SMT首件确认报告
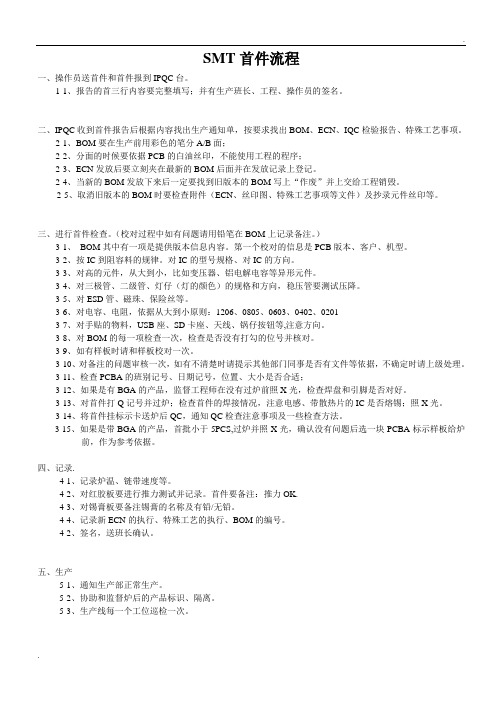
SMT首件流程首件流程

SMT首件流程一、操作员送首件和首件报到IPQC台。
1-1、报告的首三行内容要完整填写;并有生产班长、工程、操作员的签名。
二、IPQC收到首件报告后根据内容找出生产通知单,按要求找出BOM、ECN、IQC检验报告、特殊工艺事项。
2-1、BOM要在生产前用彩色的笔分A/B面;2-2、分面的时候要依据PCB的白油丝印,不能使用工程的程序;2-3、ECN发放后要立刻夹在最新的BOM后面并在发放记录上登记。
2-4、当新的BOM发放下来后一定要找到旧版本的BOM写上“作废”并上交给工程销毁。
2-5、取消旧版本的BOM时要检查附件(ECN、丝印图、特殊工艺事项等文件)及抄录元件丝印等。
三、进行首件检查。
(校对过程中如有问题请用铅笔在BOM上记录备注。
)3-1、BOM其中有一项是提供版本信息内容。
第一个校对的信息是PCB版本、客户、机型。
3-2、按IC到阻容料的规律。
对IC的型号规格、对IC的方向。
3-3、对高的元件,从大到小,比如变压器、铝电解电容等异形元件。
3-4、对三极管、二级管、灯仔(灯的颜色)的规格和方向,稳压管要测试压降。
3-5、对ESD管、磁珠、保险丝等。
3-6、对电容、电阻,依据从大到小原则:1206、0805、0603、0402、02013-7、对手贴的物料,USB座、SD卡座、天线、锅仔按钮等,注意方向。
3-8、对BOM的每一项检查一次,检查是否没有打勾的位号并核对。
3-9、如有样板时请和样板校对一次。
3-10、对备注的问题审核一次,如有不清楚时请提示其他部门同事是否有文件等依据,不确定时请上级处理。
3-11、检查PCBA的班别记号、日期记号,位置、大小是否合适;3-12、如果是有BGA的产品,监督工程师在没有过炉前照X光,检查焊盘和引脚是否对好。
3-13、对首件打Q记号并过炉;检查首件的焊接情况,注意电感、带散热片的IC是否熔锡;照X光。
3-14、将首件挂标示卡送炉后QC,通知QC检查注意事项及一些检查方法。
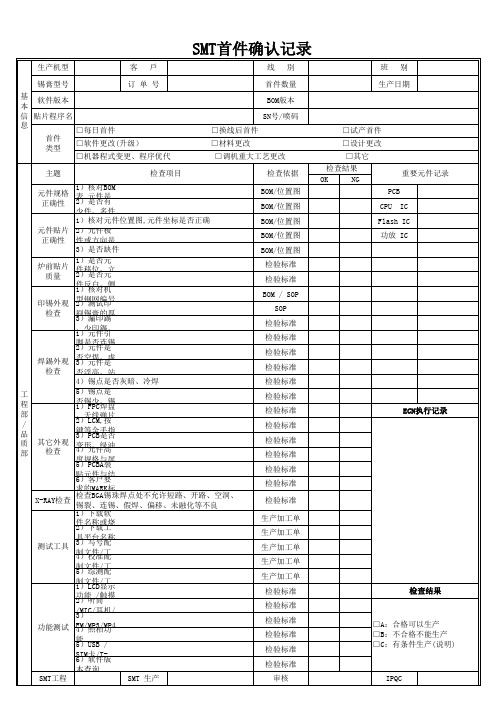
SMT首件确认记录
程
否 1)锡F少PC、焊锡盘
部 /
、 2)天L线CM弹,按片
品
鍵 3)等P金CB手是指否
质 部
其它外观 检查
变 4)形元、件绿高油
度 5)规P格CB与A裝屏
贴 6)元客件户与要结
求的MARK标
X-RAY检查
检查BGA锡珠焊点处不允许短路、开路、空洞、 锡裂、连锡、假焊、偏移、未融化等不良
1)下载软
件 2)名下称载或工烧
检验标准 检验标准 BOM / SOP
SOP 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准 检验标准
检验标准
生产加工单 生产加工单 生产加工单 生产加工单 生产加工单
检验标准 检验标准 检验标准 检验标准 检验标准 检验标准
审核
班别 生产日期
测试工具
具 3)平写台号名配称 制 4)文校件准/工配
制 5)文综件测/工配
制 1)文L件CD/显工示
功 2)能听/筒触摸
/3M)IC/耳机/
功能测试 F4)M/照MP相3/功MP4
能 5)USB /
S6I)M软卡件/T版-
本查询
SMT工程
SMT 生产
检查依据
BOM/位置图 BOM/位置图 BOM/位置图 BOM/位置图 BOM/位置图
□试产首件
□设计更改
□其它
检查結果
OK
NG
重要元件记录
PCB
CPU IC
Flash IC
功放 IC
ECN执行记录
检查结果
□A:合格可以生产 □B:不合格不能生产 □C:有条件生产(说明)
SMT首件检查确认清单

1
231
2.如检查结果栏当次无NG,则当次确认结果为OK,否则当次确认结果为NG.
