。
设备OEE= 时间开动率×性能开动率×合格品率二、OEE与设备的六大损失设备的六大损失包括:机器故障、速度下降、停顿、调整与设置、启动损失、缺陷与返工。
OEE的一个重要目的就是减少一般制造业所存在的设备六大损失。
三、MES制造执行系统如何实现设备OEE分析和管理OEE可给企业带来的管理效益包括两方面。
在企业规划方面,OEE可以为企业规划提供客观科学的決策依据,为企业提供很多增值意见和建议。
在生产管理方面,对OEE进行数据分析,可以规避潜在风险,降低设备六大损失,挖掘设备大潜能,并为企业精益生产管理提供可视化的生产报告。
设备管理模块是MES制造执行系统的数据核心,无论生产调度管理、订单管理还是物料管理都是以设备管理为中心进行的。
那么MES 制造执行系统是如何实现设备OEE分析与管理的呢?1.设备现场采集设备现场采集MES制造执行系统提供设备生产开工和完工管理、设备生产采集、设备生产不良采及集等;生产开工可以通过扫描相关条码接受生产任务,操作方式可以扫描职员、扫描机台、扫描机种等;生产数据采集MES系统支持手动汇报和自动汇报模式,手动采集通过MES制造执行系统小键盘输入生产数量、停工时间、停工原因(扫描停工原因条码),自动采集通过生产设备自动采集生产数量、停工时间等信息。
2.设备异常呼叫管理MES制造执行系统提供Andon功能,当生产出现异常时,操作员通过MES制造执行系统可以直接按下安灯按钮,激活Andon系统,该信息通过操作工位信号灯、Andon看板、广播将信息发布出去,提醒所有人注意;同时记录异常发生开始的时间;班组长响应MES制造执行系统的呼叫,如果班组长可以解决问题,重新按下安灯按钮,系统恢复正常。
综合设备效率OEE

为什么引进OEE
采用OEE指标的优点:
1、能使设备的技术管理与经济管理结合起来,可直
接真实地反映企业的技术经济效益。综合效率的高低能引
起领导重视,从而使各级员工建立“设备服务于生产”和“生产 靠设备”的观念;
2、影响综合效率的因素会涉及到设备的设计、制
造、检修、使用、质检、生产组织等各环节,体现了系统
从时间角度讲,OEE计算的是合格品的净生产时间(价 值开动时间)占总可用生产时间(负荷时间)的比例,其本
质就是实际合格产量与负荷时间内理论产量的比值。
为什么引进OEE
OEE由来和变迁
日本企业最早把提高设备综合效率作为TPM管理的主要目标
贯标的质量体系也把OEE作为持续改进的有效技术措施之一
在计算公式中,由时间开动率、性能开动率和合格品率来反映影响OEE
教育、训练:公司认定的企业内、外教育和训练必须参加而引 起的设备停机时间(例:外部教育、内部教育、预备役、民兵训练 等);
如何计算OEE
以下情况应归类于休止时间
停电(停水):电力供给(停水)中断引起的设备不能开 动的时间;
原材料供应:生产过程中由于原材料的品质、供应等 问题引起的生产不能持续进行导致设备停止的时间(管理 损失)。
1、设备利用率:(计算TEEP时用)
在整个日历时间中去除休止时间后的可利用时间所占的比例。
设备利用率=
日历时间-休止时间
日历时间
×100% =
负荷时间
日历时间 ×100%
总日历时间
计划停机时间(年修、定修、节假日) 非设备因素停机时间(停电、待料)
休止时间
负荷时间(总的可用生产时间)
如何计算OEE
如何计算OEE
设备综合效率OEE的定义及计算示例
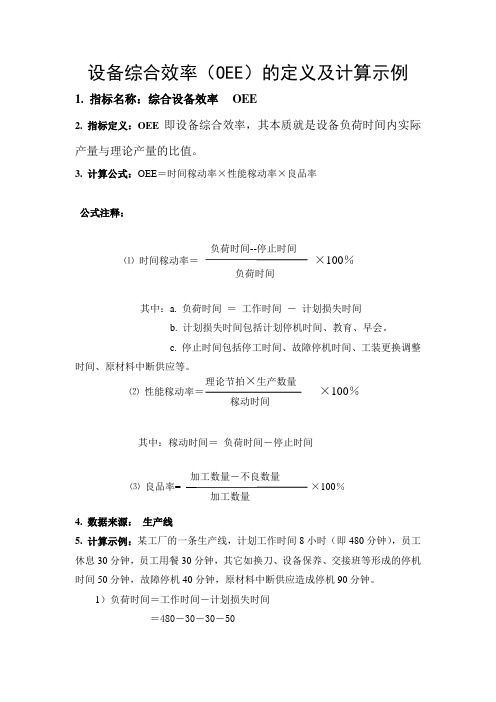
设备综合效率(OEE)的定义及计算示例1. 指标名称:综合设备效率OEE2. 指标定义:OEE即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。
3. 计算公式:OEE=时间稼动率×性能稼动率×良品率公式注释:负荷时间--停止时间⑴时间稼动率=×100%负荷时间其中:a. 负荷时间=工作时间-计划损失时间b. 计划损失时间包括计划停机时间、教育、早会。
c. 停止时间包括停工时间、故障停机时间、工装更换调整时间、原材料中断供应等。
理论节拍×生产数量⑵性能稼动率=×100%稼动时间其中:稼动时间=负荷时间-停止时间加工数量-不良数量⑶良品率= ×100%加工数量4. 数据来源:生产线5. 计算示例:某工厂的一条生产线,计划工作时间8小时(即480分钟),员工休息30分钟,员工用餐30分钟,其它如换刀、设备保养、交接班等形成的停机时间50分钟,故障停机40分钟,原材料中断供应造成停机90分钟。
