纳米三坐标测量机的精度设计
三坐标测量机的精度如何选择

三坐标测量机是高精度测量仪器,其精度也分为多种。
那应该如何选择呢?一、测量需求方面考虑每一台三坐标测量机都有自己的测量不确定度,精度再高的测量机也不可能测量出被测产品的真值,而作为生产厂家能够做到的就是使得测量示值与产品真值尽可能的接近,越接近,那么测量机的精度也就越高。
那么到底要接近到什么程度才能满足我们实际需求呢?● 最低要求:就目前来说,一般要求测量机的精度不能大于被测产品公差要求的1/3,这是当前最低限的要求,要就是说,假如我们要测量的产品的公差要求为0.03mm,那么三坐标测量机的精度不能低于0.01mm。
● MSA要求:目前很多工厂都需要进行MSA(测量系统分析),以保证测量系统对整个生产过程的满足,在MSA里面,规范要求测量仪器的精度不能大于被测产品公差要求的1/10。
也就是说,假如我们要测量的产品的公差要求为0.03mm,那么三坐标测量机的精度不能低于0.003mm。
当然,这个要求对于一些企业来说较为苛刻,甚至不能进行实现。
比如慢走丝设备,其加工精度大约为0.003mm,如果根据MSA法规来选择测量设备的话,那么我们需要0.0003mm精度的测量设备,这是非常难实现的。
● 综合考虑:那么我们在确定测量机精度的时候就要在上面两种情况中选择其一种,而更多的情况是选择两者的中间的某一个位置来确定精度。
也就是说我们假如我们要选择的精度为E,产品要求公差为D,则0.1D ≤ E ≤0.33D就可以了。
二、投入成本方面的考虑三坐标测量机的价格是由多方面决定的,在不考虑服务等因素的前提下,一般来说精度越高价格越贵,量程越大,价格越贵。
企业生产,都是以盈利为目的,因此资金投入的时候我们要考虑性价比问题。
当精度在3um与2um之间进行变化时,价格基本变化不大;当精度在2um与1.5um之间进行变化时,价格变化稍微剧烈了一些;当精度在1.5um与1.0um 之间进行变化时价格变化更加迅速,而当精度小于1um时,价格变化已经变得非常的快了。
高精度三坐标测量机设备工艺原理
高精度三坐标测量机设备工艺原理什么是三坐标测量机?三坐标测量机,又称为三坐标检测仪,是一种用于测量和评估复杂物体形状和尺寸的仪器。
它具有测量精度高、量程广、自动化程度高等特点,被广泛应用于机械制造、汽车、航空航天、电子、医疗器械等领域。
在三坐标测量机中,采用坐标系来定位和测量工件。
坐标系是在三维空间中坐标轴构成的,通常由三个互相垂直的轴线构成,分别称为X 轴、Y轴、Z轴。
根据测量要求,三坐标测量机可以通过移动台面、移动探测器或旋转探测器来实现在三维坐标系中对工件的测量。
高精度三坐标测量机的工艺原理高精度三坐标测量机由计算机、控制系统、测量传感器、测量平台等组成,其工艺原理主要分为以下几个方面。
1. 精确测量传感器高精度三坐标测量机的核心部件是精确测量传感器。
传感器的作用是将工件表面的形状和尺寸变化转化为电信号,然后经过计算机处理,输出经过处理的信号作为测量结果。
根据测量需求,不同的传感器有着不同的测量原理和测量精度。
目前,常用的测量传感器有激光测量头、光学测量头、触摸测量头、扫描式光学测量头等等。
不同的传感器在测量方法、使用条件和测量精度上有着各自的特点和优缺点,需要根据具体的测量任务来选择。
2. 精细的平台和导轨高精度三坐标测量机的测量平台和导轨是保证其高精度、高稳定性的关键部件。
在精细的平台和导轨的支持下,测量传感器可以平滑移动和旋转,且不会因为受到外界干扰而造成测量误差。
通常情况下,测量平台和导轨中都使用了高精度的滚珠和导轨线,并对其加以优化和精细调整,以达到最佳测量精度和稳定性。
3. 先进的数据处理技术数据处理是高精度三坐标测量机的另一个重要方面。
在测量完成后,三坐标测量机可以通过计算机软件对测量结果进行数据处理和分析。
处理方法主要包括统计学方法、拟合方法、滤波方法等。
不同的处理方法和处理算法,可以对测量数据进行不同形式的处理,从而得到不同的数据结果。
处理数据时应特别注意对误差的处理和评估,除了对测量误差进行修正,还需要对各种误差源进行分析和评估,以确定其误差来源和贡献度。
纳米三坐标测量机的误差分析与分离

r et srnef o ee dtecr lt eajs bet l . hc a z es crn u e a t no e e co l e t e m t a o e i dut l a e w i r l et n ho o s p r i f l f ra i rr r n h r av a b hei h y s ao h t
关 键词 : 纳米三坐标测量机; 误差源分析; 三光束平面干涉仪; 误差分离 中图分类 号 :H 4 T 71 文献标 识码 : A 文章 编号 : 7 — 082 1)3 03 — 5 1 2 1 (00 0 — 06 0 6 9
An lss a d S p r to fNa o— CMM r r a y i n e a ai n o n . Ero
rq i me t f h n e ur e n e Na o—C o t MM ,t e e r rs p r t g to a o si t d wi e mir r e l h e m l n r h ro e a ai l s c n t u e t t co t e i t a p a a n o w t h h h g b
第3 0卷 第 3 期 21 0 0年 9月
安徽理 工大学 学报 ( 自然科 学版 )
Junl f n u U i rt f c neadT cnlg( aua Sine ora o hi n esyo i c n ehooy N tr ec ) A v i Se lc
V0 . O No 3 13 . S p. 01 e 2 0
Is u et o ineadO t — l t nc nier g H f n e i f eh o g , e i n u 2 00 , hn ) nt m n t nS ec n po ee ri s g ei , ee U vr t o cn l y H f h i 30 9 C a r a c i co E n n i i sy T o eA i
三坐标精度测量机的工作原理和机械结构

工具技术
三坐标精度测量机的工作原理和机械结构
徐摘Biblioteka 刚费业泰李光柯
合肥工业大学
要: 开发了一种基于空间一维球列对称联系组合定标法的手提式三坐标精度测量机, 其系统由球列板、 滑 轨、 支架、 底座以及伺服驱动系统、 电气控制部分和数据处理软件组成。在准确已知球列上任意一对球心距偏差的 条件下, 可得到整个球列各球心距偏差, 再以该球列各球心形成的标准点列与测量机空间的点列进行对称组合比 较测量, 按最小二乘原理处理测量值, 可求得被测三坐标测量机被测空间点的误差, 再按通用的数据分解方法即可 得到坐标测量机几何结构的 !% 项误差。利用全组合对称联系使一维球列校正精度达到高精度水平, 同时由于球 列可在该校正装置的滑轨上移动, 使该装置可校正范围比球列本身的标准长度增加数倍。仅需在校正前对球板上 的一个球心距进行检测标定并作为标准量, 即可通过一次测量同时确定事先均未知的一维球列精度和三坐标测量 机精度, 使校正过程易于实现。此外, 校正装置无需严格按国家标准量值传递定期校正, 而可由使用单位利用已有 标准量和简单装置在使用前进行实时检测标定, 因此它对校正装置的长期稳定性无严格要求, 可降低对校正装置 的设计与制造要求。 关键词: 一维球列, 对称联系, 组合定标法, 三坐标测量机, 精度校正
