麦克风话筒检验规范
麦克风(话筒)检验作业指导书

致命缺陷
1.网罩必须保持完整,不能出现开裂,或未 装到位现象 2.有不同类型的话筒内部会装海绵,要求内 部海绵不可见到明显裂缝,即有未合拢,有 间隙的情况,客户不接受海绵结合不紧密现 象
轻缺陷
表面不可出现网罩拉丝,或胶丝溢出现象
轻缺陷
5
未装海绵
1
刮花/黑点/脏污 /丝印不良/色差
管体 2 PVC片起翘/丝印不良
轻缺陷
第1页/共3页
检查项目 部位 序号 不良项目
同所有同行共分享
话筒检验注意事项
图片说明
检验注意事项
缺陷种类
管体 3 内松动/内有物
已发现内松动原因为粘胶不牢固导致,位置 有2个: 1.加重粘胶不牢固或打胶后未压到位,导致 接触不良,松动; 2.为咪芯与管体接驳处粘胶不牢固导致或咪 芯二个打胶位置粘胶不牢固松脱所致。
重缺陷
话筒无声音输出 话筒声音输出时有杂音 功能测试时,话筒距离整机30cm距离仍有啸 叫声 测试时有“嗡嗡”声 音质不正常,失真
重缺陷
包装 1 包装箱严重变形
包装箱严重变形可能会导致功能或外观不 良,甚至存在隐含性不稳定问题,不接受此 类型包装
重缺陷
备注: 1.话筒抽验标准:MIL-STD-105E II级 AQL:致命缺陷=0 重缺陷=0.65 轻缺陷=1.5 2. 上述未标明事项,以供需双方共同确认为准。
检查项目 部位 序号 不良项目
1
插头脏污
插头 2
披锋
插头
3
尾部弯折实验不通 过
同所有同行共分享
话筒检验注意事项
图片说明
检验注意事项
缺陷种类
插头表面不光亮,有脏污,或雾状
轻缺陷
插头位置有塑胶披锋,可导致话筒插不到位 重缺陷
麦克风品质检验标准2020.8
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
手机MIC检验、试验标准0.0
√
√
√
√
2、尺寸
1、尺寸与样品不一致(必须公差范围之内)
√
3、电性能
1、用驻极体传声仪测试,直流电源选用2V,负载电阻2.2kΩ,极性选择“正”,频率选择“混频”,量程选用适当.如“-40dB”档,用校准样品放在测试框体上,传声仪输出信号(正负)在触针上,触针触压在被校MIC焊盘上(正接正,负接负),分别调节70HZ和1KHZ输出微调.分别看测试仪1KHZ表和70HZ表的度数再加-10dB测试架损耗等于被校准的值,直到与样品值符合即可
1KHz按标称值的±3dB检验,70Hz与1KHz相差不大于3.0dB;
√
5试验项目:
检验内容
操作方法及缺陷描述
备注
1、输出引线吊
重实验
1、对于有引线的麦克风,每单根导线吊重100g砝码
2、时间10±1秒
要求导线不被拉断,及内部路INT等不良现象
IQC
2、可焊性
1、用260±5℃的温度,对每个焊接点进行加锡焊接,时间3±0.5秒.