1)负荷时间=工作时间-计划损失时间=480-30―30―50=370(分钟)停止时间为:40分钟+90分钟=130分钟时间稼动率=(370-130)÷370=0.649(64.9%)2)性能稼动率理论节拍是0.85分钟/件,日产量(加工数量)为270件,其中不良品为30件性能稼动率=0.85×270÷240=0.956(95.6%)3)良品率良品率=(270-30)÷270=0.889(88.9%)由上,则:OEE=64.9%×95.6%×88.9% =55.2%6. 指标目的:1)利用OEE进行损失分析;2)OEE可以准确反映设备本身的问题,也能够客观评价企业的精益生产的实施水平,同时也不会使企业之间的OEE因理解与算法不同而不可比。
OEE设备综合效率三种叫法和计算公式并举例子
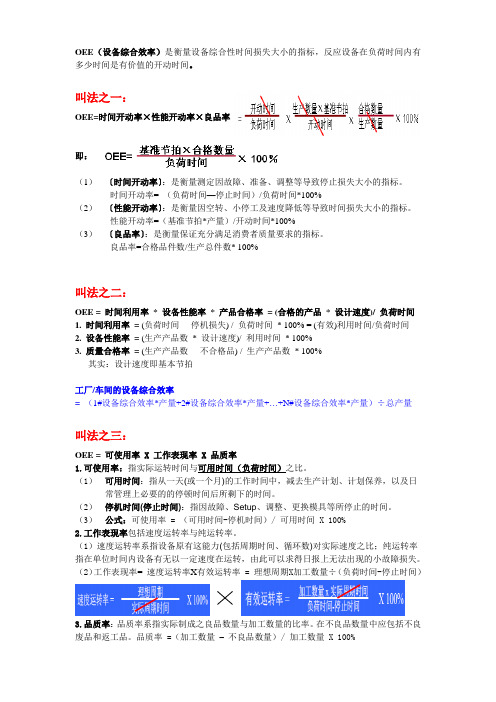
OEE(设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有多少时间是有价值的开动时间。
叫法之一:OEE=时间开动率×性能开动率×良品率即:(1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。
时间开动率= (负荷时间—停止时间)/负荷时间*100%(2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。
性能开动率=(基准节拍*产量)/开动时间*100%(3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。
良品率=合格品件数/生产总件数* 100%叫法之二:OEE = 时间利用率* 设备性能率* 产品合格率= (合格的产品* 设计速度)/ 负荷时间1. 时间利用率= (负荷时间- 停机损失) / 负荷时间* 100% = (有效)利用时间/负荷时间2. 设备性能率= (生产产品数* 设计速度)/ 利用时间* 100%3. 质量合格率= (生产产品数- 不合格品) / 生产产品数* 100%其实:设计速度即基本节拍工厂/车间的设备综合效率= (1#设备综合效率*产量+2#设备综合效率*产量+…+N#设备综合效率*产量)÷总产量叫法之三:OEE = 可使用率 X 工作表现率 X 品质率1.可使用率:指实际运转时间与可用时间(负荷时间)之比。
(1)可用时间:指从一天(或一个月)的工作时间中,减去生产计划、计划保养,以及日常管理上必要的的停顿时间后所剩下的时间。
(2)停机时间(停止时间):指因故障、Setup、调整、更换模具等所停止的时间。
(3)公式:可使用率 = (可用时间-停机时间)/ 可用时间 X 100%2.工作表現率包括速度运转率与纯运转率。
(1)速度运转率系指设备原有这能力(包括周期时间、循环数)对实际速度之比;纯运转率指在单位时间内设备有无以一定速度在运转,由此可以求得日报上无法出现的小故障损失。
OEE设备综合效率分析与管理

OEE设备综合效率分析与管理一、引言在现代工业生产中,设备的高效运行对于企业的生产效率和利润的提升至关重要。
OEE(Overall Equipment Efficiency)即设备综合效率,是评估设备性能的重要指标。
本文将从OEE的概念与计算方法入手,探讨OEE设备综合效率的分析与管理。
二、OEE概述OEE是用来衡量设备综合效率的一个指标。
它综合考虑了设备的可用时间利用率、性能效率和质量合格率,通过计算得出设备的OEE值。
OEE的计算公式为:OEE = 可用时间利用率 ×性能效率 ×质量合格率可用时间利用率 = 设备运行时间 / (设备运行时间 + 设备停机时间)性能效率 = 实际产量 / 理论产量质量合格率 = 合格产品数量 / 总产量三、OEE设备综合效率分析1. 可用时间利用率分析通过分析设备运行时间和设备停机时间,可以得出设备的可用时间利用率。
可用时间利用率的提升可以通过减少停机时间、缩短换模时间、加快设备故障修复等手段实现。
2. 性能效率分析性能效率衡量了设备在运行过程中的产量和理论产量之间的比例。
通过分析实际产量和理论产量的差异,可以找出影响设备性能的因素,并采取相应的措施进行改进,如提高生产速度、优化工艺流程等。
3. 质量合格率分析质量合格率是指设备生产的合格产品数量与总产量之间的比例。
通过对质量合格率的分析,可以发现设备存在的质量问题,并采取相应的措施进行改进,如加强质量管控、提高操作技能等。
四、OEE设备综合效率管理1. 设备维护管理定期进行设备维护和保养,及时处理设备故障,确保设备处于良好的工作状态。
