通用注塑机参数表说课讲解
注塑机的基本参数讲诉

注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
注塑机精要说明
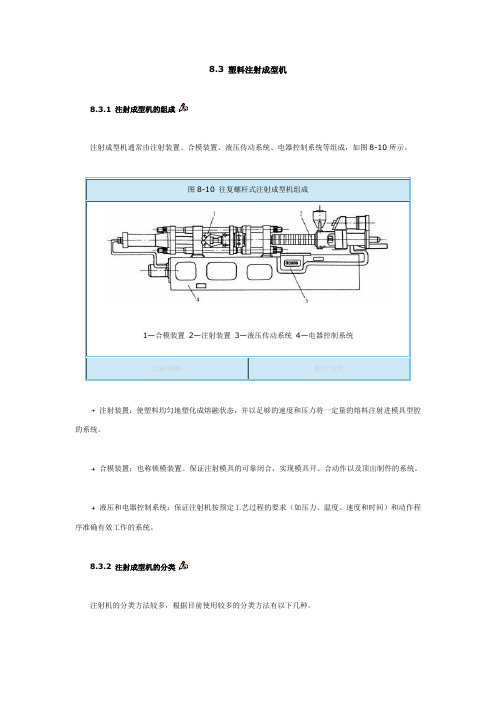
8.3 塑料注射成型机8.3.1 注射成型机的组成注射成型机通常由注射装置、合模装置、液压传动系统、电器控制系统等组成,如图8-10所示。
注射装置:使塑料均匀地塑化成熔融状态,并以足够的速度和压力将一定量的熔料注射进模具型腔的系统。
合模装置:也称锁模装置。
保证注射模具的可靠闭合,实现模具开、合动作以及顶出制件的系统。
液压和电器控制系统:保证注射机按预定工艺过程的要求(如压力、温度、速度和时间)和动作程序准确有效工作的系统。
8.3.2 注射成型机的分类注射机的分类方法较多,根据目前使用较多的分类方法有以下几种。
1.按注射机外型特征分类这种分类法主要是根据注射和合模装置的排列方式进行分类。
1)立式注射成型机立式注射成型机如图8-11所示。
它的注射装置与合模装置的轴线呈一线与水平方向垂直排列。
立式机一般具有以下优点:占地面积小、模具拆装方便,成型制件的嵌件易于安放。
其缺点是:制件顶出后常需要用手或其他方法取出,不易实现全自动化操作;因机身较高,机器的稳定性差,加料及机器维修不便。
目前这种形式主要用于注射量在60以下的小型注射成型机上。
2)卧式注射成型机卧式注射成型机的注射装置和合模装置的轴线呈一线水平排列(图8-12)。
同立式机相比,卧式机具有如下优点:机身低,利于操纵和维修;机器因重心较低,故较稳定;成型后的制件可利用其自重自动落下,容易实现全自动操作。
所以卧式注射成型机应用广泛,对大、中、小型都适用,是目前国内外注射成型机中的最基本形式。
3)角式注射成型机角式注射成型机的注射装置和合模装置的轴线相互垂直排列(图8-13),因此其优缺点介于立、卧两种注射成型机之间。
它特别适合于成型中心不允许留有浇口痕迹的制件,因为使用卧式或立式机成型制件时,模具必须设计成多型腔或偏至一边的型腔。
但是,这经常要受到机器模板尺寸的限制。
使用角式机成型这类制件时,由于熔料是沿着模具的分型面进入型腔的,因此不存在上述问题。
塑料注射机的成型参数.ppt

若实际模具厚度大于模具最大厚度,则模具也不能正 常合模,达不到规定的锁模力。这一点对曲肘式合模机构 尤为突出。一般模具厚度设定在Hmax和Hmin之间。
图21 模具厚度与开模行程——机械式合模
图22 模具厚度与开模行程——液压式合模
锁模力F可由下式计算:
F Cpm A
F——锁模力(N) pm——模腔平均压力(Pa) A——最大成型面积(m) C——安全系数,一般为1.1~1.2。
最大成型面积A可用如下经验公式计算:
A KV
V——注射量(cm3) K——经验系数,约为12~15,注射量大取大值。
模腔压力约为注射压力的25%~50%。对 于 一 般 熔 料 粘 度 的 制 件 , 模 腔 压 力 为 20 ~ 30MPa;对于熔料粘度较高、制件精度要求高 的情况,模腔压力为30~40MPa。
螺杆塑化能力G表示为:
G 1.8 2Ds2h3n sin cos
h3——均化段螺纹深度(cm); n——螺杆转速(cm) θ——螺杆轴向夹角(度); η——修正系数,一般取0.85~0.9; ρ——塑化温度下的塑料密度(g/cm3)。
图6-17 注射螺杆结构尺寸
5 锁模力
注射时熔料进入模腔时仍有较大的压力, 它促使模具从分型面处涨开。为了平衡熔料的 压力,夹紧模具,保证制件的精度,注射机合 模机构必须有足够的锁模力。锁模力与注射量 一样,也在一定程度上反映出注射机所能塑制 制件的大小,是一个重要参数。
注射速率q与注射时间的关系为:
q vc t