√
√
√
2)外观、尺寸
缺陷内容描述
缺陷判定
备注
检验内容
Z
A
B
C
1、外观
1、产品无防尘网,防尘网贴偏出超出麦克风边缘1mm----------------
2、焊盘正极与外壳或焊盘正极与负极有铜皮或其它金属丝连接短路,焊盘小板与外壳松动,引线焊反,焊点虚焊,有气孔---------------
3、带插脚的MIC引脚处有可见气孔,引脚上不能有锡点影响插板-----
4、表面脏污---------------------------------------------------
麦克风品质检验标准2020.8
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
手机麦克风MIC质量检验规范
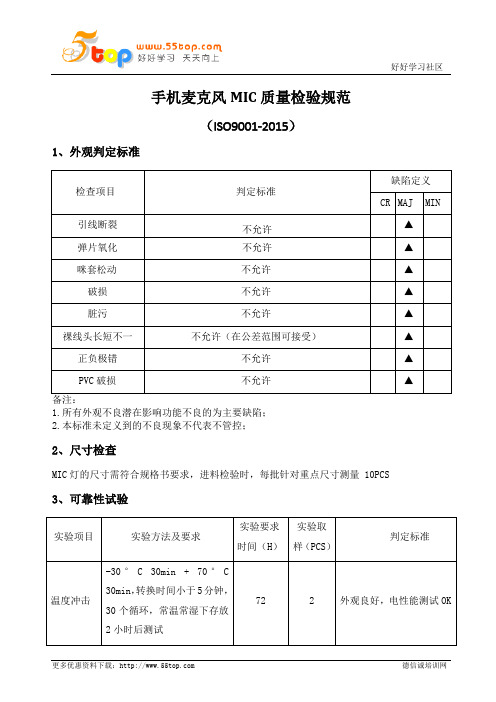
手机麦克风MIC质量检验规范(ISO9001-2015)1、外观判定标准检查项目判定标准缺陷定义CR MAJ MIN引线断裂不允许▲弹片氧化不允许▲咪套松动不允许▲破损不允许▲脏污不允许▲祼线头长短不一不允许(在公差范围可接受)▲正负极错不允许▲PVC破损不允许▲1.所有外观不良潜在影响功能不良的为主要缺陷;2.本标准未定义到的不良现象不代表不管控;2、尺寸检查MIC灯的尺寸需符合规格书要求,进料检验时,每批针对重点尺寸测量 10PCS3、可靠性试验实验项目实验方法及要求实验要求时间(H)实验取样(PCS)判定标准温度冲击-30°C 30min + 70°C30min,转换时间小于5分钟,30个循环,常温常湿下存放2小时后测试72 2 外观良好,电性能测试OK疲劳测试功能测试模式-item test-Microphone,连续播放96小时96 3疲劳后不失效,与疲劳前对比音质音量无明显恶化振动测试在振动台上,话筒经过三方向的振动,振幅1.50mm,振动频率由10Hz到50Hz循环,每分钟一次,振动2小时,其灵敏度变化在+3dB范围内3 3外观应无明显不良,电性能OK高温储存70℃,存放24 小时,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK低温储存-40±3℃48 2 外观良好,电性能测试OK 高温高温60℃、93±2%RH,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK盐雾试验35±2℃,85%RH,NaCl 百分比:5±1% ,连续喷雾时间实验完后用清水洗净晾干48H24 21. 外观良好,电性能测试正常、音质无异常2. 电镀及金属部分不能有变色、生绣、氧化等现象4、周期性测试所有MIC每个订单一个周期,当订单大于50K时,其周期性测试自动更改为50K一个周期,如有异常需及时反馈。
5、包装5.1确认包装方式是否符合要求,供应商是否为合格供应商,是否有供应商贴好的PASS标签或印章;5.2确认外包装规格型号、物料代码、数量、生产日期、生产批号是否正确;5.3外包装箱标识是否正确,不可有标识不完整,标识错误现象;5.4外包装箱不可有明显的折邹、破损、脏污、变形、受潮等不良现象;5.5变更过的物料必须做显眼标识,必须连做三批次标识,如有特殊需求,以沟通及书面通知为主;5.6包装需垫泡棉防护,有特殊需求,以沟通及书面通知为主。
检验标准(咪头)
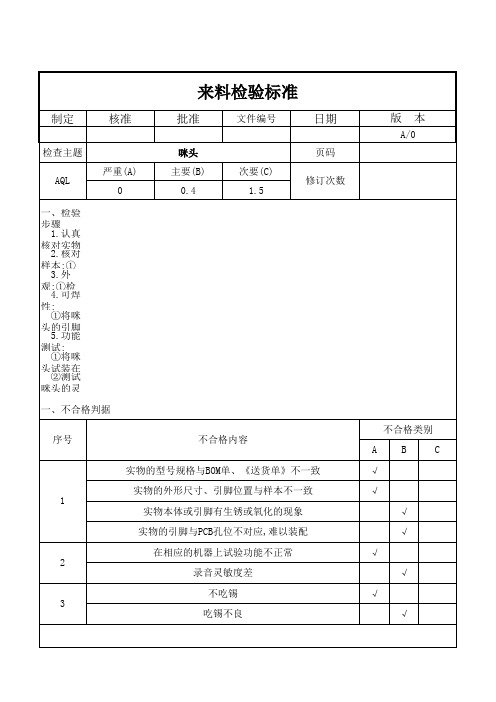
实物本体或引脚有生锈或氧化的现象
实物的引脚与PCB孔位不对应,难以装配
在相应的机器上试验功能不正常 2
录音灵敏度差
不吃锡 3
吃锡不良
版本
A/0
不合格类别
AB
C
√
√
√
√
√
√
√
√
制定
核准
来料检验标准
批准
文件编号
日期
检查主题 AQL
严重(A) 0
一、检验 步骤
1.认真 核对实物
2.核对 样本:①
