大连机床操作面板
CK6180大连数控车操作维护指导书
大连数控(CK6180)操作维护指导说明书(001-159)本维护指导书对设备的维护和保养做出了指导,以提高设备的使用时间和使用设备处于完好状态,确保产品质量符合技术要求,使操作者能够明确操作、维护设备,减低故障率。
一、机床结构组成介绍本机床共分九个部分,分别为:床身、头架、尾座、液压站及润滑站、刀台、操作面板、电气柜、左右回转装臵部分等。
二、设备操作步骤及事项说明1.操作装臵1.1操作台结构大连数控31T 车床数控装臵操作台为标准固定结构,如图1.2.1 所示,其结构美观、体积小巧,外形尺寸为420×310×110毫米(W×H×D)。
1.2 显示器操作台的左上部为8.4 寸彩色液晶显示器(分辨率为640×480),用于汉字菜单、系统状态、故障报警的显示和加工轨迹的图形仿真。
图1-2-1 1.3机床操作面板(见图1-3-1图1-3-11.3.1工作方式选择按键:数控系统通过工作方式键,对操作机床的动作进行分类。
在选定的工作方式下,只能做相应的操作。
例如在“手动”工作方式下,只能做手动移动机床轴、手动换刀等工作,不可能做连续自动的工件加工。
同样,在“自动”工作方式下,只能连续自动加工工件或模拟加工工件,不可能做手动移动机床轴、手动换刀等工作。
下面将各工作方式的工作范围介绍如下:自动:自动连续加工工件;模拟校验工件程序;在MDI 模式下运行指令;手动:通过机床操作键可手动换刀、移动机床各轴,手动松紧卡爪,伸缩尾座、主轴正反转,冷却开停,润滑开停等;增量:可用于步进和手摇,默认为步进方式,再次按下此键,臵工作方式为手摇,再次按下臵工作方式为步进;用于定量移动机床坐标轴,移动距离由倍率调整(当倍率为“×1”时,定量移动距离为1um,可控制机床精确定位,但不连续);单段:按下循环启动,程序走一个程序段就停下来,再按下循环启动,可控制程序再走一个程序段;回参考点:可手动返回参考点,建立机床坐标系(机床开机后应首先进行回参考点操作)。
大连机床集团 XD-40 铣床(华中数控 HNC-21M) 说明书

XD-40铣床(华中数控HNC-21M)使用说明书(电气部分)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图1 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解下表的安全装置及其作用,以保证机床的正常运转和人身安全。
大连数控立式机床操作规程

大连数控立式机床操作规程1. 前言本操作规程适用于大连数控立式机床的操作人员。
为了保证安全、提高工作效率,操作人员必须按照规程的要求进行操作和维护。
2. 安全注意事项在操作大连数控立式机床时,操作人员必须遵守以下安全注意事项:1.在操作之前,确保操作人员已经接受过相关培训,并具备操作相关设备的能力。
2.检查机床及附件的运行状态,确保机床及附件正常工作,不存在问题和故障。
3.穿戴相关个人防护装备,包括安全鞋、护目镜等。
4.禁止在机床工作过程中穿戴松散的衣物或长发,以防止被拉入机床而发生危险。
5.禁止在操作机床时戴手套,以免影响操作的灵敏度。
6.维护机床及周围环境的清洁,防止杂物堆积和踏踏实实。
7.加工完成后,切记关闭电源和关闭机床及其附件的电源。
3. 机床操作步骤3.1 准备工作在进行机床操作之前,操作人员需要进行以下准备工作:1.检查工作环境是否安全,机床周围无杂物,操作空间充足。
2.确认加工工件和刀具的选用是否符合要求。
3.对机床进行检查,确保机床已经接通电源,并且各项参数设置正确。
3.2 开机操作按照以下步骤操作机床:1.按下机床的电源开关,确保机床电源正常开启。
2.打开机床控制柜,并确保控制柜的各项指示灯亮起。
3.在机床操作界面上输入相应的工艺参数,包括磨削深度、速度等。
4.将工件固定在工作台上,并调整好工件和刀具的位置。
3.3 进行加工操作按照以下步骤进行加工操作:1.在机床操作界面上选择加工模式,包括手动操作模式和自动操作模式。
2.如果选择手动操作模式,由操作人员手动控制机床进行加工操作。
–通过操作界面上的按钮或旋钮控制刀具的上下、前后移动,以及工作台的升降。
–注意刀具和工件的相对位置,避免碰撞和损坏。
3.如果选择自动操作模式,由机床自动进行加工操作。
–按下启动按钮,机床将按照预设的工艺参数自动进行加工操作。
–注意观察加工过程中是否有异常,如刀具卡住、工件异常等,及时进行处理。
3.4 加工结束加工结束后,按照以下步骤进行操作:1.停止机床的运行,按下停止按钮,确保机床停止加工。
数控机床操作面板图文详解

数控机床操作面板图文详解(总63页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March数控车床编程和操作(一)熟悉机床操作面板图-1 GSK980T面板1.方式选择EDIT:用于直接通过操作面板输入数控程序和编辑程序。
AUTO:进入自动加工模式。
MDI:手动数据输入。
REF:回参考点。
HNDL:手摇脉冲方式。
JOG:手动方式,手动连续移动台面或者刀具。
置光标于按钮上,点击鼠标左键,选择模式。
2.数控程序运行控制开关单程序段机床锁住辅助功能锁定空运行程序回零手轮X轴选择手轮Z轴选择3.机床主轴手动控制开关手动开机床主轴正转手动关机床主轴手动开机床主轴反转4.辅助功能按钮冷却液润滑液换刀具5.手轮进给量控制按钮选择手动台面时每一步的距离:毫米、毫米、毫米、1毫米。
置光标于旋钮上,点击鼠标左键选择。
6.程序运行控制开关循环停止循环启动MST选择停止7.系统控制开关NC启动NC停止8.手动移动机床台面按钮选择移动轴,正方向移动按钮,负方向移动按钮。