q——注射速率(cm3/s) Vc——公称注射量(cm)
一般说来,注射速率应根据工艺要求、塑 料的性能、制件的形状及壁厚、浇口设计以及 模具的冷却情况来选定。
来自一张注塑参数表的详细解读!

来自一张注塑参数表的详细解读!注塑技术做了一辈子,功力是看参数表是否调对,一点不错。
我们今天开这个系列,解读注塑参数表,相当于会审药方。
当然医生也不敢讲万无一失,我们这里也不敢讲解读全正确,还是权作抛砖引玉吧。
当然为了给我们亲爱的客户保密,就不发产品图了,且表里敏感部位不显示,望谅解。
(USB盖子,PC料,32穴)1:射出段,射出段用1200~~1500公斤高压,基本没问题,因为产品很薄,<1mm。
但同时流长比很小,20~~30之间,没有必要太高的压力了,这个压力基本合适。
问题是切换位置偏低,因为可以看出来,从末段1200公斤的压力转到350公斤的保压,如果不是切换位置低,这个切换不能实现,而这样做对模具损害很大的。
应该提高切换位置1~~3mm。
2:保压段,保压4.5秒的时间长了,薄的PC料很快就冷固,这个时间2秒其实就够了。
3:计量段,压60公斤有点低。
如果熔胶时间不是问题的话,为了排气及熔融,可以设定在100~~200公斤。
4:冷却时间,时间10秒长了,但减少到多少要漫漫调试,希望可以在5秒内。
5:温度参数。
基本OK。
但如果对表面效果要求不很严苛,可以把模具温度降低到80~~100度之间。
6:关模参数。
问题很大,不符合基本原则,导致周期时间偏长。
7:顶出参数。
小有问题,顶出次数偏多,延长了周期,其实为了安全有其他的方法的。
延迟多余,不妥。
8:烘干温度。
基本OK。
9:成型周期。
长了,通过科学注塑参数改善,降低5秒没问题。
通过综合改善,降低10秒不是梦想。
综合评价:参数可以保证初步交货,但周期偏长,安全性不够,长期以往,2大弊病。
一是浪费产能15%~~30%;二是有模具损害的隐患。
注塑技术员调机专题培训教材-11个注塑工艺基本参数的详细解释
注塑技术员调机专题培训教材-11个注塑工艺基本参数的详细
解释
注塑技术员调机专题培训教材-11个注塑工艺基本参数的详细解释1注射速度
2转压点
3保压压力
4保压时间
5螺杆转速
6冷却时间
7背压
8回吸量
9锁模力
10熔体温度
11模具温度
1注射速度
1.1什么是注射速度通常我们所设定的注射速度是指螺杆前进的速度。
但是真正重要的是熔体在型腔里前进的速度,它与流动方向的截面积大小有关。
1.2怎么确定注射速度作为原则,注射速度应越快越好。
它的确定取决于熔体的冷却速度和熔体粘度:冷却速度快的或粘度高的熔体采用高的注射速度。
注意:冷却速度的快慢取决于材料本身的性能,壁厚以及模具温度高低。
注射速度、注射体积和注射时间设定对比表。
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
注塑成型重要参数详解

注塑成型中的重要参数一)塑胶的粘度及条件对粘度的影响熔融塑料流动时大分子之间相互摩擦的性质称为塑料的粘性.而把这种粘性大小的系数称为粘度,所以粘度是熔融塑料流动性高低的反映.粘度越大,熔体粘性越强,流动性越差,加工越困难.工业应用上,比较一种塑料的流动性并不是看其粘度值,而是看其熔体流动指数大小(称MFI):所谓MFI,就是在一定熔化温度下,熔体受到额定的压力作用下,单位时间内(一般为10分钟)通过标准口模的熔体重量.以g/10min表示,如注塑级的PP料,牌号不同,MFI的值可以从2.5~30间变化,塑料的粘度并非一成不变,塑料本身特性的变化,外界温度,压力等条件的影响,都可促成粘度的变化.1.1分子量的影响分子量越大,分子量分布越窄,反映出来的粘度愈大.1.2低分子添加济的影响低分子添加济可以降低大分子连之间的作用力.