3.外 观:①检
4.可焊 性:
①将咪 头的引脚
5.功能 测试:
①将咪 头试装在
②测试 咪头的灵
一、不合格判据
咪头 主要(B)
0.4
次要(C) 1.5
页码 修订次数
序号
不合格内容
实物的型号规格与BOM单、《送货单》不一致
MIC(麦克风)(3)

一、目的:MIC的检验判断品质允许与拒收的依据。
二、范围:适用于公司使用的驻极体麦克风的检验。
三、检验依据:产品规格承认书
相关样品
四、检验工具:示波器、音频信号发生器、数字万用表、MIC测试架、游标卡尺、音频毫伏表。
五、检验抽样标准:按MIL-STD-105D(GB2828-87)“II”类水准进行。
A、MIC的灵敏度太小和失真太大、不符合要求。
3、目视检查包装盒上有无厂商提供的合格标识。
A、包装盒上无合格标示。
外观
1、目视检查MIC的铝壳壳体应完好,无变形,无机械损伤;封装压口应完好,无毛边残屑、残缺口的现象。
A、MIC的铝壳壳体严重变形,破损,开裂,影响功能和安装。
A、封装压口存在毛边残屑,造成短路影响功能。
B、封装压口存在毛边残屑,有残缺口,影响外观。
2、目视检查MIC的电极PCB基板应完好,无破损、开裂、铜箔翘起现象;电极焊点应光亮、平滑,无氧化、虚焊、脱焊、短路现象。
A、PCB基板破损、开裂、铜箔翘起,影响功能。
A、电极焊点、短路、焊点严重氧化无法上锡;电极焊点虚焊、脱焊影响功能。
B、焊点氧化、不光亮较难上锡。
3、检查MIC毛毡贴装有无,是否到位。
AQL值:A(MAN)主要不良:0.4
B(定
检验项目
检验内容与方法
检验判定
包装
1、目视检查MIC有无按要求进行包装和有序放置。
A、MIC未按要求进行包装和有序放置。
2、目视检查MIC包装盒内有无漏装、错装或混装其它型号的MIC。
A、包装盒内有漏装、错装或混装。
A、毛毡漏贴、易脱落。
A、毛毡贴装不到位,严重偏移,无法安装。
麦克风成品检验试验通用标准
麦克风成品检验试验通用标
准(总4页)
本页仅作为文档封面,使用时可以删除
This document is for reference only-rar21year.March
单体灵敏度变化超出
3DB
电流超出规定范围内GB/T14198-93文件:552˚C 2H后取出,室温恢复2H后检
测。
单体灵敏度变化超出3DB电流超出规定范围GB/T14198-93文件:402˚C RH9196% 48H后取出,室温恢
复12H后检测。
单体灵敏度变化超出3DB电流超出规定范围GB/T14198-93文件:-403˚C 2H后取出,室温恢复2H后检
测。
单体灵敏度变化超出3DB电流超出规定范围GB/T14198-93文件:频率105510HZ,全振幅,一次扫描时间
3min,总时间30min
单体灵敏度变化超出3DB电流超出规定范围GB/T14198-93文件:以大包装为单位,6面,高度80cm,水
泥底面平行落下。
单体灵敏度变化超出
3DB电流超出规定范围
单体灵敏度变化超出
3DB电流超出规定范围
恒温烙铁3505˚C 21S或客户要求,10min后测量。
EN61000-4-2标准.2级接触放电4KV,空气放电4KV;3级接
触放电6KV,空气放电8KV;
4级接触放电8KV,空气放电15KV 试验方法:QJ1693-89和
JESD22-A114。
麦克检验标准
泥地面,共 2 轮,每轮对手机的六个面四
个角依次进行自由跌落(左下角→右下角
相关功能正常,效
4 自由跌落 →右上角→左上角→底部→右侧→顶部→
/
果试验前后一致。
左侧→反面→正面)。试验从手机的最小面
5pcs/20k
开始跌落,每个循环中 LCD 面为最后跌落
面。
10. 参考文件
备注:以上文件未注明的其他测试标准按《成品外观检验标准》、《整机可靠性测试标准》要求执行。
3
4
1
灵敏度
2
阻抗
3
功率
测量方法 按规格书 按规格书 按规格书