注:1.在"检查结果"栏填"OK"或"NG"或"/","/"表示不适用
不
良
项
目不合格项描述
改善行动和对策PCBA 炉后目检(二)6 ● 标识位置及颜色与作业指导书相符
● IC无错料、反向、短路、虚焊
●检查所有零件无移位、漏料、错料、烂料、侧立、反面、反
向等不良;PC B板面无脏污
● 检查回流炉温度及链条转动速度在规格内
● 回流炉程序名_________________
PCB 版本_________________________ ●锡膏规格_________________________ ●锡浆印刷状况监测:______________
45过回流炉炉后目检(一)3设备检查炉前目检序号
工序名称PC B装载 印刷机程序名_________________
2印刷锡膏检查内容确认结果第一次 第二次 第三次 确认: 核准:拉别:
型号:
日期: 年 月 日类别:□转线 □转型号 □开线IPQC签名
检查结果责任人责任部门 ●贴片机程序名_____________
●所有物料P/N和装载位置正确(以BOM及站位表内容为准)
●回流焊有炉温曲线、程序名称与生产型号符合
● 所有物料无移位、漏料、错料、烂料、多料、侧立、反面
、反向等不良;P C B板面无脏污
● 锡点无多锡、少锡、开路、短路等不良
深圳市世利特电子有限公司。
SMT首件确认记录表 001

*各機種圖紙與首件膠紙板做確認,并在確認結果欄填寫確認狀況.OK打"V",NG打"X"并做不良描述 . The drawing should confirm to hectograph's component ,and record the result "V" or "X",and description the badness content. 確認(Confirm):
本文件保存一年
審核(ed by):
記錄(Prepared by):
F-MFG85.001
華冠通訊(江蘇 有限公司 華冠通訊 江蘇)有限公司 江蘇
Arima
SMT首件確認記錄表 首件確認記錄表
Line﹕
Communication
Co.,Ltd
The First Component Confirm Record
Model name (機種名稱 ) : 項次 Item 1 2 3 4 5 6 7 8 確認內容 Confirm content 機種名是否正確 Model name is right or not 確認圖紙是當前最新版本 Drawing is the last edition PCB版本與圖紙版本是否相符 PCB edition should same to the drawing edition 零件位置是否與圖紙相符 The component location should same to the drawing 零件規格(阻值,容值,碑文)是否正確 Component specficationis right or not (resistance value,capacitance,epigraph) 是否有缺件及多件現象 Missing parts and excessive parts 是否有ECN變更 ECN changed or not 零件置件是否OK(位移,側立,翻件等不良) Component location is OK( misalign,inverted,flip ) LOT NO(工單號碼)﹕ 確認結果 Confirm result Date(日期)﹕ 不良描述 Badness description 備注 Remark
SMT首件报告
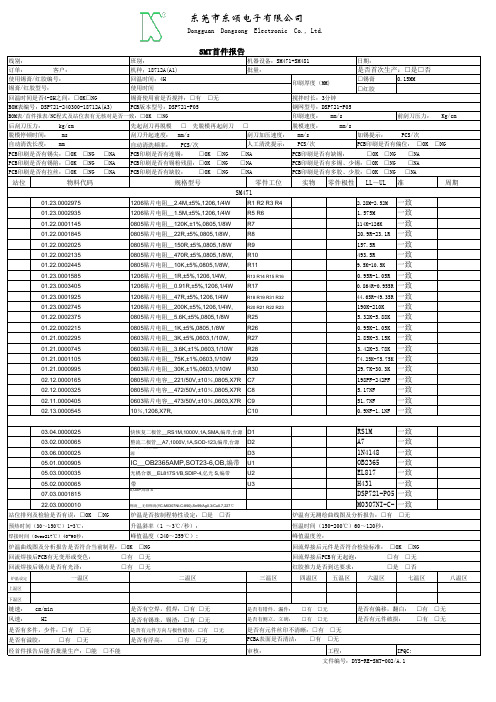
班别:机种;18712A(A1)□锡膏□红胶刮刀升起速度: mm/s 自动清洗频率: PCS/次站位物料代码规格型号零件工位实物测量值与零件极性LL~UL是否符合标准 周期01.23.00029751206贴片电阻__2.4M,±5%,1206,1/4W R1 R2 R3 R4 2.28M-2.52M与样品BOM一致 01.23.00029351206贴片电阻__1.5M,±5%,1206,1/4W R5 R6 1.425M-1.575M与样品BOM 一致 01.22.00011450805贴片电阻__120K,±1%,0805,1/8W R7114K-126K与样品BOM 一致 01.22.00018450805贴片电阻__22R,±5%,0805,1/8W,R820.9R-23.1R 与样品BOM 一致 01.22.00020250805贴片电阻__150R,±5%,0805,1/8W R9142.5R-157.5R 与样品BOM 一致 01.22.00021350805贴片电阻__470R,±5%,0805,1/8W,R10446.5R-493.5R 与样品BOM 一致 01.22.00024450805贴片电阻__10K,±5%,0805,1/8W,R119.5K-10.5K与样品BOM 一致 01.23.00015851206贴片电阻__1R,±5%,1206,1/4W,R13 R14 R15 R160.95R-1.05R 与样品BOM 一致 01.23.00034051206贴片电阻__0.91R,±5%,1206,1/4W R170.864R-0.955R 与样品BOM 一致 01.23.00019251206贴片电阻__47R,±5%,1206,1/4W R18 R19 