因而使粘度减小,有些塑料成型时间加入溶济或增塑剂就是为了降低粘度,使之易于模成型.1.3温度粘度的影响温度对大多数熔融塑料的粘度影响是很大的,一般温度升高,反映出来的粘度越低,但各种塑料熔体粘度降低的幅度大小有出入:PE/PP类塑料,升高温度对提高流动性,降低熔体粘度作用很小,温度过高,消耗加大,反而得不偿失PMMA/PC/PA类等塑料,温度升高粘度就显著下降,PS ABS升高温度对于降低粘度于成型亦有较大好处1.4剪切速度的影响有效的增加塑料的剪切速度可使塑料粘度下降,但有部分塑料,如PC亦有例外,其粘度几乎不受螺杆转速的影响.1.5压力的影响压力对粘度的影响比较复杂,一般PP&PE类粘度受压力的影响不是很大,但对PS的影响却相当显著,实际生产中,在设备较完善的机器上,应注意发挥高速注射,即高剪切速度的作用,而不应盲目地将压力提高.(二)注射温度的控制对成型加工的影响所谓炮筒温度的控制是指塑料在料筒内如何从原料颗料一直均匀地被加热为塑性的粘流体,也就是料筒烤温如何配置的问题.2.1料筒温度的调节应保证塑料塑化良好,能顺利注射充模又不引起分解.这就要求我们不能因受制于塑胶对温度的敏感性而有意识地降低塑化温度,用注塑压力或注射速度等办法强行充模.2.2塑料熔融温度主要影响加工性能,同时也影响表面质量和色泽.2.3料温的控制与制件模具有关,大而简单的制件,制件重量与注射量较接近的,需用较高的烤温,薄壁.形状复杂的也要用高烤温.反之,对于厚壁制件,某些需要附加操作的,如装嵌件的,可以使用低的烤温,鉴别塑料溶体温度是否得宜可以用点动动作在低压速下对空注射观察,适宜的料温应使喷出来的料刚劲有力,不带泡,不卷曲,光亮连续.2.4料温的配置一般都是从进料段到出料段依次递升,但为了防止塑料的过熟分解和制件颜色的变化也可略低于中段,料温配置不当有时会造成卡螺杆故障--螺杆不转或空转,这还可能是注射压力过大或螺杆止逆环(介子)失效造成料筒前端的稀薄熔料向进料区方向反流.当这些反流的料灌进螺纹端面与料筒内壁间的微小间隙而受到较低温度冷却时,将冷固成一层薄膜紧紧卡在两个壁面之间,使螺杆不能转动或打滑.从而影响加料.此时,切勿强行松退或注射,建议加料口冷却水暂时关闭,强化升高加料段温度直至比塑料熔点高30~50摄氏度,并同时地出料段温度降低至熔化温度附近,待10~20分钟后,小心地转动螺杆,能转动时才重开机,然后缓慢加料.(三)注射周期中压力的控制3.1实际施用的压力应比充满型腔压力偏高,在注射过程中,模控压力急剧上升,最终达到一个峰值,这个峰值就是通常所说的注射压力.注射压力显然要比充满型腔压力偏高.3.2保压压力的作用:模腔充满塑料后直到浇口完全冷却对闭前的一段时间,模腔内的塑胶仍然需要一个相当高的压力支持,即保压,其具体的作用是:A:补充靠近浇口位置的料量,并在浇口冷凝对闭以前制止模腔中尚未硬化的塑料在残余压力作用下,向浇口料源方向倒流.B:防止制件的收缩,减少真空泡.C:减少因制件过大的注射压力而产生粘模爆裂或弯曲变形的现象.所以保压压力通常是注射压力的50%~60%.保压压力或时间太长太大的话有可能将浇口及流道上的冷料挤进制件内,使靠近浇口位置上添上冷料亮斑,同时毫无好处地延长了周期.3.3注射压力的选择A.根据制件形状.厚薄选择.B.针对不同的塑料原料选择.在生产条件和制件质量标准许可的情况下,建议采用就温低压的工艺条件.3.4背压压力的调节背压所代表是塑料塑化过程所承受的压力.有进也称之为塑化压力.A.颜色的混和效果受背压的影响,背压加大,混和作用加强.B.背压有助于排除塑料件的各种气体,减少银纹和气泡现象.C.适当的背压可以避免料筒内局部滞料现象,所以清洗料筒时往往将背压加大.