音箱可靠性测试规范
音箱成品检验标准

东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
音响检验标准
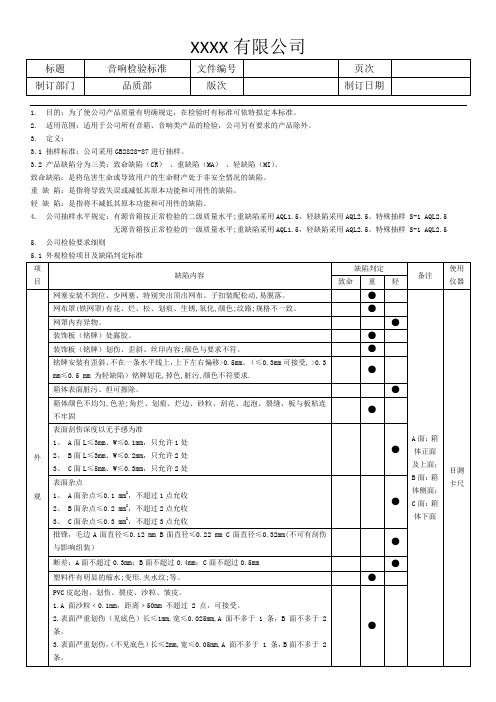
1. 目的:为了使公司产品质量有明确规定,在检验时有标准可依特拟定本标准。
2. 适用范围:适用于公司所有音箱、音响类产品的检验,公司另有要求的产品除外。
3. 定义:3.1 抽样标准:公司采用GB2828-87进行抽样。
3.2 产品缺陷分为三类:致命缺陷(CR)、重缺陷(MA)、轻缺陷(MI)。
致命缺陷:是将危害生命或导致用户的生命财产处于非安全情况的缺陷。
重缺陷:是指将导致失误或减低其原本功能和可用性的缺陷。
轻缺陷:是指将不减低其原本功能和可用性的缺陷。
4. 公司抽样水平规定:有源音箱按正常检验的二级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.5无源音箱按正常检验的一级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.5 5. 公司检验要求细则5.1 外观检验项目及缺陷判定标准5.2 结构检验要求:5.3 性能检验要求:5.4 附件检验要求A.遥控器:B.连接线材:线材外面无破损,标识清晰,材质与样品一致,连接后检查无 INT 或不通现象,接线埠无氧化,无变形,折迭试验后无断裂且无明显折痕,长度;颜色与要求一致。
包括线材的横截面积C.安装(连接)图:要求图文清晰,无模糊不清情况出现,图文无错漏。
纸质与样品要求一致,无脏污及其它不良,装箱后需做到整洁。
D.说明书、外箱印刷文字、条形码等有以下问题均为重缺陷:a、未按客人指定的语言文字生产.(如指定英文或俄文等).b、保修卡和注意窗体内容必须正确,文字清晰.c、产品说明书有严重错误,可能使用户不能正常操作,误操作d、产品说明书所述功能与实际不符者e、附件外观受损或脏。
E、电池:电压未达到额定电压为重缺陷。
F、附件中定位栓与支架中管定位孔不匹配为重缺陷G、其它:按客户要求及样品进行。
5.5 包装运输检验要求:跌落试验:每批产品随机抽取一到三台进行三边六面一角进行跌落,要求包装材料无破裂,整机在跌落后测试符合所有要求。
音箱检测标准
5台 外观,功能均正常
3台
包装、卡通无受损,主要部件无受 损,其它功能正常。
11.顷斜跌落试验
角度18°至20°,冲击力 2.0至2.8kg.
1台 各部件不能分离。
碰撞高度:30cm,
12.机械碰撞试验
测试基础:在混凝土地 面,每次四底面,工作状
态。
a.温度:20℃±1℃,湿
度60%±2%;
13.扬声器(系统) b.在额定功率范围内给扬
项目 外观
项目要求
测试方法及描述
缺陷描述
缺陷等级
1.箱体无色差、异 色、划伤、碰伤、 缩水、裂痕、披峰 、脱漆、龟裂、污 痕、变形、裂缝、 松动、漏气等。 在40W的日光灯
有明显的色差、划伤、碰伤、污 痕、变形等 缩水深于0.3mm,或者面积大于1 平方毫米,裂缝大于0.2mm 有裂痕、龟裂、脱漆、变形、棱 角不圆滑易伤手、松动、箱体漏 气等。
判定方法
a.温度:45℃±2℃,湿 度:60%±2%; b.时间:2小时关机,8小 时开机工作;无包装; c.额定电压±10%
3台
回到正常状态后,样机连续工作无 任何质量异常。
2.低温负荷试验
a.温度:2±2℃,湿度: 干燥条件; b.时间:2小时关机,5小 时开机工作,无包装; c.额定电压±10%
5mm小于8mm的不多于3条,深度以 MI
无手感为准.
正面:直径在0.25mm-0.5mm之 间,不多于1点。
MI
各侧面:直径在0.5-1mm之间, 不多于1点.
MI
直径在3mm以内,大于1mm小于 3mm不多于1点。
MI
文件名称 文件编号
版本号
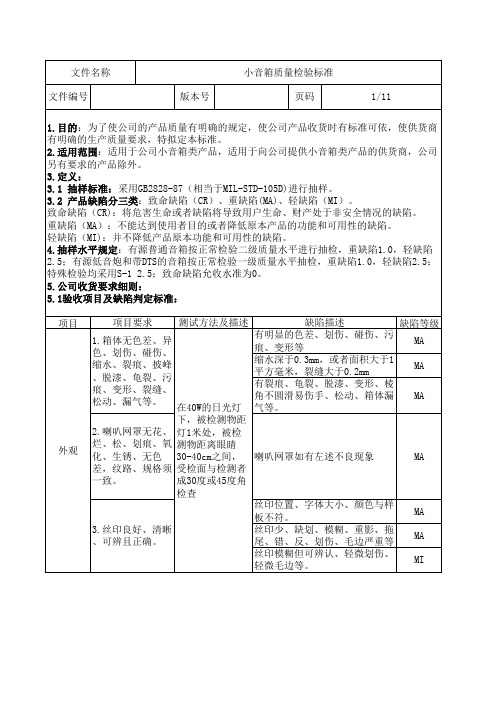
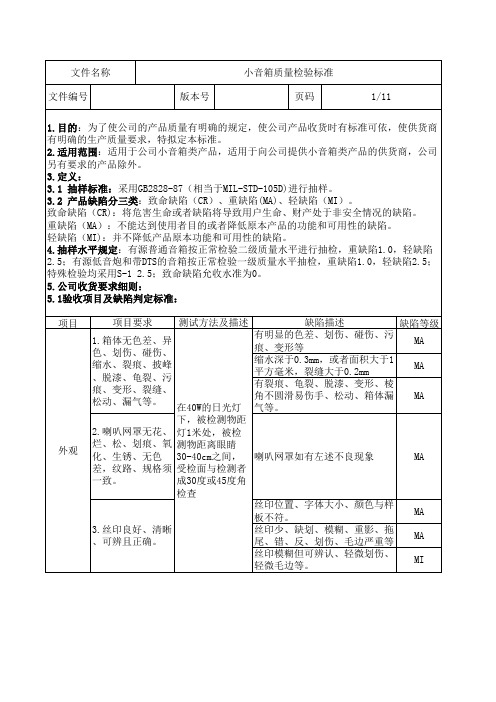
小音箱质量检验标准 页码
3/11
音响类产品检验标准
核定审核:制订:李志方1目的规范音响类产品的检验要求,为检验提供检验依据,以控制产品的质量。
2适用范围适用于产品来料.制程.出货生产音箱类产品的检验。
3 检验环境3.1 检验温度:25℃±10℃,相对湿度:45%~85%3.2 光照条件:在冷白荧光照射下,光源500-800Lux,距物品1米3.3 视角:视线与工件平齐,正负旋转45°3.4 视力要求:视力要求:≧0.8 (裸视或经矫正后)3.5检视时间和距离:4 缺陷等级定义4.1致命缺陷(CR):指对使用者或携带者的安全带来危害或违反相关安规之缺陷。
4.2严重缺陷(MA):不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低,或严重影响产品形象之缺陷。
4.3轻微缺陷(MI):外观性缺陷,不构成致命或主要缺陷,不影响产品使用功能。
5 表面等级划分:AA面----公司LOGO及丝印区域。
A级面----正常使用时可以看到的面,如产品正面。
B级面----正常使用时看不到的表面及产品背面、底面及侧面。