R31 R3244.65R-49.35R与样品BOM 一致 01.23.00027451206贴片电阻__200K,±5%,1206,1/4W,R20 R21 R22 R23190K-210K 与样品BOM 一致 01.22.00023750805贴片电阻__5.6K,±5%,0805,1/8W R25 5.32K-5.88K 与样品BOM 一致 01.22.00022150805贴片电阻__1K,±5%,0805,1/8W R260.95K-1.05K 与样品BOM 一致 01.21.00022950603贴片电阻__3K,±5%,0603,1/10W,R27 2.85K-3.15K 与样品BOM 一致 01.21.00007450603贴片电阻__3.6K,±1%,0603,1/10W R28 3.42K-3.78K 与样品BOM 一致 01.21.00011050603贴片电阻__75K,±1%,0603,1/10W R2974.25K-75.75K与样品BOM 一致 01.21.00009950603贴片电阻__30K,±1%,0603,1/10W R3029.7K-30.3K 与样品BOM 一致 02.12.00001650805贴片电容__221/50V,±10%,0805,X7R C7198PF-242PF 与样品BOM 一致 02.12.00003250805贴片电容__472/50V,±10%,0805,X7R C8 4.23NF-5.17NF 与样品BOM 一致 02.11.00004050603贴片电容__473/50V,±10%,0603,X7R C942.3NF-51.7NF 与样品BOM 一致 02.13.00005451206贴片电容__102/200V,±10%,1206,X7R,C100.9NF-1.1NF与样品BOM 一致03.04.0000025快恢复二极管__RS1M,1000V,1A,SMA,编带,台源D1RS1M 与样品BOM一致 03.02.0000065整流二极管__A7,1000V,1A,SOD-123,编带,台源D2A7与样品BOM 一致 03.06.0000025开关二极管__1N4148W,100V,150mA,SOD-123,编带,台源D31N4148与样品BOM 一致 05.01.0000905IC__OB2365AMP,SOT23-6,OB,编带U1OB2365与样品BOM 一致 05.03.0000035光耦合器__EL817S1/B,SDIP-4,亿光 S,编带U2EL817与样品BOM 一致 05.02.0000065三端稳压IC__H431,±0.5%,SOT-23,华润,编带U3H431与样品BOM 一致 07.03.0001815玻璃纤维板 FR-4 PCB 板__DSP721-P05,双面,1.6,FR-4,10Z,UL94V-0,OSP,绿油 SDSP721-P05与样品BOM 一致 22.03.0000010锡膏__无铅锡膏(YC-M0307NI-C-890),Sn99/Ag0.3/Cu0.7,227℃(YC-M0307NI-C-与样品BOM 一致炉温设定一温区二温区三温区四温区五温区六温区七温区八温区上温区下温区是否有空焊,假焊:□有 □无是否有锡珠,锡渣:□有 □无是否有元件方向与极性错误:□有 □无是否有浮高: □有 □无文件编号:DYS-RE-SMT-002/A.1印刷厚度(MM)是否有溢胶: □有 □无PCBA表面是否清洁: □有 □无经首件报告后能否批量生产:□能 □不能审核:工程:IPQC:风速: HZ是否有侧立,立碑: □有 □无是否有元件破损: □有 □无是否有多件,少件:□有 □无是否有元件丝印不清晰:□有 □无回流焊接后PCB有无变形或变色: □有 □无回流焊接后PCB有无起泡: □有 □无回流焊接后锡点是否有光泽: □有 □无红胶推力是否到达要求: □是 □否链速: cm/min 是否有错件,漏件: □有 □无是否有偏移,翻白: □有 □无焊接时间(0ver217℃)40-90秒:峰值温度(240~259℃):峰值温度差:炉温曲线图及分析报告是否符合当前制程:□OK □NG 回流焊接后元件是否符合检验标准: □OK □NG 站位排列及检验是否有误:□OK □NG 炉温是否按制程特性设定:□是 □否炉温有无测绘曲线图及分析报告:□有 □无预热时间(30~150℃)1-3℃:升温斜率(1 ~3℃/秒):恒温时间(150-200℃)60~120秒:PCB印刷是否有拉丝:□OK □NG □NAPCB印刷是否有缺胶: □OK □NG □NAPCB印刷是否有多胶、少胶:□OK □NG □NA SM471PCB印刷是否有锡尖:□OK □NG □NA PCB印刷是否有连锡: □OK □NG □NA PCB印刷是否有缺锡: □OK □NG □NA PCB印刷是否有锡陷:□OK □NG □NA PCB印刷是否有锡粉残留:□OK □NG □NA PCB印刷是否有多锡、少锡:□OK □NG □NA 脱模停顿时间: ms 刮刀加压速度: mm/s 加锡提示: PCS/次自动清洗长度: mm人工清洗提示: PCS/次PCB印刷是否有偏位: □OK □NGBOM表/首件报表/NC程式及站位表有无核对是否一致:□OK □NG印刷速度: mm/s 前刮刀压力: Kg/cm后刮刀压力: kg/cm 先起刮刀再脱模 □ 先脱模再起刮刀 □脱模速度: mm/s回温时间是否4-8H之间:□OK□NG 锡膏使用前是否搅拌:□有 □无搅拌时长:3分钟BOM表编号:DSP721-240300-18712A(A3)PCB版本型号:DSP721-P05钢网型号:DSP721-P05使用锡膏/红胶编号:回温时间;4H 0.15MM锡膏/红胶型号:使用时间SMT首件报告线别:机器设备:SM471+SM481日期:订单: 客户:批量:是否首次生产:□是□否东莞市东颂电子有限公司Dongguan Dongsong Electronic Co., Ltd.。
