EN 14399-4
DIN439B-DIN936-EN14399 产品尺寸数据表
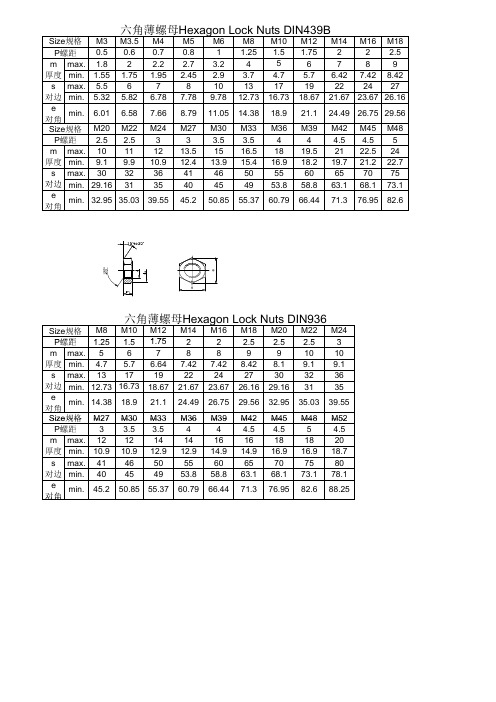
螺母尺寸图
头标:1为制造商厂标
32.95 35.ห้องสมุดไป่ตู้3 39.55
六角薄螺母Hexagon Lock Nuts DIN936
Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 M8 M10 1 25 1.25 1.5 15 5 6 4.7 5.7 17 13 16.73 12.73 14.38 M27 3 12 10.9 41 40 45.2 18.9 M30 3.5 12 10.9 46 45 M12 1 75 1.75 7 6.64 19 18.67 21.1 M33 3.5 14 12.9 50 49 M14 2 8 7.42 22 21.67 24.49 M36 4 14 12.9 55 53.8 60.79 M16 2 8 7.42 24 23.67 26.75 M39 4 16 14.9 60 58.8 66.44 M18 2.5 25 9 8.42 27 26.16 29.56 M42 4.5 16 14.9 65 63.1 71.3 M20 2.5 25 9 8.1 30 29.16 32.95 M45 4.5 18 16.9 70 68.1 76.95 M22 2.5 25 10 9.1 32 31 35.03 M48 5 18 16.9 75 73.1 82.6 M24 3 10 9.1 36 35 39.55 M52 4.5 20 18.7 80 78.1 88.25
六角薄螺母Hexagon Lock Nuts DIN439B
Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 M3 0.5 1.8 1.55 5.5 5.32 6.01 M20 2.5 10 9.1 30 29.16 M3.5 0.6 2 1.75 6 5.82 6.58 M22 2.5 11 9.9 32 31 M4 0.7 2.2 1.95 7 6.78 7.66 M24 3 12 10.9 36 35 M5 0.8 2.7 2.45 8 7.78 8.79 M27 3 13.5 12.4 41 40 45.2 M6 1 3.2 2.9 10 9.78 11.05 M30 3.5 15 13.9 46 45 50.85 M8 1.25 4 3.7 13 12.73 14.38 M33 3.5 16.5 15.4 50 49 55.37 M10 1.5 5 4.7 17 16.73 6 3 18.9 M36 4 18 16.9 55 53.8 60.79 M12 1.75 6 5.7 19 18.67 21.1 M39 4 19.5 18.2 60 58.8 66.44 M14 M16 M18 2 2 2.5 7 8 9 6.42 7.42 8.42 22 24 27 21.67 23.67 26.16 24.49 26.75 29.56 M42 4.5 21 19.7 65 63.1 71.3 M45 4.5 22.5 21.2 70 68.1 76.95 M48 5 24 22.7 75 73.1 82.6
EN 14399-3

目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (4)3、螺栓 (5)4、螺母 (11)5、装配件螺栓/螺母的名称 (13)6、关联的垫圈 (13)7、连接副螺栓/螺母/垫圈的功能特征 (14)参考书目 (15)前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论这份文件表明有欧洲有两种技术方案来达到螺栓/螺母/垫圈装配的要求,这两种方案是利用螺栓/螺母/垫圈装配的不同的系统(HR和HV),见表1。
这两套系统已得到认证,由结构螺栓专家决定选用其中的一种。
但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
俄罗斯标准代号

7550
68
ГОСТ 21780-83施Hale Waihona Puke 中的几何参数精确度保障系统83
47481
69
ГОСТ 22261-94_电量和磁量测量设备通用技术条件
36
29714
70
ГОСТ 22353-77_螺栓、螺母及高强度垫圈
24
6991
71
ГОСТ 23118-99建筑钢结构总技术条件
27
14833
72
ГОСТ 23518-79保护气体弧焊、锐角和钝角焊接基本类型、结构部件和尺寸
7
2077
59
ГОСТ 16093-2004米制螺纹公差、容隙装配
49
16169
60
ГОСТ 16350-80苏联气候影响技术设备的气候因素的区域划定和参数统计
121
43967
61
ГОСТ 18123-82_垫片一般技术条件
10
2990
62
ГОСТ 19281-89_高强度钢轧材技术规程
22
8038
15
2367
51
ГОСТ 14098-91钢筋混凝土结构钢筋和置入制品的焊接接合类型、结构和大小
19
6263
52
ГОСТ 14771-76_气体保护焊焊接接头基本类型、结构部件及尺寸
33
7105
53
ГОСТ 14782-86非破坏性检验焊接接合超声波方法
41
14135
54
ГОСТ 15140-78_油漆材料粘附力测定方法
96
BS EN 14399-3(E)-C高强度预加载结构螺栓连接组合件第3部分:HR系列-六角头螺栓和螺母组合件
EN 14399-5
目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (4)3、尺寸 (4)4、名称和参考标准 (5)5、名称 (5)6、标记 (5)参考书目 (5)前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
随着时间的发展,产品标准EN 14399-3到EN 14399-6是唯一按照EN 14399-1的一般要求来做的,尽管如此,这将适用于更多的产品----安装螺栓----沉头螺栓----预载荷垫圈用于高强度钢结构的螺栓都在准备之中。
1、范围这份文本和EN 14399-1一起,制定了经淬硬和回火的垫圈。
EN 14399-2
目录前言 (3)1、范围 (3)2、参考标准 (3)3、术语和定义 (3)4、符号和单位 (3)5、测试原理 (4)6、测试设备 (4)7、装配件测试 (4)8、测试装备 (4)9、测试程序 (5)10、测试结果评估 (5)11、测试报告 (8)附录A(参考)特殊测试条件和程序 (9)参考书目 (9)前言略1、范围本文件规定了预载荷钢结构高强度螺栓/螺母/垫圈连接副的符合性测试方法。
这个测试的目的是检验紧固件装配的性能。
通过EN 1090-1规定的拧紧方式,能够获得稳定所需的预载荷,并有足够的余量防止拧过头和失效。
2、参考标准以下所引用的标准对本标准是不可或缺的。
有日期的文本,只是引证的版本,没有日期的,以最新版并且在使用的标准为准。
EN 14399-1:预载荷高强度螺栓---第1部分,一般要求EN 14399-3:预载荷高强度螺栓---第3部分,HR系统---六角螺栓和螺母组件EN 14399-4:预载荷高强度螺栓---第4部分,HV系统---六角螺栓和螺母组件EN 14399-5:预载荷高强度螺栓---第5部分,平垫圈EN 14399-6:预载荷高强度螺栓---第6部分,平面倒角垫圈EN ISO 898-1:碳钢和合金钢紧固件的机械性能---螺栓,螺钉和螺柱(ISO 898-1:1999)3、术语和定义术语和定义同EN 14399-1:20054、符号和单位A 延伸(mm)A S螺栓公称应力面积(mm2)(见EN ISO 898-1)d.螺纹公称直径(mm)F b 测试中螺所受的拉力(KN)F bi螺母旋转所施加给螺栓的扭力或拉力(KN)F bm F bi的平均值(KN)F bimax 在测试过程中螺栓受力的最大值(KN)F p指定的预载荷0.7f ub As(KN)F ub 公称抗拉强度(R m nom)(Mpa)K k—因素Ki K—因素的单个值Km K—因素的单个值l b.eff 有效预载荷螺栓长度(夹紧长度∑t加上半个公称螺母厚度)M 测试过程中施加的单个扭矩值(Nm)Mspec 施加在螺栓上的特定扭矩值(Nm)n.测试结果数量S F估算的F bi值的标准偏差S K估算的K i值的标准偏差t.一个夹紧部分的厚度(mm)V F F bi值的变异系数V K Ki值的变异系数θ螺母相对螺栓转过的角度(°)θpi螺栓所受的力第一次达到F p时,螺母所转过的角度(°)θ1i螺栓所受的力第一次达到F bi.max时,螺母所转过的角度(°)θ2i 测试结束时,螺母所转过的角度(°)Δθ1i 角度差值(θ1i-θpi)(°)Δθ2i角度差值(θ2i-θpi)(°)Δθ2min 根据相关的产品标准规定的最小Δθ2i值(°)Σt 螺母支承面和螺栓支承面之间的总的夹紧长度(mm)5、测试原理测试的原理是在装配拧紧螺栓副时,测试如下的参数:----螺栓所受的力----螺栓和螺母之间旋转角度---扭矩,如有要求----螺栓的延伸长度,如有要求6、测试设备测试设备应由钢制成安装紧固件的部分要有足够的刚度注:通常液压装置不能达到这个要求建议测试装置要有尽可能的硬度。
EN 14399-3

目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (4)3、螺栓 (5)4、螺母 (11)5、装配件螺栓/螺母的名称 (13)6、关联的垫圈 (13)7、连接副螺栓/螺母/垫圈的功能特征 (14)参考书目 (15)前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论这份文件表明有欧洲有两种技术方案来达到螺栓/螺母/垫圈装配的要求,这两种方案是利用螺栓/螺母/垫圈装配的不同的系统(HR和HV),见表1。
这两套系统已得到认证,由结构螺栓专家决定选用其中的一种。
但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
DIN_EN_14399-10_2009-07[1]
![DIN_EN_14399-10_2009-07[1]](https://img.taocdn.com/s3/m/6bf5e40d7cd184254b3535e0.png)
Juli 2009DEUTSCHE NORMNormenausschuss Mechanische Verbindungselemente (FMV) im DINNormenausschuss Bauwesen (NABau) im DINPreisgruppe 12DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 21.060.01!$RGX"1473653www.din.de DDIN EN 14399-10Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau –Teil 10: System HRC –Garnituren aus Schrauben und Muttern mit kalibrierter Vorspannung;Deutsche Fassung EN 14399-10:2009High-strength structural bolting assemblies for preloading –Part 10: System HRC –Bolt and nut assemblies with calibrated preload;German version EN 14399-10:2009Boulonnerie de construction métallique à haute résistance apte à la précontrainte –Partie 10: Système HRC –Boulons (vis + écrou + rondelle) à précontrainte calibrée;Version allemande EN 14399-10:2009©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlinwww.beuth.deGesamtumfang 24 SeitenR o b e r t B o s c h G m b H ;;DIN EN 14399-10:2009-072Nationales VorwortDiese Europäische Norm wurde vom CEN/TC 185 …Mechanische Verbindungselemente“ erarbeitet.Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 067-03-04 AA …Schrauben-verbindungen für den Stahlbau“ im Normenausschuss Mechanische Verbindungselemente (FMV).Für die im Abschnitt 2 zitierten Internationalen Normen wird im Folgenden auf die entsprechenden Deutschen Normen hingewiesen: ISO 261 siehe DIN ISO 261 ISO 965-2 siehe DIN ISO 965-2 ISO 965-5 siehe DIN ISO 965-5Nationaler Anhang NA(informativ)LiteraturhinweiseDIN ISO 261, Metrisches ISO-Gewinde allgemeiner Anwendung — ÜbersichtDIN ISO 272, Mechanische Verbindungselemente — Schlüsselweiten für Sechskantschrauben und -muttern DIN ISO 965-2, Metrisches ISO-Gewinde allgemeiner Anwendung — Toleranzen — Teil 2: Grenzmaße für Außen- und Innengewinde allgemeiner Anwendung — Toleranzklasse mittelDIN ISO 965-5, Metrisches ISO-Gewinde allgemeiner Anwendung — Toleranzen — Teil 5: Grenzmaße für Innengewinde, passend für feuerverzinkte Außengewinde mit Höchstmaßen der Toleranzfeldlage h vor Aufbringung des ÜberzugesR o b e r t B o s c h G m b H ;;EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNEEN 14399-10März 2009ICS 21.060.01Deutsche FassungHochfeste planmäßig vorspannbare Schraubenverbindungen fürden Metallbau — Teil 10: System HRC —Garnituren aus Schrauben und Muttern mit kalibrierterVorspannungHigh-strength structural bolting assembliesfor preloading — Part 10: System HRC —Bolt and nut assemblies with calibrated preloadBoulonnerie de construction métallique à haute résistanceapte à la précontrainte — Partie 10: Système HRC —Boulons (vis + écrou + rondelle) à précontrainte calibréeDiese Europäische Norm wurde vom CEN am 24. Januar 2009 