!"#$%#&’( )$* +(%,)$#%)’ -."/%./"( 01 2%%/")%3 4,(%5#$6 7(8#%( 10" 4++9
&’ ()*+ ,-. /-0). 1. (’)*+22:9.")%.:3 4560)78- )99’6)9: 9)8.76)0.*+ .*;06’<-*0 =56 >??; )6- @-A-854-@ 7);-@ 5* 0B- 95<7.*)0.5* 9)8.76)0.5* <-0B5@ C.0B ;:<<-06.9 95**-90.5* 5= 5*- @.<-*;.5*)8 7)88 65CD EB- ;:;0-< 95*;.;0; 5= ) =8)0 C.0B +857)8 B58-;,) ;8.@.*+ 06)92,) 76)92-0, ) =5’*@)0.5*,) ;-6A5F@6.A- ;:;0-< )*@ -8-906.9 95*0658,); C-88 ); @)0) G 4659-;;.*+ ;5=0C)6-D H);-@ 5* 0B- 2*5C.*+ 5= )*: .*0-6F A)8’ ; @-A.)0.5* 5= 0B- 7)88 65C,0B- 65C .*0-6A)8; )6- 95*06);0-@ C.0B 0B- 9556@.*)0- .*0-6A)8; ’;.*+ ;:<<-06.9)88: 95**-90-@ <-0B5@D EB-* 0B- -6656 5= 0B- 45.*0 .* 0B- ;4)9- 5= >?? 9)* 7- 9)89’8)0-@ 7: 4659-;;.*+ 0B- <-);’6.*+ A)8’-; C.0B 0B- 8-);0 ;I’)6- 46.*9.48-D H: ’;.*+ 0B.; <-0B5@ 9)88-@ 95<7.*)0.5* 9)8.76)0.5* C.0B ;:<<-06.9 95**-90.5* 5= 5*- @.<-*;.5*)8 7)88 65C,0B9B-92.*+ )99’6)9: 5= 5*- @.<-*;.5*)8 7)88 65C 9)* 6-)9B ) B.+B 8-A-8 )*@ 0B- 9B-92.*+ 6)*+- 9)* 7- 8)6+-8: .*96-);-@D H);-@ 5* 0B- 9)8.76)0.5* 5= 5*- .*0-6A)8 5= 7)88 65C CB.9B .; 6-+)6@-@ ); 0B- ;0)*@)6@ A)8’-,0B- )99’6)9: 5= 5*- @.<-*;.5*)8 7)88 65C )*@ 0B)99’6)9: 5= >?? CB.9B .; ’*2*5C* 7-=56- 9B-92.*+ 9)* 7- 570).*-@ )=0-6 ) CB58- <-);’6.*+ 4659-;;D JB)0’ ; <56-,0B- 9B-92.*+ 0 7- 9)8.76)0-@ 4-6.5@.9)88: )9956@.*+ 05 0B- *)0.5*)8 ;0)*@)6@ A)8’- 06)*;<.;;.5*,7’0 .0 *--@; 05 7- 9)8.76)0-@ 7: ’;F @-A.9- *--@*’ .*+ ’*.0; C.0B ;.<48- @-A.9- )*@ 0B- ;0)*@)6@ A)8’- 0B)0 0B-: B)A-D K5 0B.; <-0B5@ @5-;*’ 0 6-I’.6- 0B- ;0)7.8.0: 5= 0B- 9B-92.*+ @-F A.9-,)*@ .0 C.88 )8;5 7- -);.-6 05 @-;.+* )*@ <)*’=)90’6- 0B- 9B-92.*+ @-A.9-D ;(3<0"*9: 5*- @.<-*;.5*)8 7)88 65C, ;:<<-06.9 95**-90.5*, 95<7.*)0.5* 9)8.76)0.5* <-0B5@, >??, )99’6)9: 956F 6-90.5*
三坐标检定校准
三坐标检定校准三坐标测量机的测量精度和工作效率与测针的校准和选择紧密关联,在进行测量工作之前必须要合理的选择测针和对测针准确的校准,因为测针的测球有自己的尺寸,而测量零件的不同位置可能是用测球的不同位置去接触零件的,因此,测量的数据中含有测球自己的数值,而测针校准就是测量测球自己尺寸大小的过程。
特别是校准不同长度和位置的测针时测球校准结果球度误差的大小对测量结果的影响至关重要。
本文主要论述了三坐标测量机测针校准原理、校准注意事项以及合理选择三坐标测量机测针的原则。
三坐标测量机三坐标测量机测针校准的原理在测量采样过程中,当测针与被测件表面触碰时,测头系统就会有信号显示,作为测量的瞄准信号,进而通知计算机进行数据的采集,以得到得被测点的坐标值。
此外,由于测量机通过测头系统进行探测,得到的点位坐标值是测球中心的坐标值,为了获得被测工件的实际尺寸,还需加上或减去测球的动态直径值。
进入测头校准程序后,对标准球进行测量,测量方法与几何元素测量程序中的球的测量方法一样,当采点数量达到要求时,测量程序会自动对测量点进行计算处理,将处理后的测头校准结果,自动返回到测头校准对话框界面中。
在按下回车按键后,校准后的测头数据将作为修正值用于后续的应用数据处理中。
基准后的测头数据包括测头半径及球度误差还有测球中心相对于零号测头中心的坐标值。
三坐标测量机校准测针时需注意的问题①测前准备根据工件的测量范围以及需要测量的方向和位置,首先确定所需用的三坐标测量机测针组合,包括测针的直径、数量、方向和是否加装接长杆,尽量不在测量过程中更换测针。
②检测校准三坐标测量机测针校准时,应使所选测针在标准球的轴向最大直径处分别接触测量,以提高测针校准的准确度。
注意观察校准后测针的直径和校准时的形状误差,如果有较大变化,就需要查找原因。
需要进行6次以上的校准,观察其校准结果的重复性数据,以统计原理求出标准偏差进行分析。
③重复校准单个测针位置校准,需要观察测针直径和球度误差,三坐标测针直径应与平时校准相近且重复性好,球度误差也小,多个测头位置校准时,除要观察以上结果外,还要用校准后的各个位置的测针测量标准球,观察球心坐标值的变化,数值应与示值误差或探测误差相近。
三坐标检定校准
三坐标检定校准三坐标测量机的测量精度和工作效率与测针的校准和选择紧密关联,在进行测量工作之前必须要合理的选择测针和对测针准确的校准,因为测针的测球有自己的尺寸,而测量零件的不同位置可能是用测球的不同位置去接触零件的,因此,测量的数据中含有测球自己的数值,而测针校准就是测量测球自己尺寸大小的过程。