快速进给9.升降速按钮主轴升降速/快速进给升降速/进给升降速10紧急停止按钮(12)手轮(二)熟悉GSK980T数控系统的输入面板图-1GSK980T输入面板1.按键介绍(1)数字键(2)字母键数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
图-2(3)编辑键位参数,位诊断含义显示方式的切换。
消除输入到键输入缓冲寄存器中的字符或符号。
键缓寄存器的内容由CRT显示。
例:键输入缓冲寄存器的显示为:N001时,按(CAN)键,则N001被取消。
用于程序的删除的编辑操纵。
用于程序的修改的编辑操纵。
用于程序的插入的编辑操纵。
(4)页面切换键按下其键,CRT显示现在位置,共有四页[相对],[绝对],[总和],[位置/程序],通过翻页键转换。
程序的显示、编辑等,共有三页,[MDI/模],[程序],[目录/存储量]。
数控车床面板上各按键的作用

数控车床面板上各按键的作用摘要:数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC0-TC系统为例,介绍数控车床的操作。
操作面板1.CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC 0-TC系统为例,介绍数控车床的操作。
操作面板1.CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板(图2);下半部分是强电操作面板,通过面板上的按扭与开关直接控制机床工作,又称其为机械操作面板(图3)。
图3-5-1 数控车床操作面板图3-5-2CRT∕MDI面板图3-5-3机械操作面板1)主功能键CRT∕MDI面板上键盘的各主功能键功能见表1。
表1主功能键的功能键名称功能说明RESET 复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
CURSOR 光标移动键移动光标至编辑处PAGE 页面转换键CRT画面向前变换页面CRT画面向后变换页面地址和数字键按下这些键,输入字母、数字和其它字符POS 位置显示键在CRT上显示机床现在的位置PRGRM 程序键在编辑方式,编辑和显示内存中的程序在MDI方式,输入和显示MDI数据在自动方式,指令值显示MENOFFSET 偏置值设定和显示DGNOSPARAM 自诊断参数键参数设定和显示,诊断数据显示OPRALARM 报警号显示键报警号显示及软件操作面板的设定和显示AUXGRAPH 图形显示键图形显示功能INPUT 输入键用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入OUTPTSTART 输出启动键输出程序到I/O设备ALTER 修改键修改存储器中程序的字符或符号INSRT 插入键在光标后插入字符或符号CAN 取消键取消已键入缓冲器的字符或符号DELET 删除键删除存储器中程序的字符或符号2)子功能键CRT显示器下有五个子功能键,与显示器屏幕内下方的五个软键位置相互对应,随主功能状态不同,相应的软键有不同的含义,故称其为主功能状态下的子功能键。
大连机床操作面板

大连机床操作面板大连机床操作面板是用来控制机床运行和完成特定加工任务的重要设备。
它通常由操作按钮、旋钮、指示灯和显示屏等组成。
在操作面板上,操作员可以通过对各种控制元件的操作,实现对机床各种功能的控制和调节。
下面我将详细讲解大连机床操作面板的功能和使用方法。
首先,大连机床操作面板上会有一个主电源开关,用来控制机床的总电源供应。
在操作机床之前,必须将主电源开关打开,确保机床能够正常供电。
其次,操作面板上会有一个启动按钮和一个停止按钮。
启动按钮用于启动机床,当操作员按下启动按钮后,机床会开始运行。
带有指示灯的启动按钮被按下后,指示灯会亮起,表示机床正在运行。
而停止按钮则用于停止机床的运行,当操作员按下停止按钮后,机床会立即停止运行。
带有指示灯的停止按钮被按下后,指示灯会熄灭,表示机床已停止。
在操作面板上,通常还会有一些用于调节机床速度和加工精度的旋钮。
通过旋动这些旋钮,操作员可以调节机床的进给速度和主轴转速。
进给速度是指工件在加工过程中的运动速度,而主轴转速则是指主轴的旋转速度。
通过适当调节速度和主轴转速,可以控制加工的效率和加工质量。
除了上述的基本功能外,大连机床操作面板还会有一些特殊功能的控制按钮。
例如,有的机床会配备刀库,操作面板上会有一个刀库切换按钮,用于切换不同的刀具。
有的机床还会配备自动换刀装置,操作面板上会有一个自动换刀按钮,用于启动自动换刀程序。
操作员只需按下相应的按钮,机床就会执行相应的操作。
此外,操作面板上还会有一个显示屏,用于显示机床的运行状态和参数设置。
通过显示屏,操作员可以清楚地了解机床当前的工作状态,从而进行相应的调整和操作。
有些显示屏还可以实现触摸操作,操作员可以直接在显示屏上进行操作,更加方便快捷。
总之,大连机床操作面板是机床运行和完成加工任务的重要工具。
操作员通过对操作面板上的各种按钮和旋钮的操作,可以实现对机床的控制和调节。
一旦熟悉了操作面板上各个元件的功能和使用方法,就可以更加灵活地操作和控制机床,提高加工效率和质量。
第二章 机床操作面板详解
方会出现【程式】及【DIR】,无论在哪个界面,都可以直接输入程序号码。 注意:程序号码要和EOB分开输入,否则会出现¡°形式错误¡±。
(2)输入程序号完成后,可继续输入程序的其他内容,此时,整个单节打完后可连同【EOB】 一起输入了。
主轴负载表:
当此表指针所示为100%输出时,即为30分钟额定时,9kw之最大功率。所以73%就是相当于6.75kw 之连续额定。
其它功能键 电源开关:合上机床电柜总电源开关后,必须用钥匙打开此开关,数控脱离: 在手动模式下,控制主轴刀具的放松和夹具
供电指示灯: 当外部电源供给至机床后,此灯即时亮起