6外观判定标准6.1常见外观缺陷判定表6.2 通用外观要求:6.2.1产品Logo区或丝印周边20mm以内不允许有任何明显的缺陷,不允许有印刷模糊、缺少笔画、漏印、印偏及色泽不均匀等现象。
6.2.2所有结构部品一律去锐边,锐角。
毛边、披锋控制在0.1mm以内。
6.2.3布网内音箱布网上不允许有纹路歪斜、断线及超过0.2mm的线头。
注:1.本标准如有与工程图纸/签样或客户提供资料相抵触的,则以后者为准。
2.本公司抽样标准采用美国军标MIL-STD-105E,功能性问题AC=0/RE=1,外观按AQLMAJ=0.4 MIN=1.5允收数量为准。
音箱检测标准
外露螺丝打花,不外露螺丝打花
且取不出,滑牙、漏打、错打、 MA
断裂、生锈等。
螺丝未打紧大于1圈小于3圈,只 有1颗。
MI
漏贴贴纸、贴错贴纸、破损起泡 、与美术资料不符、
MA
贴纸未平贴或者贴歪小于15度
MI
整机有脏污,但可擦干净,数量 少。
MI
走线错误、排线未打胶、打胶位
置不对、胶量不合理、元器件排 列不规范,碰脚、机内漏打螺丝
MA MA
防火材料。提供相关的试验报告
外观良好、丝印清晰,有规定相 关安全认证标识。
4.适配器
通电状况良好,输出电压、电流
符合要求并能带动机器工作,
MA
耐压、绝缘阻抗测试,提供相关 的测试报告.
文件名称 文件编号
小音箱可靠性试验方法及标准判定
版本号
页码
7/11
试验项目 1.高温负荷试验
试验条件
数量
判定方法
a.温度:45℃±2℃,湿 度:60%±2%; b.时间:2小时关机,8小 时开机工作;无包装; c.额定电压±10%
3台
回到正常状态后,样机连续工作无 任何质量异常。
2.低温负荷试验
a.温度:2±2℃,湿度: 干燥条件; b.时间:2小时关机,5小 时开机工作,无包装; c.额定电压±10%
按键与面板结合严重松动或者卡 死键,行程过短或过长与其它按 键手感不一致。 按键失灵、损坏、过松、过紧、 MA 明显变形、手感不好、有机械磨 擦声;控制按钮脱落、旋转扭旋 转不顺畅。
按规定接通产品要求的电压和频 率,打开电源开关,不可出现死机 、内部冒烟、开关机不可有冲击声 MA 、杂音等,产品有特殊要求按要求 检查:如延迟时间、记忆功能等。
音箱可靠性测试要求,以及品质控制
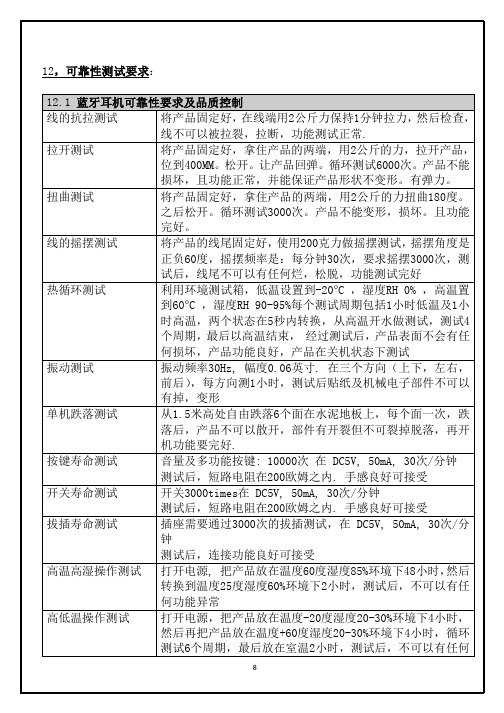
8
低温存储测试 高温存储测试
功能异常 关闭电源, 把产品放在温度-20度环境下24小时, 最后放在室 温2小时,测试后,不可以有任何功能异常 关闭电源, 把产品放在温度+60度环境下24小时, 最后放在室 温2小时,测试后,不可以有任何功能异常
12.2 蓝牙音响喷油及丝印要求 百格测试 在产品表面10*10mm范围,用刀切成1mm平方的小格子,用至 少25.4mm长的 3M 600型号胶粘贴在百格上面, 压紧, 然后用 135度及45度角度拉胶纸,拉下的时间在1秒内快速拉下, 同一胶件,应选择3-4个点做测试,拉下后,丝印面积需要保 持85%以上面积完好才合格 纸带摩擦测试 使用标准的测试仪器及 #7976 测试带, 测试环境湿度不超过 50%,喷油必须通过15周期 175克力的测试,测试后,表面不 应该有损坏及漏底。 化学测试 用90%的酒精滴在产品表面等2分钟,用白布抹去酒精,表面 不应该有任何掉色。 环境测试 存储测试样品在70度 90%的湿度下72小时表面不应该有任何 掉色或变化 盐雾测试 用5% 盐水,喷雾测试48小时,然后把样品放在室温1小时, 不需要清洁盐水,然后自然风干,查看表面部应该有生锈及 变色 13,安全性要求: 13.1, 产品的电池必须要有基本的安全测试认证报告:UN38.3, 如客户有需要, 需要提供客户的有关电池的安全测试报告, 供应商需要在来料检验时 提交有效的测试报告,这点在电池选料时做要求. 13.2, 在电路设计上,严格按照安全设计要求做, 1.1, 聚合物电池容量小于150mAh的, a, 输入部分串2.2欧姆电阻 b, 如果PCB 够大,再加上LDO电路(LDO电压值DC1.8V,普通封装) 1.2, 聚合物电池容量大于150mAh的, a, 输入部分接二极管保护 b, 如果PCB 够大,再加上LDO电路(LDO电压值DC1.8V,普通封装) 1.3, 对于电容式电池的产品,除了采用1.1 或 1.2的设计外,还要注意: a, 电池引脚加胶水覆盖,防止短路,供应商做好,开发打样机承认时注意 b, 取消滤波电容,防止电容被击穿短路发热 1.4, 头戴连接线及内部多股转接线换用内绝缘线,防止线互相短路导致发热 1.5, 取消Mic USB接副耳机功能
音箱检测标准
5台 功能正常、内部结构无变化、外面
100台 变化客户接受、产品表面温升不可 高于60℃。
批量性
a.温度:40℃±2℃,湿
7.恒定湿热检查
度:93%,无包装样机; b.时间:不通电48小时, 回复常温条件24小时后通
3台
回到常温后,样品能连续正常工作 且无任何质时异常。
电检查。适用木箱试产机
文件名称 文件编号
5台 外观,功能均正常
3台
包装、卡通无受损,主要部件无受 损,其它功能正常。
11.顷斜跌落试验
角度18°至20°,冲击力 2.0至2.8kg.