特别是校准不同长度和位置的测针时测球校准结果球度误差的大小对测量结果的影响至关重要。
本文主要论述了三坐标测量机测针校准原理、校准注意事项以及合理选择三坐标测量机测针的原则。
三坐标测量机三坐标测量机测针校准的原理在测量采样过程中,当测针与被测件表面触碰时,测头系统就会有信号显示,作为测量的瞄准信号,进而通知计算机进行数据的采集,以得到得被测点的坐标值。
此外,由于测量机通过测头系统进行探测,得到的点位坐标值是测球中心的坐标值,为了获得被测工件的实际尺寸,还需加上或减去测球的动态直径值。
进入测头校准程序后,对标准球进行测量,测量方法与几何元素测量程序中的球的测量方法一样,当采点数量达到要求时,测量程序会自动对测量点进行计算处理,将处理后的测头校准结果,自动返回到测头校准对话框界面中。
在按下回车按键后,校准后的测头数据将作为修正值用于后续的应用数据处理中。
基准后的测头数据包括测头半径及球度误差还有测球中心相对于零号测头中心的坐标值。
三坐标测量机校准测针时需注意的问题①测前准备根据工件的测量范围以及需要测量的方向和位置,首先确定所需用的三坐标测量机测针组合, 包括测针的直径、数量、方向和是否加装接长杆,尽量不在测量过程中更换测针。
②检测校准三坐标测量机测针校准时,应使所选测针在标准球的轴向最大直径处分别接触测量,以提高测针校准的准确度。
注意观察校准后测针的直径和校准时的形状误差,如果有较大变化,就需要查找原因。
需要进行6 次以上的校准,观察其校准结果的重复性数据,以统计原理求出标准偏差进行分析。
③重复校准单个测针位置校准,需要观察测针直径和球度误差,三坐标测针直径应与平时校准相近且重复性好,球度误差也小,多个测头位置校准时,除要观察以上结果外,还要用校准后的各个位置的测针测量标准球,观察球心坐标值的变化,数值应与示值误差或探测误差相近。
精密仪器课程设计三坐标

精密仪器课程设计三坐标一、教学目标本节课的学习目标主要包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握三坐标的定义、原理和应用;技能目标要求学生能够熟练操作三坐标测量仪器,并进行简单的数据处理;情感态度价值观目标则在于培养学生对精密仪器的兴趣和好奇心,提高他们的科学素养。
二、教学内容本节课的教学内容主要包括三坐标的基本概念、工作原理和应用。
首先,介绍三坐标测量仪器的结构和工作原理,通过实物展示和图解让学生直观地理解三坐标的概念。
然后,通过实例分析,让学生了解三坐标在工程制造和质量控制中的应用。
最后,结合实验,让学生亲自动手操作三坐标测量仪器,加深对三坐标的理解。
三、教学方法为了提高学生的学习兴趣和主动性,本节课将采用多种教学方法。
首先,通过讲授法,向学生传授三坐标的基本知识和原理。
其次,通过讨论法,让学生分组讨论三坐标在实际工程中的应用,激发学生的思考。
再次,通过案例分析法,分析具体实例,使学生更好地理解三坐标的使用。
最后,通过实验法,让学生亲身体验操作三坐标测量仪器的乐趣,提高他们的实践能力。
四、教学资源为了支持教学内容和教学方法的实施,我们将选择和准备以下教学资源。
首先,教材《精密仪器》相关章节,作为学生学习的基础资料。
其次,参考书和学术文章,为学生提供更多的学习资料。
再次,多媒体资料,如教学视频和图片,以直观的方式展示三坐标的工作原理和应用。
最后,实验设备,如三坐标测量仪器,为学生提供亲自动手操作的机会。
五、教学评估本节课的教学评估将采用多元化的评估方式,以全面、客观、公正地评价学生的学习成果。
评估主要包括平时表现、作业和考试三个部分。
平时表现主要考察学生的课堂参与度、提问回答和团队协作等方面;作业则通过布置相关的练习题和项目任务,检验学生对知识的掌握和运用能力;考试则是对学生综合运用知识的能力进行评估。
通过这些评估方式,可以全面反映学生的学习成果,激发他们的学习动力。
六、教学安排本节课的教学安排将分为两个阶段进行。
三坐标测量机测量方案设计
三坐标测量机测量方案设计1.零点和标定:在进行测量之前,需要对三坐标测量机进行零点和标定。
零点校准是将测量机的坐标系原点与实际工件的坐标系原点对应起来,以确保测量结果的准确性。
标定可以分为线性标定和非线性标定,线性标定用于消除测量机的定位误差,非线性标定用于消除测量机的长度变形误差和非直线性误差。
2.测量方向和路径:在设计测量方案时,需要确定测量的方向和路径。
测量方向通常分为X、Y和Z轴方向,根据工件的几何形状和测量要求确定具体的测量方向。
测量路径应该尽可能使用直线或圆弧路径,以最小化测量误差,并确保测量结果的稳定性和可靠性。
3.测量策略:根据实际测量需求,选择合适的测量策略。
常见的测量策略包括点测量、线测量、面测量和体测量。
点测量适用于测量工件的尺寸和位置;线测量适用于测量直线或圆弧的尺寸和位置;面测量适用于测量平面的尺寸和位置;体测量适用于测量体积和形状的尺寸和位置。
4.数据处理和分析:在测量完成后,需要对测量数据进行处理和分析。
数据处理包括数据滤波、数据平滑和数据校正等。
数据分析可以使用统计方法和图形方法,例如均值、方差和标准差分析,以评估测量结果的准确性和稳定性。
5.报告生成和记录:根据测量结果生成测量报告,并进行记录。
测量报告应包括测量结果、误差分析、测量方法和测量仪器的相关信息。
记录测量数据可以使用电子表格或数据库,以便后续的数据分析和查询。
除了以上几个方面外,还需要考虑实际的生产环境和测量要求。
例如,工件的材料、尺寸和形状会影响测量的精度和稳定性;测量时间和测量精度之间存在一定的权衡关系,需要根据实际情况进行选择;测量环境的温度和湿度等因素也会对测量结果产生影响,需要进行相应的校正和补偿。
综上所述,设计三坐标测量机的测量方案需要考虑多个方面,包括零点和标定、测量方向和路径、测量策略、数据处理和分析、报告生成和记录等。
只有在充分考虑到这些因素的情况下,才能设计出高精度和可靠性的测量方案。
三坐标测量技术原理及特点

三坐标测量技术原理及特点嘿,各位朋友!今天咱来唠唠三坐标测量技术原理及特点,这可真是个有意思的玩意儿!说起这三坐标测量技术啊,那简直就是个神奇的存在。
你可以把它想象成一个超级精确的“测量小精灵”。
它的原理就像是给物体做了个全方位的“体检”,通过在三个坐标轴上的移动和测量,把物体的各种尺寸、形状等信息都精准地“挖”出来。
咱就说它的特点啊,那可真是杠杠的!首先,这精度高得离谱,简直就是“毫米级大师”。
不管是多小的细节,它都能给你准确无误地量出来。
就像是有着一双火眼金睛,任何细微的差别都逃不过它的“法眼”。
然后呢,灵活性也是没得说。
不管你是方的、圆的、奇形怪状的物体,它都能轻松应对。
简直就像个“变形金刚”,能适应各种不同的测量需求。
它还特别可靠。
只要你设定好了,它就会稳稳当当、一丝不苟地完成测量任务,绝不会给你出岔子。
好比是一个可靠的“老伙计”,让人特别放心。
这三坐标测量技术在很多领域可是大显身手啊!像制造业,没有它可不行。
它就像是质量的“守护神”,能确保生产出来的东西个个都是精品。