手动资料输入(MDI): 使用此功能执行之前,应先将模式开关转至{手动输入}状态。 MDI操作(如:调刀具) 参数设定及其他的设定(如:设定、计时器) 微调模式 微调操作: 使用此功能执行之前,应先将模式开关转至{微调操作}状态。 以手动脉波产生器手动进给 手动进给模式 手动(JOG): 将模式开关转至寸动,按下¡®+¡¯¡®-¡¯进给按钮,做连续进给运动。 寸动进给率用切削进给旋钮调整
切削液(COOLANT): 当按下¡°强制¡±键时,此键立即亮起;同时切削液会立刻喷出,即使在自动运行中也同样有
效。 若按下¡°程式¡±键,则切削液之开关依程序内指令开或关。 程式再启动和机械锁定 程式再启动(SRN)(特殊机能): 此功能可使加工一半的程式或加工中断的程式得以继续进行。
机械锁定(MLK): 机械锁定功能开启时,执行程式后,屏幕上的数字会变更,但是机械部分不会动,但M、S、T
(d)【SYSTEM】:参数、诊断等资料。 报警键和图形键 报警键(MESSAGE):可显示报警信号信息。
南京宇航——仿真软件操作说明书(一)

YHCNC-FANUC仿真软件操作说明书前言南京宇航自动化技术研究所是以南京东南大学、南京航空航天大学作为技术依托,一直致力于计算机辅助设计与制造技术(CAD/CAM)、数控技术(CNC)与网络集成技术的研究、开发、推广和应用,拥有一支强大的、经验丰富的技术支持和服务队伍,也是江苏省高校金工教学主要承建单位。
南京宇航自动化技术研究所开发FANUC、SIEMENS系统数控车、数控铣及加工中心模拟仿真教学软件,是结合机床厂家实际加工制造经验与高校(含职业技术学院、中等专业学校、技工学校和职业学校)教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
该软件具有FANUC、SIEMENS系统功能,学生通过在PC机上操作该软件,能在很短时间内就能操作FANUC、SIEMENS系统数控车、数控铣及加工中心,可手动或CAD/CAM编程和加工,教师通过网络教学,监看窗口滚动控制,可随时获得学生信息。
该软件兼容性广,可和国内数控设备配套教学使用。
南京宇航自动化技术研究所2004年5月目录第一章YHCNC概述 (5)1.1 YHCNC虚拟CNC (5)1.2 YHCNC的安装 (6)1.2.1 安装环境 (6)1.2.2 软件安装 (6)1.2.3 在安装期间生成的重要文件 (12)1.3 YHCNC的功能 (12)1.3.1 控制器 (12)1.3.2 功能介绍 (15)第二章YHCNC 操作 (16)2.1 执行和退出 (16)2.1.1 执行 (16)2.1.2 退出 (17)2.2 基本操作 (17)2.2.1 工具条和菜单的配置 (17)2.2.2 文件管理菜单 (18)第三章FANUC 0D 操作 .................................................................. 错误!未定义书签。
3.1 FANUC 0D 机床操作面板操作 ......................................... 错误!未定义书签。
大连数控18Ti 操作说明书

4 参数 ................................................................................................................................ 35
4.1 用户参数 .................................................................................................................. 35
3.5.2 超程 .................................................................................................................. 29
3.5.3 机床锁住和辅助功能锁住.................................................................................. 30
2.3.3 2.3.4
“位置”功能键的画面.......................................................................................... 7 “程序”功能键 .................................................................................................... 9
3.4 ...................................................................................................................................... 29 3.4.1 单程序段........................................................................................................... 29
常用各种数控机床控制面板功能简介

常用各种数控机床控制面板功能简介芷江民族职业中专学校李俊新本讲座将主要介绍数控机床的控制面板卜各种按钮开关的功能。
这部分内容主要是供数控机床实际操作人员参考。
由于不同类型的数控机床用户,根据各自生产的产品、生产规模及工艺流程,对于数控机床操作工的要求是不完全相同的。