接受标准 在规格书要求内
测量工具 电声测试仪
抽样数量 5pcs/lot 5pcs/lot 5pcs/lot
10.可靠性检验
序号 检验项目
检验内容方法及条件
接受标准
检验工具 抽样数量
浓度为 5±1%NaCl 溶液, 6.5<pH<7.2 ,
试验箱内温度为+35±2°C,连续喷雾 24h,
4. 检验条件及环境 1) 在自然光或 60W-100W(照度达 600~800Lux)冷白荧光灯照明条件下检验; 2) 观察距离:300-350mm ; 3) 观察角度:水平方位 45°±15°; 4) 检验时按正常要求的距离和角度扫描整个被检测面:10S±5S; 5) 检验人员裸视或矫正视力 1.0 以上,不能有色盲、色弱者。
3. 缺陷类别定义 A 类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。 B 类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。 1) 功能缺陷影响正常使用; 2) 性能参数超出规格标准; 3) 导致客户拒绝购买的严重外观缺陷; 4) 包装存在可能危及产品形象的缺陷。 C 类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
MIC测试项和测试方法
MIC测试项和测试方法MIC测试是指针对电子设备中的麦克风 (Microphone) 进行的测试。
麦克风是将声音转换为电信号的传感器,广泛应用于各种设备和系统,如手机、电脑、录音设备等。
MIC测试主要用于检测麦克风的声音采集效果、频率范围、噪声抑制能力等性能指标,确保麦克风的正常工作和准确捕捉声音。
以下是几个常见的MIC测试项和测试方法:1.麦克风灵敏度测试:-方法一:通过一个已知的音频信号(例如1kHz的正弦波)播放到麦克风,通过测量麦克风输出的电压或电流来确定麦克风的灵敏度。
-方法二:采用声场均匀场的测试方法,将麦克风放置在一定的距离上方,播放全频率范围的声音刺激源,通过测量麦克风的输出信号强度来确定麦克风的灵敏度。
2.频率响应测试:-方法一:通过播放一系列标准频率或白噪声,测试并记录麦克风在不同频率下的信号输出情况。
可以使用频谱仪或声卡与分析软件进行测量和分析。
-方法二:通过模拟人耳的频率响应曲线,设计和播放一组乐音或人声样本,记录麦克风接收到的信号,并与原样进行比较和分析,得出麦克风的频率响应特性。
3.噪声测试:-麦克风的噪声测试可以分为自噪声和环境噪声两个方面。
-方法一:通过将麦克风放置在一片封闭且无噪声的环境中,通过测量麦克风的输出信号来确定自噪声水平。
-方法二:将麦克风放置在典型的噪声环境下,如办公室、工厂或街道等,通过测量麦克风的输出信号来确定环境噪声水平。
4.方向特性测试:-麦克风的方向特性是指不同角度和频率下麦克风接收声音的灵敏度分布情况,通常用模拟头和聚焦声源来测试。
-方法一:利用一个旋转台,将麦克风放置在不同的角度上,使用模拟头和标准声源,通过测量麦克风输出的声音强度,确定麦克风的方向特性。
-方法二:利用扫频信号源和音频接口,将麦克风接口与计算机进行连接,通过软件控制扫描和记录麦克风在不同频率和方向下的输出信号,进而得到方向特性曲线。
5.音频信噪比测试:-方法一:使用一个已知信噪比的音频源(例如具有特定信噪比的白噪声),输入到麦克风,通过测量麦克风输出信号和背景噪声的水平,计算信噪比值。
手机麦克风类检验标准
7.相关表单………………………………………………………8
8.流程图--………………………………………………………9
经理
计划部
生产部
文件制修订记录
NO
制/修订日期
修订编号
制/修订内容
版本
页次
1
2012-03-01
全新制订(1.0)
●
样品、规格书
2
引线引脚
引线引脚长度、极性与样品、规格书一致