还有科研领域,有了它,科学家们就能更准确地研究各种物体的特性。
我还记得有一次看到工厂里的师傅们在用三坐标测量仪,那认真的样子,就好像在对待一件绝世珍宝。
看着那个小小的探头在物体上移动,感觉特别神奇。
就好像它正在和物体进行一场无声的对话,一点点解读着物体的秘密。
总之呢,三坐标测量技术真的是一项非常了不起的技术。
它不仅让我们的生活变得更加精确和高质量,还为各个行业的发展提供了强大的支撑。
它就像是一位默默奉献的“幕后英雄”,虽然不那么起眼,但却有着不可或缺的重要性。
希望以后这神奇的技术能继续发展,给我们带来更多的惊喜和便利!嘿,你们是不是也觉得这三坐标测量技术很有意思呀?。
超精密三坐标测量仪整机机构设计

摘要本文中,对三坐标测量仪的研究现状和精密测量的关键技术做了总结,对所设计的测量仪的总体布局、床身的选材、导轨的设计、进给方式的选择做了介绍,选用燕尾型气体静压导轨,同步齿形带和钢带传动,摩擦杆进行驱动。
对移动桥和溜板进行了简单的ANSYS分析,计算了移动桥受力时最大的变形量和直线度;选用伺服电机作为动力源,并对其进行了简单的功率计算,分析了测量仪的工作环境对其精度的影响和它的应用环境;定位采用开式光栅尺,对光栅尺的选型做了比较。
最后针对测量仪整机进行精度分析,查找误差源和精度的综合分析。
关键词:超精密、气静压、高精度、精密测量Three Coordinates Measuring Instrument Ultra-precision MachineABSTRACTIn this paper, three coordinates measuring instrument for precision measurement, the research present situation and the key technology of summing up, the design of measuring instrument lathe bed of the general layout, the design of the selection of materials, guide rail, into to the choice of the ways of doing introduced, choose coattails "type aerostatic guide rail, synchronous cog belt and steel belt transmission, friction lever driven. Slip board of mobile bridge and the simple ANSYS analysis method, the largest mobile bridge when stress deformation and straightness; Choose servo motor as a power source, and analyses the simple power calculation, analyzes the working environment of measuring apparatus to the precision of the influence and its application environment; The positioning of grating open grating feet, comparison of the selection of the feet. Finally, according to the measuring apparatus for precision analysis, find the error sources and precision of the comprehensive analysis.Keywords:The ultra precision, Gas static pressure, High accuracy, Precision measurement目录1 绪论 (2)1.1课题的来源 (2)1.2课题的意义 (2)1.3精密测量的研究现状 (2)1.4精密测量的关键技术 (6)2 超精密三坐标测量仪整机机构介绍 (8)2.1总体布局 (8)2.2床身材料选用 (9)2.3导轨的设计 (10)2.4进给传动方式的选择 (14)2.5测量仪整体结构设计 (16)2.6测量仪的工作原理 (17)3 测量仪的主要零部件的设计 (18)3.1移动桥的设计 (18)3.2溜板的设计 (19)3.3电机选型 (21)3.4环境控制平台 (25)3.5光栅尺的选型 (26)4 测量仪精度分析 (28)4.1测量仪误差源 (28)4.2测量仪精度分析 (29)5 结束语 (32)参考文献 (33)致谢................................................... 错误!未定义书签。
三坐标测量机技术参数
三坐标测量机技术参数1. 三坐标测量机简介三坐标测量机是一种高精度测量设备,用于测量物体的几何形状和尺寸。
它通过测量物体在三个坐标轴上的位置来确定其几何特征,并可以与计算机进行连接,实现自动化测量和数据处理。
2. 三坐标测量机的技术参数三坐标测量机的技术参数决定了其测量精度、测量范围、测量速度等性能指标。
以下是常见的三坐标测量机技术参数:2.1 测量精度测量精度是三坐标测量机最重要的性能指标之一。
它表示测量结果与真实值之间的偏差。
测量精度受到多个因素的影响,包括机械结构、传感器精度、控制系统等。
常见的测量精度指标有:•长度测量精度:表示测量长度的准确度,通常以毫米或微米为单位。
•角度测量精度:表示测量角度的准确度,通常以角秒为单位。
•形状测量精度:表示测量物体形状的准确度,通常以表面粗糙度或形状偏差为指标。
2.2 测量范围测量范围是指三坐标测量机可以测量的物体尺寸范围。
它与测量机的工作台尺寸、传感器测量范围等因素有关。
测量范围通常以长度、宽度和高度来表示,单位为毫米或英寸。
2.3 测量速度测量速度是指三坐标测量机完成一次测量所需的时间。
它受到机械结构、控制系统、传感器响应速度等因素的影响。
测量速度通常以毫米/秒或英寸/秒为单位。
2.4 重复性重复性是指三坐标测量机在多次测量同一物体时,测量结果的一致性。
它反映了测量机的稳定性和可靠性。
重复性通常以标准偏差或重复测量误差为指标。
2.5 分辨率分辨率是指三坐标测量机可以分辨的最小尺寸。
它受到传感器的分辨率和信噪比等因素的限制。
分辨率通常以毫米或微米为单位。
2.6 可测量特征三坐标测量机可以测量的特征包括长度、直径、角度、平行度、垂直度、圆度、圆柱度、平面度、位置误差等。
具体可测量特征取决于测量机的传感器和软件。
3. 三坐标测量机的应用领域三坐标测量机广泛应用于制造业的各个领域,包括机械加工、汽车制造、航空航天、电子制造等。
它可以实现对零件、模具、工件等物体的精确测量和质量控制。
三坐标测量如何提高检测精度?