而这里介绍的只是一般通用的数控机床上一些常用控制按钮所具备的功能,因此,如同在以前反复强调的,这里介绍的内容绝不能代替每台机床本身的产品说明书,以及数控机床供应商所提供的培训。
操作人员必须根据自己的工作性质及具体要求,通过仔细阅读机床产品说明书,以及实际的动手操作,来详细了解和真正掌握自己所操作的数控机床上各个按钮开关的具体功能。
数控机床控制面板按钮(开关)一般分为两个组成部分——控制部分与操作部分。
下面即分别介绍这两类按钮的功能。
1.数控机床控制功能按扭介绍控制部分按钮的基本任务是通过显示屏进行数据处理。
例如:直接输入加工程序;编辑或改动储存在控制器内的程序;输入及调整刀具修正值,等等。
另外,通过控制部分面板中的按钮,可以在显示屏上显示各种机床的状态数据,例如各运动轴的即日寸位置,主轴卜的刀具号以及控制系统的其他参数。
下面列出—些属于控制功能部分的按钮,并简单介绍一下其功能:【POWER】——控制面板上的电源开关按钮。
注意,此按钮仅为控制器的电源开关。
机床本身有一个总电源开关,但不在控制面板上。
需将总开关接通后,控制器电源开关才能起作用。
【POSITION】——“位置”按钮。
按动此钮,显示屏上显示各运动轴的即时位置。
包括“机器坐标”和“加工坐标”值。
【PROGRAM】——“程序”按钮。
将正在执行的加工程序显示在显示屏上。
可用于编辑和改动程序。
也可用于自动运转过程中监视程序。
【OFFSET】——“修正值”按钮。
将修正值数据页面显示在显示屏上。
操作人员可以输入或调整修正值。
【INPUT】——“输入”键。
将数据输至控制器,相当于普通电脑的“回车’’键。
FANUC-0i-mate操作说明书
XD-40数控铣床电气使用说明书(FANUC 0i mate-MB系统)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图1. 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解以下安全装置及其作用,以保证机床的正常运转和人身安全。
数控车床操作面板介绍
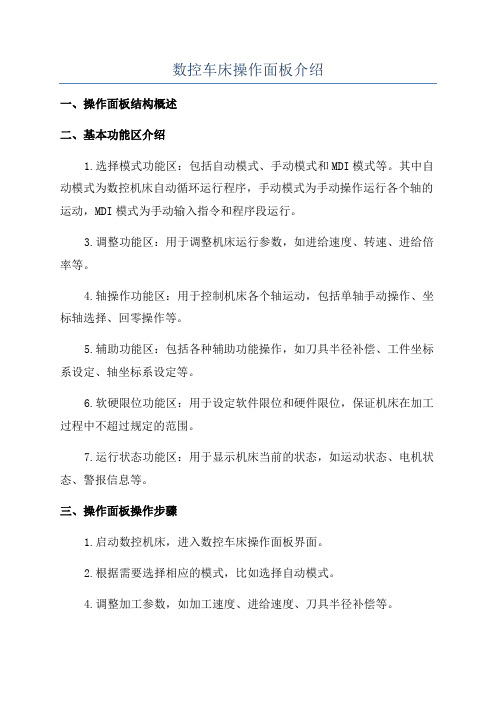
数控车床操作面板介绍一、操作面板结构概述二、基本功能区介绍1.选择模式功能区:包括自动模式、手动模式和MDI模式等。
其中自动模式为数控机床自动循环运行程序,手动模式为手动操作运行各个轴的运动,MDI模式为手动输入指令和程序段运行。
3.调整功能区:用于调整机床运行参数,如进给速度、转速、进给倍率等。
4.轴操作功能区:用于控制机床各个轴运动,包括单轴手动操作、坐标轴选择、回零操作等。
5.辅助功能区:包括各种辅助功能操作,如刀具半径补偿、工件坐标系设定、轴坐标系设定等。
6.软硬限位功能区:用于设定软件限位和硬件限位,保证机床在加工过程中不超过规定的范围。
7.运行状态功能区:用于显示机床当前的状态,如运动状态、电机状态、警报信息等。
三、操作面板操作步骤1.启动数控机床,进入数控车床操作面板界面。
2.根据需要选择相应的模式,比如选择自动模式。
4.调整加工参数,如加工速度、进给速度、刀具半径补偿等。
5.根据需要选择轴操作功能区,手动操作机床各个轴的运动。
6.进行辅助功能操作,如设定工件坐标系、设定刀具补偿等。
7.进行软硬限位的设定,以确保机床在正常运行范围内。
8.确认加工参数和操作步骤无误后,开始运行加工程序。
9.随时监控机床的运行状态和加工情况,根据需要进行调整和修改。
四、需要注意的操作要点1.操作前应了解数控车床的基本原理和操作规程,确保了解各个操作按键的作用和功能。
2.操作过程中要注意安全,严格遵守机床的操作规范和安全操作要求。
3.加工程序的编写和输入要准确无误,以免产生加工差错和失误。
4.在操作过程中,要随时注意机床的运行状态和警报信息,及时处理异常情况。
5.对机床的维护和保养要及时进行,保证操作面板的正常运行。
总结:数控车床操作面板是数控机床的核心部件,具备多种功能和丰富的操作方式,通过合理使用操作面板,能够实现对机床的精确控制和加工参数的调整,提高生产效率和加工质量。
在使用过程中,需要按照操作规程进行操作,保证设备的安全运行和加工的准确性。
数控铣床操作面板简介

根据工艺要求输入其他相关参数,如 冷却方式、刀具补偿值等。
设置切削参数
根据刀具、工件材料和加工要求等实 际情况,设置合理的切削参数,如切 削深度、进给速度、主轴转速等。
加工操作流程
对刀
确定刀具与工件之间的相对位置,即对刀。通过对刀操作可以建立工 件坐标系和刀具补偿值。
校验程序
在正式加工之前,对输入的加工程序进行校验,确保程序正确无误。
快速定位
通过进给控制按键,可以实现工作台的快速定位,提高加工效率。
机床控制按键
程序选择
通过机床控制按键,可以选择不同的加工程序进行加工。
单步运行
通过机床控制按键,可以实现加工程序的单步运行,便于调试和检查。
辅助功能按键
要点一
刀具补偿调整
通过辅助功能按键,可以调整刀具的补偿值,以修正刀具 的尺寸误差。
防水防尘
在操作过程中,避免水滴或灰尘进入操作面板内部,以免造成短路 或损坏电子元件。
避免强烈撞击
操作面板应避免受到强烈撞击或挤压,以免造成损坏或按键失灵。
按键的定期检查与更换
按键检查
定期检查操作面板上的按键是否正常工 作,有无松动或按下无反应的情况。
VS
按键更换
若发现按键损坏,应及时更换,以确保操 作面板的正常使用。在更换按键时,应选 用与原按键相同规格和颜色的按键。
检查设备状态
在清理工作区域的同时,应检查数控铣床的各 部位是否正常,如有异常应及时处理。
关闭电源
完成加工后,应按照规定关闭数控铣床的电源,确保设备安全。
05 数控铣洁保养
清洁保养
定期使用干燥的软布擦拭操作面板,以保持其清洁和光泽。避免使 用含有化学物质的清洁剂,以免损坏面板表面。