●
样品、规格书
3
线材
线材不能有破损,露铜现象
●
4
生锈
本体不能有生锈现象
●
目测
5
破损
本体是否有破损,卷边等外观不良
●
目测
6
脏污
绝缘体表面脏污,无法清除的,绝缘体上有任一损伤或变形、凹陷、缺损等
●
目测
7
弹簧
引脚弹簧不能变形偏位
●
样品、规格书
5.5.尺寸
在规格书要求内
电声测试仪
5pcs/lot
5.7.可靠性检验
序号
检验项目
检验内容方法及条件
接受标准
检验工具
抽样数量
1
盐雾实验
浓度为5±1%NaCl溶液,6.5<pH<7.2 ,试验箱内温度为+35±2°C,连续喷雾24h,试验完成后取出试件,尽快以低于38℃的清水洗去粘附的盐粒,用毛刷或海绵除去其它腐蚀生成物,并擦干试件。在常温下搁置2h后检查外观及功能。
1.0
全部
2013-06-03
2013-06-03
2013全面改版升级
1.1
麦克风检验标准
麦克风检验标准《麦克风检验标准:让你的声音“C 位出道”!》嘿,你知道吗?在声音的奇妙世界里,就如同超级英雄要有厉害的装备一样,麦克风也有它的检验标准,要是不搞清楚,那你的声音之旅可能就像在迷雾中打转,找不到方向哦!一、外观要“颜值担当”“哇塞,麦克风的外观可不能是个丑八怪呀!”麦克风的外观可是很重要的哦!就像选美比赛一样,一个精致、美观的麦克风首先就能吸引大家的眼球。
不能有明显的瑕疵、划痕或者损坏,要像一位精心打扮的明星一样,闪亮登场!比如说,那些做工粗糙、外壳有破损的麦克风,就像是穿着破破烂烂衣服的路人,怎么能在声音的舞台上成为焦点呢?而一个外观完美的麦克风,就如同穿着华丽礼服的公主,一出现就惊艳全场。
二、性能得“实力超群”“嘿,麦克风的性能可不能拉胯呀!”这可是关键中的关键呢!麦克风的灵敏度就如同短跑运动员的速度,要足够高才能快速捕捉到声音的细微变化。
它就像一个超级敏锐的侦探,任何一点声音的蛛丝马迹都逃不过它的“耳朵”。
还有频率响应,要宽广而平坦,就像一片广阔的草原,能容纳各种不同的声音在上面自由驰骋。
如果频率响应不好,那声音就会变得奇怪又别扭,就像唱歌跑调一样让人难受。
再说说信噪比,这就像是声音世界里的“安静指数”,信噪比高的麦克风能让你的声音清晰纯净,而不是被各种噪音所干扰,仿佛在一个安静的图书馆里说话一样清晰。
三、耐用性需“坚如磐石”“哎呀呀,麦克风可不能是个娇弱的小公主呀!”它得经得起各种折腾和考验。
就像一位久经沙场的战士,不管是风吹雨打还是磕磕碰碰,都能屹立不倒。
连接线要牢固,不能轻易松动或者断裂,否则就像断了腿的运动员,无法正常发挥。
还有麦克风的内部结构,要稳定可靠,不能随便出故障。
你想想,如果在一场重要的演唱会上,麦克风突然“罢工”了,那可真是一场灾难呀!就像一场精心准备的演出突然被打断一样让人尴尬。
四、兼容性得“左右逢源”“哇哦,麦克风的兼容性可不能差呀!”它要能和各种设备友好相处,就像一个社交达人一样,和谁都能聊得来。
麦克风话筒检验作业指导

麦克风(俗称话筒)检验作业指导
1目的:掌握话筒检验标准,使来料质量更好的符合我公司的品质要求。
2适用范围:适用于复读机所使用的话筒。
3检验仪器和设备:复读机、卷尺、卡尺。
4检验项目及技术要求
4.1外观
4.1.1网罩无变形、掉漆;
4.1.2网罩内海棉无破损;
4.1.3塑胶外壳无划伤、烫伤、脏污、缩水及披锋等;
4.1.4铭牌贴丝印清晰,字体及内容应与样品一致;
4.1.5螺钉无打滑、打花、生锈;
4.1.6引线无划伤、烫伤、内线外露,丝印应清晰,端子镀层良好,无脱落、生锈等不良。
4.1.7开关拨动应灵活,无过紧或过松等不良;端子与话筒配合无过紧或过松现象。
4.1.8端子引线焊接可靠,线卡固定牢固;
4.1.9话筒无内松动现象。
4.2结构尺寸:
4.2.1话筒结构尺寸应与样品相符。
4.2.2引线长度应符合:4000mm±50mm。
4.3电气性能:
4.3.1录音时应清晰,无失真,轻摇引线端子无INT现象。
4.3.2录音无自激。
5检验方法
5.1 外观:目测法。
5.1.1内松动检测:轻摇麦克风,检测无内松动现象。
5.2 结构尺寸:用游标卡尺或卷尺测量。
5.2.1电气性能:用话筒配合复读机录音,声音应清晰,无失真、时有时无及开
关失控现象。
5.2.2把复读机扩音档调到7-8档之间,距复读机正面1m进行录音,应无啸叫现象。
6 缺陷分类
6抽样方案:
7 处理方法:按进货检验标准总则执行。
麦克风(话筒)检验规范

1.目的:规范麦克风(话筒)类产品的检查项目及其标准,指导IQC人员进行正确检查及判别。
2.范围:适用于麦克风(话筒)产品的来料检验及制程、最终检验。
3.抽样标准:依据MIL-STD-105E II级一次抽样,AQL: 致命缺陷(Cr.)= 0;严重缺陷(MAJ)AQL=0.65;轻微缺陷(MIN)AQL=1.5。
4.本检验规程未尽项目,需检验可参照国标要求,当检验规范的检验项目在技术要求中未作规定时,可不作检验要求。
5.测试方法和缺陷判定5.1.外观/包装测试:5.2功能/性能测试6.可靠性测试:6. 1.摇摆试验:6.1.1.将被测MIC延长线自插头部位悬挂400g砝码、60度、40次/分钟,弯折100次;6.1.2.测试完毕后检查有无开路,短路或INT的现象6.1.3每批抽取2PCS进行测试;6.2拉力测试:6.2.1将延长线插入话筒中,另一端使用5Kg的重物悬挂60S;6.2.2测试完毕后检查有无SR处拉脱离、断落的现象;6.2.3每批抽取2PCS进行测试;6.3跌落测试6.3.1将话筒在1M的高度自由落体跌落在水泥地面上,跌落3次;6.3.2测试完毕后检查不可有结构件脱离现象,功能需正常;6.3.3每批抽取2PCS进行测试;7、环保检测:7.1每批对照环保报告清单,查看报告是否在有效期内(有效期1年,在报告有效期前一个月,即第11个月,每批去抽样2个进行环保测试,然后通知采购,要求供应商提供环保报告)。
变更履历:1、2015-5-16 首次发行 V1.0制定: 审核: 批准:欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习课件等等打造全网一站式需求。
鹅颈麦克风的试验标准

鹅颈麦克风试验标准一、设备准备1.1 确保鹅颈麦克风已经充好电并处于正常工作状态。
1.2 确保测试环境安静,没有干扰。
1.3 准备好测试所需的录音设备和录音软件。
二、测试环境2.1 测试环境应安静,没有明显的噪音和干扰。
2.2 测试环境应具有一定的隔音效果,以避免外界噪音干扰测试结果。
三、录音质量3.1 在不同距离和角度进行录音,评估录音音质是否清晰、是否失真。
3.2 在不同音量和音调下进行录音,评估录音质量是否稳定。
四、录音距离4.1 在不同距离下进行录音,评估录音距离是否满足使用要求。
五、噪声控制5.1 在不同噪声环境下进行录音,评估鹅颈麦克风对噪声的抑制能力。
六、操作简便性6.1 评估鹅颈麦克风的安装和设置过程是否简单易行。
6.2 评估鹅颈麦克风的操作界面是否友好,是否易于使用。
七、耐用性测试7.1 进行长时间和高频率的使用,评估鹅颈麦克风是否出现磨损、损坏等现象。
八、保养维护8.1 评估鹅颈麦克风的保养方法是否简便易行,是否需要定期维护。
九、安全防护9.1 评估鹅颈麦克风是否具有安全保护功能,如过热保护、过载保护等。
十、外观设计10.1 评估鹅颈麦克风的外观设计是否美观大方,是否符合使用场景的要求。
十一、功能特点11.1 评估鹅颈麦克风是否具有多种功能,如自动增益、降噪、回声消除等。
十二、应用场景评估12.1 根据实际使用场景进行测试,评估鹅颈麦克风在不同场景下的适用性。
如演讲、会议、演讲等场景。
十三、性能测试标准:根据实际应用需求制定相应的性能测试标准,如灵敏度、频率响应等指标。