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache,die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal,Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.E U R O P ÄI S C H E S K O M I T E EF ÜR N O R M U NG EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T É E U R O P ÉE N D E N O R M A L I S A T I O NManagement-Zentrum: Avenue Marnix 17, B-1000 Brüssel© 2009 CENAlle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 14399-10:2009 DR o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)2InhaltSeiteVorwort ................................................................................................................................................................3 Einleitung.............................................................................................................................................................4 1 Anwendungsbereich .............................................................................................................................5 2 Normative Verweisungen......................................................................................................................5 3 Begriffe ...................................................................................................................................................6 4 Schrauben..............................................................................................................................................7 4.1 Maße der Schrauben .............................................................................................................................7 4.2 Technische Lieferbedingungen für Schrauben und Bezugsnormen............................................12 4.3 Kennzeichnung von Schrauben........................................................................................................13 5 Muttern.................................................................................................................................................14 5.1 Maße von Muttern...............................................................................................................................14 5.2 Technische Lieferbedingungen für Muttern und Bezugsnormen..................................................16 5.3 Prüfkräfte für Muttern.........................................................................................................................17 5.4 Abkohlung des Mutterngewindes.....................................................................................................17 5.5 Kennzeichnung der Muttern..............................................................................................................17 6 Bezeichnung der Garnitur aus Schraube und Mutter.....................................................................18 7 Zugehörige Scheiben.........................................................................................................................18 8 Gebrauchseigenschaften der Garnitur aus Schraube, Mutter und Scheibe ................................19 8.1 Allgemeines.........................................................................................................................................19 8.2 Prüfung der Eignung zum Vorspannen............................................................................................19 8.3 Prüfung der Eignung für die kalibrierte Vorspannung...................................................................20 8.4Anforderungen (20)Literaturhinweise.............................................................................................................................................22 BilderBild 1 — HRC-Schraube mit Sechskantkopf....................................................................................................7 Bild 2 — HRC-Schraube mit Halbrundkopf......................................................................................................8 Bild 3 — Beispiele der Schraubenkennzeichnung.......................................................................................13 Bild 4 — Maße der Mutter................................................................................................................................14 Bild 5 — Beispiele für die Kennzeichnung von Muttern (18)TabellenTabelle 1 — Maße von Sechskantschrauben a .................................................................................................9 Tabelle 2 — Maße von Halbrundschrauben a b ...............................................................................................11 Tabelle 3 — Maße des Abscherendes a ..........................................................................................................11 Tabelle 4 — Technische Lieferbedingungen für Schrauben und Bezugsnormen....................................12 Tabelle 5 — Maße von Muttern nach EN 14399-3 (HR)a ...............................................................................15 Tabelle 6 — Maße von Muttern mit einer Höhe m = 1d (HRD)a ....................................................................15 Tabelle 7 — Technische Lieferbedingungen für Muttern und Bezugsnormen .........................................16 Tabelle 8 — Prüfkräfte für Muttern.................................................................................................................17 Tabelle 9 — Grenzwerte der Schraubenkraft beim Wegbrechen des Abscherendes. (21)DIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)3VorwortDieses Dokument (EN 14399-10:2009) wurde vom Technischen Komitee CEN/TC 185 …Mechanische Verbindungselemente“ erarbeitet, dessen Sekretariat vom DIN gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis September 2009, und etwaige entgegenstehende nationale Normen müssen bis September 2011 zurückgezogen werden.Es wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN sind nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.EN 14399 besteht aus den folgenden Teilen mit dem allgemeinen Titel Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau : ⎯ Teil 1: Allgemeine Anforderungen⎯ Teil 2: Prüfung der Eignung zum Vorspannen⎯ Teil 3: System HR — Garnituren aus Sechskantschrauben und -muttern ⎯ Teil 4: System HV — Garnituren aus Sechskantschrauben und -muttern ⎯ Teil 5: Flache Scheiben⎯ Teil 6: Flache Scheiben mit Fase⎯ Teil 7: System HR — Garnituren aus Senkschrauben und Muttern⎯ Teil 8: System HV — Garnituren aus Sechskant-Passschrauben und Muttern⎯ Teil 9: System HR oder HV — Direkte Kraftanzeiger für Garnituren aus Schrauben und Muttern ⎯ Teil 10: System HRC — Garnituren aus Schrauben und Muttern mit kalibrierter VorspannungEntsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.DIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)4EinleitungDer vorliegende Teil dieser Europäischen Norm vervollständigt die Europäische Normenreihe EN 14399, Teile 1 bis 10, in denen hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau festgelegt werden; dieser Teil gehört zum System HR. Die Besonderheit der Garnituren aus Schrauben und Muttern mit kalibrierter Vorspannung gegenüber dem System HR nach EN 14399-3 besteht in der Vor-spannung in der Schraube, die beim Anziehen durch das Wegbrechen des Abscherendes der Schraube unter