(四)注射速度的控制4.1速度高低的影响:低速充模优点是流速平稳,制件尺寸比较稳定,波动较小,制件内应力低,内外各向应力一致性较好,缺点是制件易出现分层结合不良的熔点痕,水纹等,高速充模可采用较低的注射压力,改进制品的光泽度和平滑度,消除了接缝线现象及分层现象,收缩凹陷小,颜色更均匀一致.缺点是易产生”自由喷射”,即出现滞流或涡流.温升过高,颜色发黄,排气不良及有时脱模困难.粘度高的塑料有可能产生熔体破裂,制件表面产生雾斑,同时也增加了由内应力引起的翅曲和厚件沿接缝线开裂的倾向.下图是表面因注射速度不当引起的缺陷形态:夹水纹(慢) 射纹(快)烧焦(快) 水波纹(慢)4.2采用高速高压注射的情况:1.塑胶粘度高,冷却速度快,长流程制件.2.壁厚太薄的制件.3.玻纤维增强的塑料.4.3多级调速的应用:由于浇道系统及各部位几何条件不同,不同部位对于充模熔体的流动(特别是速度)提出要求,这就出现了多级注射,我们可以根据制品的形状,对相对薄壁的,形状复杂的部分实行快速充模,而对于入水口和易烧焦处用低速或中速充模.大部分产品都可以采用低速—高速—中速充模过程,从而达到改变制品表观和内在质量的目的.这一设置方法甚至成为现时通用的公式.。
宇进注塑机参数表
宇进注塑机参数表
(原创版)
目录
1.宇进注塑机参数表概述
2.宇进注塑机的主要参数
3.宇进注塑机的参数表解读
4.宇进注塑机的参数表在实际操作中的应用
正文
一、宇进注塑机参数表概述
宇进注塑机参数表是宇进注塑机的一项重要组成部分,它是一份详细记录了注塑机各项性能参数的数据表。
这份表格可以帮助操作者更好地了解注塑机的性能,同时也为操作者提供了依据,使他们能够根据生产需要调整注塑机的参数,从而达到最佳的生产效果。
二、宇进注塑机的主要参数
宇进注塑机的主要参数包括:注射速度、注射压力、模具温度、熔融温度、冷却时间、预热时间等。
这些参数对于注塑过程有着重要的影响,因此需要操作者进行精确的调整。
三、宇进注塑机的参数表解读
在宇进注塑机的参数表中,各项参数都有其独特的含义和作用。
例如,注射速度决定了注塑机每次注射的时间,注射压力则决定了熔融塑料在注射筒中的压力,模具温度和熔融温度则影响了塑料的成型效果,冷却时间和预热时间则影响了模具的使用寿命和产品的质量。
四、宇进注塑机的参数表在实际操作中的应用
在实际操作中,操作者需要根据生产需要和产品特性,合理调整宇进
注塑机的各项参数。
例如,如果生产的产品需要较高的注射压力,那么操作者就需要相应地提高注射压力;如果生产的产品对成型效果要求较高,那么操作者就需要提高模具温度和熔融温度。
通过合理调整宇进注塑机的参数,操作者可以有效提高生产效率和产品质量。
注塑机基本动作和基本参数
二. 开模(Mould Opening)
➢ 在射胶冷却完成以后,公模具与母模具分开,进入脱模过程。常用油 路的差动控制,以实现特快开模。
➢ 一般开模分四段完成:开模前背压以及慢速开模、快速开模1、快速 开模2、减速开模;段分别有速度、压力百分比设定;各段有终止位 置设定;各段有开模背压百分比设定;开模前背压有速度、压力和延 时时间设定;根据模具情况,适当调整上述1至5各设定参数值,使模 具开模速度快,无机械声音,运动平稳,开模终止稳定以及重复性好; 开模终止终止位置设定值不能大于开模最大行程值。
➢ (2)立式注塑机:其合模部分和注射部分处于同一垂直中心线上,且模具是 沿垂直方向打开的。因此,其占地面积较小,容易安放嵌件,装卸模具较方 便,自料斗落入的物料能较均匀地进行塑化。但制品顶出后不易自动落下, 必须用手取下,不易实现自动操作。立式注塑机宜用于小型注塑机,一般是 在60克以下的注塑机采用较多,大、中型机不宜采用。