1台 各部件不能分离。
碰撞高度:30cm,
12.机械碰撞试验
测试基础:在混凝土地 面,每次四底面,工作状
态。
a.温度:20℃±1℃,湿
度60%±2%;
13.扬声器(系统) b.在额定功率范围内给扬
MA
率来提高音箱的响度。
音箱输出的声功率与输入的电功
率之比(即声—电转换的百分
MA
比)
线材外面无破损、标识清晰、材
质与样品一致、连接后检查有无
1.连接线材
INT、不通等现象,接线座无氧 化、无变形,弯折试验后无断残
MA
裂、弯折、功能正常,长度,颜
色、横截面与要求一致。
未按客人指定的语言文字或者内
2. 说明书、外包
高有效放声频率(50~ 16K)HZ或者(40~
MA
20K)HZ
音箱声压和相位与频率
7.频率响应
的相应关系,分贝值越 MA
小越好,说明失真越小
指向频率特性好的音箱就
8.指向频率特性
像日光灯,光线能够均匀 的散布到室内每一个角
音箱可靠性测试规范
HARMAN INTERNATIONALRELIABILITY TEST PLANforAUTOMOTIVE AUDIO SPEAKERharman consumer groupCentral Quality GroupRelease Date: 2/1/98 Revision Level: KRevision Level Date: 03/31/051.0 PurposeThe purpose of this test plan is to describe the environmental and functional performancerequirements to which the speaker will undergo in order to be validated. The intent of thevalidation program is to expose the speaker to an accelerated aging process.2.0 Test PlanThis test plan details the type of tests and the number of units required for each. The sample size outlined below may change depending on Reliability Target.2.1 Test ImplementationThe full qualification test program consists of the groups listed below. This is a parallel test sequence such that each group is run independently. This test plan must be performed on at least one member of a “Product Family”. The most complex or highest power model should be chosen.Full Qualification Test SequenceGroupQuantityDV PVTest Name Spec. Sect.No.Functional TestRequirementsA 2 6Life Cycle 5.1 4.4 and 4.5B 2 6Power Test 5.4 4.4 and 4.5UV Exposure Test 5.8Impact Test 5.5C 2 6Humidity Test 5.3 4.4 and 4.5Random Vibration Test 5.6 4.4 and 4.5D 2* 6 Packaging Test (ASTM) 5.7 4.4 and 4.5For Packages up to 150 lbs (ASTM4169)Handling (Drop), First Sequence 5.7.1 4.4 and 4.5Compression Test (Vehicle StackingAssurance Level II)5.7.2 4.4 and 4.5Loose Load Vibration 5.7.3 4.4 and 4.5Vehicle Vibration 5.7.4 4.4 and 4.5Handling (Drop), Second Sequence 5.7.5 4.4 and 4.5Temperature Test 5.2 4.4 and 4.5(1) For Master Pack Shipping Option (ifavailable)5.7.9Humidity Storage Test 5.7.9.1Loose Load Vibration 5.7.3VehicleVibration 5.7.4* If packaging is available.Note 1: Unless otherwise specified, all units shall be tested in the orientation that unit will be mounted in the car.Note 2: The performance limits of the units under test will be specified in the HCG approved Engineering Test Specification (ETS) [see Section 6].2.2 Abbreviated QualificationThe abbreviated test program consists of the groups listed below. This is a parallel test sequence such that each group is run independently. These tests must be performed on all members of a “Product Family” not subjected to the Full Qualification found in section 2.1.Abbreviated Qualification Test ScheduleGroupDV PV Test Name Spec. Sect.No.Functional TestRequirementsA 2 6Life Cycle 5.1 4.4 and 4.5B 2 6Power Test 5.4 4.4 and 4.5Handling Drop Test 5.5C 2* 6Packaging Test (ASTM) 5.7 4.4 and 4.5For Packages up to 150 lbs (ASTM4169)Handling (Drop), First Sequence 5.7.1 4.4 and 4.5Compression Test (Vehicle StackingAssurance Level II)5.7.2 4.4 and 4.5Loose Load Vibration 5.7.3 4.4 and 4.5Vehicle Vibration 5.7.4 4.4 and 4.5Handling (Drop), Second Sequence 5.7.5 4.4 and 4.5* If packaging is available.Note 1: Unless otherwise specified, all units shall be tested in the normal car mounting orientation.Note 2: The performance limits of the UUT will be specified in the Engineering Test Specification.3.0 Standard Test Conditions3.0.1 Signal SourceUnless otherwise specified, all tests shall be conducted with the Audio SignalGenerator/Amplifier output configured to be balanced, less than or equal to 50-ohm source impedance, and floating. The signal source GND shall be connected to the speaker PWRGND at the speaker.3.0.2 PositionUnless otherwise specified, the speaker shall meet all requirements in the “normal mounting position”. It is defined on the Product Specification as to the horizontal or vertical position of the mounting surface.3.0.3 Room TemperatureUnless otherwise specified, all measurements shall be made at room temperature. Roomtemperature is specified as 23o C +/-3o C.3.0.4 Frequency RangeThe frequency range is specified from the -3dB point at the upper and lower operating range of the driver. This range and the limits with in that range shall specified on the ProductSpecification.3.0.5 NoiseThe products are divided into three groups, full range (multi-element), mid-bass, and sub-woofer. The type of product shall be specified on the Product Specification.Full Range will use track 13 on the Car Audio Test Disc Version 2.0: IEC noise with acrest factor of 9dB.Mid-bass will use track 14 on the Car Audio Test Disc Version 2.0: a decade of pinknoise, 50 to 500Hz (-3dB points) 12dB slopes, with a crest factor of 9dB.Sub-woofer will use track 15 on the Car Audio Test Disc Version 2.0: a decade of pinknoise, 30 to 300Hz (-3dB points), 12dB slopes, with a crest factor of 9dB.3.0.6 Music SignalThe products are divided into two groups: 1) full range (multi-element) and mid-bass, 2) sub-woofer. The type of product shall be specified on the Product Specification.Full Range and Mid-bass – track 16 on the Car Audio Test Disc Version 2.0: “Beat It”by Michael JacksonSub-woofer – track 17 on the Car Audio Test Disc Version 2.0: “Crime