同时,建立设备维护记录和维修历史,为后续的故障分析和改进提供数据支持。
2. 运营管理加强对设备运行过程的监控与管理,及时发现问题并采取措施进行处理。
建立运营数据指标体系,对设备的关键性能指标进行监测与分析,及时发现设备运行异常,并进行预警与预防。
3. 人员培训和技能提升加强对操作人员的培训和技能提升,提高其操作技能和质量意识。
设备综合效率OEE详解
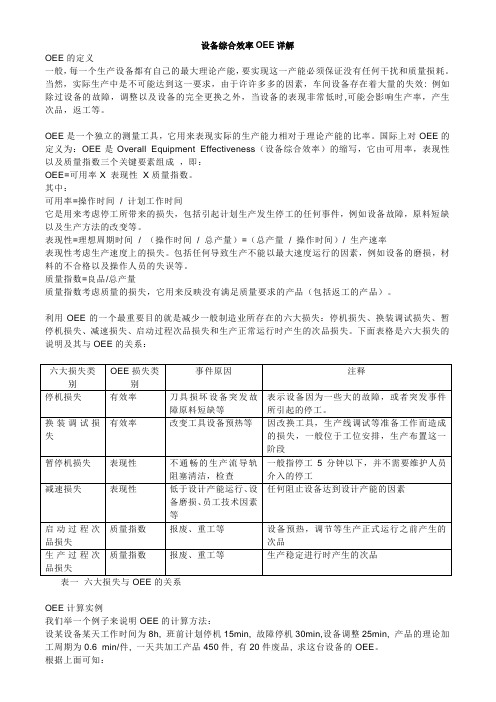
设备综合效率OEE详解OEE的定义一般,每一个生产设备都有自己的最大理论产能,要实现这一产能必须保证没有任何干扰和质量损耗。
当然,实际生产中是不可能达到这一要求,由于许许多多的因素,车间设备存在着大量的失效: 例如除过设备的故障,调整以及设备的完全更换之外,当设备的表现非常低时,可能会影响生产率,产生次品,返工等。
OEE是一个独立的测量工具,它用来表现实际的生产能力相对于理论产能的比率。
国际上对OEE的定义为:OEE是Overall Equipment Effectiveness(设备综合效率)的缩写,它由可用率,表现性以及质量指数三个关键要素组成,即:OEE=可用率X 表现性X质量指数。
其中:可用率=操作时间/ 计划工作时间它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等。
表现性=理想周期时间/ (操作时间/ 总产量)=(总产量/ 操作时间)/ 生产速率表现性考虑生产速度上的损失。
包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。
质量指数=良品/总产量质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。
利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。
下面表格是六大损失的说明及其与OEE的关系:表一六大损失与OEE的关系OEE计算实例我们举一个例子来说明OEE的计算方法:设某设备某天工作时间为8h, 班前计划停机15min, 故障停机30min,设备调整25min, 产品的理论加工周期为0.6 min/件, 一天共加工产品450件, 有20件废品, 求这台设备的OEE。
根据上面可知:计划运行时间=8x60-15=465 (min)实际运行时间=465-30-25=410 (min)有效率=410/465=0.881(88.1%)生产总量=410(件)理想速度x实际运行时间=1/0.6 x 410=683表现性=450/683=0.658(65.8%)质量指数=(450—20)/450=0.955(95.5%)OEE=有效率x表现性x质量指数=55.4%OEE的作用实践证明OEE是一个极好的基准工具,通过OEE模型的各子项分析,它准确清楚地告诉你设备效率如何,在生产的哪个环节有多少损失,以及你可以进行那些改善工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Contents
• Introduction • OEE Definition • OEE measurement • OEE case study • OEE analysis and improvement • New investment requests
Total Available Time
365 days x 24 hours
Nominal opening time
What are Cycle time and Change over time?
Cycle Time (CT) =
Time spent between I load part «A »until I load next part «A »
(Parts manufactured but not good and rework)
6 Micro-stoppage and Slow down
(what is left over after deducting the 6 other causes of losses)
* Nb of good parts produced x Standard cycle time)
Comments
Part A
07H00
07H30
Problem on control card, Maintenance action N°A225