➢ 注塑机具有能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用 于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。注射 成型工艺对各种塑料的加工具有良好的适应性,生产能力较高,并易于实现自动化。在塑料工业 迅速发展的今天,注塑机不论在数量上或品种上都占有重要地位,从而成为目前塑料机械中增长 最快,生产数量最多的机种之一。
➢ (3)角式注塑机:其注射方向和模具分界面在同一个面上,它特别适合于加 工中心部分不允许留有浇口痕迹的平面制品。它占地面积比卧式注塑机小, 但放入模具内的嵌件容易倾斜落下。这种型式的注塑机宜用于小机。
➢ (4)多模转盘式注塑机:它是一种多工位操作的特殊注塑机,其特点是合模 装置采用了转盘式结构,模具围绕转轴转动。这种型式的注塑机充分发挥了 注射装置的塑化能力,可以缩短生产周期,提高机器的生产能力,因而特别 适合于冷却定型时间长或因安放嵌件而需要较多辅助时间的大批量塑制品的 生产,但因合模系统庞大、复杂,合模装置的合模力往往较小,故这种注塑 机在塑胶鞋底等制品生产中应用较多。
西格玛注塑机参数表

西格玛注塑机参数表
摘要:
1.引言
2.西格玛注塑机参数表简介
3.参数表中的主要参数及其作用
4.如何根据参数表选择合适的注塑机
5.结论
正文:
西格玛注塑机参数表是用户在选择和操作注塑机时的重要参考资料。
本文将详细介绍参数表中的各个参数,并指导用户如何根据参数表选择合适的注塑机。
一、西格玛注塑机参数表简介
西格玛注塑机参数表主要包括以下几个方面的参数:吨位、注射量、注射速度、塑化能力、合模力、模板尺寸、开模行程等。
这些参数对于用户了解注塑机的性能和适用范围至关重要。
二、参数表中的主要参数及其作用
1.吨位:注塑机的最大注塑重量,决定了注塑机可以生产的产品的最大尺寸和重量。
2.注射量:每次注射时所需的熔料量,决定了注塑机的工作效率和产品的精度。
3.注射速度:熔料在注射筒内的移动速度,对产品的密度和力学性能有重
要影响。
4.塑化能力:注塑机对塑料的熔化能力,直接关系到能否顺利生产出高质量的产品。
5.合模力:模板合模时的压力,决定了产品的尺寸精度和表面质量。
6.模板尺寸:模板的长、宽、高尺寸,决定了注塑机可生产的产品的尺寸范围。
7.开模行程:开模时模板的移动距离,影响到产品的尺寸精度和生产效率。
三、如何根据参数表选择合适的注塑机
在选择注塑机时,用户应根据自身的生产需求,对比参数表中的数据,选择最合适的注塑机。
例如,如果生产的产品重量较轻,选择吨位较小的注塑机即可;如果生产的产品精度要求较高,应选择注射速度较快的注塑机。
四、结论
西格玛注塑机参数表是用户选择和操作注塑机的重要参考资料。
注塑机的关键技术参数

注塑机的关键技术参数一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM),常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离(6)理论注射容积:螺杆头部截面积与最大注射行程的乘积(7)注射量:螺杆一次注射PS的最大重量(g)(8)注射压力:注射时头部预熔料的最大压力MPA(9)注射速度:注射时螺杆移动的最大速度(mm/s)(10)注射时间:注塑时,螺杆走完注射行程的最短时间(11)注射速率:单位时间内注射的理论容积;螺杆截面积×以最高速度(12)螺杆转速:物料塑化时,螺杆最低最高的转速范围(13)塑化能力:在单位时间内,可塑化物料的最大重量(14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m)(15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度二、合模部件的技术参数(1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