机床控制面板按钮及其功能介绍
1.2.1 机床控制面板按钮及其功能介绍
3.模式选择按钮 (1)回零 • 当回零点指令执行完成后,对应X回零或Z回零的指示灯
变亮。 (2)手动 • 手动切削连续进给和手动快速连续进给。
图1-12 进给速度倍率旋钮
1.2.1 机床控制面板按钮及其功能介绍
(3)手摇 • 手摇即手轮进给操作,在手轮进给方式中,可以通过旋转
• 在 “手动”模式下,按下该按钮(图115中左上角按钮),主轴将停止转动。
(4)主轴倍率调整旋钮
• 在主轴旋转过程中,可以通过主轴倍率 调整旋钮(如图1-16所示)对主轴转速 图1-16 主轴倍率调整旋钮
1.2.1 机床控制面板按钮及其功能介绍
•
6.数据保护
• 当数据保护旋钮(如图1-17所示)处 于“1”位置时,即使在”编辑”状态 下也不能对NC程序进行编辑操作。只 有当数据保护旋钮处于“0”位置,并 在”编辑”状态下,才能对NC程序进 行编辑操作。
图1-14 循环启动按钮
1.2.1 机床控制面板按钮及其功能介绍
• 5.主轴功能
(1)主轴正转
• 在 “手动”模式下,按下该按钮(图115中左下角按钮),主轴将顺时针转动 。
(2)主轴反转
• 在 “手动”模式下,按下该按钮(图115中右下角按钮),主轴将逆时针转动 。
图1-15 主轴功能
(3)主轴停转
1.2.1 机床控制面板按钮及其功能介绍
• 4.循环启动 (1)循环启动 • 在自动运行状态下,按下该按钮(图1-14中左侧按钮),
机床自动运行程序。 (2)进给保持 • 在机床循环启动状态下,按下该按钮(图1-14中右侧按钮
),程序运行及刀具运动将处于暂停状态其他功能如主 轴转速、冷却等保持不变。再次按下循环启动按钮,机床 重新进入自动运行状态。
数控车床操作面板
用于直接通过操作面板输入数控程序和编辑程 序。 进入自动加工模式。 手动方式,手动连续移动刀架。 手动方式回参考点。 増量选择,步进增量有×1为0.001毫米,×10 为0.01毫米,×100为0.1毫米,×1000为1毫米 四种。 自动加工模式中,程序单步运行。
增量选择键
单段键
4.1 数控车床操作面板
表4-1 系统操作面板功能键的主要作用
按键 名称 替代键 删除键 插入键 修改键 换行键 上档键 程序键 位置显示 键
按键功能
用输入的数据替代光标所在的数据。
删除光标所在的数据;或者删除一个数控程序或者删除 全部数控程序。
把输入域之中的数据插入到当前光标之后的位置。
消除输入域内的数据。
结束一行程序的输入并且换行。 按住此键,再按双字符键,则系统输入按键右下角的字 符 数控程序显示与编辑页面。 位置显示页面。位置显示有三种方式,用翻页键按钮选 择。
4.2.4.3 在数据输入行输入一个程序段,按 确定。
4.2.4.4 按
键,立即执行输入的程序段。
4.2 数控车床操作
4.2.5 自动运行方式
在自动方式下零件程序可以自动加工执行,这是零件 加工中正常使用的方式。 操作步骤: 按 键,进入自动运行方式,屏幕左下角显示 “MEM”,选择要运行的程序,在屏幕右上角显示程序名称,
4.2 数控车床操作
Байду номын сангаас
图4-6
刀具补偿窗口
4.2.12.6 输入“X和刚才测量的工件直径”,按 再按[测量]键, X轴方向刀对好。
键,
4.2 数控车床操作
4.2.12.7 按 启动主轴,按 键,将车刀移动 到工件附近,然后将进给速率调到低速档,配合以增量进 给,使刀具轻轻触碰到工件右端面或进行试切。 4.2.12.8 按 键,使刀具退出工件到合适位置,按 键停止主轴。注意不能按 或 键在 Z轴方向移动刀具。 4.2.12.9 重复步骤5,选择补偿参数编号。 4.2.12.10 输入“Z0”,按 向刀对好。 键,再按[测量]键,Z轴方
大连产普通车床说明书

大连产普通车床说明书大连产普通车床说明书篇一:大连机床说明书终版金属表面电解质-等离子抛光机床使用说明书大连樱菲琳格科技发展有限公司 201X年10月 - 1 -公司概述大连樱菲琳格科技发展有限公司位于大连经济技术开发区,是一家主要从事生产、研发以及引进国际高新技术和人员,并推介国内人员出国培训和留学的科技公司。
本公CN61806280A A. B. C C-15长沙二机车床CW61836283C A.B.C C-19长沙二机车床CW61936293C A.B.C C-20 床 C6020 A C-21德州车床CD6171 A.B.C C-22 车床 CF6140A.B.C C-23大连车床C620C620G -24 车 C512A A.B.C C-25青海重型轴颈车(磨)床CA8311AA C-26 纵切自动车床CM1113 A C-27 西安车床 CX6140A C-28 一车床J1MT360X1000mmA C-29 齐一立车 C5112AA C-30 一立车C5116A A C-31 济一精密车床-32 床 C616A-1 A.B.C C-33 沈一车床 C620-1 A C-34 州车床CW61180A.B.C C-35 济一数控车床 CJK6136 A C-36 角车床C1336 A C-37 南京六角车床C1325 A C-38 州车床 CDZ系列A、B、C、D 瓦房云南机床厂数大连二机车济南一江西四机(车济南一机车长沙二机车齐哈一机落地车沈一仿形瓦房店立宁江精密单轴济齐济一精密车德南京六德C-39 鲁南车床 CL6132A C-40 宝鸡普通、数显车床 40\50系列 A C-41 济一高速精密车床J1-MK460 A C-42 济一车床J1C6132 A C-43 济一车床J1C6136 AC-44 济一车床J1C6140 A C-45 济一高速精密车床J1-MK530A C-46 FANUCOi-MC使用及维修说明书 