Stories” by MCHammer4.0 Functional RequirementsFunctional requirements are to be tested in accordance with an HCG approved product engineering specification (ETS).4.0.1 PolarizationWith the driver face down and the terminal facing toward you the Product Specification shall identify the positive terminal, which shall be labeled Pin 1 or “+”. When a positive potential is applied to the positive terminal, the cone shall move outward from the basket producingpositive pressure.Ref. IEC 268-24.0.2 DC ResistanceEnsure that the test lead resistance is factored out of this measurement. Connect the test leads to the speaker and measure the resistance in ohms with an averaging ohmmeter to ensure that ambient noise levels do not produce an EMF at the meter yielding false resistance readings.The DCR shall be within the limits specified on the Product Specification.4.0.3 ImpedanceRigidly suspend the speaker from the motor structure in free air at least 50 cm from thenearest reflecting surface. Mounting means must be minimal in bulk such that the airmovement during testing is substantially unrestricted.Measure the deviation from the Reference Sample Speaker impedance at each of the definedfrequencies. The deviation at all frequencies shall be within the limits specified on the Product Specification.4.0.4 Frequency ResponseApply a stepped sine wave sweep or a Canetics signal over the specified frequency range,using the specified frequency spacing, with the specified bandwidth smoothing per theProduct Specification, and analyze the microphone output. Calibrate the measurement system to display the 1 Watt 1 Meter equivalent sensitivity based on Z nom as specified on the Product Specification. Display the SPL and the Frequency in ISO standard 25dB/decade aspect ratio.The resultant graph of amplitude vs. frequency is defined as the frequency response. Measure the deviation from the Reference Sample Speaker sound pressure level at each of the definedfrequency bands. The deviation at all frequencies shall be within the limits specified on theProduct Specification.To verify that no damage has occurred to the Reference Sample Speaker and that the testequipment is functioning properly, the first process shall be to test the Reference SampleSpeaker against the stored data from the previous production runs. If there is a change of more than one standard deviation at any frequency, both the Reference Sample Speaker and testequipment shall be re-calibrated.4.0.5 Extraneous NoiseThe speaker assembly shall not produce extraneous noise when a dynamic test is performed.The following types of deficiencies are some typical causes of extraneous noise:Buzz: Any noise produced by a looseness of components vibrating against othercomponents.Rub: Any noise produced by the voice coil sliding or rubbing against other components.Bottoming: The noise produced by the contact of the moving system with the speakerstructure.Rattle: The random noise produced by an object trapped within the speaker strikingmoving components or any intermittent noise caused by loose electrical connections orcontrols.Frozen Coil: Absence of free excursion caused by adhesive in the magnetic gap or anoffset (loose) component of magnetic circuit.Air Noise: The noise produced by high velocity airflow through a small leak.5.0 Qualification TestingThe reliability target for all car speaker products is zero defects at 50,000 miles operation.Successful completion of the test is intended to demonstrate 90% reliability with 90% confidence.5.1 Life CycleEach speaker shall withstand 5 cycles (totaling 215 hours) of the environmental conditionsoutlined below. The speakers should be checked once a day on a regular basis. A full functional test should be performed on all units at the end of the second and fifth cycles.5.1.1 Life Cycle CalibrationThe supplied Car Audio Test Disc Version 2.0 facilitates accurate test level calibration and testing consistency by incorporating sine wave test tones (first three tracks) that are calibrated to the music tracks specified for testing.Using the RMS number from the Product Specification under the “Life Cycle” column, the level will be calibrated with the appropriate test tone (track 1 for subwoofers, track 2 for mid-bass, and track 3 for multi-element full range). Then skip to track 16 “Beat It” for full range and mid-bass or track 17 “Crime Stories” for subwoofer and repeat for the specified duration.The level of the music signal is already calibrated to the test tone.A. Over a 30-minute period, raise the temperature to 40°C with a relative humidity of 95%.B. Stabilize the temperature at 40°C with a relative humidity of 95% for 16 hours. After 6 ½hours, apply the designated music signal at 1/8th the specified RMS voltage (section3.0.6). At the end of the 16-hour period, remove the signal.C. Over a 30-minute period, raise the temperature to 90°C with a relative humidity of <20%.D. Stabilize the temperature at 90°C with a relative humidity of 20% for 8 hours. After 3hours, apply the designated music signal at 1/8th the specified RMS voltage. At the end of the 8-hour period, remove the signal.E. Over a 30-minute period, lower the temperature to 25°C.F. Stabilize the temperature at 25°C for 2 hours.G. Over a 30-minute period, lower the temperature to -35°C.H. Stabilize the temperature at -35°C for 5 hours. After 2 hours, apply the designated musicsignal at 1/8th the specified RMS voltage. At the end of the 5-hour period, remove the signal.I. Over a 1-hour period, raise the temperature to 90°C.J. Stabilize the temperature at 90°C for 5 hours. After 2 hours, apply the designated music signal at 1/8th the specified RMS voltage. At the end of the 5-hour period, remove the signal.K. Over a 30-minute period, lower the temperature to 25°C.L. Stabilize the temperature at 25°C for 3.5 hours.M. This is the end of one cycle.