力(2)成型面积:指在一定的模腔压力下,锁模力允许的最大投影面积(3)开模力:为取出产品,使模具开启的最大力量(4)开模行程:为取出产品,使模板移动的最大距离(5)模板尺寸:前后定模和动模板模具安装尺寸(6)容模量:注塑机上能安装模具的最大厚度和最小厚度(7)模板开距:注塑机的定模板与动模板开的最大和最小的距离(8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm)三、整机性能参数:(1)电机最大驱动功率:驱动油泵电机的功率(KW)(2)油箱容量:液压系统油箱的额定容量(L)(3)机器体积:机器的外形的最大长×高×宽(4)重量:机器的总重量。
注塑机重要的技术参数解析

1.注射量其定义为对空注射PS塑料的zui大重量。
当塑料制品的材料有别于PS时,注射量换算为:m=cb/1.05(其中b为该塑料的密度,c为以PS塑料表示的注射量)。
制品的总重量控制在注射量的85%以内,对非结晶性塑料可取zui大值,对于高粘度的塑料宜取小些。
2.锁模力其定义为合模终结,熔料注入模腔时,模板对模具形成的zui终锁紧力。
锁模力通常用型腔内的平均压力与模腔投影面积的乘积来计算。
其中型腔内平均压力一般取20-40Mpa。
3.注射压力和注射速率注塑机的规格参数中注射压力是注射时料筒内的zui高压力,而非注射系统油压的zui 高压力,注射压力与油压的关系反比于螺杆横截面积与射料缸面积之比。
注射速率指单位时间内从喷嘴射出的熔料量,其理论值是机筒内截面积与速度的乘积。
4.模具厚度与zui大开模行程注塑机的规格参数中一般都有zui大模厚和zui小模厚,代表注塑机能容纳的模具厚度。
注塑机的移模行程是有限制的,取出制件所需的开模距离必须小于注塑机的zui大开模行程。
对于单分型面的注塑模具,开模行程为S>=H1+H2+5~10(mm),H1为脱模距离(通常等于模具型芯的高度),H2为制件高度(包括浇注系统),对于三板式双分型面注塑模具,开模距离需要增加定模板与浇口板的分离距离。
5.模具安装部分的相关尺寸模具的长宽尺寸需与注塑机模板尺寸和拉杆间距相适应,保证模具能通过拉杆间距顺利安装到模板上。
定位时应考虑到:模具的主流道中心与料筒喷嘴的中心线相重合;模具上的定位环尺寸要与注塑机定模板上的定位孔尺寸相一致且采用间隙配合;注塑机喷嘴的球面半径应与相接触的模具主流道始端的球面半径相吻合;模具前后模的模脚尺寸应与注塑机动定模上的螺纹孔排列相匹配。
6.顶出行程顶出行程应根据产品的外型和模具的设计结构进行合理的选择,一般机器的顶出行程是固定的,订购机器时,顶出行程宜取大,以便适合更多种的产品。
2注塑参数设定及标准2.ppt

第一章、温度
(二)模具温度的说明与设定标准
▲模温高低对塑胶件的影响: 模具温度高时: 优点:有利于充模、塑料的冷却速率小、(结晶性 材料结晶率度大)、有利于分子松驰过程,分子取 向效应小、不易产生内应力、同时可得到很好的表 面光泽。 缺点:注塑周期长、尺寸收缩率大、模具尺寸会膨 胀影响模具运动。 模具温度低时 优点:塑料的冷却速率大,注塑周期短,收缩率小 缺点:不利于充模、表面光泽度差、结晶材料不利 于晶体和球晶的生成,特别是玻璃化温度低的材 料,很容易出现后收缩。
干燥温度的设定: (1)塑料原料的干燥温度及时间一般参照原料生产商 或DEVICE部门制作的物性表建议的温度或时间。 (2)干燥的设备:热风循环式(用于干燥ABS、HIPS等; 除湿干燥式(用于干燥PET、PA、PBT、PPE、PC等)
8
以下是总结现场关于温度的一些工艺条件,以供参考:
材料
下料口温度 成形温度
3
第一章、温度