三坐标测量如何提高检测精度?测量前的准备工作1.1检测环境温度温度是影响测量机精度的最大因素,因工件都有热胀冷缩的特性,其形状和大小均会随温度的变化而变化,测量机需要在温度20±2℃℃环境下操作,检测前将工件进行恒温处理确保工件温度与测量机的温度保持一致。
1.2工件装夹工件的装夹不是简单的将工件安放置于测量机的工作台上,测量前的表面清理工作尤为重要,表面的不清洁直接影响着元素的实际形状,对于复杂的工件既要装夹牢固又要方便于测量,在不挪动工件的情况下尽可能一次性测量所有元素,避免再次装夹会重复之前的部分工作,不利于提高检测效率。
1.3测头的校验测头校验目的是得到测头的半径值,坐标测量机在测量工件时,是用测针的宝石球与被测工件的表面接触,这个接触点与系统传输给软件的宝石球中心点的坐标相差一个测头的半径,将这个半径值准确的修正到测量点,同时在测量过程中难免不会发生测头的碰撞或需要测头的更换,或是同一测头变换不同的角度,都要通过校验得出不同测头角度之间的关系,然后软件系统能够进行准确换算。
校验时测针和标准球要保持洁净。
测针、测头、测座等包括标准球都要固定牢固,不能有丝毫的间隙,测头校验速度要与测量时的速度保持一致。
测头校验后,点击测头功能/结果键,如图1所示。
测头校验后保存的测头文件,在测头、测杆没有动的前提下可以调出使用,但对测量精度较高的情况下,需要重新校正测头。
元素的采集测量机测量的原理是采点,然后软件对所采的点进行拟合计算形成被测要素,在建立坐标系所使用基准元素对其形状误差有一定的要求,这直接影响最终的测量结果,如基准元素或被测要素有明显的形状误差或外观缺陷,以至于测量员给不出准确的测量结果。
测量时要采取正确的测量方法以及采集元素时是否需要投影面是测量的重要环节之一,生成的元素我们都可以通过矢量来判断所采元素是否正确,矢量表示被测元素在空间坐标系中的方向。
在编辑窗口中用I、J、K表示,不难理解,I、J、K所代表的值是元素分别与XYZ 三轴所成夹角的余弦值,如图2所示。
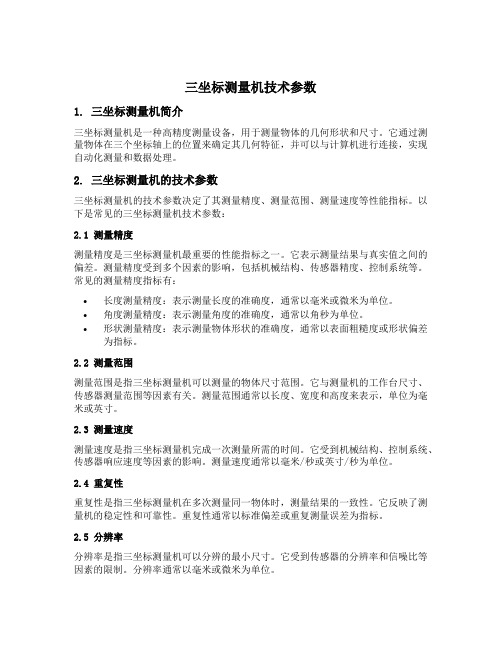
纳米三坐标测量仪(轮廓仪、形貌仪)
球形探头测量样品孔径及结果
- 3D Nanofinger 4 -
z 用户可以根据需要灵活设置测量方法,可以进行大面积精确测量,也可以先进行大面积低精测
量,然后对特定感兴趣的区域进行高精测量,以节省时间。 z 整个过程非接触的,间距可以保持在可以设定为几个纳米。适合各种固态样品测量,对材料性
质没有特别要求和限制。 z 布局灵活,根据用户测试要求组成合适的系统。平台可以任意组合,探头也以改变安装方向。
- 3D Nanofinger 5 -
下图显示的是用 3D Nanofinger 测量一条已标定为 90°的 V 型槽。
经测量两条线形成的夹角为: f1(x)= -1.00499*X + 3595842.866803 f2(x)= 0.994323*X + 4632506.155209 测量角度为:90.022°
Ra
6,010 nm
5,882 nm
-128 nm
Rz
23,700 nm
23,218 nm
-482 nm
5.在狭窄的结构中进行扫描测量
以下测量的是玻璃光导上的 V 型沟槽。下图为整个 V 型沟槽阵列的总览。
- 3D Nanofinger 7 -
单个 V 型沟槽的扫描图像
该沟槽 3D 形貌图
目前还没有其他一种测量方法可以测量这种深沟槽结构。以下为其他两种光学方法的测量结果。
针尖:
3D NanoFinger 的针尖架可装不同微探针。针尖的种类多样,从尖锐的线针尖(针尖尖端半径可 达 50nm 的)到球型头各异,用户可根据检测目的和应用范围不同进行选择。
通常细线状针尖可以深入到大深宽比微结构的内部,以纳米精度测量表面的粗糙度、轮廓、尺 寸甚至整个区域的 3D 图像。而具有确定直径的球头主要用来测量样品的尺寸。
三坐标测量仪的技术参数有哪些要求-

三坐标测量仪的技术参数有哪些要求?在制造行业中,三坐标测量仪是一种用于精准明确测量工件尺寸和位置的设备。
它能够在三维空间中测量工件的各项参数,为生产过程中的质量掌控供给了极大的便利。
然而,要想获得精准明确的测量结果,三坐标测量仪需要充足一系列严格的技术参数要求。
一、测量范围与测量精度测量范围和测量精度是三坐标测量仪的两个核心指标。
测量范围决议了仪器能够测量的工件的尺寸,而测量精度则直接影响到测量结果的精准性。
一般而言,三坐标测量仪的测量范围应在0.5m到6m之间,而测量精度应实现0.005mm。
这种高精度的测量结果,可以帮助制造企业精准掌控产品质量,进而保证生产效率。
二、导轨结构与刚性导轨是三坐标测量仪的核心部件之一,它的结构与刚性直接影响到仪器的使用性能和精度。
在选择三坐标测量仪时,我们需要关注导轨的结构设计、料子选择以及刚性保证等方面。
通常,高精度导轨采纳线性导轨结构,料子为高强度铝合金或超硬钢,以保证其运行平稳、耐磨、抗干扰等特性。
同时,导轨的刚性也应得到保证,以确保其在长期使用过程中不会显现变形或误差。
三、探头与测头系统三坐标测量仪的探头和测头系统是实现工件测量的紧要构成部分。
探头和测头的精度和稳定性对测量结果具有紧要影响。
在选择三坐标测量仪时,我们需要关注探头和测头系统的品牌、型号以及技术参数等方面。
通常,高质量的探头和测头系统应具有高灵敏度、高重复性和高稳定性等特点,以确保测量结果的精准性和可重复性。
四、数据处置与掌控系统三坐标测量仪的数据处置和掌控系统是实现自动化测量的关键环节。
高效牢靠的数据处置和掌控系统能够大大提高测量效率,同时削减人为操作误差。
在选择三坐标测量仪时,我们需要关注其数据处置本领和掌控系统的功能与性能。
通常,先进的数据处置系统能够实现快速、精准的数据分析和处置,而高效的掌控系统则能够实现自动化测量和结果记录。
五、环境适应性三坐标测量仪作为一种高精度仪器,其使用环境对测量结果和设备寿命都有紧要影响。
三坐标测量机测量方案的设计

三坐标测量机测量方案的设计首先,确定测量的目标和要求。
具体明确需要测量的物体是什么,需要测量的尺寸、形状和位置的要求是什么。
例如,测量一种零件的尺寸和位置,要求精度在几个微米以内。
其次,选择适合的工作台。
根据需要测量的物体的尺寸和重量,选择合适的工作台尺寸和负载能力。
确保工作台的平整度和稳定性以及工作台上的夹具能够固定物体。
然后,确定测量机的精度要求。
根据测量要求,选择适合的三坐标测量机。
通常,精度要求越高,测量机的成本也越高。
考虑到预算和实际需求,选择精度达到要求的测量机。
设计测量程序。
根据需要测量的物体的特点,设计相应的测量程序。
测量程序应包括几个关键步骤:建立坐标系、选择参考点、设置初始位置、确定测量路径和参数、进行测量、分析和记录测量数据等。
确保测量程序能够满足测量要求,并且测量过程能够自动化、高效、准确。