十四:实验操作规程:制定详细的实验操作规程,包括实验准备、实验操作步骤、实验数据记录与分析等环节。
十五:数据处理及分析方法:根据实验数据的特点选择合适的数据处理及分析方法,如统计分析、曲线拟合等。
十六:结果评价及报告生成:根据实验结果进行评价,并生成相应的报告,报告应包括实验目的、实验过程、实验结果与分析等内容。
单指向咪头与全指向咪头测试标准
单指向咪头与全指向咪头测试标准
咪头测试是音频工程中非常重要的环节之一,而单指向咪头与全指向咪头又是其中最基本的两种类型。
单指向咪头是指只能从一个方向接收声音的麦克风,而全指向咪头则是可以从所有方向接收声音的麦克风。
在实际工程中,选用不同类型的咪头可以满足不同的录音需求。
为了保证咪头测试的准确性和一致性,需要制定相应的测试标准。
以下是单指向咪头和全指向咪头的测试标准:
1、单指向咪头测试标准:
(1)测试环境:在安静的房间内进行测试,避免外界干扰。
(2)测试设备:使用定向性测试设备来测试单指向咪头麦克风
的接收音频质量。
(3)测试方法:从不同方向向麦克风发出相同音量的声音,并
记录测试结果。
测试方向应该包括正面、侧面和背面,以确定麦克风的定向性能。
2、全指向咪头测试标准:
(1)测试环境:在安静的房间内进行测试,避免外界干扰。
(2)测试设备:使用全向测试设备来测试全指向咪头麦克风的
接收音频质量。
(3)测试方法:从不同方向向麦克风发出相同音量的声音,并
记录测试结果。
测试方向应该包括正面、侧面、背面和上方,以确定麦克风的接收范围和全向性能。
以上就是单指向咪头与全指向咪头测试标准的相关内容。
在咪头测试过程中,需要注意测试环境和测试设备的选择,以确保测试结果的准确性和可靠性。
作业指导书麦克
温度260±10℃,时间2S后,以上各项检验项目均符合要求
恒温烙铁
√
10
包装
包装良好,随附出厂时间及检验合格证
目测
√
4相关记录与表格
《进货检验报告》HWM-QR099-
批准人签名
审核人签名
制定人签名
批准日期
审核日期
制定日期
3.2抽检方法:依《汉王制造进货验收标准》HWJS-7007
3.3检验项目、标准、缺陷分类一览表
缺陷分类
序号
检验项目
验收标准
验收方法及工具
A
B
C
1
感度与误差
符合技术要求
驻极体传声器测试仪
√
2
感度
70HZ与1000HZ感度相差3dB以上为不合格
驻极体传声器测试仪
√
3
消耗电流
符合设计要求
驻极体传声Leabharlann 测试仪√4封边
无漏气现象,即70HZ指针来回摆动在1dB范围外或触底
即为不合格
驻极体传声器测试仪
√
5
尺寸
符合设计要求
游标卡尺并对比标准样
√
6
外观
铝壳无凹陷或变形,防尘布不可脱落或翘起,无异物
目测
√
7
标识
标识完备、清晰、无错误
目测
√
◆8
可焊性
温度260±10℃,时间2S ,锡点圆润有光泽,稳固
恒温烙铁
√
◆9
第1页共1页
作业指导书
进货检验规范(麦克风)
编号
HWJ-7003-036
第2版
第0次修改
生效日期
2002年8月21日
MIC检验作业标准
生效日期:2014年11月10日目录1.目的 (4)2.适用范围 (4)3.定义 (4)4.抽样方案 (4)5.检验步骤 (4)5.1外包装检验 (4)5.2来料与样品一致性检验 (4)5.3外观检验 (4)5.4尺寸测量 (5)5.5性能测试 (5)5.6可靠性检查/定期可靠性保证 (5)6.缺陷分类 (5)7.记录要求 (6)8.附录 (6)MIC检验标准1.目的适应本公司MIC物料(发话器)检验的需要。
2.适用范围本公司IQC所有手机MIC来料。
3.定义3.1 CRI(致命缺陷):违反相关安规标准,对安全有影响者。
3.2 MAJ(主要缺陷):属功能性缺陷,影响使用或装配。
3.3 MIN(次要缺陷):属外观、包装轻微缺陷,不影响使用或装配。