注射成型过程需要控制的温度有料筒温度、喷嘴温 度、模具温度、干燥温度等。 ▲料筒温度、喷嘴温度是主要影响塑化和流动; ▲模具温度主要是影响塑料的流动和冷却效果。 ▲干燥温度主要是保证原料不受水份影响材料本身 及其加工性能。
(一)料筒、喷嘴温度的设定标准 料筒温度的选择应保证塑料塑化良好,能顺利实现注 射又不引起分解。 设定: 1.成形温度范围:新模新原料产品应参考原料商牌号 的物性表,旧部品参照DEVICE部门制作的物性表; 了解塑料的可用温度范围. 2.料筒分段设定的方法:(如下图)
(6)用对空注射法,观察射出来的料是否熔融。
若射出来的料是大幅度的曲线状,粘度很高时,则 料温偏低;
若射出来的料是像流水一样,粘度低,则料温偏高。
见右图为I452生产 A0DE-3330部品时 的温度设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
规格
mm L/D cm3 g Mpa g/s g/s rpm KN mm
A 45 23.3 340 306 219 132 26
TWX2080
B
C
50 55
21 19
425 515
380 460
177 146
160 205
32 38
180
2080
460
D 60 17.5 610 540 123 235 42
mm L/D cm3 g Mpa g/s g/s rpm KN mm mm mm KN mm mm mm
KW KW Mpa L mm t
TWX800
A
B
C
30 32 35
22.4 21 19.2
90 102 123
80 93 110
213 187 156
57 70 80
10 11.5 12.2
210
中日合资宁波通用塑料机械制造有限公司注塑机技术
项目
螺杆直径
螺杆长径比
注 理论注射容量 射 实际注射质量
部 注射压力 分 注射速率
塑化能力
螺杆转速
合模力
动模板行程
拉杆间距
合 模具厚度
模 部
顶出力
分 顶出行程
定位孔直径
喷嘴球径
顶出杆数
加热功率
电机功率
其 油泵额定压力 它 油箱容积
机器外形尺寸
机器重量
规格
TWX2680
A
B
C
55 60 64
22.9 21 19.6
569 678 770
520 630 710
193 162 142
198 232 260
36 42 44
180
2680
540
TWX3580
A
B
C
60 65 70
22.7 21 19.5
787 924 1070
750 880 1000
184 156 135
中日合资宁波通用塑料机械制造有限公司注塑机技术
项目
螺杆直径
螺杆长径比
注 理论注射容量 射 实际注射质量
部 注射压力 分 注射速率
塑化能力
螺杆转速
合模力
动模板行程
拉杆间距
合 模具厚度
模 部
顶出力
分 顶出行程
定位孔直径
喷嘴球径
顶出杆数
加热功率
电机功率
其 油泵额定压力 它 油箱容积
机器外形尺寸
机器重量
规格
190
1280
365
400X392
150-420
39
100
125
Sr15
5
7.6
11
16
210
4350X1150X1860
3.8
中日合资宁波通用塑料机械制造有限公司注塑机技术
项目
螺杆直径 螺杆长径比 注 理论注射容量 射 实际注射质量 部 注射压力 分 注射速率 塑化能力 螺杆转速 合模力 动模板行程
150
5000
730
800X710
350-750
150
185
160
Sr15
13
24.6
45
16
900
7650X1780X2650
19
TWX5800
A
B
C
80 90 100
24.8 22 19.8
2235 2825 3490
2050 2680 3215
219 169 140
421 545 642
63 80 94
130
5800
845
840X810
350-900