C-47 烟台液压多刀半自动车床CA7620 AC-48 齐一立车 C5120 C5116A C5112A A C-49 兰州车床CW6163D CW6263D AC-50 兰州车床 CW6180DCW6280DA C-51 沈一管螺纹出床 S1-127A A全套生产图纸C-52大连二机CW62100C 等十种型号车床A C-53 大连车床 CW61(2)63E A、B、CC-54 大连车床 CW61(2)80E A、B、C C-55 大连车床 CW61(2)100E A、B、C TX-1 北京一机立铣X52K ATX-2 北京一机卧铣 X62WA TX-3 北京一机卧铣XA6132A、B、CTX-4 齐哈二机卧铣X6130 A、B、C TX-5 上海四机立铣X53TA TX-6 南通机床厂仿形摇臂万能铣 XF6325 A TX-7 汉川机床厂卧式镗铣床 T611BT611C ATX-8中捷卧镗 T68 A .B.C TX-9 蚌埠晶菱万能升降台铣床X6142AT A.B.C TX-10蚌埠晶菱卧式升降台铣床X6042ATA.B.C TX-11北京一机立铣X53K A TX-12北京一机卧铣 X63W A TX-13汉川机床厂卧镗 T611AA TX-14上海四机立铣 X53TA TX-15芜湖重型立式精镗床T716A A、B TX-16北京一机立铣 X5032A A TX-17南通机床厂立铣X53K A TX-18北京一机圆工作台铣床X5216 A TX-19北京一机立铣 X53KA、B、C、精度标准TX-20北京一机卧铣 X62W A、B、C TX-21北京一机立铣 X52KA、B、C、精度标准 TX-22天津六机龙门铣床 X201XG A TX-23 德州卧镗 T68A TX-24 昆明卧镗TX68 A、B、CTX-25 昆明立式金钢镗 T716 A、CTX-26上海七机万能铣 X57-3AA TX-27立铣X5032ATX-28中捷卧式铣镗床TPX619、6111系列电气说明 TX-29 花键轴铣床 Y631K A、B TX-30上海四机立铣 X5025A A、B、C TX-31 昆明数显卧镗床TX6111DA、B、C TX-32 浙江泰源侧面铣TX700X1600mm A B-1 济南二机龙门刨铣床 BX201XX4m AB-2青岛生建牛头刨床 BC6063 A、B、C B-3 北京二机牛头刨床 B665 A、B、C B-4抚顺机床厂插床 B5032 A、B、C、DB-5 济南二机龙门刨床 B215 A B-6青岛生建牛头刨床B6066BC6063 A.B B-7 济南二机单臂刨床B1010A×3m AB-8济南二机单臂刨床B1012A×4m A B-9 济南二机单臂刨床B1016A×6m AB-10 济南二机龙门刨床B201XA×3m A B-11济南二机龙门刨床B201XA×4m A B-12 济南二机龙门刨床B201XA×4m6mA B-13北京一机龙门铣床 X201XA A. B. C B-14 长沙机床厂卧式拉床 L6120A B-15定陶机床厂插床 B5032 A. B B-16青岛生建牛头刨床 B665A B-17泉州机床厂牛头刨床 B6080-1 A、B、C B-18 抚顺新生插床B5020B5032 A、B、D W-1 长治锻压液压弯管机 CDW27Y-114X8mmAW-2长治锻压液压弯管机CDW27Y-159X14mm A W-3 长治锻压液压弯管机CDW27Y-219X18mmA W-4上海长江液压弯管机 WC27-114X8mm A W-5 南通恒发七辊平板机 W43J-20X7A W-6长治锻压三辊卷板机CDW11-20X201XA A W-7 长治锻压三辊卷板机 CDW11系列A W-8泰安锻压三辊卷板机W11系列A W-9 泰锻一分厂三辊卷板机 W11-8X2m A W-10沈阳重型四辊卷板机W12-20X1.9MA W-11江都机床厂液压折弯机WB67Y-100TX3.2m AW-12 液压折弯机 WB67Y-63TX5m A W-13开卷校平剪切收卷线3X2m A W-14无锡冶金液压折弯机 WB67Y-100T A W-15金星折剪液压折弯机WB67Y-40TX 2mAC W-16济二开卷校平剪切线 ZS-3X1.6m全套 W-17液压折弯机 WB67Y-63TX1.6m A W-18 液压折弯机 WC67Y-25TX1.6m A W-19陕西方圆手动折方机 WS-15 A W-20 泰安华鲁WC67Y-63TX2500A、C W-21济工设备安装公司液压弯管机DYW-1 A W-22 陕西方圆校平压筋机JP2X1300A W-23陕西方圆液压铆接机YM-20 A W-24 陕西方圆共板法兰成型机BFX-12 A W-25陕西方圆单平口咬口机YZD-12-380A B W-26 陕西方圆压筋机YJ-1.2X2300 A B W-27陕西安装咬口机 A W-28 江阴机械机械弯管机 W27-60 A W-29泰安泰尊液压折弯机WD67X-160TX4m ABC Y-1 济南二机单面校直机 WA34-200T A Y-2 济南二机闭式单点压力机J31-400TA Y-3 齐哈二机切边压力机 J81-1250TAY-4 嘉祥轻工机械厂开式可倾压力机J23-16T A Y-5 济南机械制修厂开式可倾压力机J23-35TAY-6 徐州锻压开式可倾压力机 JC23-63T A Y-7 平度木工机械厂开式可倾压力机J23-80TA Y-8 开式固定台压机 JB21-100T A Y-9 青岛锻压双盘摩擦压力机J53-1000TA Y-10山东机器厂上顶式油压机 300TA Y-11长治锻压空气锤C41-400kgA Y12徐州锻压开式固定台压机 JA21-160T A.B.C Y-13济南二机双点压力机J36-160T A.B.C Y-14淄川机械厂空气锤 