(See graph on next page)5.2 Temperature (Non-Operational) TestEach speaker shall withstand 24 hours of exposure to -35o C and 24 hours to 90o C inside theenvironmental chamber. The test duration should be 24 hours at each temperature with aminimum of 4 hours between temperature conditions. Let the speakers cool down to a normal room temperature before any post-test evaluation is performed. The speaker should be tested at the end of each 24-hour period.Ref. Chrysler PF 9506 2.2.2.5 Temperature Test5.3 Humidity (Non-Operational) TestEach speaker shall withstand exposure to 40o C at 95% relative humidity for 16 hours, then 90o C at 20% relative humidity for 8 hours with 15 minutes ramp between the two temperature and humidity conditions. This is considered one cycle. The total test is 5 cycles long totaling 122 hours. Leave the speakers for a minimum of 4 hours at room temperature before any post-test evaluation is performed.Ref. Chrysler PF 9506 2.2.2.1 Damp/Dry Cycling5.4 Operating Power (Noise) TestEach speaker shall withstand 100 hours of application of noise signal specified in section 3.0.5.The noise signal should be calibrated to 100% of the RMS voltage rating as specified on the Product Specification. Leave the speakers for a minimum of 4 hours at room temperature before any post-test evaluation is performed.5.4.1 Power Test Calibration ProcedureThe supplied Car Audio Test Disc Version 2.0facilitates accurate test level calibration andtesting consistency by incorporating sine wave test tones (first three tracks) that are calibrated to the noise tracks specified for testing.Using the RMS number from the Product Specification under the “Power Test” column, the level will be calibrated as follows:Subwoofer – use track 1: 50 Hz 0 dBMid-bass – use track 2: 100 Hz 0 dBFull range (multi-element) – use track 3: 1 kHz 0 dBThen skip to the appropriate noise track (Subwoofer – track 15, Mid-bass – track 14, Fullrange – track 13) and repeat for the designated 100-hour duration of speaker testing. Thelevel of the test signal is already calibrated to the test tone.NOTE: The amplifier used in the test set-up must be capable of slightly higher PEAKvoltage than the level required for testing. An oscilloscope will be used to verify theabsence of a clipped output signal (which could cause damage to the transducer andpremature failure).5.5 Impact (Non-operational) TestEach speaker (without the packaging) shall withstand one (1) drop from a height of 1 meter onto a concrete base. Each speaker shall be dropped once for each side. A total of 6 units are needed to cover all six (6) sides.Each speaker shall be visually inspected for any loose or broken parts and components. Results of the test should be treated for information purposes only and not part of the acceptancecriteria.5.6 Random Vibration (Non-operational) TestEach unit shall withstand 2 hours per axis of the Random Vibration outlined below: Z – AxisBreakpoint (Hz) Magnitude (G2/Hz)0.005550.059100.035602000.00070.000041000Total Spectral Content = 1.8 GrmsY-AxisBreakpoint (Hz) Magnitude (G2/Hz)0.009250.07680.076120.00031000Total Spectral Content = 1.685 GrmsX-AxisBreakpoint (Hz) Magnitude (G2/Hz)0.00545100.05120.00271900.000233700.000231000Total Spectral Content = 1.4 GrmsPost TestTest units shall be visually inspected for any loose or broken parts and components, followed by functional testing.Ref. Chrysler PF 9825 2.3.2.1 Vibration5.7 Packaging Test (ASTM)5.7.1 Schedule A–Manual Handling, First SequenceFor purposes of this procedure, the bottom of a small parcel is the surface on which the parcel rests in its most stable orientation. Recommended drop heights, the number of drops, thesequence of drops, and the shipping unit orientation at impact are as follows:Shipping Weight, lb (kg) Drop Height, in. (mm)0 to 20 (0 to 9.1) 24 (610)20 to 40 (9.1 to 18.1) 21 (533)40 to 60 (18.1 to 27.2) 18 (457)60 to 80 (27.2 to 36.3) 15 (381)80 to 100 (36.3 to 45.4) 12 (305)100 to 200 (45.4 to 90.7) 10 (254)Number ofImpacts AtSpecified Height Impact Orientation –First Sequence of Distribution CycletopOneTwo adjacent bottom edgesTwo diagonally opposite bottom cornersbottomOneRef: ASTM D 4169 – 99Post TestThe units should be checked for functional performance and external appearance after the test.No impaired function or concealed damage is permitted. End pads may be cracked with no separation. Cartons should have no tearing or de-bonding of the seam edge.5.7.2Compression Test: Vehicle Stacking Assurance Level IISchedule B – Warehouse Stacking and Vehicle StackingThis test is intended to determine the ability of the shipping unit to withstand thecompressive loads