选择合适的探测器和测量头。
根据需要测量的物体的特点,选择合适的探测器和测量头。
例如,需要测量较小的孔径时,可以选择光学测量头;需要测量曲面时,可以选择接触式测量头。
确保探测器和测量头能够提供足够的精度和测量范围。
进行测量。
根据测量程序,将物体放置在工作台上,并固定好。
根据测量程序的指示,进行测量。
确保测量机、工作台和测量头等各部件的运动平稳,没有松动和干扰。
测量过程中要注意避免外界干扰,如振动、温度变化等。
分析和记录测量结果。
测量完成后,根据测量数据进行分析和处理,得出测量结果。
将结果记录下来,包括尺寸、形状和位置等。
根据需要,可以制作图表或报告,方便后续使用和分析。
最后,进行校准和维护。
定期对测量机进行校准,确保测量结果的准确性和一致性。
同时,定期对测量机进行维护,保持其正常运行。
设计一个三坐标测量机测量方案需要考虑多个因素,包括需要测量的物体特点、测量要求、测量机和探测器选择、测量程序设计、测量过程的操作和维护等。
通过合理设计测量方案,可以确保测量结果的准确性和可靠性,提高生产工艺的控制能力和产品质量的稳定性。
三坐标技术要求

三坐标技术要求篇一三坐标技术要求为啥要整这个三坐标技术要求?那是因为在现代工业生产里,精确测量那可是至关重要的!咱们得保证产品质量过硬,不能有半点儿马虎。
要是测量不准确,生产出来的东西不合格,那可就麻烦大啦!这不仅会影响咱们的声誉,还会让客户对咱们失去信任。
所以,下面这些要求可得好好遵守!**一、设备精度要求**咱这三坐标测量机的精度可不能差,测量误差必须控制在 0.005mm 以内。
这可不是闹着玩的,要是精度不达标,测量出来的数据能准吗?**想想看,要是因为精度问题导致产品不合格,那咱们不得亏大发了?****二、操作流程要求**1. 操作人员在使用前,不得不好好检查设备状态,电源、气源啥的都得正常,这还用说?2. 测量时,得按照标准操作流程来,别瞎搞!先设置好测量参数,再进行测量,顺序可不能乱。
3. 测量完成后,要及时保存数据,万一数据丢了,那不是白忙活了?**三、数据处理要求**1. 对测量得到的数据,必须进行仔细的分析和处理,去除异常值。
**难道你想因为数据处理不当,得出错误的结论?**2. 数据报告要清晰、准确,让人一目了然。
别整得跟天书似的,谁看得懂?**四、设备维护要求**1. 定期对设备进行保养,比如清洁、润滑,这就跟咱们人要定期洗澡、吃饭一样重要。
2. 发现设备有故障,要及时报修,别拖着,小毛病拖成大问题可就不好了。
这些要求可都是为了保证咱们的工作质量和效率,要是不遵守,那后果可严重了!产品质量出问题,客户不满意,老板发火,到时候你可别哭鼻子!所以,大家都要认真对待,把工作做好!篇二三坐标技术要求嘿,朋友们!今天咱们来说说这三坐标技术要求。
为啥要说这个呢?因为在这竞争激烈的市场中,产品质量就是咱们的生命线啊!要是测量不准确,产品质量没保障,咱们还怎么混?**一、测量环境要求**首先,测量环境得稳定。
温度要控制在20℃±2℃,湿度保持在50% - 60%,**不然环境变化大,测量结果能准吗?****二、测量软件要求**1. 测量软件得功能强大,能满足各种复杂的测量需求。
三坐标测量机测量方案的设计

三坐标测量机测量方案的设计探讨常柴股份有限公司刘志明前言三坐标测量机以其测量效率高、精度高、适应性强等优点,广泛应用于机械制造、仪器制造、电子工业、汽车及航空等工业部门,用于零部件的几何尺寸、形位误差的测量,有“测量中心”的称号,是未来几何量测试的应用发展方向。
三坐标测量机的使用在三坐标测量机的使用过程中,由于诸多因素,使得测量结果的准确度达不到应有精度。
在此,我想结合我厂三坐标测量机在实际使用过程中情况,谈谈我们的使用体会和测量方案的设计思路,供各位同行参考。
对使用测头个数的理解最终对称度测量结果由3个测头测量采样计算得到。
测头校正后的校验处理建议在多测头测量方案中,测头校正完成后,可将校正球作为被测件,用校正好的各测头分别测量校正球,其测量结果的差值即为多测头的校正误差。
如果该误差较大,可对误差大的测头重新校正,使其满足测量精度的要求。
测头的选择2、少用、尽量不用加长测尖(包括加大测力)和加长杆。
使用加长测尖或加大了测力,测头的各向异性误差和探测误差也将随之增大。
使用加长杆时,测量机运动时导轨的偏摆及扭摆现象引起的测量误差也将随加长杆的长度而增大。
二、测量采点1、采点测量几何元素时,在条件允许的情况下,采样点数应尽量多些,并且最好均布采点。
下面我们以三点法测量圆心坐标以及圆弧半径为例进行分析。
三点法测圆举例在圆周上采样三点,根据这三点坐标可计算出圆的圆心坐标(x0,y0)和半径R:=F1(x1,y1;x2,y2;x3,y3)=F2(x1,y1;x2,y2;x3,y3)间接测量误差分析•这里圆心坐标的误差是由各采样点的坐标误差Δxi ,Δyi产生的,根据间接测量的函数误差分析:•由于Δx0和Δy0中包含对函数F1,F2的偏微分,因而ΔX0与ΔY0就与采样点在圆上的位臵分布有关。
由上式可知,均布采点的圆心计算误差小于不均布采点,特别是局部采点其函数误差较大。
采样点数与计算得到的圆心坐标和直径的关系对于圆,采样点数与计算得到的圆心坐标和直径的弥散度右表。
南航三坐标测量机实验报告之检测箱体

三坐标测量机实验报告实验题目:检测箱体一、实验目的与要求1.根据零件图纸需求确定测量方案;2.对零件几何元素尺寸进行测量;3.给出特征评价报告;4.编写实验技术报告。
二、实验方案1.零件装夹根据实验目的与要求,将垫块放在三坐标测量机工作平台的合适位置,然后将被测零件根据实验要求合理地放在垫块上,以便于测量被测零件的特征元素。
2.工位标定将被测零件装夹好后,测头有5个角度,每个角度分别对应被测零件的上表面和4个侧面,一个测头角度对应一个工位,依次对这些工位进行标定。
3.坐标系建立本实验中,我们运用“3-2-1”法建立无CAD模型的零件坐标系。
4.元素测量根据实验要求,我们需要测量4个平面,2个圆和7个柱体。
由于需要先建立坐标系,我们先测量柱体1、平面1、平面2、圆1和圆2,然后再测量剩余的特征元素。
5. 报表输出根据实验要求,输出几何公差的报告文件。
三、实验步骤1.开机和安装首先打开空气压缩机储气罐排水阀排水,然后依次开启空压机、冷干机、空气过滤器,检查气压是否在0.4-0.5Mpa范围之内,如果不在此范围内则可通过气源调节阀调节。
再依次接通交流稳压电源、UPS电源、测量机控制系统电源、测头控制器和计算机电源,启动PC-DMIS测量程序,即桌面快捷键“online”,屏幕将弹出PC-DMIS初始界面。
单击下拉箭头选择“未连接测头”,确定后等待数秒,当状态栏提示“请启动电机”时,按下手操盒上的“MOT ON”按钮,测量机加电,“MOT ON”指示灯亮。