C41-150AA Y-15济南二机单点压力机J31-250T A.B.DY-16天津二锻单柱校正压装液压机Y41-25B A Y-17开式可倾压力机 J23-12TA、 C Y-18 开式可倾压力机 J23-16TA Y-19开式可倾压力机 J23-25TA、 C Y-20 开式可倾压力机 J23-40TA、C Y-21开式固定台压机 J21S-63T A、CY-22荣城锻压开式固定台压机 JB21-100T A Y-23青岛锻压双盘摩擦压力机J53-160BA、B、C Y-24 四柱油压机 YB32-100T A Y-25上海锻压单点压力机JA31-400TA、B、C Y-26 青锻双盘摩擦压力机J53-1000T A、B、C Y-27济二高密双点压力机 J36-250B A. D Y-28 济二数控液压转塔冲床J92Y-30T A Y-29黑锻回转头步冲压力机JH92K-252 A Y-30 胶锻双盘摩擦压力机 J53-300TA、B、C附送:大连市经委老干部离退休党支部工作职能大连市经委老干部离退休党支部工作职能1、宣传贯彻执行党的路线、方针、政策和各级党组织的决议,组织离退休干部党员在维护、关心、支持改革开放和现代化建设的大局中发挥先锋模范作用。
第二章机床操作面板详解

第二章机床操作面板详解第二章机床操作面板详解在现代工业生产中,机床是起到举足轻重作用的关键设备。
而机床的操作面板,则是实现机床控制和操作的核心界面。
本章将对机床操作面板进行详解,以帮助读者更好地理解和掌握机床的操作方法。
一、操作面板的基本组成机床操作面板是机床的控制台,通常由以下几个基本部分组成:1. 电源开关:用于控制机床的电源开关,通过打开或关闭电源,可以实现机床的启动和停止。
2. 模式选择:包括手动模式和自动模式两种选择,手动模式用于手动操控机床的运动,自动模式用于自动化操作。
3. 运动控制:用于控制机床运动的按钮,包括各轴的进给速度调节、进给方向选择以及启动和停止按钮等。
4. 参数设定:用于设定机床工作的相关参数,包括工作速度、加工尺寸等。
5. 显示器:显示器会显示机床的各种状态信息,如当前的加工进度、加工速度、轴的位置等。
6. 报警指示灯:当机床发生异常情况时,报警指示灯会亮起,提示操作人员进行相应的处理。
二、操作面板的使用方法在使用机床操作面板时,需要按照以下步骤进行操作:1. 打开电源开关,确保机床供电正常。
2. 根据需要选择工作模式,手动模式或自动模式。
3. 根据加工要求,设定相关参数,如进给速度、加工尺寸等。
4. 通过运动控制按钮控制机床的运动,包括进给速度调节、进给方向选择以及启动和停止按钮等。
5. 在加工过程中,通过显示器监控机床的运行状态,如加工进度、加工速度等。
6. 当机床发生异常情况时,根据报警指示灯的亮起进行相应的处理,可以是停机、检修或报警解除等。
三、操作面板的注意事项在使用机床操作面板时,需要注意以下事项:1. 熟悉机床的操作面板布局和功能,理解各个按钮和指示灯的作用。
2. 严格按照操作流程进行操作,避免操作错误导致机床故障或工件损坏。
3. 在操作之前,确保机床和操作面板的电源是关闭的,以免发生安全事故。
4. 定期检查机床操作面板的功能和连接线路,确保其正常工作。
数控机床面板操作方法

数控机床面板操作方法
数控机床面板操作方法可以分为以下几个步骤:
1. 启动机床:按下启动按钮或拨动启动开关,使机床开始运转。
2. 设定工艺参数:使用数字键盘或旋钮,输入加工工艺所需的参数,如进给速度、主轴转速等。
3. 选择加工程序:根据加工工件的要求,从预先编写好的加工程序中选择合适的程序。
4. 设置工件原点:根据工件的相对位置关系,通过手动或自动方式设置工件原点,确定加工起点。
5. 调整刀具位置:使用手动或自动功能,将刀具移动到加工起点或其他所需位置。
6. 测试运行:进行简单的测试运行,检查加工路径和工件位置是否正确。
7. 开始加工:确认一切准备就绪后,按下开始按钮或拨动启动开关,使机床开始自动加工工件。
8. 监控加工过程:在加工过程中,及时观察机床面板上的各种指示灯和显示屏,确保加工过程正常进行。
9. 结束加工:加工完成后,按下停止按钮或拨动停止开关,使机床停止运转。
10. 关机:关闭机床的电源开关,确保机床处于安全状态。
需要注意的是,不同型号的数控机床可能略有差异,操作方法可能会有所变化,具体操作应根据机床的使用说明书来进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工程序,用写字板打开,“编辑”下拉菜单里选择“全选”“复制”,再在本仿真系统LCD显示框里,
利用CTRL+V(粘贴)程序。按
复位键,程序回到程序头部。
5)、
自动运行模式下,按
。
6)、加工完成后,断开电源
,离开本系统。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
7) 在JOG
方式下,选择
、
、
、
,移动刀架,使刀具在工件右端面轻车
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
一刀。Z方向不动,X方向垂直移出到安全位置。如下图所示。
页码,8/11(W)
8) 点
,再点显示
页,用“
4). 点击“
”按钮,弹出一个“测量”窗口,把绿色线移到需要测量的外圆位置上,按“执行
测量”按钮。弹出一个新窗口,显示所测量的数据。如下图所示。
5). 把测量到的值记下,点
,再点显示
页。如下图。
6)用 “
、
、
、
”键,把光标移动到NO 01号刀“X”位置,用数字键输入
“X24.8”按
键,系统自动算出实际刀补。如下图。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,11/11(W)
注: 序.