that occur during warehouse storage or vehicle transport. Theformula calculates the compressive load over the largest footprint of the package usinga shipping density factor. A safety factor is used to take into effect time in storage,stacking pattern, variables in container strength and atmospheric conditions(temperature, humidity). The test is to be conducted by loading the shipping unit to thecomputed load value, as calculated below. The compressive load is to be uniformlydistributed about its largest footprint. Remove the load within 3 seconds after reachingthe specified value.Formula:L = Mf*J*((l*w*h)/K)*((H-h)/h)*FL = Minimum Required Test Load=lb or NMf = Shipping Cargo Density factor = 10.0 lb/ft3 or 160 kg/m3J = conversion factor = 1 lbf/lb or 9.8 N/kgl = length of shipping unit = in or mw = width of shipping unit = in or mh = height of shipping unit = in or mK = conversion factor = 1728 in3/ft3 or 1 m3/m3H = maximum stack height = 108.0 in or 2.7mF = factor to account for individual factors described above = 7Acceptance Criteria:1. No visible damage2. Product intact internally3. Packaging components able to provide further protection4. Compression test cannot cause the outer shipping container to crease, split or tear at the joint.Test Conditioning: 73.4o F (+/-2o F) [23o C (+/-1o C)] and 50% (+/-2%) relative humidity in accordance with practice D 4332.Ref: ASTM D 41695.7.3 Loose Load Vibration Method A1—Repetitive Shock TestPlace the test specimen on the test machine platform in its normal shipping orientation. Attach restraining devices to the platform to prevent the specimen from moving horizontally off the platform and to prevent excessive rocking without restricting the vertical movement. Adjust the restraining devices to permit free movement of the specimen of approximately 10 mm (0.4 in.) in any horizontal direction from its center position. Start the vibration of the platform at a frequency of about 2 Hz and steadily increase the frequency until some portion of the test specimen repeatedly leaves the test surface. To ensure that the test specimen receives acontinuing series of repetitive shocks, a shim with a 1.6 mm (1 /16 -in.) thickness and a width of 50 mm (2.0 in.) shall be used to determine when the test specimen is leaving the testplatform. The shim should be inserted under the package a minimum of 100 mm (4.0 in.) and moved intermittently along one entire length of the package.Continue the test at this frequency for a period of 1 hour. The test may be stoppedmomentarily to inspect for damage.If the container might possibly be transported in any other orientations, test at least onecontainer in each possible orientation for the full-specified test duration.Inspect the container and its contents and record any damage or deterioration resulting from the test.Ref: ASTM D 4169 – 99, ASTM D 999 – 965.7.4 Schedule E-Vehicle VibrationPerform the test for each possible shipping orientation. Recommended intensities anddurations for the random tests are given below.Random Test:The following power spectral densities (as defined by their mode of transport, frequency and amplitude breakpoints) and test durations are recommended:Air: Assurance Level IFrequency, Hz Power Spectral Density Level, g 2 /Hz0.000420.02120.021000.00002300Overall, g rms 1.49Duration, min B180B For vehicle vibration tests in multiple shipping unit orientations, the total duration should bedistributed evenly between the orientations tested.Ref: ASTM D 4169 - 995.7.5 Schedule A–Manual Handling, Second SequenceFor purposes of this procedure, the bottom of a small parcel is the surface on which the parcel rests in its most stable orientation. Recommended drop heights, the number of drops, the sequence of drops, and the shipping unit orientation at impact are as follows:Shipping Weight, lb. (kg) Drop Height, in. (mm)0 to 20 (0 to 9.1) 24 (610)20 to 40 (9.1 to 18.1) 21 (533)40 to 60 (18.1 to 27.2) 18 (457)60 to 80 (27.2 to 36.3) 15 (381)80 to 100 (36.3 to 45.4) 12 (305)100 to 200 (45.4 to 90.7) 10 (254)Number ofImpacts AtSpecified Height Impact Orientation –Second Sequence of Distribution CycleOne vertical edgeTwo adjacent side facesTwo one top corner and one adjacent top edgeOne the drop should be in the impact orientation most likely for adrop to occur, usually the largest face or the bottom. Fordistribution cycles where any drop orientation is possible (i.e.,small parcel environment), this drop should be in the mostcritical or damage–prone orientation.Ref: ASTM D 4169 – 99Post TestThe units should be checked for functional performance and external appearance after the test.No impaired function or concealed damage is permitted. End pads may be cracked with no separation. Cartons should have no tearing or de-bonding of the seam edge.5.7.9 Master Pack Shipping Option (if available)This test is intended to determine the ability of the individual beauty boxes in a mastershipping carton to withstand the potentially abrasive environment that could occur during vehicle transport following warehouse storage. A master pack is considered to be at least six units in a larger carton. If the product master pack is less than this number, then additional master packs will be tested until the six individual unit