当屏幕弹出“可以使坐标测量机回家”时按“确定”时,点击“确定”,状态栏提示“按开始”时,在确定测量机回家运行路径无障碍的情况下,按下手操盒上的“START”按钮,完成坐标初始化。
2.测头定义创建了一个新的测量程序,点击确定后,弹出测头工具框。
定义测头的步骤如下:(1)定义测头文件:在“测头文件”栏填入测头文件名。
(2)定义测头系统:在“测头说明”下拉菜单中选当前测量机所用的测头系统,测座选PROBEPH10M,传感器选PROBETP2,测针选TIP2BY20MM。
微纳米三坐标测量机探头等效直径测量

微纳米三坐标测量机探头等效直径测量文中微纳米三坐标测量机在外尺寸测量过程中,探头与被测件存在接触力变形、摩擦力、还有测头的各向异性等因素,因此,对最终的测量精度有一定的影响。
为了进一步提高微纳米三坐标测量机的测量精度,本文提出了通过对量块标准件进行不同角度方向测量,得到探头在测量外尺寸的不同角度方向测端等效直径。
实验结果表明通过10mm厚度量块得到的外尺寸测端等效直径补偿20mm厚度量块,可以减小一定程度的探头测端直径误差。
标签:微纳米三坐标测量机;量块;等效直径0 引言随着微细加工技术和微电子机械系统技术的快速发展,多种多样的微型器件相机被加工出来,如微型涡轮、微型针阵列、微型马达以及汽车发动机中的喷油嘴。
这些器件的尺寸形状对测量系统提出更高的要求,因此,研制高精度微纳米三坐标测量机来实现对被测件的高精度测量。
日本东京大学Kiyoshi Takamasu首次提出了区别于传统三坐标测量机的纳米三坐标测量机应具备的一些技术指标。
据此,国内外一些大学和研究所开始研制微纳米三坐标测量机,例如德国联邦物理技术研究所(PTB)研制的Special CMM、日本东京大学Takamatsu 教授于1995年开始研制的Nano-CMM、英国国家物理实验室(NPL)研制的小型三维测量机、瑞士联邦计量局(METAS)研制的Ultra precision CMM、台湾大学范光照教授研制的Nano-CMM[1]。
此外,中国精密机械研究所(303所)、中国长城计量测试研究院、天津大学、清华大学等许多科研院所和高校都对微纳米三坐标测量机进行了深入的研究。
本文研制的微纳米三坐标测量机是来源于科技部“863”计划重点项目,整个微纳米三坐标测量机系统是由微纳米接触扫描式探头[2](测头是直径为1mm的红宝石球)、“331”原则工作台[3,4]以及激光回馈干涉仪[5]的测量系统等部分组成。
1 微纳米三坐标测量机系统文中研制一台新型微纳米三坐标测量机其测量范围为50×50×50mm,各轴测长的分辨率为1nm,测量系统设计总不确定度≤100nm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*国家自然科学基金重大国际合作研究项目(项目编号:50420120134)收稿日期:2005年11月纳米三坐标测量机的精度设计*王 琦 陈晓怀 杨洪涛 金飞翔合肥工业大学摘 要:利用现代精度设计思想,根据纳米三坐标测量机的结构设计,分析了影响其精度的各项误差源,提出所需检定仪器的具体技术指标;根据给定的精度指标设计合理的精度分配方案,精度设计的结果满足纳米三坐标测量机的测量精度要求。
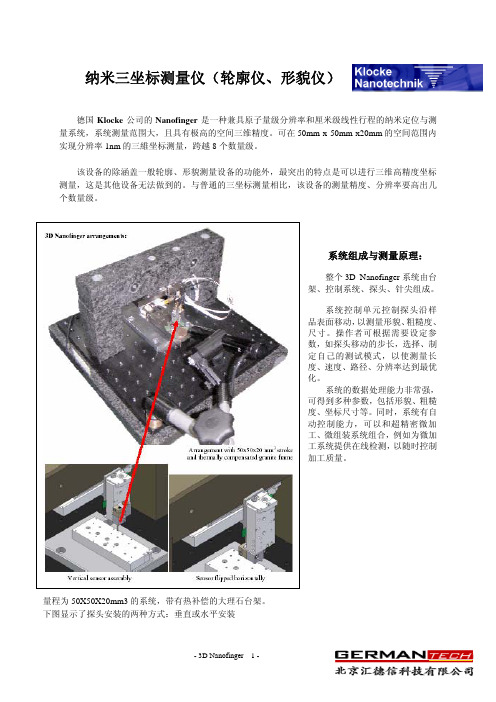
关键词:纳米三坐标测量机, 精度设计, 误差源分析Accuracy Design of Nano C MMWang Qi Chen Xiaohuai Yang Hongtao et alAbstract:The error sources affecting precision of the Nano C MM are analyzed,and the needed nanometer level calibrating instruments technical index are put forward by usi ng advanced accuracy design philosophy and the structure design of Nano C MM. The reasonable error distributing design are done according to the given accuracy target and the result of accuracy design can meet the required measur i ng accuracy of the Nano C MM.Keywords:Nano C MM, accuracy design, analysi s of error sour ce1 纳米三坐标测量机的工作原理和结构三坐标测量机具有很大的通用性与柔性,从原理上讲它能测量任何工件的任何几何元素的任何参数[1],尤其适用于测量箱体类零件的孔距、面距以及模具、精密铸件、汽车外壳、发动机零件、凸轮和飞机型体等带有空间曲面的复杂工件。
本文研究的是用于纳米级测量的三坐标测量机(见图1、图2),这种三坐标测量机以正交坐标系为基础,由机台、工作平台、精密滑动导轨、压电陶瓷线性马达和一维平面光栅尺、Z轴和测头组成,可实现微纳米三维内外尺寸及表面形貌测量。
在考虑机械结构热平衡、力平衡和有限元优化的基础上进行机台设计,可使机台变形引起的测量误差达到最小。
由工作平台、压电陶瓷马达、精密导轨和纳米级测量精度一维平面光栅组成纳米级二维定位平台,为解决传统的两维纳米定位平台因单边驱动另一边感测导致的阿贝误差问题,XY工作平台采用了共平面运动、力平衡和热平衡设计理念。
一维平面光栅安装在工作平台两侧,被测物体安放在定位平台上,压电陶瓷线性马达驱动工作平台带动被测物体进行水平面内X、Y方向移动,移动距离由一维平面光栅测得;Z轴测头为非接触式激光测头,Z向移动距离由激光读取,从而获得被测点三维坐标值。
整台测量机放置在控温精度为0 1 的恒温箱内,工作平台、精密滑动导轨和Z轴由低热膨胀系数材料铟钢制作,机台桥架、台面为花岗岩制作。
该机测量范围:20mm 20m m 10mm;单轴测量精度[2]:X、Y轴为30nm,Z轴为10nm。
图1 三坐标测量机结构图图2 共平面XY平台结构图2 影响纳米三坐标测量机精度的误差源分析三坐标测量机的测量精度取决于光栅系统误差、阿贝误差、导轨线值误差、导轨垂直度误差、热变712006年第40卷 7形误差、测头瞄准误差、动态误差、软件误差等因素的综合作用[3],必须全面分析这些误差来源。
(1)光栅系统误差 1共平面XY定位平台由平面光栅和压电陶瓷马达组成闭环定位系统进行精确定位,故光栅示值误差成为测量机定位误差的主要来源。
由于光栅测量是以实物作测量基准,虽然采取了许多措施,但在加工、装配、调整、信号处理等众多环节中仍有许多误差因素不可避免。