4.抽样方案4.1依据《GB/T2828.1-2003》一般检验水平II从不同的包装箱(包)内随机抽取来料。
4.2 AQL取值(抽样有特殊规定的除外):CRI(致命缺陷)=0;MAJ(主要缺陷)=0.4;MIN(次要缺陷)=1.0。
4.3 检验抽样方案转换原则依据《GB/T2828.1-2003》相关转移规则进行(针对同一供应商同一型号的部品)。
4.4 抽样开箱率要求:当同种物料来料>3箱时检验开箱率必须达到60%;当同种物料来料≤3箱时检验开箱率必须达到100%。
5.检验步骤5.1 外包装检验5.1.1 货品检验单:要求货品检验单上的供应商、送检单号、来货数量、物料编码、物料名称等与实物相符。
5.1.2 物料的包装:要求箱(盒/袋)内、外无异物、水、灰尘、破损等情况。
5.1.3外包装标识、出货报告:要求外包装标识正确,内容填写完整与实物相符;出货报告格式符合标准、内容项目齐全、清晰、正确、须有结论审核;如需符合RoHS要求的物料,检查包装箱是否贴有ROHS标识贴纸。
5.2 来料与样品一致性检验核对来料是否同物料承认书、样板相符,如需符合RoHS要求的物料、则需核对是否有SGS报告或RoHS 申明。
XHT-QMB-001麦克风成品检验试验通用标准.
恒温烙铁3505˚C 21S或客户要求,10min后测量。
新厚泰塑胶电子有限公司
批准
文件编号
XHT-QMB-001
麦克风成品检验试验通用标准
审核
版次
A/0
制作
页次
4/4
类
号
序号
试验项目
不合格内容
试验的规定和检验方法
周期性环境与可靠性试验
10
静电试验
单体产品不工作或灵敏度衰减大于6dB以上
按照《规格书》规定或客户要求。未包装咪头、1m、3面落在硬木板上。
6
温度循环
单体灵敏度变化超出3DB电流在规定范围内
按照《规格书》规定或客户要求。
7
温度冲击
单体灵敏度变化超出3DB电流在规定范围内
按照《规格书》规定或客户要求。
8
拉力试验
PIN脚或引线被拉出
使用拉力测试计,0.5kg或客户要求
9
可焊性试验
按照《产品规格书》规定或客户要求。
2
恒定湿热
单体灵敏度变化超出3DB电流在规定范围内
GB/T14198-93文件:402˚C RH9196% 48H后取出,室温恢复12H后检测。
按照《产品规格书》规定或客户要求。
3
低温试验
单体灵敏度变化超出3DB电流在规定范围内
GB/T14198-93文件:-403˚C 2H后取出,室温恢复2H后检测。
按照《产品规格书》规定或客户要求。
4
振动试验
单体灵敏度变化超出3DB电流在规定范围内
GB/T14198-93文件:频率105510HZ,全振幅1.52mm,一次扫描时间3min,总时间30min
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的:规范麦克风(话筒)类产品的检查项目及其标准,指导IQC人员进行正确检查及判别。
2.范围:适用于麦克风(话筒)产品的来料检验及制程、最终检验。
3.抽样标准:依据MIL-STD-105E II级一次抽样,AQL: 致命缺陷(Cr.)= 0;严重缺陷(MAJ)
AQL=0.65;轻微缺陷(MIN)AQL=1.5。
4.本检验规程未尽项目,需检验可参照国标要求,当检验规范的检验项目在技术要求中未作规定时,可不
作检验要求。
5.测试方法和缺陷判定
5.1.外观/包装测试:
6.可靠性测试:
6. 1.摇摆试验:
MIC延长线自插头部位悬挂400g砝码、60度、40次/分钟,弯折100次;
的现象
6.3跌落测试
7、环保检测:
7.1每批对照环保报告清单,查看报告是否在有效期内(有效期1年,在报告
有效期前一个月,即第11个月,每批去抽样2个进行环保测试,然后通知采购,要求供应商提供环保报告)。
变更履历:
1、2015-5-16 首次发行 V1.0
制定: 审核: 批准:。