SMT首末件检验记录表
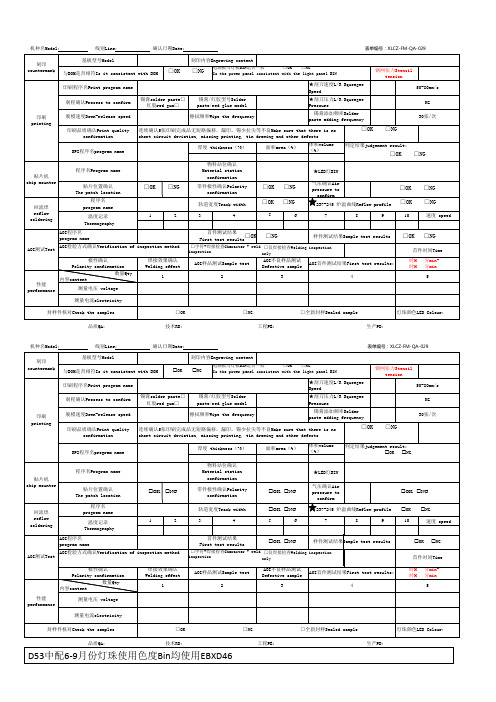
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
SMT专业英语

DC (Document Center) 数据中心DCC (document control center) 文件管理中心Design Center 设计中心PCC (Product control center) 生产管制中心PMC (Production & Material Control) 生产和物料控制PPC (Production Plan Control) 生产计划控制SCM (supply chain management) 供应链MC Material Control 物料控制QCC (Quality Control Circle) 品质圈QIT (Quality Improvement Team) 品质改善小组MFG (manufacturing) 制造单位Manufacturing Dept = MD 制造部PD (Product Department) 生产部Logistical Dept 物流部Purchasing Dept 采购部Cost Management Dept 经管Material Control Dept 物管Personnel Dept 人事部Engineering Standard Dept 工标部Quality Assurance Dept 品保部R&D (Research & Design) 设计开发部Delivery Control Center 交管Planning Dept 企划部Administration/General Affairs Dept 总务部PM (project management) 专案管控LAB (Laboratory) 实验室QE (Quality Engineering) 品质工程(部)QA (Quality Assurance) 品质保证(处)QC (Quality Control) 品质管理(课) IE (Industrial Engineering) 工业工程ME (manufacture engineering) 制造工程PE (PRODUCTS ENGINEERING) 产品工程TE (TEST ENGINEERING) 测试工程EE (ELECTRONICS ENGINEERING) 电子工程ISO (International Standard Organization) 国际标准化组织ES (Engineering Standard)工程标准IWS (International Workman Standard) 工艺标准GS (General Specification) 一般规格SIP (Standard Inspection Procedure) 准检验规范SOP (Standard Operation Procedure) 制造作业规范IS (Inspection Specification) 成品检验规范POP (packing operation procedure) 包装操作规范BOM (Bill Of Material) 物料清单PS (Package Specification) 包装规范SPEC (Specification) 规格DWG (Drawing) 图面SWR (Special Work Request) 特殊工作需求APP (Approve) 核准,认可,承认CHK (Check) 确认Computer 计算机Consumer Electronics 消费性电子产品Communication 通讯类电子产品OEM (Original Equipment Manufacture) 原设备制造PC Personal Computer 个人计算机5W1H (When, Where, Who, What, Why, How to)6M (Man, Machine, Material, Method, Measurement, Message)4MTH (Man, Material, Money, Method, Time, How)人力,物力,财务,技术,时间(资源)CP (capability index) 能力指数CPK (capability process index) 制程能力参数FMEA (failure model effectiveness analysis) 失效模式分析SMT (surface mount technology) 表面贴装技朮PTH (Plate Through hole) 镀层穿孔(手插件) PCBA (Printing circuit board Assembly) 组装印刷电路板PO (Purchasing Order) 采购订单MO (Manufacture Order) 生产单PC# (product code) 