如光栅基体和刻线材料本身光学性质的不均匀性、导轨直线性误差引起的光栅副间隙改变、环境条件变化等使得实际的莫尔条纹信号相对于理想信号有偏离且在全量程上是变化的,很难保证正、余弦信号的等幅、等高、正交及全程稳定,导致系统细分误差很大,难以满足纳米级测量的需要[4]。
(2)阿贝误差 2X Y定位平台考虑了共平面运动、机械结构力平衡、热平衡等精度设计理论,但因采用一维平面光栅,且光栅安装在工作平台侧面,在水平和垂直方向均存在违阿贝距离和阿贝误差。
(3)测头系统误差 3测头瞄准误差引起的不确定度由测头瞄准的重复性误差和稳定性误差决定,在各个方向均匀分布,故三个方向的测头瞄准误差相等。
(4)温度误差 4此三坐标测量机精度较高,温度误差是一个不能忽视且对精度影响较大的误差源,主要由光栅尺和被测件膨胀系数不一致引起。
(5)其它误差 5影响三坐标测量机精度的误差还有软件误差、动态测量误差以及其它未考虑误差。
3 纳米三坐标测量机的精度设计3 1 等作用原则的精度初步设计依据上述分析结果,按照系统结构尺寸和系统单轴测量精度的要求,结合现有高精度误差修正方法和仪器,对三坐标测量机进行合理的精度设计。
由于X、Y方向的测量范围、结构形式、误差来源和精度要求相同,故两个方向的精度设计方法相同。
按照等作用原则和测量系统单轴测量精度30nm的要求,利用方和根法求得每个误差源的测量误差1= 2= 3= 4= 5=9005=13 4nm(1) Z轴采用非接触式激光测头,Z方向没有光栅系统误差以及因光栅尺和被测件膨胀系数不一致引起的温度误差。
但Z轴有因X、Y导轨俯仰角引起的两个误差分量。
按照等作用原则和测量系统单轴测量精度10nm的要求,利用方和根法求得每个误差源的测量误差21= 22= 3= 5=1004=5nm(2)因按等作用原则分配精度可能会出现不合理的情况,必须对测量误差重新分配与调整。
3 2 X,Y方向精度设计(1)光栅系统误差主要是光栅示值误差,可利用高精度双频激光干涉仪标定光栅误差,误差源是激光干涉仪的测量误差和测量重复性误差。
双频激光干涉仪测量误差为5nm,重复性为5nm,故光栅系统误差为1(X)= 1(Y)=52+52=7nm(3)(2)阿贝误差主要取决于导轨的俯仰角误差和测量点到平面光栅的距离。
X轴测量线至X轴光栅刻划中心线距离为35mm,工作台表面至X轴光栅刻划中心线的垂直距离为10mm。
分离导轨俯仰角的光电自准直仪的精度为0 1 ,重复性为0 1 ,故阿贝误差为 2(X)= 2(Y)=2 [(0 1 4 8 10)2+(0 1 4 8 35)2]=24 7nm(4)取 2(X)= 2(Y)=25nm。
(3)测头系统误差主要取决于测头瞄准的重复性误差,根据实际要求测头瞄准的重复性误差为4nm,稳定性误差为4nm,故测头系统误差为3(X)= 3(Y)=42+42=5 7nm(5)取 3(X)= 3(Y)=6nm。
(4)温度误差温度误差分布较复杂,难于修正,只能选择合适的测量机材料和导轨结构尺寸,控制温度偏差来控制,根据实际要求温控箱的温度偏差为0 1 ;被测件与光栅尺的膨胀系数差不超过4 10-6/ ,温度测量误差不超过0 02 ,温度测量分辨率0 01 ,故温度误差为4(X)= 4(Y)=(0 1 4 20)2+(0 02 4 20)2=8 2nm(6)取 4(X)= 4(Y)=9nm。
(5)其它误差这部分误差一般难以修正,且有些是未知误差源,故分配一个总体精度72工具技术4(X)= 4(Y)=5nm根据上述精度设计结果,X 、Y 方向的测量误差为(X )= (Y)=72+252+72+92+52=28 8nm<30nm(7)3 3 Z 方向精度设计Z 方向精度设计与X 、Y 方向类似。
新增了X 、Y 导轨俯仰角引起的两个误差分量,可用光电自准直仪分离,但要求其测量精度不低于0 05 ,重复性不超过0 05 ,不确定度分量为21= 22=(0 05 4 8 10)2+(0 05 4 8 10)2=3 4n m(8)取 =4nm, 3(Z )=6nm, 4(Z )=5nm,根据上述精度设计结果,Z 方向误差为(Z )=62+42+42+52=9 6nm<10nm(9)三个方向精度分配方案均满足精度指标要求。
4 结论根据Nano C MM 的工作原理与实际结构,从理论上全面地分析了误差来源,并对测量机进行合理的精度设计,提出所需标定仪器的精度要求。
该精度设计方案切实可行,满足测量系统精度的要求,为指导测量机的结构和精度设计、进行误差修正实现Nano C MM 的测量精度要求提供了扎实的理论基础。
该结论也可用于具有类似结构的精密机械空间测量精度分析与修正。
参考文献1 张国雄.三坐标测量机.天津大学出版社,1999,5232 费业泰.误差理论与数据处理.机械工业出版社,2000,82-833 钟振周,叶赐周,梁瑞方.精密机械空间误差量测与补偿.台北:全华科技图书股份有限公司,20044 余文新,邹自强,胡小唐.光栅纳米测量中的实时动态误差修正方法研究.仪器仪表学报,2001(6):63~64第一作者:王琦,硕士研究生,合肥工业大学仪器科学与光电工程学院,230009合肥市*安徽省教育厅自然科学基金资助项目(项目编号:2005kj037)收稿日期:2005年10月基于Lab VIEW 的数控轧辊车床车刀检测系统陶兆胜1杨文果21安徽工业大学 2安徽马钢第二轧钢总厂摘 要:讨论了车刀材料、几何参数和切削用量对车削过程切削力的影响;开发了基于Lab VIEW 的数控轧辊车床车刀实时检测系统;提出了利用该系统检测数据改进刀具设计与切削工艺的实例。
关键词:数控轧辊车床, 车刀, Lab VIE WTesting System of Lathe Tool of C NC Roller Lathe Based on Lab VIEWTao Zhaosheng Yang WenguoAbstract:The influences of the material and geometric parameters of the lathe tool and the cutting parameters on the cutting force in turning are discussed.The testi ng system of lathe tool of CNC roller lathe based on Lab VIE W is designed and the example that the tool design and the turning process are improved with the testing data of the system is presented.Keywords:CNC roller lathe, lathe too, Lab VIEW1 引言在数控轧辊车床加工轧辊工件的过程中,刀具的磨损非常严重。