Torsionsspannung kontrolliert wird, wobei dieser Bruch bei einer genau vorherbestimmten Spannung auftritt. Vorgespannte Schraubenverbindungen reagieren sehr empfindlich auf Unterschiede in der Herstellung und Schmierung. Es ist deshalb wichtig, dass die Garnitur von einem einzigen Hersteller geliefert wird, der stets für die Funktion der Garnitur verantwortlich ist.Aus dem gleichen Grund ist es wichtig, dass das Aufbringen der Überzüge auf die Garnitur unter der Aufsicht des Herstellers erfolgt.Die Funktionsfähigkeit der Garnitur erfordert, dass neben den mechanischen Eigenschaften der Komponenten auch die festgelegte Vorspannung erreicht wird, wenn das Wegbrechen des Abscherendes der Schraube an der Sollbruchstelle unter der vorherbestimmten Torsionsspannung auftritt, sofern die Garnitur nach einem geeigneten Verfahren angezogen wird. Zu diesem Zweck wurde ein Prüfverfahren für die Eignung der Komponenten zum Vorspannen entwickelt, das zeigt, ob die Garnitur ihre Funktion erfüllt.Es sollte darauf hingewiesen werden, dass im Vergleich zur ISO 272 die Schlüsselweiten (große Reihe) für M12 und M20 auf 22 mm bzw. 32 mm geändert wurden. Diese Änderungen sind aus folgenden Gründen zulässig:⎯ unter den besonderen Bedingungen, denen Schraubenverbindungen für den Metallbau unterliegen,können die Druckspannungen unter dem Schraubenkopf oder der Mutter bei den Größen M12 mit der Schlüsselweite von 21 mm zu groß werden, insbesondere bei einer außermittigen Lage der Scheibe zur Schraubenachse; ⎯ die Herstellung der Schlüsselweite 34 mm ist für die Größe M20 äußerst schwierig; die Änderung auf32 mm ergibt sich in erster Linie aus wirtschaftlichen Gründen, es sollte jedoch auch beachtet werden, dass die Schlüsselweite 32 mm in Europa bereits allgemein üblich ist.DIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)51 AnwendungsbereichDer vorliegende Teil dieser Europäischen Norm legt gemeinsam mit EN 14399-1 die Anforderungen an Garnituren aus hochfesten Schrauben und Muttern für den Metallbau des Systems HRC mit den Gewinde-größen M12 bis M30 und der Festigkeitsklasse 10.9/10 fest, die für vorgespannte Verbindungen mit Sechs-kantkopf (große Schlüsselweiten) oder Halbrundkopf geeignet sind.Die Garnituren aus Schrauben und Muttern, die dem vorliegenden Teil dieser Europäischen Norm ent-sprechen, wurden so gestaltet, dass sie ein Vorspannen auf mindestens 0,7 f ub × A s 1) in Übereinstimmung mit EN 1993-1-8:2005 (Eurocode 3) zulassen und dass sie ihr Verformungsvermögen vorwiegend durch plastische Verlängerung der Schraube erreichen. Aus diesem Grund weisen die Komponenten die folgenden Eigenschaften auf:⎯ Mutter nach EN 14399-3 oder ⎯ Mutter mit der Höhe m = 1d ,⎯ Gewindelänge der Schraube nach ISO 888.Garnituren aus Schrauben und Muttern, die dem vorliegenden Teil dieser Europäischen Norm entsprechen, enthalten (eine) Scheibe(n) nach EN 14399-6 oder EN 14399-5 (nur unter der Mutter).ANMERKUNG Es wird darauf hingewiesen, dass ein zufriedenstellendes Ergebnis nur dann erzielt wird, wenn sicher-gestellt ist, dass die Schrauben sachgerecht eingesetzt werden. Für Empfehlungen zur ordnungsgemäßen Anwendung siehe Anhang A.Das Prüfverfahren für die Eignung zum Vorspannen ist in EN 14399-2 festgelegt und wird durch Abschnitt 5 ergänzt.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).EN 10045-1, Metallische Werkstoffe — Kerbschlagbiegeversuch nach Charpy — Teil 1: PrüfverfahrenEN 14399-1, Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau — Teil 1: Allgemeine AnforderungenEN 14399-2:2005, Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau — Teil 2: Prüfung der Eignung zum VorspannenEN 14399-3:2005, Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau — Teil 3: System HR — Garnituren aus Sechskantschrauben und -mutternEN 14399-5, Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau — Teil 5: Flache ScheibenEN 14399-6, Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau — Teil 6: Flache Scheiben mit Fase1) f ub ist die Nennzugfestigkeit (R m ) und A s der Nennspannungsquerschnitt der Schraube.DIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)6EN 20898-2, Mechanische Eigenschaften von Verbindungselementen — Teil 2: Muttern mit festgelegten Prüfkräften — Regelgewinde (ISO 898-2:1992)EN 26157-1, Verbindungselemente — Oberflächenfehler — Teil 1: Schrauben für allgemeine Anforderungen (ISO 6157-1:1988)EN ISO 898-1, Mechanische Eigenschaften von Verbindungselementen aus Kohlenstoffstahl und legiertem Stahl — Teil 1: Schrauben (ISO 898-1:1999)EN ISO 3269, Mechanische Verbindungselemente — Annahmeprüfung (ISO 3269:2000)EN ISO 4759-1, Toleranzen für Verbindungselemente — Teil 1: Schrauben und Muttern — Produktklassen A, B und C (ISO 4759-1:2000)EN ISO 6157-2, Verbindungselemente — Oberflächenfehler — Teil 2: Muttern (ISO 6157-2:1995) EN ISO 10684, Verbindungselemente — Feuerverzinkung (ISO 10684:2004) ISO 148-1, Metallic materials — Charpy pendulum impact test — Part 1: Test method ISO 261, ISO general purpose metric screw threads — General planISO 965-2, ISO general purpose metric screw threads — Tolerances — Part 2: Limits of sizes for general purpose external and internal screw threads — Medium qualityISO 965-5, ISO general purpose metric screw threads — Tolerances — Part 5: Limits of sizes for internal screw threads to mate with hot-dip galvanized external screw threads with maximum size of tolerance position h before galvanizing3 BegriffeFür die Anwendung dieses Dokuments gilt der folgende Begriff.3.1Abscherschrauberelektrisches oder manuelles Werkzeug, das mit zwei koaxialen Einsätzen ausgestattet ist, die durch ihre Drehmomente gegenläufig zueinander wirken:⎯ der äußere Einsatz zur Aufnahme der Mutter dreht sich im Uhrzeigersinn;⎯ der innere Einsatz zur Aufnahme des Abscherendes der Schraube (d. h. Zwölfkant) dreht sich entgegendem UhrzeigersinnANMERKUNGDer Abscherschrauber funktioniert wie folgt:⎯ während des Anziehvorgangs einer Verbindung befindet sich derjenige Einsatz in Drehbewegung, der den geringstenWiderstand gegen diese Bewegung bietet; ⎯ von Anfang an und bis zur abschließenden Anziehstufe dreht sich der äußere Einsatz auf der Mutter im Uhrzeiger-sinn, während der innere Einsatz das Abscherende hält, ohne sich zu drehen, wodurch die Schraubengarnitur mit zunehmendem Anziehdrehmoment auf die Mutter schrittweise angezogen wird; ⎯ auf der abschließenden Anziehstufe, d. h. wenn das Torsionsfestigkeitsplateau der Sollbruchstelle erreicht ist, drehtsich der innere Einsatz entgegen dem Uhrzeigersinn, während der äußere Einsatz auf der Mutter ohne Dreh-bewegung reagiert; ⎯ der Einbau der Schraubengarnitur ist abgeschlossen, wenn das Abscherende an der Sollbruchstelle abschert.DIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)74 Schrauben4.1 Maße der SchraubenSiehe Bilder 1 und 2. Die Maße der Schrauben entsprechen den zutreffenden, in EN 14399-3:2005festgelegten Maßen, siehe Tabellen 1 und 2. Maß für das Abscherende sind in Tabelle 3 festgelegt.Legendea unvollständiges Gewinde u ≤ 2P b15° bis 30°ANMERKUNGDie Differenz zwischen l g und l s sollte nicht weniger als 1,5P betragen.Bild 1 — HRC-Schraube mit SechskantkopfDIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;EN 14399-10:2009 (D)8Legendea unvollständiges Gewinde u ≤ 2PANMERKUNGDie Differenz zwischen l g und l s sollte nicht weniger als 1,5P betragen.Bild 2 — HRC-Schraube mit HalbrundkopfDIN EN 14399-10:2009-07R o b e r t B o s c h G m b H ;;9Tabelle 1 — Maße von Sechskantschrauben aMaße in MillimeterGewinde d M12 M16 M20 M22 M24 M27 M30P b1,75 2 2,5 2,5 3 3 3,5c30 38 46 50 54 60 66 d — 44 52 56 60 66 72 b (Hilfsmaß)e— — 65 69 73 79 85max. 0,8 0,8 0,8 0,8 0,8 0,8 0,8 c min. 0,4 0,4 0,4 0,4 0,4 0,4 0,4 d a max. 15,2 19,2 24,4 26,4 28,4 32,4 35,4 max. 12,70 16,70 20,84 22,84 24,84 27,84 30,84 d s min. 11,30 15,30 19,16 21,16 23,16 26,16 29,16max.fd w min. 20,1 24,9 29,5 33,3 38,0 42,8 46,6 emin. 23,9129,56 35,03 39,55 45,20 50,85 55,37nom. 7,5 10 12,5 14 15 17 18,7max. 7,95 10,75 13,40 14,90 15,90 17,90 19,75 kmin. 7,059,25 11,60 13,10 14,10 16,10 17,65k w min. 4,9 6,5 8,1 9,2 9,9 11,3 12,4 r min. 1,2 1,2 1,5 1,5 1,5 2,0 2,0 max. 22 27 32 36 41 46 50 smin. 21,16 26,16 31 35 40 45 49R o b e r t B o s c h G m b H ;;10Tabelle 1 (fortgesetzt)Maße in MillimeterGewinde dM12 M16 M20 M22 M24 M27 M30ll s und l g g h nom. max. min. l smin. l gmax. l smin. l gmax.l smin.l gmax.l smin.l gmax.l smin.l gmax.l smin. l gmax. l smin. l gmax.40 41,25 38,75 6 11,25 8 14 50 51,25 48,75 11,25 20 8 14 10 17,5 11 18,560 61,5 58,5 21,25 30 12 22 10 17,5 11 18,5 122113,5 22,570 71,5 68,5 31,25 40 22 32 11,5 24 11 18,5 122113,5 22,5 15 25,580 81,5 78,5 41,25 50 32 42 21,5 34 17,5 30122113,5 22,5 1525,590 91,75 88,25 51,25 60 42 52 31,5 44 27,5 40 213615 30 15 25,5100 101,75 98,25 61,25 70 52 62 41,5 54 37,5 50 314625 40 16,5 34 110 111,75 108,25 6272 51,5 64 47,5 60415635 50 26,5 44 120 121,75 118,25 72 82 61,5 74 57,5 70 516645 60 36,5 54 130 132 128 76 86 65,5 78 61,5 74 557049 64 40,5 58 140 142 138 86 96 75,5 88 71,5 84 658059 74 50,5 68 150 152 148 96 106 85,5 98 81,5 94 759069 84 60,5 78 160 164 156 8510079 9470,5 88170 174 166 9511089 104 80,5 98 180 184 176 ******** 114 90,5 108 190 194 186 115130109 124 100,5 118 200 204196125140119 134 110,5 128ANMERKUNG Die handelsüblichen Längen sind in Form der Längen l s min . and l g max. definiert.a Die Maße für feuerverzinkte Schrauben gelten vor dem Verzinken.b P ist die Steigung des Gewindes.c Für Längen l nom. ≤ 125 mm.d Für Längen 125 mm < l nom. ≤ 200 mm.e Für Längen l nom. > 200 mm.f d w max. = s actualg l g max. = l nom. – b , l s min. = l g max. – 5PhSofern l s min. bei der Berechnung mit der Gleichung unter g kleiner als 0,5d ist, gilt der Wert 0,5d und l g max. = l s min + 3 P . Diese Werte sind oberhalb der Stufenlinie angegeben.ANMERKUNG Die Maße der Sollbruchstelle der Schraube sind aus folgenden Gründen nicht festgelegt: Maße undToleranzen der Sollbruchstelle werden durch den Schraubenhersteller entsprechend dem Werkstoff, dem Herstellprozess und der Schmierung definiert. Die genauen Maße und Toleranzen der Sollbruchstelle stellen sicher, dass die festgelegte Vorspannung erreicht wird, wenn das Wegbrechen des Abscherendes der Schraube unter Torsionsspannung auftritt.R o b e r t B o s c h G m b H ;;11Tabelle 2 — Maße von Halbrundschrauben a bMaße in MillimeterGewinde d M12 M16 M20 M22 M24 M27 M30d k min. 21 27 34 38,5 43 48 52 d wmin. 20 26333741 46 50nom. 8 10 13 14 15 17 19max. 8,8 10,8 13,9 14,9 15,9 17,9 20,0 kmin. 7,2 9,2 12,1 13,1 14,1 16,1 18,0Rnom. 18 20 22 23 25 27 30a Die Maße für feuerverzinkte Schrauben gelten vor dem Verzinken. bFür alle weiteren Maße siehe Tabelle 1.Tabelle 3 — Maße des Abscherendes aMaße in MillimeterGewinde dM12 M16 M20 M22 M24 M27 M30nom. 7,7 11,3 14,1 15,4 16,8 19,0 21,1 max. 8,0 11,6 14,4 15,7 17,1 19,3 21,4 Schlüsselweite desAbscherendes, s b a min. 7,4 11,0 13,8 15,1 16,5 18,7 20,8 Eckenmaß des Abscherendes, e b bmin. 8,36 12,43 15,60 17,06 18,65 21,13 23,50 Länge des Abscherendes, F 1 min. 11,0 13,0 15,0 15,5 16,0 19,0 21,0 Bruchlänge, F 2max. 16,0 18,0 20,0 21,0 21,5 24,0 26,0a Die Maße für feuerverzinkte Schrauben gelten vor dem Verzinken, mit der Ausnahme von sb max., das nach dem Verzinken gilt. b eb min. = 1,13 s b min.R o b e r t B o s c h G m b H ;;124.2 Technische Lieferbedingungen für Schrauben und BezugsnormenDie Technischen Lieferbedingungen für Schrauben und Bezugsnormen sind in Tabelle 4 angegeben.Tabelle 4 — Technische Lieferbedingungen für Schrauben und BezugsnormenWerkstoffStahl Allgemeine Anforderungen EN 14399-1Toleranz 6g aGewindeNormenISO 261, ISO 965-2Festigkeitsklasse 10.9 Mechanische EigenschaftenNorm EN ISO 898-1 WertK V, min = 27 J bei –20 °CProbe bISO 148-1KerbschlagarbeitPrüfung EN 10045-1Produktklasse C, außer: Maße c und r .Abmaß für Längen ≥ 150 mm: ± 4,0 mmGrenzabmaße, Form- undLagetoleranzenNorm EN ISO 4759-1 normal wie hergestellt d feuerverzinkt EN ISO 10684 weiterezu vereinbaren eOberflächenausführung czusätzlicherKorrosionsschutzNach dem Anziehen darf die am Ende derSchraube erscheinende Fläche ohne Überzug, die sich durch das Wegbrechen des Abscherendes ergibt, durch eine wirksame Schutzbehandlung gegen Korrosion geschützt werden (z. B. durch einen zusätzlichen Zinkstaub-Grundbeschich-tungsstoff).OberflächenfehlerGrenzwerte für Oberflächenfehler werden in EN 26157-1 behandelt.AnnahmeprüfungFür das Annahmeverfahren siehe EN ISO 3269.aDie festgelegte Toleranzklasse gilt vor dem Feuerverzinken. Feuerverzinkte Schrauben sind für die Montage mit Muttern gedacht, deren Gewinde mit Übermaß geschnitten ist.b Die Lage der Charpy-V-Referenzproben im Schraubenschaft muss den Festlegungen in EN ISO 898-1 entsprechen.cEs wird darauf hingewiesen, dass es für Schrauben der Festigkeitsklasse 10.9 erforderlich ist, das Risiko der Wasserstoffver-sprödung bei der Auswahl eines geeigneten Oberflächenbehandlungsprozesses (z. B. Reinigen und Aufbringen von Überzügen) zu beachten; siehe die betreffenden Normen für Oberflächenüberzüge.d …Wie hergestellt“ entspricht dem üblichen Zustand der Oberfläche mit einem leichten Ölfilm, der sich aus der Herstellung ergibt. eAndere Überzüge dürfen zwischen dem Kunden und dem Hersteller vereinbart werden, vorausgesetzt, dass sie die mecha-nischen Eigenschaften und die Gebrauchseigenschaften nicht beeinträchtigen. Überzüge aus Cadmium oder Cadmium-legierungen sind nicht zulässig.R o b e r t B o s c h G m b H ;;。
EN 14399-6-2005结构螺栓 倒角平垫圈
This British Standard is the official English language version of EN 14399-6:2005. Together with BS EN 14399-1:2005, BS EN 14399-2:2005, BS EN 14399-3:2005, BS EN 14399-4:2005 and BS EN 14399-5:2005, it supersedes BS 4395-1:1969 and BS 4395-2:1969, which are planned to be declared obsolescent in September 20071), and then, together with BS 449 and BS 5950, will be withdrawn upon publication of Eurocode 3. (BS 4395-1:1969 and BS 4395-2:1969 currently support BS 449 and BS 5950.) The UK participation in the preparation of EN 14399-6 was entrusted by Technical Committee FME/9, Nuts, bolts and accessories/Steering Committee, to its Subcommittee, FME/9/1, Materials, which has the responsibility to: — — aid enquirers to understand the text; present to the responsible international/European committee any enquiries on the interpretation, or proposals for change, and keep UK interests informed; monitor related international and European developments and promulgate them in the UK.