产品编码MM# (material master number) 主件料号AA# (altered assembly number) 成品料号PBA# (printed board assembly number) 半成品料号PPID (Product part Identification) 产品料号标识符L/N (Lot Number) 批号P/N (Part Number) 料号N/A(Not Applicable) 不适用S/N (serial number) 序列号CHK (check) 检查SPEC (specification) 规格ID: (Identify) 鉴别号码Barcode 条形码barcode scanner 条形码扫描仪WDR (Weekly Delivery Requirement) 周出货要求PPM (Percent Per Million) 百万分之一PCs (Pieces) 个(根,块等)PRS (Pairs) 双(对等)CTN (Carton) 卡通箱PAL (Pallet/skid) 栈板D/C (Date Code) 生产日期码ID/C (Identification Code) (供货商)标识符QTY(Quantity) 数量I/O (input/output) 输入/输出Flux 助焊剂Cleaning solvent 清洁剂Cleaning paper 擦拭纸Hand solder 烙铁Solder Paste 锡膏Feeder 供料器Stencil 钢网Nozzle 吸嘴PAD 焊垫Squeegee 刮刀Pinter Machine 锡膏印刷机器Buffer Loader 收板机Material 物料Mounting Machine 贴片机器REFLOW Machine 回流焊炉Profile 回焊温度曲线图AOI (automatic optical inspection) 自动光学检测W/S (wave solder) 波峰焊ICT (in circuit test) 线路测试IFT (integrate function test) 功能测试FCT (Function check Test) 功能测试SMD (Surface Mounting Device) 贴装设备BGA Rework Station BGA维修站MSD (moisture sensitive device) 湿度敏感元件SMC (Surface Mount Component) 表面贴装元件SMD (Surface Mount Device) 表面贴装元器件Leads 元件脚Terminations 端头脚件Passive Component 无源器件Active Component 有源器件BIOS: (Basic Input Output System) 基本输入输出系统CMOS: (Complementary Metal-Oxide-Semiconductor Transistor)互补型金属氧化物半导体Core 铁芯CPU: (Central Processing Unit) 中央处理器DMA: (Direct Memory Access) 直接记忆体存取IC: (Integrated Circuit) 集成电路SPS (Switching power supply) 电源箱AGP (Accelerated Graphic Port) 加速图形端口FDD (Floppy Disk Drive) 软式磁盘机HDD (Hard Disk Drive) 硬盘驱动器North Bridge 北桥South Bridge 南桥IDE: (Integrated Drive Electronics) 集成电路设备, 智能磁盘设备LAN: (Local Area Network) 网络, 局域网, 本地网MOSFET:(Metal-Oxide Semiconductor Field Effect Transistor)金属氧化物半导体场效应晶体管PCI: (Peripheral Component Extended Interface) 周边元件扩展接口SCSI: (Small Computer System Interface) 小计算机系统的界面USB: (Universal Serial Bus) 通用串行总线SDRAM: (Synchronous Dynamic Random Access Memory)同步动态随机存取存储器KEYBOARD 键盘CABLE LINE 扁平电缆HEADER 头/排针JACK 插头CABLE 电缆/扁平电缆TUNER 调频器QC (quality control) 品质管理人员FQC (final quality control) 终点品质管理人员IPQC (in process quality control) 制程中的品质管理人员OQC (output quality control) 最终出货品质管理人员IQC (incoming quality control) 进料品质管理人员TQC (total quality control) 全面品质管理PQC (passage quality control) 段检人员QA (quality assurance) 品质保证人员OQA(output quality assurance) 出货品质保证人员QE (quality engineering) 品质工程人员QPA(Quality