165
220
200
Sr15
17
39.15
55
16
1380
8790X1980X2830
26
TWX7280
A
B
C
90 100 110
24.4 22 20
3020 3728 4511
2718 3355 4060
199 161 133
503 600 812
82 102 132
150-380
39
100
125
Sr15
5
6.85
9
16
205
4100X1100X1850
3.3
TWX1280
A
B
C
D
36 40 43 45
23.3 21 19.5 18.7ຫໍສະໝຸດ 170 211 243 267
156 201 230 253
222 180 155 142
88 108 120 132
16 19 21 23
17 56.7 37+37
16
10630X2220X3250 45
公司注塑机技术规格表
TWX1580
A
B
C
42 45 50
22.5 21 18.9
256 298 365
243 285 350
194 169 137
118 150 185
20 25 31
190
1580
400
431X431
150-460
190
1780
435
470X470
190-500
53
9 11.5 18.5
16 500 5270X1340X2040
7
580X534 230-550
70 140 160 Sr15
9 15.6
22 16 550 5700X1440X2150 8.5
660X660 220-660
70 150 160 Sr15 13 16.55 30 16 620 6330X1590X2200 11
262 308 350
38 52 62
160
3580
660
合 模 部 分
拉杆间距
mm
合 模具厚度
mm
模 部
顶出力
KN
分 顶出行程
mm
定位孔直径
mm
喷嘴球径
mm
顶出杆数
加热功率
KW
电机功率
KW
其 油泵额定压力 Mpa
它 油箱容积
L
机器外形尺寸 mm
机器重量
t
510X461 200-500
53 130 160 Sr15
130
7280
945
950X892
400-960
212
280
250
Sr15
17
48.75
37+30
16
1700
9800X2080X2750
35
TWX8000 A 100 24.4 4042 3638 193 720 100
130 8000 1030 1050X976 400-1100 212 280 250 Sr20
mm L/D cm3 g Mpa g/s g/s rpm KN mm mm mm KN mm mm mm
KW KW Mpa L mm t
TWX5000
A
B
C
80 85 90
21.2 20 18.8
2000 2260 2540
1800 2030 2280
168 149 133
430 480 540
70 80 90
800
280
325X310
100-320
39
80
125
Sr15
1
5.4
7.5
16
170
3600X1030X1780
2.6
TWX980
A
B
C
35 38 40
22.8 21 20
149 176 195
135 160 177
193 164 149
93 108 118
13 15.5 18
200
980
330
355X380
39
115
125
Sr15
5
10.1
15
16
310
4680X1200X1960
4.6
TWX1780
A
B
C
D
42 45 50 55
23.8 22.2 20 18.2
290 330 410 495
265 300 370 446
228 199 161 133
120 145 168 196
24 28 34 38