EN 14399_4

DEUTSCHE NORM {© No part of this standard may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH , 10772 Berlin, Germany,June 2005DIN EN 14399-4English price group 11www.din.de Document comprises 17 pages.High-strength structural bolting assemblies for preloadingPart 4: System HV – Hexagon bolt and nut assembliesEnglish version of DIN EN 14399-4Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau – Teil 4: System HV – Gar-nituren aus Sechskantschrauben und -mutternNational forewordThis standard has been prepared by CEN/TC 185 ‘Threaded and non-threaded mechanical fasteners and accessories’ (Secretariat: Germany).The responsible German body involved in its preparation was the Normenausschuss Mechanische Verbin-dungselemente (Fasteners Standards Committee), Technical Committee FMV-AA 3.7 Stahlbauverschrau-bungen .Previously bolts and nuts were ordered and supplied as separate products, but are now to be ordered as assemblies. As a consequence, suppliers shall now be responsible for the suitability of such assemblies for the intended use. Further information is given in the introduction of this European standard.AmendmentsThis standard differs from DIN 6914, October 1989 edition, and DIN 6915, December 1999 edition, as fol-lows:a) Bolts– A bolt is no longer a separate product, but forms part of an assembly.– References have been updated.– The values of d w min have been amended.– k q is now referred to as k w .– The tolerances for lengths, l , exceeding 180 mm have been amended.– Limits for surface discontinuities have been specified.– Details of designation have been amended.– The designation of bolt/nut assemblies has been specified.– Information on mass is no longer included.– The clamp length has been newly defined and the clamp length values changed accordingly.b) Nuts:– A nut is no longer a separate product, but forms part of an assembly.– References have been updated.– The values of d w min have been amended.– Limits for surface discontinuities have been specified.– Information on mass is no longer included.– Details of designation have been amended.Previous editionsDIN 6914: 1962-08, 1970-12, 1979-03, 1989-10; DIN 6915: 1962-08, 1971-01, 1979-03, 1989-10, 1999-12.ICS 21.060.10; 21.060.20Supersedes DIN 6914, October 1989 edition, and DIN 6915,December 1999 edition.English versionICS 21.060.10; 21.060.20Management Centre: rue de Stassart, 36 B-1050 BrusselsEuropean Committee for Standardization Comité Européen de Normalisation Europäisches Komitee für Normung© 2005. CEN – All rights of exploitation in any form and by any means reserved worldwide for CEN national members.Ref. No. EN 14399-4:2005 EÈÉËMarch 2005High-strength structural bolting assemblies forpreloadingPart 4: System HV – Hexagon bolt and nut assembliesBoulonnerie de construction métal-lique à haute résistance apte à la précontrainte – Partie 4: Système HV – Boulons à tête hexagonale (vis + écrou)Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau – Teil 4: System HV –Garnituren aus Sechskantschrauben und -mutternThis European Standard was approved by CEN on 2004-04-30.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration.Up-to-date lists and bibliographical references concerning such national stand-ards may be obtained on application to the Management Centre or to any CEN member.The European Standards exist in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Cyprus, the Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, the Netherlands, Norway, Poland, Portugal, Slovakia, Slovenia, Spain, Sweden, Switzerland, and the United Kingdom.Page 2EN 14399-4:2005344591111111416Page 3 EN 14399-4:2005Page 4EN 14399-4:2005Page 5 EN 14399-4:2005Page 6EN 14399-4:2005Page 7 EN 14399-4:2005Page 8EN 14399-4:2005。
EN14399-1预载荷高强度结构螺栓连接副 第1部分:一般要求

EN 14399-1:2005(E)
前言
该文件由(EN14399-1:2005)CEN/TC 185 技术委员会准备,“螺纹和无螺纹机械紧固件和
附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在 2005 年 9 月被发行或认证。并且有争 议的标准最迟在 2005 年 9 月被取消。
4.3 交付条件
所有供给买家的的紧固件都必须是原始的,没有拆封的。单独密封集装箱或者在生产装配
时密封每个箱子。
提供给买家的每一套预载荷组装件都必须按 EN 14399-2 进行合适测试,装配生产厂家必
须指定一个合适的紧固方法。
组装件必须按以下两种方法之一提供给买家:
a):螺栓、螺母、垫圈由同一个厂家提供。组件装配成套装在同一个盒子里,并附上生产
≤0.1
螺纹尺寸
----
头下圆角半径(r)
----
头部角度(沉头螺栓)(a)
≤0.5°
尺寸的描述和符号按 EN 20225 标准
表 8----螺母
鉴定尺寸
精确度
对边尺寸 S
≤0.05
对角尺寸 e
≤0.05
螺母高度(m)
≤0.05
螺纹尺寸
----
尺寸的描述和符号按 EN 20225 标准
表 9---垫圈
b 螺母(或螺栓)开始转动时的角度从预载荷的 0.7fubXAS开始,直到螺栓受的力降落到
0.7fubXAS。 关于K-factor,根据表 6 中K-class中之一进行装配交付。这些值由Ki,Km,Vk进行描述,
根据相关的标准或协议确定。4.3 中的注解a)只适用于K-class中的K2 进行装配。
该文件已由欧洲委员会和欧洲自由贸易协会授予了 CEN 准备,并支持 EC 指示的必要
DIN_EN_14399-4-2006_ENG
3
--`,,,,`,,,```,```,,`,`,``,,,`-`-`,,`,,`,`,,`---
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM
ICS 21.060.10; 21.060.20
EN 14399-4
March 2005
English version
High-strength structural bolting assemblies for preloading - Part 4: System HV - Hexagon bolt and nut assemblies
Boulonnerie de construction métallique à haute résistance apte à la précontrainte - Partie 4 : Système HV - Boulons à tête hexagonale (vis + écrou) Hochfeste planmäßig vorspannbare Schraubenverbindungen für den Metallbau - Teil 4: System HV - Garnituren aus Sechskantschrauben und -muttern
English price group 11 www.din.de www.beuth.de
!,o)("
10.06 9760605
DIN EN 14399-4:2006-06
Start of validity
This standard is valid from 1 June 2006. DIN 6914:1989-10 and DIN 6915:1999-12 shall remain valid until 30 September 2007.
EN 14399-6

预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
随着时间的发展,产品标准EN14399-3到EN14399-6是唯一按照EN14399-1的一般要求来做的,尽管如此,这将适用于更多的产品----安装螺栓----沉头螺栓----预载荷垫圈用于高强度钢结构的螺栓都在准备之中。
1、范围这份文本和EN14399-1一起,制定了经淬硬和回火的带倒角的平垫圈。
适用于高强度结构大对边系列的螺栓和螺母的装配,规格从M12到M36,根据这份标准制定的垫圈只适用于螺母的下面。
注:如果为了获得满意的结果,确保垫圈被正确的使用是很重要的。
关于正确的申请的推建,在文本ENV1090-1中指定。
2、参考标准以下所引用的标准对本标准是不可或缺的。
有日期的文本,只是引证的版本,没有日期的,以最新版并且在使用的标准为准。
EN14399-1:预载荷高强度螺栓---第1部分,一般要求ENISO3269:紧固件----接收检查(ISO3269:2000)ENISO4759-3紧固件公差—条3部分:适用于螺栓、螺钉、螺母的垫圈—A级和C级(ISO4759-3:2000)ENISO10684:紧固件---热镀锌层(ISO10684:2004)3、尺寸见图1和表2图1—尺寸表2—尺寸单位:毫米4、名称和参考标准表3-名称和参考标准5、名称例一个经淬硬回火的带倒角的垫圈,公称直径d=16mm,适用于预载荷高强度结构螺栓的垫圈名称如下:垫圈EN14399-6—166、标记一个经淬硬回火的带倒角的垫圈,应打上制造商的标记和字母H,标记应凹进垫圈的平面。
EN 14399-6

目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (4)3、尺寸 (4)4、名称和参考标准 (5)5、名称 (5)6、标记 (5)参考书目 (5)前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
随着时间的发展,产品标准EN 14399-3到EN 14399-6是唯一按照EN 14399-1的一般要求来做的,尽管如此,这将适用于更多的产品----安装螺栓----沉头螺栓----预载荷垫圈用于高强度钢结构的螺栓都在准备之中。
1、范围这份文本和EN 14399-1一起,制定了经淬硬和回火的带倒角的平垫圈。
DIN_EN_14399-4-2006_ENG
English price group 11 www.din.de www.beuth.de
!,o)("
10.06 9760605
DIN EN 14399-4:2006-06
Start of validity
This standard is valid from 1 June 2006. DIN 6914:1989-10 and DIN 6915:1999-12 shall remain valid until 30 September 2007.