Process Audit) 制程品质稽核OQM (output quality measure) 出货品质检验SQA(Strategy Quality Assurance) 策略品质保证DQA(Design Quality Assurance) 设计品质保证MQA(Manufacture Quality Assurance) 制造品质保证SSQA(Sales and service Quality Assurance) 销售及服务品质保证SPC (Statistical Process Control) 统计制程管制SQC (Statistical Quality Control) 统计品质管理GRR (Gauge Reproductiveness & Repeatability) 量具之再制性及重测性判断量可靠与否8SClassification 整理(sorting, organization)-seiriRegulation 整顿(arrangement, tidiness)-seitonCleanliness 清扫(sweeping, purity)-seisoConservation 清洁(cleaning, cleanliness)-seiktsuCulture 教养(discipline)-shitsukeSave 节约Safety 安全Security 保密PDCA (Plan Do Check Action) 计划执行检查总结FAI (first article inspection) 新品首件检查FAA (first article assurance) 首件确认AQL (Acceptable Quality Level) 允收品质水准S/S (Sample size) 抽样检验样本大小FPIR (First Piece Inspection Report) 首件检查报告ACC (Accept) 允收REJ (Reject) 拒收CR (Critical) 极严重的MAJ (Major) 主要的MIN (Minor) 轻微的Q/R/S (Quality/Reliability/Service) 品质/可靠度/服务ZD (Zero Defect) 零缺点NG (Not Good) 不行,不合格QI (Quality Improvement) 品质改善QP (Quality Policy) 目标方针TQM (Total Quality Management) 全面品质管理RMA(Return Material Audit) 退料认可LRR (Lot Reject Rate) 批退率NDF (no defect found) 误判7QCTools (7 Quality Control Tools) 品管七大手法ESD (Electric Static Discharge) 静电释放DPPM (Defective Percent Per Million) 每百万单位的产品不合格率Misalignment 偏位Tombstone 墓碑Missing parts 缺件Insufficient solder 少锡Solder ball 锡珠Short bridge 短路Open 空焊Part damaged 零件破损Cool solder 冷焊Wrong parts 错件。
SMT首件流程首件流程
.. SMT首件流程一、操作员送首件和首件报到IPQC台。
1-1、报告的首三行内容要完整填写;并有生产班长、工程、操作员的签名。
二、IPQC收到首件报告后根据内容找出生产通知单,按要求找出BOM、ECN、IQC检验报告、特殊工艺事项。
2-1、BOM要在生产前用彩色的笔分A/B面;2-2、分面的时候要依据PCB的白油丝印,不能使用工程的程序;2-3、ECN发放后要立刻夹在最新的BOM后面并在发放记录上登记。
2-4、当新的BOM发放下来后一定要找到旧版本的BOM写上“作废”并上交给工程销毁。
2-5、取消旧版本的BOM时要检查附件(ECN、丝印图、特殊工艺事项等文件)及抄录元件丝印等。
三、进行首件检查。
(校对过程中如有问题请用铅笔在BOM上记录备注。
)3-1、BOM其中有一项是提供版本信息内容。
第一个校对的信息是PCB版本、客户、机型。
3-2、按IC到阻容料的规律。
对IC的型号规格、对IC的方向。
3-3、对高的元件,从大到小,比如变压器、铝电解电容等异形元件。
3-4、对三极管、二级管、灯仔(灯的颜色)的规格和方向,稳压管要测试压降。
3-5、对ESD管、磁珠、保险丝等。
3-6、对电容、电阻,依据从大到小原则:1206、0805、0603、0402、02013-7、对手贴的物料,USB座、SD卡座、天线、锅仔按钮等,注意方向。
3-8、对BOM的每一项检查一次,检查是否没有打勾的位号并核对。
3-9、如有样板时请和样板校对一次。
3-10、对备注的问题审核一次,如有不清楚时请提示其他部门同事是否有文件等依据,不确定时请上级处理。
3-11、检查PCBA的班别记号、日期记号,位置、大小是否合适;3-12、如果是有BGA的产品,监督工程师在没有过炉前照X光,检查焊盘和引脚是否对好。
3-13、对首件打Q记号并过炉;检查首件的焊接情况,注意电感、带散热片的IC是否熔锡;照X光。
3-14、将首件挂标示卡送炉后QC,通知QC检查注意事项及一些检查方法。
SMT首件检查表

拒收/REJECT
改善对策
状况
Approved by:
Check ed by:
BY:
1
印 所用的钢板是否与机种相符