进给保持,按下该键后,进给为零,当再按循环启动 复位键,按下该键后,主轴停转,程序回到开始。
● 单程序段运行
键,机床接着运行程
在程序执行过程中,若按下单节键 键,下一个程序段执行后,机床停止。
2).按
健,使主轴正转。(
)。
3). 选择 、
、
、
,移动刀架,用刀具在工件外圆处轻轻试切一刀。X轴方向不
动,Z方向水平移到安全位置,按
健,停主轴。如下图所示。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,7/11(W)
,执行一个程序段后,机床停止。若按循环启动
● 跳段 跳过程序中有“/”符合的程序段。
九、操作流程
1)、接通电源
。
2)、原点复归(回零操作),详见“二、回零操作”。
3)、根据程序单要求,安装工件。安装刀具,并对刀。对刀详见“六、对刀操作”。
4)、
编辑方式下,
里,直接通过面板输入程序,或在MASTERCAM、UG编程软件里后处理出来
1). 检索要插入的地方前面的数字。 2). 键入要插入的地址符。 3). 键入数据。
键;如果程序不存在请按
键,即可进行程序的编写
4). 按
键。
b). 字的变更
1). 检索要插入的地址。
2). 键入要变更的地址符。
3). 键入数据。
4). 按
键。
c). 字的删除
1). 检索要删除的字。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
三、手动方式操作
● JOG手动连续进给
1). 选择手动方式
。
2). 选择一个移动方向轴 、
、
、
,,机床沿着选择轴方向移动。旋转进给速率
按钮,可以调整进给速度。
注:当按下快速进给按钮 率”可调倍率。
时为快进,机床以机床参数设定的进给值做快速进给运动。此时”进给速
● 手轮进给
进给速率按钮
1). 选择当量方式
,分别点击方向轴
、
,该轴返回机床机械零点。回到零点后,LCD
界面XZ如图所示:
注:1)关掉电源,重新开机后,必须执行回零操作。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,4/11(W)
2)回零操作时,进给速率不能为“0”
、
、
、
”键,把光标移动到“01”
号刀的“Z”位置,输入“Z0”,按 示。
键,系统自动算出实际Z向刀补,1号刀对刀完成。如下图所
9) 录入方式下输入T02按循环起动,把2#刀转到当前工作位置,X轴方向跟1#刀同样操作,把测量到 的数值输入到NO 02号刀X值上;Z方向移动刀尖到与右端面平齐,沿着X方向垂直移到安全位置。把光标移
2011/1/27
w
页码,5/11(W)
注:一定要在手轮范围内按下鼠标,这样才能转动手轮。
四、录入方式(MDI方式)
由LCD/MDI操作面板输入一个指令并可以执行。 操作步骤:
1).选择录入方式
。
2).按
按钮。
3).按
,在MDI方式输写指令,如输写G01 X10.5。
4).按
键,G01 X10.5数据被输入并显示。在按
光标向上键
光标向右键
光标向下键
上翻页键
下翻页键
位置
程序
刀补
参数
复位键
CNC复位;取消报警等
输入键
输入工件偏移值、刀具补偿量和参数
取消键
删除最后一个进入输入缓存区的字符或符号
插入键
替换键 删除键
程序编辑(插入、替换、删除)
【电源开启】:当电源接通时,LCD画面上有内容显示。 【电源关闭】当电源断开时,关闭一切操作。 【紧急停止】用于机车的紧急停止。
按
键,可以再一次的输写正确指令。
5).键入Y200.5 (例)
键之前,如果发现键入的数字是错误的,
6).按
键,Y200.5的数据被输入并显示在LCD画面。如果输入的数据错误,与X时的同样处理。
7). 按
五、装刀
键,程序即被执行。
在右击菜单中(如图8-1),选择手动装刀,或者点击快捷菜单 ,光标将变为小手光标,用小手 光标指向如图8-2上的其中一位置,它会提示此位置是刀具类型与名称,选中按住鼠标左键不放,拖动刀 装到当前刀位,松开鼠标左键即可,接着弹出一个调整刀具的对话框,如图8-3,可向前、向后,向左、 向右调整刀具,调整刀具前先要松开螺钉,刀具调整好以后一定要紧闭螺钉才可以关闭当前对话框。点任
2011/1/27
w
页码,10/11(W)
2). 按 键。 ● 程序的删除 a).删除存储器中的程序
1).编辑方式
下,点击程序
键,显示程序画面。
2).在操作面板上按
键,输入地址“O” 。
3).输入要删除的程序号。
4).按删除
键,则对应输入程序号的存储器中程序被删除。
b).删除存储器中的全部程序
1).编辑方式
【主轴反转】在手动方式下按此按键,主轴逆时针转动。 【主轴停转】在手动方式下按此按键,主轴停止转动。 【主轴正转】在手动方式下按此按键,主轴顺时针转动。 【 单 段 】在自动方式下程序单段运行。 【 跳 段 】跳过不加工的程序段。
【 手轮】手轮方式,选择手轮X、Z和步长
进给。
二、回零操作1). 选Fra bibliotek回零方式务栏的快捷菜单 也可以调整刀具,点 卸掉刀具。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,6/11(W)
六、对刀操作
1).开机回零后,JOG 先从1号刀开始对)。
方式,在录入方式下输入T01按循环起动,转动1#刀为当前工作刀具(例如
w
页码,1/11(W)
大连机床操作面板
CZK—FANUC0iMate系统操作面板
一、面板按健功能介绍
返回键
软菜单键 菜单扩展键
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,2/11(W)
字母键
数字键
光标向左键
动到NO 02号刀的“Z”位置,输入“Z0”,按
键,系统自动算出实际Z向刀补,2#刀对刀完成。
同上方法,可以对3#刀、4#刀……进行对刀。
mk:@MSITStore:C:\CZK\czkFiles\helpLahte.chm::/大连机床操作面板.htm
2011/1/27
w
页码,9/11(W)
七、编辑方式
,下点击程序
键,显示程序画面。
2).在操作面板上按
键,输入“O-9999”,按删除
键,则存储器中的所有程序被删除。
八、自动运转方式
● 自动运转的启动
1).选择编辑方式
,
里选择好当前操作的程序。
2).选择自动方式
。
3).按操作面板上的循环启动 ● 自动运转的停止
键。
按下进给保持
键或复位
键可暂挺或终止自动运行。
2011/1/27
选择编辑方式
,可编辑、修改、存储、调入NC程序。但必须注意进行程序的编辑时,必须在没
有报警的情况下,而且程序锁也必须打开。
● 打开或新建一个程序
1). 选择编辑方式
。
2). 按程序
键后,显示程序一览画面。
3). 按Oxxxx 如果此程序存在请按 (xxxx为程序号,从0~9)。 ● 字的插入、变更、删除 a). 字的插入
【循环启动】按下该按钮,系统自动运行加工的程序,用暂停、复位、急停可以停止加工。