08H00
Standard form to be used:
08H30
ATDPRO_APS_production tracking form_FC_*.xls
Loading Unloading
Loading Unloading
CT
Transformation
PRODUCT A
CT
Transformation
PRODUCT A
C/O time CT
1st PRODUCT
B Quality not yet OK
PRODUCT B
Quality OK
Change Over time (C/O) = time between last good part “A” and first
• OEE measurement and improvement must be implemented:
– For heavy and expensive means that are a bottleneck comparing to the customer demand in order to deliver,
• OEE rate Calculation (%)
OEE =
Added value Operating time
Nominal opening time
Standard Cycle Time = The best ever observed respecting quality criteria
OEE: Overall Equipment Efficiency
Contents
• Introduction • OEE Definition • OEE measurement • OEE case study • OEE analysis and improvement • New investment requests
2 Machine breakdowns and no planer time
4 Organizational stops
(Lack of tool, material, worker, punctual lack of load)
5 No Quality
10H00
Break
10H30 11H00 11H30
Change over from part A to B
First part produced isn't yet correct as mould warm up isn't enough
12H00
Contents
• Introduction • OEE Definition • Measurement • OEE case study • OEE analysis and improvement • New investment requests
• Added value Operating time =
Nb of good parts produced x Standard Cycle Time
• Nominal opening time =
– Days of the week when the factory is open on a regular basis (ie including management, support functions,..)
good part “B”
How to track losses? “Production tracking form” OEE
06H00
Productio n
Planned stops
Machine breakdown
s
Change over time
Organizat ional stops
06H30
Contents
• Introduction • OEE Definition • OEE Measurement • OEE case study • OEE analysis and improvement • New investment requests
OEE : Category of losses
Factory not opened on a regular basis
100 (%)
No OEE losses
OEE (%)
Value added operating time *
7 Equipment not open but factory open
1 Planned stops
(meals, breaks, training, meeting, planned maintenance, tests)