刷
机 首片 PCB 的锡膏厚度是否在规格內
首片 PCB 的锡膏外观是否符合 AI
钢板的清洁频率是否与规定相符
2
贴片 所用程是否与生产机种相符
机
首片 PCB 的外观是否规范
所用的料与 BOM 是否相符
零件的极性是否正确
3回
焊 炉
回焊炉的各参数温度是否正常(温度曲线 图) 终检首片 PCB 外观是否符合规范
一:检查内容(Visual Inspection Contents)
序列 项目
检验项目
规格
检查结果
结论
No ITEM
CHECK ITEM
SPEC
CHECK RESULT STATUS
1 PCB
PCB 号,版本号是否与生产机种相符
印
刷
所用的锡膏品牌/型号
机
锡膏的回温时间与开封时间(开封后,必須于
48 小时內用完)
SMT 首件检查表
新机种/NEW PRODUCT
工程变更/EC/CP/FN
正常生产/NOMAL PRODUCT
其它/OTHER
机种/MODEL NAME_______ ___批量/LOTS SIZE___________日期/DATE____________ 线班别/LINE&SHIFT_______
4 其 它 工程变更项目是否完全执行
检 查 人员作业接触 PCBA 时是否作参考
零件受力测试是否在规格
二: 结论与备注(Final Conclusion Or Comments)
smt错料分析报告范文
smt错料分析报告范文一、事件概述。
在最近一次的SMT(表面贴装技术)生产过程中,我们发现了错料的情况。
这就像一场精心策划的美食烹饪,结果却放错了调料,那味道肯定不对啦。
原本应该贴装的物料A,结果部分位置被错贴成了物料B,这可给我们的生产带来了不小的麻烦,就像火车突然开错了轨道一样。
二、错料发现过程。
1. 首件检查。
在首件进行外观检查的时候,质检员小王眼睛可尖了,就像老鹰发现小鸡一样,发现了几个元件看起来不太对劲。
经过仔细核对料号和规格,发现了错料的问题。
当时小王的表情就像发现了新大陆,又有点哭笑不得,毕竟这种错料可不能出现在生产线上。
2. 功能测试。
随后在进行功能测试的时候,这个错料的问题就更明显了。
就像一个人穿错了鞋子跑步,肯定跑不快,产品的功能也出现了异常。
测试部门反馈回来结果后,我们就确定了错料不是个小范围的偶然事件,而是需要严肃对待的生产事故。
三、错料原因分析。
# (一)物料管理方面。
1. 物料标识不清。
有些物料的标识就像小学生的涂鸦,模糊不清。
物料B的标签可能在搬运或者存储过程中被磨损了一部分,导致操作人员在拿取物料的时候,误把它当成了物料A。
这就好比你去超市买东西,商品标签模糊了,你很可能就拿错了。
2. 物料存放混乱。
仓库里的物料摆放有点像“自由市场”,没有严格按照规定的区域存放。
物料A 和物料B的存放位置离得太近了,就像两个调皮的孩子挤在一起,操作人员在忙碌的时候,很容易就拿错了。
这就好比你在衣柜里找衣服,衣服乱放的话,很容易拿错一件相似的。
# (二)人员操作方面。
1. 员工培训不足。
新员工小李是这次错料事件的“主角”之一。
他对物料的识别还不是很熟练,就像一个刚学走路的孩子,还在摸索阶段。
公司对新员工关于SMT物料的培训可能不够深入和全面,没有让他像老员工一样一眼就能分辨出不同的物料。
这就好比你只给一个厨师简单说了一下菜谱,他很可能在做菜的时候放错调料。
2. 操作疲劳。
在生产高峰期,员工们就像旋转的陀螺一样忙个不停。
SMT首件检验报表
编
返工
推力测试规 格
厂商名称
测量值
1815129162310173411184512195613206714
21
7工程变更
891011121314
取出时间:解冻完成
升温斜回流时间:恒温温峰值温度:恒温时
降温斜率:
回流曲线测试(需记录数据)
□ A:合格,可以生产 □ B:不合格,暂停生产
会签:生产部: 品质部: 工程部:
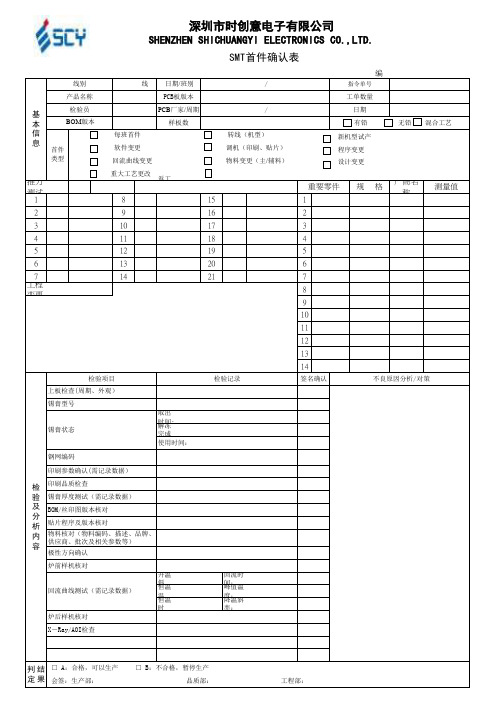
基本信息
检验及分析内容
结果判定首件类型锡膏状态
X-Ray/AOI检查
炉前样机核对
炉后样机核对物料核对(物料编码、描述、品牌、供应商、批次及相关参数等)极性方向确认BOM/丝印图版本核对贴片程序及版本核对
印刷品质检查
锡膏厚度测试(需记录数据)使用时间:
钢网编码
印刷参数确认(需记录数据)
上板检查(周期、外观)锡膏型号
检验项目
检验记录
签名确认
不良原因分析/对策
重大工艺更改
重要零件
软件变更
调机(印刷、贴片) 程序变更 回流曲线变更 物料变更(主/辅料)
设计变更
BOM 版本
样板数
有铅 无铅 混合工艺 每班首件
转线(机型)
新机型试产检验员PCB 厂家/周期
/日期
产品名称
PCB板版本工单数量 深圳市时创意电子有限公司
SHENZHEN SHICHUANGYI ELECTRONICS CO.,LTD. SMT首件确认表
线别 线
日期/班别 /
指令单号。
Q-QA-4-18047-A0 SMT首末件检验记录表

设备参数及贴片机程序须与对应生产机型产品要一致性 料站表与所生产贴片程序制定位置要一致
上料使用料站表核对Feeder上的物料料号及规格要与BOM及相关文件 要求一致(包含所有物料) 3 贴片 盘装物料上料后确认其部品元器件极性和放入位置方向性 散装物料及手贴物料确认是否文件要求
客户 产品机型及版本
首件类别:□批量生产 参考文件:□订单资料
□SOP
东莞创奕电子科技有限公司
Conserve&Associates,Inc.