National foreword
This standard has been prepared by CEN/TC 185 ‘Threaded and non-threaded mechanical fasteners and accessories’ (Secretariat: Germany). The responsible German body involved in its preparation was the Normenausschuss Mechanische Verbindungselemente (Fasteners Standards Committee), Technical Committee NA 067-03-04 AA Stahlbauverschraubungen. Although in the past nuts and bolts were ordered and supplied separately, they are now to be ordered and supplied together as an assembly. This makes the supplier of the bolt/nut assembly responsible for its functional characteristics as a whole, i.e. the correct interfunctioning of the nut and bolt. Attention is brought to this fact in the Introduction to the European Standard. The new edition of this standard has been published to implement CMC Resolution 4 of 2005-08-05 and in response to the new date by which all conflicting national standards are to be withdrawn (DOW) published in the Official Journal of the European Union. This new date, September 2007, is cited in the Foreword and is indicated by a line in the margin. The European Standards referred to in this standard have been published as the corresponding DIN EN or DIN EN ISO Standards with the same number. The DIN Standards corresponding to the International Standards referred to in this document are as follows: ISO 261 ISO 965-2 ISO 965-5 Amendments This standard differs from DIN 6914:1989-10 and DIN 6915:1999-12 as follows: a) Bolts: — Bolts are now specified as being part of an assembly. — References have been updated. — Values for dw min have been modified. — k′ has been redefined as kw. — Tolerances for lengths greater than 180 mm have been modified. — Limits for surface discontinuities are now specified. — The specified designations have been changed. — The designation of the bolt/nut assembly is now specified. — Information on masses is no longer included. — The clamp length has been redefined and clamp length values changed accordingly. DIN ISO 261 DIN ISO 965-2 DIN ISO 965-5
俄罗斯标准代号

6771
6
ГОСТ 380-94普通质量的碳素钢标号
11
3181
7
ГОСТ 427-75_金属测量直尺技术规范
10
3267
8
ГОСТ 535-88_普通质量碳素钢制成的型钢和异型钢总技术规范
24
9570
9
ГОСТ 977-88钢铸件总技术规程
51
18271
10
ГОСТ 1050-88_表面特殊处理型钢、冷拔钢总技术规范
80
СНиП3.01.01-85_建筑施工组织
34
18639
81
СНиП3.01.03-84建筑中的大地测量工程
21
9673
82
СНиП3.01.04-87已完成工程建设的使用验收
32
20681
83
СНиП3.03.01-87《支承和防护结构》
122
75773
84
СНиП3.04.03-85建筑结构和构筑物防腐蚀保护
20
3426
50
ГОСТ 11534-75_手工电弧焊、锐角和钝角焊接接合
15
2367
51
ГОСТ 14098-91钢筋混凝土结构钢筋和置入制品的焊接接合类型、结构和大小
19
6263
52
ГОСТ 14771-76_气体保护焊焊接接头基本类型、结构部件及尺寸
33
7105
53
ГОСТ 14782-86非破坏性检验焊接接合超声波方法
9
3462
40
ГОСТ 10157-79_气态和液态氩技术规范
43
21313
41
ГОСТ 10243-75钢低倍组织试验和评定方法
EN14399-2预载荷高强度结构螺栓连接副 第2部分:预载荷符合性测试
目录前言 (3)1、范围 (3)2、参考标准 (3)3、术语和定义 (3)4、符号和单位 (3)5、测试原理 (4)6、测试设备 (4)7、装配件测试 (4)8、测试装备 (4)9、测试程序 (5)10、测试结果评估 (5)11、测试报告 (8)附录A(参考)特殊测试条件和程序 (9)参考书目 (9)前言略1、范围本文件规定了预载荷钢结构高强度螺栓/螺母/垫圈连接副的符合性测试方法。
这个测试的目的是检验紧固件装配的性能。
通过EN 1090-1规定的拧紧方式,能够获得稳定所需的预载荷,并有足够的余量防止拧过头和失效。
2、参考标准以下所引用的标准对本标准是不可或缺的。
有日期的文本,只是引证的版本,没有日期的,以最新版并且在使用的标准为准。
EN 14399-1:预载荷高强度螺栓---第1部分,一般要求EN 14399-3:预载荷高强度螺栓---第3部分,HR系统---六角螺栓和螺母组件EN 14399-4:预载荷高强度螺栓---第4部分,HV系统---六角螺栓和螺母组件EN 14399-5:预载荷高强度螺栓---第5部分,平垫圈EN 14399-6:预载荷高强度螺栓---第6部分,平面倒角垫圈EN ISO 898-1:碳钢和合金钢紧固件的机械性能---螺栓,螺钉和螺柱(ISO 898-1:1999)3、术语和定义术语和定义同EN 14399-1:20054、符号和单位A 延伸(mm)A S螺栓公称应力面积(mm2)(见EN ISO 898-1)d.螺纹公称直径(mm)F b 测试中螺所受的拉力(KN)F bi螺母旋转所施加给螺栓的扭力或拉力(KN)F bm F bi的平均值(KN)F bimax 在测试过程中螺栓受力的最大值(KN)F p指定的预载荷 0.7f ub As(KN)F ub 公称抗拉强度(R m nom)(Mpa)K k—因素Ki K—因素的单个值Km K—因素的单个值l b.eff 有效预载荷螺栓长度(夹紧长度∑t加上半个公称螺母厚度)M 测试过程中施加的单个扭矩值(Nm)Mspec 施加在螺栓上的特定扭矩值(Nm)n.测试结果数量S F估算的F bi值的标准偏差S K估算的K i值的标准偏差t.一个夹紧部分的厚度(mm)V F F bi值的变异系数V K Ki值的变异系数θ螺母相对螺栓转过的角度(°)θpi螺栓所受的力第一次达到F p时,螺母所转过的角度(°)θ1i螺栓所受的力第一次达到F bi.max时,螺母所转过的角度(°)θ2i 测试结束时,螺母所转过的角度(°)Δθ1i 角度差值(θ1i-θpi)(°)Δθ2i 角度差值(θ2i -θpi )(°)Δθ2min 根据相关的产品标准规定的最小Δθ2i 值(°) Σt 螺母支承面和螺栓支承面之间的总的夹紧长度(mm ) 5、 测试原理测试的原理是在装配拧紧螺栓副时,测试如下的参数: ----螺栓所受的力----螺栓和螺母之间旋转角度 ---扭矩,如有要求----螺栓的延伸长度,如有要求 6、测试设备测试设备应由钢制成安装紧固件的部分要有足够的刚度 注:通常液压装置不能达到这个要求 建议测试装置要有尽可能的硬度。
EN 14399 和 BS4395 参数全面比较

Detailed Comparison for PRE-LOADING (HSFG) Fasteners (BS EN 14399 and BS 4395)The Fastener specialists to the Construction IndustryContentsPage 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. Introduction Dimensional Differences for Hexagon Bolts Dimensional Differences for Hexagon Fullnuts Mechanical Property Differences for Hexagon Bolts Mechanical Property Differences for Hexagon Fullnuts Dimensional Differences for Washers Mechanical Property Differences for Washers Sizes Available Markings Fax Enquiry One Two Three Four Four Five Five Six Seven EightThe Fastener specialists to the Construction IndustryTERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A1Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 1. IntroductionBS 4395 (Specification for high strength friction grip bolts and associated nuts and washers for structural engineering) has been replaced by BS EN 14399 (High strength structural bolting assemblies for preloading). BS 4395 has three parts and BS EN 14399 has six parts (with a further three parts to be released) – Standard BS EN 14399 PT 1 BS EN 14399 PT 2 BS EN 14399 PT 3 BS EN 14399 PT 4 BS EN 14399 PT 5 BS EN 14399 PT 6 pr EN 14399 PT 7 pr EN 14399 PT 8 pr EN 14399 PT 9 Description General requirements Suitability test for preloading System HR. Hexagon bolt and nut assemblies System HV. Hexagon bolt and nut assemblies Plain washers Plain chamfered washers System HR. Countersunk head bolt and nut assemblies System HV. Hexagon fit bolt and nut assemblies System HR or HV – Bolt and nut assemblies with direct tension indicators Markings BS EN 14399 8.8 HR Standard BS 4395 PT 1 BS 4395 PT 2 BS 4395 PT 3 General Grade Higher grade bolts and nuts and general grade washers Higher grade bolts (waisted shank), nuts and general grade washers Description Markings BS 4395 PT1We at Andrews Fasteners believe that where previously products were ordered to BS 4395 Part One (Bolt, Nut and Hard Flat Washer) they should now be ordered to BS EN 14399 Part Three (HR 8.8) for the Bolts and Nuts and BS EN 14399 Part Six for the washer. The following pages outline the general differences between the two different series of standards in terms of dimensions and mechanical properties in relation to BS 4395 Part One and BS EN 14399 Parts 3 and 6. If further information is required then please contact our technical department at Andrews. The specification BS EN 14399 is shown on a BLUE background and for BS 4395 PT1 on a GREY background (as shown below). BS EN 14399 = NO REQUIREMENT BS 4395-1:1969 (SIZE IN BRACKETS) = NON