requirement is met.The test samples will be repacked in previously untested beauty boxes free of any visibledefects before being packed in the master pack for this test. Samples will complete theHumidity Storage test in the master carton.5.7.9.1 Humidity Storage TestThe units shall be exposed to the following conditions:ConditionTemperature 40° C (+/-2° C)-2%/+3%Humidity 93%Exposure Time 48 hoursStabilization Time AfterMinimum of 8 hoursTest*Unit Configuration With Packaging*Stabilization Time is referred to as the elapsed time the unit has been out of theenvironmental chamber and allowed to reach ambient temperature and humidityconditions before continuing into the next test.The master pack will complete the Loose Load Vibration test (5.7.3). This will be followed by the Vehicle Vibration test (5.7.4).Post TestAfter the test the individual unit beauty boxes must be checked for appearance. No visiblesurface abrasion or carton degradation is permitted.5.8 Ultraviolet (UV) Exposure TestEach speaker should be place inside the UV test chamber and withstand 20 cycles of UVexposure test outlined below. The type of UV lamp should be 40 watts UV-C lamp as shown: Test Set Up:Environmental conditions as follows:Temperature is 90° C constant.Over a 30-minute period, raise the humidity from ambient to 90%.Maintain at this level for 2 hours.At the end of 2 hours, discontinue the humidity (allow to return to ambient).Continue at 90° C constant for 5 hours 30 minutes.This is one cycle (eight hours). Total test duration is 20 cycles.UV Test Environmental Profile:Int 1Post TestTest units shall be visually inspected for any degradation in parts and components, followed by functional testing. Cone and surround material should not become brittle or crack and there should be no de-bonding cone-to-dust cap or cone-to-surround. Some discoloration or fading is expected.6.0 PRODUCT SPECIFICATIONTEST PARAMETER SECTIONPosition 3.2 Hor/VertFrequency Range 3.4 Range +dB -dBNoise 3.5 Product Type RMSLevelPolarization 4.1 Lt/RtDC Resistance 4.2 Min Max NomOhmsMaxMinImpedance 4.3RangeOhmsOhms Frequency Response 4.4 Range +dB -dB。
智能音箱整机测试规范

一、目的:
通过对智能音箱批次的检验保证获得满足要求的产品。
二、范围:
适用于智能音箱产品的检验
三、内容:
抽样方案:依据GB2828,IL=II,AQL CR=0、Maj.=0.65、Min.=1.5
缺陷定义:
CR(Critical):致命缺陷,对产品使用、维修或有关人员会造成危害或不安全的缺陷,抵触安全规格要求的,或妨碍到某些主要的功能的缺陷;
MAJ(Major):不构成致命缺陷的,但可能造成故障,或对单位产品预定的目的使用性能会有严重的降低的缺陷;
MIN(Minor):不构成致命缺陷或严重缺陷,只对产品的有效使用或使用性能有轻微的影响的。
检验项目及标准:
3.1区域定义:
A面:音箱正面与上面
B面:音箱侧面与背面
C面:音箱底面
3.2检验环境要求:
相对温度:25℃±10℃
相对湿度:45%~85%
光照条件:在正常灯光照射下,光源300~500Lux,距物品1米以上
视距:眼睛与物品距离40~50cm
视角:水平垂直±45°
目视时间:物品之每一面注视3~5秒
听音检查:距离整机30CM
3.5 功能检验
四、可靠性试验:
五.引用文件无
六.记录表单无
七.附录
无。
音响可靠试验
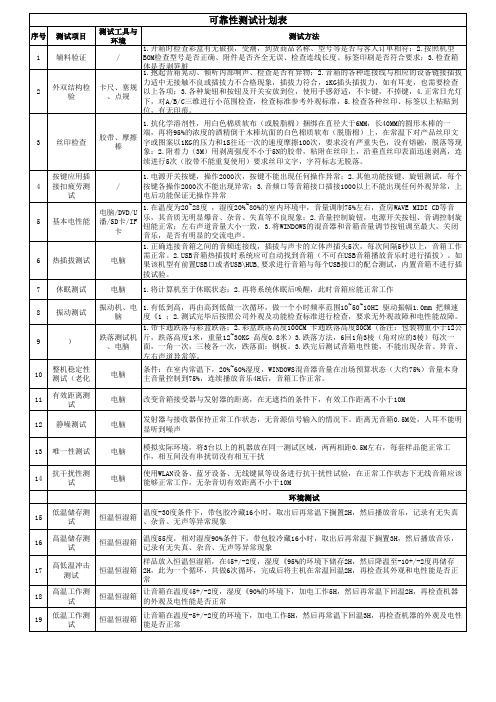
17 18 19
样品放入恒温恒湿箱,在45+/-2度,湿度《95%的环境下储存2H,然后降温至-10+/-2度再储存 恒温恒湿箱 2H,此为一个循环,共做6次循环,完成后将主机在常温回温2H,再检查其外观和电性能是否正 常 恒温恒湿箱 恒温恒湿箱 让音箱在温度45+/-2度,湿度《90%的环境下,加电工作5H,然后再常温下回温2H,再检查机器 的外观及电性能是否正常 让音箱在温度-5+/-2度的环境下,加电工作5H,然后再常温下回温3H,再检查机器的外观及电性 能是否正常
2
3
丝印检查
4
按键应用插 接扣疲劳测 试 基本电性能
5
6
热插拔测试
1.在温度为20~28度 ,湿度20%~80%的室内环境中,音量调制75%左右,查房WAVE MIDI CD等音 电脑/DVD/U 乐,其音质无明显爆音、杂音、失真等不良现象;2.音量控制旋钮,电源开关按钮、音调控制旋 潘/SD卡/IF 钮能正常;左右声道音量大小一致,3.将WINDOWS的混音器和音箱音量调节按钮调至最大,关闭 卡 音乐,是否有明显的交流电声。 1.正确连接音箱之间的音频连接线,插拔与声卡的立体声插头5次,每次间隔5秒以上,音箱工作 需正常。B音箱热插拔时系统应可自动找到音箱(不可在USB音箱播放音乐时进行插拔)。如 电脑 果该机型有前置USB口或者USB\HUB,要求进行音箱与每个USB接口的配合测试,内置音箱不进行插 拔试验。 电脑 1.将计算机至于休眠状态;2.再将系统休眠后唤醒,此时音箱应能正常工作
7 8
休眠测试 振动测试
振动机、电 1.有低到高,再由高到低做一次循环,做一个小时频率范围10~50~10HZ 驱动振幅1.0mm 把频速 脑 度《1 ;2.测试完毕后按照公司外观及功能检查标准进行检查,要求无外观故障和电性能故障。 1.带卡通跌落与彩盒跌落;2.彩盒跌落高度100CM 卡通跌落高度80CM (备注:包装物重小于12公 跌落测试机 斤,跌落高度1米,重量12~30KG 高度0.8米)3.跌落方法,6回1角3棱(角对应的3棱)每次一 、电脑 面,一角一次,三棱各一次,跌落面:钢板。3.跌完后测试音箱电性能,不能出现杂音、异音、 左右声道异常等。 电脑 电脑 电脑 条件:在室内常温下,20%~60%湿度,WINDOWS混音器音量在出场预算状态(大约75%)音量本身 主音量控制到75%,连续播放音乐4H后,音箱工作正常。 改变音箱接受器与发射器的距离,在无遮挡的条件下,有效工作距离不小于10M 发射器与接收器保持正常工作状态,无音源信号输入的情况下。距离无音箱0.5M处,人耳不能明 显听到噪声 模拟实际环境,将3台以上的机器放在同一测试区域,两两相距0.5M左右,每套样品能正常工 作,相互间没有串扰切没有相互干扰 使用WLAN设备、蓝牙设备、无线键鼠等设备进行抗干扰性试验,在正常工作状态下无线音箱应该 能够正常工作,无杂音切有效距离不小于10M 环境测试
电子公司扬声器可靠性试验规范+可靠性试验规范
1. 目的:明确制订扬声器及耳机受话器产品的可靠性、安全性及其它特殊要求试验项目,以使大家有章可循,并做为产品开发、量产抽测依据。
5.6.3抽测数量依各项试验作业办法办理。
5.6.3如已排定之机种遇有订单取消或生产排程延后时则予顺延或取消。
5.6.4试验品依报废作业办法处理。
6 各项试验作业办法电声产品(扬声器及耳机受话器)可靠性测试要求:每项可靠性试验完成,恢复至试验前的条件,在有效频率范围内,频率响应曲线相处于规定的容差范围内。
进行每项可靠性测试以后,纯音检听不出现嗡嗡声、咔嗒声、寄生噪声。
6.1 基础实验6.1.2 低温存储试验试验对象扬声器、受话器及模组室温-20°C 1 to 10 °C/Min 96H 2H振动试验4. 试验完毕后,恢复 2H ,进行各项指标检测(外观及性能)8长周期最大功率试验试验10次1分钟开 2分钟关6.1. 9 跌落试验试验对象 扬声器、受话器 试验目的 产品抗冲击性试验测试定义. 1.5 米试验高度、 40 次跌落 .试验品装入 100 克跌落工装参考标准 IEC 60068-2-32 Basic environmental testing procedures Part :Test-TestEd:Free fall测试要求.样品数量: 20PCS.工装:扬声器 /受话器跌落工装( 100g ) .测试仪器:电声测试仪、扫频仪 .跌落工作台(大理石台面)试验步骤1.取20PCS 产品(无外观、电气不良),并记录电气参数 (FR/SPL/f0 等)2.将产品装入跌落工装3.将产品在大理石面上进行跌落(按如下图示要求)4. 试验完毕后,恢复 2H ,进行各项指标检测(外观及性能)落地方向(10 6 边+12 棱+8 角)79 7 5落地次数 2X6 边 +1X12 棱+2X8 角 =40 次落地6.1. 10 盐雾测试试验对象 扬声器、受话器、零件及模组 试验目的单体及其零件抗腐蚀能力试验1.边13126113.边4.边5.边2.边6.2.2 低温寿命测试500H1 to 10 ° C/Min6.2.3 弹片疲劳实验6.2.4 耐硝酸实验的硝酸;2.6 烤箱中干燥1 小时后,冷却至室温;2.7 把冷却后的样品放到显微镜下观察斑点大小(不允许碰伤簧片区域);附件1:附着力测试结果评定测试结果附着力结果改善动作0OK PASS-1有任何一片或多片镀金层脱落FAIL电镀质量不能接受。
音箱测试标准
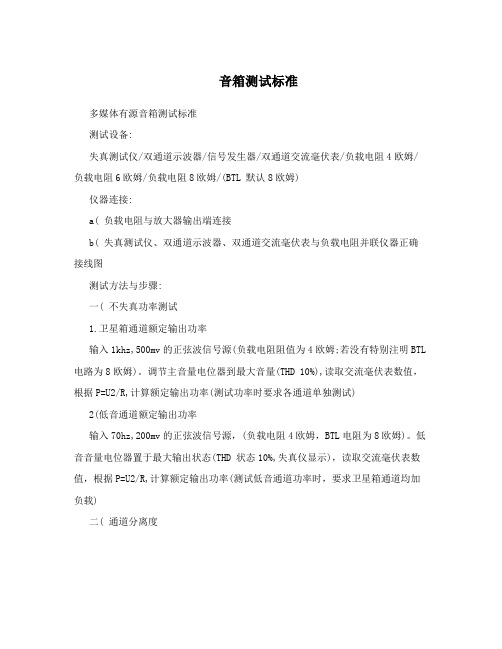
音箱测试标准多媒体有源音箱测试标准测试设备:失真测试仪/双通道示波器/信号发生器/双通道交流毫伏表/负载电阻4欧姆/负载电阻6欧姆/负载电阻8欧姆/(BTL 默认8欧姆)仪器连接:a( 负载电阻与放大器输出端连接b( 失真测试仪、双通道示波器、双通道交流毫伏表与负载电阻并联仪器正确接线图测试方法与步骤:一( 不失真功率测试1.卫星箱通道额定输出功率输入1khz,500mv的正弦波信号源(负载电阻阻值为4欧姆;若没有特别注明BTL 电路为8欧姆)。