PREFERRED SIZES ALL FIGURES ARE IN MILLIMETRESTERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 1 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 2. Table One – Dimensional Differences for Hexagon BoltsAdditional Notes: Dimensions before plating d For lengths l nom ≤ 125 mm a Incomplete thread u ≤ 2P e For lengths 125 mm < l nom ≤ 200 mm i BS EN 14399 15‚ to 30‚ f For lengths l nom > 200 mm BS 4395 PT1 approx 30‚ h lg max = l nom – b ls min = lg max – 5P g dw max = s actual u Incomplete thread u ≤ 2P j When l s min as calculated by the formula in h is less than 0,5d then its value shall be 0,5d and l g max = l s min +3P. Nom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36 Nom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36 Thread Pitch (P) 1.75 1.75 2.00 2.00 2.00 2.50 2.50 2.50 2.50 2.50 3.00 3.00 3.00 3.00 3.50 3.50 4.00 4.00 Thread Length (b) Note d Note e Note f 30 30 36 49 34 40 38 38 44 44 57 42 48 46 46 52 52 65 65 50 50 56 56 69 69 54 54 60 60 73 73 60 60 66 66 79 79 66 66 72 72 85 85 78 78 84 84 97 97 Depth of washer face (c) max. min. 0.8 0.4 0.4 0.8 0.4 0.8 0.4 0.4 0.8 0.4 0.8 0.4 0.4 0.8 0.4 0.4 0.8 0.5 0.4 0.8 0.5 0.4 0.8 0.5 0.4 0.8 0.4 0.4 Transition dia (da) max. 15.2 14.70 17.2 19.2 18.70 21.7 24.4 23.24 26.4 25.24 28.4 27.24 32.4 30.84 35.4 33.84 42.4 40.00 Shank dia (ds) max. min. 12.70 12.70 11.30 11.30 14.70 13.30 16.70 16.70 15.30 15.30 18.70 17.30 20.84 20.84 19.16 19.16 22.84 22.84 21.16 21.16 24.84 24.84 23.16 23.16 27.84 27.84 26.16 26.16 30.84 30.84 29.16 29.16 37.00 37.00 35.00 35.00 Dia. of Washer face (dw) max. min. g 22 20.1 19.91 g 22.0 g 27 24.9 24.91 g 27.7 g 32 29.5 29.75 g 36 33.3 33.75 g 41 38.0 38.75 g 46 42.8 43.75 g 50 46.6 47.75 g 60 55.9 57.75Across corners (e) max. min. 25.4 23.91 23.70 26.17 31.2 29.56 29.30 32.95 36.9 35.03 35.03 41.6 39.55 39.55 47.3 45.20 45.20 53.1 50.85 50.85 57.7 55.37 55.37 69.3 66.44 66.44Head thickness (k) max. min. 7.95 8.45 7.05 7.55 9.25 8.35 10.75 10.45 9.25 9.55 12.40 10.60 13.40 13.90 11.60 12.10 14.90 14.90 13.10 13.10 15.90 15.90 14.10 14.10 17.90 17.90 16.10 16.10 19.75 20.05 17.65 17.95 23.55 24.05 21.45 21.95Radius under head (r) max. min. 1.0 1.2 0.60 1.2 1.0 1.2 0.60 1.5 1.2 1.5 0.80 1.2 1.5 0.80 1.2 1.5 0.80 1.5 2.0 1.00 1.5 2.0 1.00 1.5 2.0 1.00Across flats (s) max. min. 22 22 21.16 21.16 24 23.16 27 27 26.16 26.16 30 29.16 32 32 31.00 31.00 36 36 35.00 35.00 41 41 40.00 40.00 46 46 45.00 45.00 50 50 49.00 49.00 60 60 58.80 58.80TERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 2 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 3. Table Two – Dimensional Differences for Hexagon NutsAdditional Notes: The dimensions apply before plating. Washer face is optional with BS EN 14399 product but not with BS 4395 PT1 product. a b dBS EN 14399 15‚ to 30‚. BS 4395 PT1 approx 30‚. BS EN 14399 100‚ to 130‚ .dw max = s actualNom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36Pitch P 1.75 2.00 2.00 2.50 2.50 2.50 3.00 3.00 3.50 4.00 1.75 2.00 2.50 2.50 3.00 3.00 3.50 4.00Across flats (s) max 22 22 24 27 27 30 32 32 36 36 41 41 46 46 50 50 60 60 min 21.16 21.16 23.16 26.16 26.16 29.16 31.00 31.00 35.00 35.00 40.00 40.00 45.00 45.00 49.00 49.00 58.80 58.80Across corners (e) max 25.4 31.2 36.9 41.6 47.3 53.1 57.7 69.3 min 23.91 23.82 27.12 29.56 29.30 32.95 35.03 35.03 39.55 39.55 45.20 45.20 50.85 50.85 55.37 55.37 66.44 66.44Thickness (m) max 10.8 11.55 12.8 14.8 15.55 15.8 18.0 18.55 19.4 19.65 21.5 22.65 23.8 24.65 25.6 26.65 31.0 31.80 min 10.37 10.45 12.10 14.10 14.45 15.10 16.90 17.45 18.10 18.35 20.20 21.35 22.50 23.35 24.30 25.35 29.40 30.20Depth of washer face (c) max min 0.8 0.4 0.4 0.8 0.4 0.8 0.4 0.4 0.8 0.4 0.8 0.4 0.4 0.8 0.4 0.4 0.8 0.5 0.4 0.8 0.5 0.4 0.8 0.5 0.4 0.8 0.5 0.4Diameter of washer face (dw) max min d 22 20.10 19.91 d 21.86 d 27 24.90 24.91 d 27.70 d 32 29.50 29.75 d 36 33.30 33.75 d 41 38.00 38.75 d 46 42.80 43.75 d 50 46.60 47.75 d 60 55.90 57.75Tolerance on squareness (t) max 0.38 0.37 0.42 0.47 0.46 0.52 0.58 0.54 0.63 0.61 0.72 0.70 0.80 0.78 0.87 0.85 1.05 1.03TERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 3 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 4. Table Three - Mechanical Property Differences for Hexagon BoltsNom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36 Proof Load (N) 50 700 68 800 94 500 115 000 147 000 182 000 212 000 275 000 337 000 490 000 49 400 92 100 144 000 177 000 207 000 234 000 286 000 418 000 0.2 Proof Stress N/mm• 640 640 640 660 660 660 660 660 660 660 635 635 635 635 635 558 558 558 Wedge Strength (N) min. 70 000 95 500 130 000 159 000 203 000 252 000 293 000 381 000 466 000 678 000 69 600 130 000 203 000 250 000 292 000 333 000 406 000 591 000 Hardness (HRC) min max 22 25 32 34 22 32 22 25 32 34 23 34 23 25 34 34 23 25 34 34 23 25 34 34 23 19 34 30 23 19 34 30 23 19 34 30 Additional Notes: 1. For BS EN 14399 product an impact test at -20 degrees and a suitability test are required (BS EN 14399-2). 2 M12 products should only be used for the lighter type construction where practical conditions such as material thickness do not warrant the usage of a larger size bolt than M12.5. Table Four - Mechanical Property Differences for Hexagon Nuts (Hardness values shall only be used if the Nut can not be Proof Load tested)Nom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36 Hardness (FOR NON-HOT DIP GALVANISED) Proof Load (N) 84 300 115 000 157 000 192 000 245 000 303 000 353 000 459 000 561 000 817 000 84 300 157 000 245 000 303 000 353 000 459 000 561 000 817 000 min 200 175 200 200 175 233 233 175 233 175 233 175 233 175 233 175 233 175 HV max 302 310 302 302 310 353 353 310 353 310 353 310 353 310 353 310 353 310 HRB Min 88 88 88 88 88 88 88 88 HRC max 30 30 30 30 30 30 30 30 Hardness (FOR HOT DIP GALVANISED) HV min max 260 175 353 310 260 353 260 175 353 310 260 353 260 175 353 310 260 175 353 310 260 175 353 310 260 175 353 310 260 175 353 310 260 175 353 310 HRB/HRC Min max 88 HRB 36 30 36 88 HRB 36 30 36 88 HRB 36 30 88 HRB 36 30 88 HRB 36 30 88 HRB 36 30 88 HRB 36 30 88 HRB 36 3024 24 24 24 24 24 24 24 24 24TERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 4 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 6. Table Five - Dimensional Differences for WashersNom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36Additional Notes: 1. BS EN 14399-6 Washers do not have the three ‘nibs’ which BS 4395 washers have. 2. BS EN 14399-6 Washers have a 45 degree chamfer on the outside and inside of the washer.Inside diameter (d1) max. min. 13.27 13.8 13.0 13.4 15.27 15.0 17.27 17.8 17.0 17.4 19.33 19.0 21.33 21.5 21.0 21.1 23.33 23.4 23.0 23.0 25.33 26.4 25.0 26.0 28.52 29.4 28.0 29.0 31.62 32.8 31.0 32.4 37.62 38.8 37.0 38.4Outside diameter (d2) max. min. 24 30 23.48 29.0 28 27.48 30 37 29.48 36.0 34 33.38 37 44 36.38 43.0 39 50 38.38 48.5 44 56 43.38 54.5 50 60 49.00 58.5 56 66 54.80 64.5 66 85 64.80 83.5Thickness (h) max. min. 3.3 2.8 2.7 2.4 3.3 2.7 4.3 3.4 3.7 3.0 4.3 3.7 4.3 3.7 3.7 3.3 4.3 4.2 3.7 3.8 4.3 4.2 3.7 3.8 5.6 4.2 4.4 3.8 5.6 4.2 4.4 3.8 6.6 4.6 5.4 4.27. Table Six - Mechanical Property Difference for WashersHARDNESS HV min 300 HRC min 38 max 45 370 maxTERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 5 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 8. Table Seven - Sizes AvailableBS EN 14399-3:2005 BS EN 14399 & BS 4395-1:1969 BS 4395-1:1969Nom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M36 Nom. Dia. M12 (M14) M16 (M18) M20 M22 M24 M27 M30 M363035404550556065LENGTH (MM) 70 75 80 859095100110120130140150160170180190200220240260LENGTH (MM) 280 300 320 340360380400420440460480500TERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 6 of 7Call Andrews Fasteners For All Your Fastener Needs 0113 246 9992 Or Visit Our Website 9. Table Eight – MarkingsMarkings BS EN 14399 8.8 HR/HMarkings BS 4395 PT1Hexagon BoltHexagon BoltHexagon FullnutHexagon FullnutPlain Chamfered WasherHard Flat WasherTERMS OF USE: All information contained within this document is for information and demonstration purposes only and is provided on an "as is" basis. All reasonable care has been taken to ensure that any and all information contained within this document is accurate and complete. Andrews Fasteners makes no warranties or representations of any kind in relation to this document. Andrews Fasteners and its directors, employees or other representatives exclude all liability for loss or damage arising out of or in connection with the use of this document (including without limitation any direct, indirect, special, punitive or consequential loss or damages, or any loss of income, profits, goodwill, data, contracts, use of money, or loss or damages arising from or connected in any way to business interruption, and whether in tort, contract or otherwise). Please also see /terms.htm Issue: A2 Page 7 of 7FAX ENQUIRY URGENTTo: From: Sales, Andrews Fasteners Ltd Fax: 0113 243 64 63 Company:Tel: Email:Fax: REF: BS EN 14399 REQUIREMENTS / COMMENTS。
分析风电整机倒塌与螺栓质量关系

分析风电整机倒塌事故与螺栓质量之关系中国风电材料设备网资讯频道 2012-05-07 11:14:21风电技术资料先是从国外买来的,风电也是国外设计的,再经国内人士研发成中型、大型,如3兆瓦到6兆瓦。
近三年倒塌的风电基本上是1兆瓦~1.5兆瓦,恰恰是从国外买来的图纸和先进的技术资料(包括安装紧固等等方面多属于技术方面的资料)。
从风电整机倒塌十几台,说明和紧固连接的高强度10.9级螺栓的质量有直接关系。
在安装时根据德国DASt-Richtlinie021技术要求紧固,螺栓发生屈服拉长,甚至扭断,还有螺牙变形滑丝。
在安装中不可能停下来,怎么办?就放低预紧力,放低扭矩系数值,不按风电技术要求紧固。
根据风电资料,安装紧固高强度 10.9级螺栓小于M39规格型号是欧标EN14399-4,大于M36规格型号是德标DASt。
(安装紧固执行多是参照的表技术要求DASt-Richtlinie021标准预紧力是屈服强度的70%,扭矩系数k≥0.15)由于在2009年底国内安装的多台1.5兆瓦风电使用的高强度螺栓10.9级使用在进口螺栓,基本上运行都很正常。
使用国内生产的高强度10.9级螺栓在2010年时安装好,整机倒塌十几台之多,更有甚至风电坠头几百台之多,同时发现回转支承和轴承开裂上千个。
这些事故发生和螺栓质量有直接关系。
由于螺栓质量有问题,大直径M36~M72螺栓芯部多没有达到10.9级机械性能要求。
当风电连接紧固时,纵向受力和轴向受力及径向受力(综合力学为扭矩系数 k≥0.15)才能把螺栓螺母紧固后20年至50年不会松弛。
并且维修时卸下来螺纹牙没有变形,能旋卸。
(而国内许多生产高强度螺栓厂家只知道外形尺寸与国内标准GB/T1228差不多)故安装时按国内GB/T1228技术要求紧固。
因为国内GB/T1228技术紧固要求预紧力的范围很大,可以放低到扭矩系数值=0.11。
二项技术紧固标准都放低,故造成风机整机倒塌。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (3)3、螺栓 (4)4、螺母 (9)5、装配件螺栓/螺母的名称 (11)6、关联的垫圈 (11)7、连接副螺栓/螺母/垫圈的功能特征 (13)附录A (标准) 夹紧长度 (15)参考书目前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论这份文件表明有欧洲有两种技术方案来达到螺栓/螺母/垫圈装配的要求,这两种方案是利用螺栓/螺母/垫圈装配的不同的系统(HR和HV),见表1。
这两套系统已得到认证,由结构螺栓专家决定选用其中的一种。
但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
随着时间的发展,产品标准EN 14399-3到EN 14399-6是唯一按照EN 14399-1的一般要求来做的,尽管如此,这将适用于更多的产品----安装螺栓----沉头螺栓----预载荷垫圈用于高强度钢结构的螺栓都在准备之中。
1、范围这份文本详细制定了符合EN 14399-1要求HV系统的大对边高强度结构螺栓和螺母,适用于预载荷连接,尺寸从M12到M36,级别10.9/10。
这份文本所每所指定的装配件的螺栓和螺母,根据ENV 1993-1-1(欧洲共产主义3),允许的最小预载荷至少为0.7f ub XA s1)。
通过螺纹啮合时的可塑性变形,获得可控制的延展性,出于这个目的,装配组件具有以下特征:----螺母的高度近似等于0.8d----螺栓的螺纹短这份文本所指定螺栓和螺母的装配组件,所配的垫圈为EN 14399-6或EN 14399-5(仅仅螺母下的)。
注:如果为了获得满意的结果,确保螺栓被正确的使用是很重要的。
关于正确的申请的推建,在文本ENV 1090-1中指定。
预载荷的符合性测试根据EN 14399-2螺栓/螺母/垫圈连接副的夹紧长度在附录A中给出。
2、参考标准以下所引用的标准对本标准是不可或缺的。
有日期的文本,只是引证的版本,没有日期的,以最新版并且在使用的标准为准。
EN 493:紧固件----表面缺陷----螺母EN 10045-1:金属材料----冲击试验---第一部分:测试方法EN 14399-1:预载荷高强度螺栓---第1部分,一般要求EN 14399-2:预载荷高强度螺栓---第2部分,预载荷的合适性测试EN 14399-5:预载荷高强度螺栓---第5部分,平垫圈EN 14399-6:预载荷高强度螺栓---第6部分,平面倒角垫圈EN 20898-2:紧固件机械性能—第二部分:螺母的保证载荷---粗牙螺纹(ISO 898-2:1992)EN 26157-1:紧固件----表面缺陷----第1部分:螺栓、螺钉、螺柱的一般要求(ISO 6157-1:1998)EN ISO 898-1:碳钢和合金钢紧固件的机械性能---螺栓,螺钉和螺柱(ISO 898-1:1999)EN ISO 3269:紧固件----接收检查(ISO 3269:2000)EN ISO 4759-1:紧固件公差----第1部分:螺栓、螺钉、螺母----A、B、C产品等级(ISO 4759-1:2000)EN ISO 10684:紧固件---热镀锌层(ISO 10684:2004)ISO 148:钢---冲击试验(V-缺口)ISO 261:ISO米制螺栓螺纹的一般用途----总体设计ISO 965-2:ISO米制螺栓螺纹的一般用途----公差----第2部分----外螺纹和内螺纹极限尺寸----中级ISO 965-5:ISO米制螺栓螺纹的一般用途---公差----第5部分----镀前公差带位置为h的热镀锌外螺纹,所配内螺纹的极限尺寸。
1) f ub是公称抗拉强度,A S是螺栓的应力面积3、螺栓3.1 螺栓的尺寸见图1和表2注:l g和l s之间的差距不少于1.5P注:a 不完整螺纹u≤2Pb 15°到30°图1---螺栓的尺寸表2----螺栓的尺寸表2----续3.2 螺栓的详细描述和参考标准根据这份标准的高强度结构螺栓的标记如下:a)根据EN ISO 898-1的性能等级标志和字母HV例1 10.9HVb)连接副制造商的标记标记允许凸出或凹进头部平面例2螺栓标记注:1 制造者的标记4 螺母4.1 螺母的尺寸见图2和表4注:a 10°到30°b 110°到130°图2----螺母的尺寸a4.2 螺母的详细描述和参考标准4.3、螺母螺纹的脱碳螺母螺纹的脱碳,按照EN ISO 898-1测量外螺纹的类似方法,应不超过G=0.015mm。
4.4 螺母的标记根据这份标准的高强度结构螺母的标记如下:a) 根据EN 20898-2的性能等级标志和字母HV例1 10HVb) 连接副制造商的标记标记应凹进支承平面的任一面。
例3螺母标记注:1 制造者的标记5 装配件螺栓/螺母/垫圈的名称例1 预载荷高强度螺栓,HV系统,包括一个大对边六螺栓,M16,L=80mm,性能等级10.9,一个大对边六角螺母,M16,性能等级10级:螺栓/螺母连接副:EN 14399-4—M16X80—10.9/10—HV如果表面处理不是“按程序”,则指定的表面处理要加在名称后面,如:热镀锌(tZn):螺栓/螺母连接副:EN 14399-4—M16X80—10.9/10—HV—tZn如果按本标准制造的六角螺母有其它的用途,比如用于螺柱,它们应分开标记,名称如下:例2 用于预载荷高强度螺栓的螺母,HV系统,M16,性能等级10六角螺母EN 14399-4—M16—10—HV如果按本标准制造的六角螺栓有其它的用途,比如用于盲孔螺纹,它们应分开标记,名称如下:例3 预载荷高强度螺栓,HV系统,包括一个大对边六螺栓,M16,L=80mm,性能等级10.9:六角螺栓EN 14399-4—M16X80—10.9—HV6、关联的垫圈根据本标准制造的螺栓/螺母,应配EN 14399-6的垫圈或EN 14399-5(仅螺母下面)的垫圈。
7、连接副螺栓/螺母/垫圈的功能特征7.1 总则连接副螺栓/螺母/垫圈的功能特征,根据7.2到7.5,当测试时,达到EN 14399-2的要求。
注:功能特征的更多信息参见EN 14399-2最小的夹紧长度见附录A按交付条件,螺栓/螺母/垫圈上应有足够、适当的润滑油,以防止装配拧紧时被卡住,和获得所要求的预载荷。
7.2 拧紧测试时螺栓所受力的最大值以下的公式F bi max≥0.9f ub XA S这里的f ub是公称的抗拉强度(R m)A S是螺栓的应力面积7.3从预载荷0.7f ub XA s到最大值F bi max, 螺母(或螺栓)转过的角度(Δθ1)表6中所列的值仅仅是资料表6—Δθ7.4 从预载荷0.7f ub XA s到F bi又降落到0.7f ub XA s, 螺母(或螺栓)转过的角度(Δθ2)Δθ2的值在表7中给定7.5 K-factor 的单个值(K i ),K-factor 的平均值(K m )和K-factor 的变异系数(V K ) 7.5.1 K-factor (K i )的单个值 K1当K i 的值被要求时,应在0.10≤K i ≤0.16之间7.5.2 K-factor 的平均值(K m )和K-factor 的变异系数(V K )K-class K2K-factor 的平均值nK ii=1n∑K m=和F p XdMi K i =这里 M i 单个实际扭矩值F p 指定的预载荷 d 螺栓的公称直径 K-factor 的变异系数(V K ):KmS K VK =这里的S K 是标准偏差n-1∑(K i -Km)2 S K =当K m 和V K 被要求时,要符合以下的值:0.10≤K m ≤0.23 V k ≤0.10附录(文本)夹紧长度见图A.1和表A.1图A.1---夹紧长度∑t表A.1----夹紧长度∑t a 单位:毫米参考文本略。