调节主音量电位器到最大音量(THD 10%),读取交流毫伏表数值,根据P=U2/R,计算额定输出功率(测试功率时要求各通道单独测试) 2(低音通道额定输出功率输入70hz,200mv的正弦波信号源,(负载电阻4欧姆,BTL电阻为8欧姆)。
低音音量电位器置于最大输出状态(THD 状态10%,失真仪显示),读取交流毫伏表数值,根据P=U2/R,计算额定输出功率(测试低音通道功率时,要求卫星箱通道均加负载)二( 通道分离度输入1khz,500mv的正弦波信号源,调节主音量电位器到使输出功率为1W(4欧姆负载为2V,8欧姆负载为2.828V,6欧姆负载时为2.45V)的情况下,取下另一通道信号源,从双针毫伏表上读取左右通道数据,R/L声道相差>=37db。
三( 通道平衡度(卫星箱通道平衡度)输入1khz,500mv的正弦波信号源,调节主音量,同时观察双通道交流毫伏表上的db值,L/R声道在任何输出点上相差应<=1db四谐波失真度1.卫星箱通道总谐波失真度a.输入1khz,500mv的正弦波信号源,调节主音量电位器到使输出功率为1W(4欧姆负载为2.0V,8欧姆负载为2.828V,6欧姆负载时为2.45V)的情况下,选择失真测试仪器的适当量程。
b.从失真仪上观察失真度,如没有特别说明,要求测试结果失真度<=1%2.低音箱通道总谐波失真度a.输入70,200mv的正弦波信号源,调节主音量电位器到使输出功率为额定功率的1/5的情况下,选择失真仪适当量程。
音箱检测标准要点

噪声功率试验
声器以规定的粉红色信
号,额定电压连续工作
100小时。
用“3M810”胶纸(特别
要求除外),胶纸贴在测
14.耐剥落试验 试面并确信已贴服,长度
约为10cm,约45°快速撒
起,同一位置测试三次。
a.用指定的器皿给测试面滴
2滴酒精(浓度﹥95%,乙
15.耐酒精(醇)试 验
醇); b.500g铁锤(指定用),棉 布垫裹锤底(2mm厚);
外露螺丝打花,不外露螺丝打花
且取不出,滑牙、漏打、错打、 MA
断裂、生锈等。
螺丝未打紧大于1圈小于3圈,只 有1颗。
MI
漏贴贴纸、贴错贴纸、破损起泡 、与美术资料不符、
MA
贴纸未平贴或者贴歪小于15度
MI
整机有脏污,但可擦干净,数量 少。
MI
走线错误、排线未打胶、打胶位
置不对、胶量不合理、元器件排 列不规范,碰脚、机内漏打螺丝
c.酒精滴后15秒,5-10cm距
离来回磨25次每秒3cm.
高有效放声频率(50~ 16K)HZ或者(40~
MA
20K)HZ
音箱声压和相位与频率
7.频率响应
的相应关系,分贝值越 MA
小越好,说明失真越小
指向频率特性好的音箱就
8.指向频率特性
像日光灯,光线能够均匀 的散布到室内每一个角
MA
落,反之,则像手电筒。
指音箱输出最大功率的
9.最大输出声压级 第6至13项性能指标因与 研发时采用的方案有 关,所以各项指标的具 体参数均以研发提供的 规格资料为准;在检验
MA
率来提高音箱的响度。
音箱输出的声功率与输入的电功
率之比(即声—电转换的百分
音响成品检验规范
文件制修订记录
1. 目的:
作为品管生产人员,检验与判定之标准和依据,以致使生产之产品符合客户之品质要求。
2. 范围:
本厂生产之各机种音响产品。
3. 参考资料:
N/A
4. 定义:
4.1 Critical:重大缺点. 产品对人身安全有重要影响缺点。
4.2 Major: 主缺点. 列为批退之依据, 是可能引起产品功能失效或降低产品使用性的缺点, 这样一些缺点会被客户或最终用户拒收。
4.3 Minor: 次缺点.是可能不会减少产品的实际使用性或者不符合标准但对产品使用性或操作无影响的缺点.这样一些缺点可能不会被客户或最终用户拒收。
5.内容说明:
5.1. 检验条件与工具
5.1.1功能测试:
将产品与测试设备连接进行测试。
5.1.2检验条件:
在距离40W荧光灯1M—1.2M光线内,眼睛平视物品(距离20CM—30CM),视物约3—5秒为标准。
5.1.3 测试工具:利用测试电脑、Ipad、手机、读码器,厚薄规, 污点标准Film. Golden sample 各机种CRL、BOM 、包装规格书、ECO等进行检验。
5.2.不良判定:不良品分Cri、Maj & Min,累计三个Min作为一个Maj执行相关动作。
具体如下表之标准说明。
音箱检验标准
文件编号保密级□绝密□保密■一般版本号 A 第0次修改三级文件第1页共4 发布日期:2017.04.11音箱检验标准核定审核:制订:1目的规范音箱类产品的要求,为检验提供检验依据,以控制产品的品质。
2适用范围适用于各协力厂商所生产WOOK音箱类产品的检验。
3 检验环境3.1 检验温度:25℃±10℃,相对湿度:45%~85%3.2 光照条件:在冷白荧光照射下,光源500-800Lux,距物品1米3.3 视角:视线与工件平齐,正负旋转45°3.4 视力要求:视力要求:≧0.8 (裸视或经矫正后)3.5检视时间和距离:等级面AA级面A级面B级面检验距离30cm 30cm 30cm检验时间5-8秒4-6秒2-4秒4 缺陷等级定义4.1致命缺陷(CR):指对使用者或携带者的安全带来危害或违反相关安规之缺陷。
4.2严重缺陷(MA):不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低,或严重影响产品形象之缺陷。
4.3轻微缺陷(MI):外观性缺陷,不构成致命或主要缺陷,不影响产品使用功能。
5 表面等级划分:AA面----公司LOGO及丝印区域。
A级面----正常使用时可以看到的面,如产品正面。
B级面----正常使用时看不到的表面及产品背面、底面及侧面。
6外观判定标准6.1常见外观缺陷判定表等级面缺陷AA级面A级面B级面特记事项缺陷等级CR MA MI有感划伤不允许不允许长L≤2mm,宽度W≤0.1mm,允收2个目视不明显√轻划伤不允许长L≤3mm,宽度W≤0.1mm,允收2个长L≤4mm,宽度W≤0.1mm,允收3个,每条间隔30mm以上√异色点不允许d≤0.2,每个面允收2个,d≤0.25,每个面允收3个,目视不明显,间隔30mm以上√凹凸点不允许d≤0.2,允收2个d≤0.25,允收3个不允许有手感,间隔30mm以上√碰伤不允许S≤0.1,深度小于0.1mm允收2个S≤0.3,深度小于0.1mm允收3个电镀件不允许有镀层破坏现象,喷油件不允许露底√缩水不允许参照限度样板参照限度样板√色差不允许对比样品或色板,不允许超出上/下限对比样品或色板,不允许超出上/下限√凹坑不允许d≤0.20,深度≤0.1,允收2个d≤0.25,允收3个间隔30mm以上√起泡不允许不允许不允许√间隙≤0.1mm ≤0.15mm ≤0.20mm 间隙必须匀称,平均小于0.1mm√断差不适用≤0.1mm≤0.15mm不可刮手√6.2 通用外观要求:6.2.1产品Logo区或丝印周边20mm以内不允许有任何明显的缺陷,不允许有印刷模糊、缺少笔画、漏印、印偏及色泽不均匀等现象。
音响可靠性验证规范

1. 目的:为验证我司各机型在不同工作状态、不同环境条件下的可靠性,暴露设计、材料、工艺所存在的缺陷,提高产品可靠性能和确保试验结果的正确性,特建立试验管理规范以保证原材料、成品满足客户品质要求。
2. 范围:凡与在新品开发、进料、成品、量产出货过程中,有关的原材料、半成品及成品处于可靠性测试阶段的相关事项与人员均适用;此规范适用于本公司新产品设计试验、例行性可靠性试验、重大质量问题验证和替代物料、开发工程设计变更验证等需进行可靠性试验的材料及成品。
3. 定义:QRS:品质可靠性系统(Quality Reliability System)3.1产品试验质量保证:产品在设计、试制、量产验证阶段环节,依据产品设计测试方案及试验指导作业文件,对产品正常性能、结构、工艺特性等进行常规例行、可靠性依赖性试验,以确认产品最终出货质量保证。
3.2开发设计验证:指确定新产品开发设计初期产品满足各项相关设计指标、技术参数要求及潜在失效问题特定对该设计(或变更)样品进行的试验。
3.3产品试制验证:指小批量验证确定开发设计产品的各项相关设计指标、技术参数、可靠性及稳定性要求而对小批量试制产品(或变更)样品进行的批量试验。
3.4工程变更验证:指已量产的产品因其他原因导致需要变更物料、辅料、工艺时,为保证其变更不影响原有产品品质而特定针对性进行的相关试验。
3.5例行验证:指已量产的产品在后期制造过程中,为验证其产品(或物料)品质后期是否发生变化而进行的例行常规试验。
4.权责:4.1品质部:4.1.1实验室工程师负责试验计划的拟定,对新品可靠性、例行性试验和重大质量问题验证的执行、监测,参与问题分析,提供相关试验报告,并对问题点的改善追踪,直至问题关闭。
4.2 技术部:4.2.1提供3.2项所需进行试验以OA正式《产品试验需求单》的形式提出书面申请,并提供各项所需进行试验的产品,同时视情况根据QE验证需求参与试验;4.2.2针对可靠性试验中发现的问题进行分析及拟定改善对策,并于方案导入时,做初步验证,初步验证OK后再按4.2.1项要求进行作业。
音箱检验标准2
序号
检查内容
检查水平
AQL值
A
B
C
1
包装、运输
一般检查水平Ⅱ级
0.65
1.5
4.0
2
外观、外形尺寸及装配工艺
6、检查内容及缺陷分类
XXXXXXXXX有限公司
箱体检验标准
文件编号
文件版本
编制
审核
批准
页数
第3页共6页
序号
项目
不合格内容
AQL
A
B
C
一
运
输
包
装
1、包装箱内错装其它类别或其它型号产品。
(正常放置不可视之部位不计)。
○
50、烤漆板掉漆4mm2以下。
○
51、烤漆板掉漆4mm2以上。
○
52、烤漆板划伤长度超过5mm以上,且见底色。
○
53、烤漆板划伤长度超过10mm以上,且见底色。
○
54、PVC皮有较明显色斑150mm2以上。
○
55、箱体外表面脏污不可擦除,面积大于8mm2(底部不计)。
○
21、面板扬声器安装孔未按要求打沉孔。
○
22、面板母扣松脱,重新装配两次后仍出现。
○
23、面板母扣为通孔,造成漏气。
○
24、倒相管安装孔尺寸偏大,倒相管安装松,用手可轻易拔出。
○
25、倒相管安装孔尺寸偏小,倒相管无法安装到位。
○
26、倒相管严重破裂或规格与要求不符。
○
27、后板接线盒安装孔尺寸过大,导致接线盒无法可靠固定。
○
56、箱体外表面脏污不可擦除,面积大于50mm2(底部不计)。
○
音箱测试标准
多媒体有源音箱测试标准测试设备:失真测试仪/双通道示波器/信号发生器/双通道交流毫伏表/负载电阻4欧姆/负载电阻6欧姆/负载电阻8欧姆/(BTL 默认8欧姆)仪器连接:a.负载电阻与放大器输出端连接b.失真测试仪、双通道示波器、双通道交流毫伏表与负载电阻并联仪器正确接线图测试方法与步骤:一.不失真功率测试1.卫星箱通道额定输出功率输入1khz,500mv的正弦波信号源(负载电阻阻值为4欧姆;若没有特别注明BTL电路为8欧姆)。
调节主音量电位器到最大音量(THD 10%),读取交流毫伏表数值,根据P=U2/R,计算额定输出功率(测试功率时要求各通道单独测试)2.低音通道额定输出功率输入70hz,200mv的正弦波信号源,(负载电阻4欧姆,BTL电阻为8欧姆)。
低音音量电位器置于最大输出状态(THD 状态10%,失真仪显示),读取交流毫伏表数值,根据P=U2/R,计算额定输出功率(测试低音通道功率时,要求卫星箱通道均加负载)二.通道分离度输入1khz,500mv的正弦波信号源,调节主音量电位器到使输出功率为1W(4欧姆负载为2V,8欧姆负载为2.828V,6欧姆负载时为2.45V)的情况下,取下另一通道信号源,从双针毫伏表上读取左右通道数据,R/L声道相差>=37db。
三.通道平衡度(卫星箱通道平衡度)输入1khz,500mv的正弦波信号源,调节主音量,同时观察双通道交流毫伏表上的db值,L/R声道在任何输出点上相差应<=1db四谐波失真度1.卫星箱通道总谐波失真度a.输入1khz,500mv的正弦波信号源,调节主音量电位器到使输出功率为1W(4欧姆负载为2.0V,8欧姆负载为2.828V,6欧姆负载时为2.45V)的情况下,选择失真测试仪器的适当量程。
b.从失真仪上观察失真度,如没有特别说明,要求测试结果失真度<=1%2.低音箱通道总谐波失真度a.输入70,200mv的正弦波信号源,调节主音量电位器到使输出功率为额定功率的1/5的情况下,选择失真仪适当量程。