首/末件□试产
□工程变更
□其它
□BOM表
□样品
□ECN
□SIP
□图纸
□其它
NO 项目
确认内容
物料是否与BOM规格要求相符 1 上板
固化后的产品确认锡点是否圆润饱满/光滑,不可出现偏移/少锡/空 焊/假焊/立件/掉件/浮高等现象符合标准要求.
AOI程序要与生产机型版本一致,设置检测程序是否合理定期进行优
5
AOI及目 化从而减少误报现象提高检出能力. 检 目检人员是否取得上岗证经过培训上岗作业,具有检出能力
机型程序版本是否与生产机型一致
PCB进板方向与拿取方向是否与SOP一致
PCB版本是否与工单号要求版本一致,PCB是否真空包装,不可出现 过期现象;焊盘丝印清晰可见,确认PCB不可严重变形
锡膏要做到先进先出按照SOP作业要求进行管控进行使用,锡膏生产 日期是否再有效期内;(锡膏型号是否符合客户要求) 2 印刷 印刷设备参数及SPI设置参数是否符合SOP要求 使用前钢网是否点检确认,钢网张力是否≥35N
贴片后进行目检检查确认无错料/漏贴/元件极性方向/偏移/破损; 确认部品元件规格是否与BOM/图纸/样品一致.
SMT各岗位操作规范

1 楼一、SMT 物料员操作规范1 、定单查看物料员接到定单后,需详细查看定单内容,特殊是附注说明。
向PC 了解排程情况,向仓库了解备料情况,对于欠料部份要特殊注意,做好记录并向主管报备。
2 、领料做到规格正确、数量准确、领料及时。
所有领料单据需保存完好。
替代料要见工程书面文件,不接受口头形式。
详细操作方法参照《SMT 物料管制办法》。
3 、发料对于IC 等A 级物料做到发放及时、数量准确,特殊是对于夜班的物料放发工作,需查看清晰夜班生产排程,再发放物料。
对于物料的使用注意事项应交待清晰(如替代料、欠料、IC 的数量如何分布等)。
4 、物料房管制所有物料摆放到物料架上,并分类清晰,对于库存数量要及时掌控,特殊是对于欠料部份要及时追回。
套料用胶框放置,并标识清晰。
物料房应做好防盗工作,随时锁门。
下班时钥匙交夜班拉长管制。
5 、补料对于操作员丢失的IC 应当天即开补料单(要等到埋单时再上交),对于其他物料普通每周五补一次料。
对于机器损耗部份,应及时掌握损耗数量及时补料。
6 、入库所有PCBA 入库时应分类清晰,标识清晰数量,特殊是ROHS 产品。
每次入库完成后及时做台帐,以便清晰掌控。
普通每天上午10 点及晚上下班前更新两次。
所有入库单据需保存完好。
7 、盘点每月底与仓库同时进行物料盘点工作8 、做台帐对于物料的进出需有详细的台帐记录,分定单、分机种记录。
包括领料、发料、补料、入库等。
二、SMT 中检人员操作规范1 、首件确认对于每班开始或者产品切换后的第一片板,中检必须进行外观首检,以工程样板作为参考标准,检查内容包括:零件方向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,发现问题及时报告给拉长,首检无误后送IPQC 确认。
2 、手摆零件在拉长的安排下进行手摆件动作。
对于手摆件的物料规格,位置,数量,方向等必须经IPQC 确认清晰后才开始手摆件。
并填写《手补件报表》。
所有手摆件必须自检OK 后才可过炉。
首件确认记录(SMT)

文件编号: 线别(单位): 机种: 检验数: 工单: 检验与检测内容 检验日期: 客户: AC RE 不良记录/备注 版次:1
1、PCB板上贴片元件之规格是否符合BOM、ECO、ECN要求。 2、贴片位置用胶量是否适当,有无多余胶丝。 3、检查SMD元件是否有贴斜、掉件/错件,发生移位现象。 4、SMD元件极性、方向是否正确。 5、贴片元件是否有缺损、裂纹、油污、尘埃。 6、用推力计检测SMD固化强度。(推力应大于2.5Kg) 7、SMD元件上的标识是否正确,且清晰可辨认。 8、用仪表检测各SMD元件的规格:(电阻:Ω,电容:μF) 9、检查程序版本是否符合技术条件、ECO、ECN要求。 名称 位置 规格 实测 名称 位置 规格 SMT 实测 名称 位置 规格 实测 名称 位置 规格 实测 名称 位置 规格 实测 名称 位置 规格 实测 本次检验 最终判定 备 以上检验与检测内容参照BOM、ECO、制造命令单以及作业指导书、检验规范等相关资料,若AC则 ”,若未要求或不适用则划“/”,元件的公差范围参照所对应的BOM清单。 注 打“√”,RE则打“×
审核:Βιβλιοθήκη 确认者:
首件检验报表-SMT

制表日期:
批量
基 本 信 息
BOM版本 流程卡版本
检 验 及 物料核对(物料编码、描述、品牌、供 分 应商、批次及相关参数等) 析 内 容
贴片位置(与丝印号一致 )极性方向确认 回流炉温 速度(需记录数据) 外观检查 炉后样机核对 电检程序版本 电检参数确认
程序烧录电检状态(只烧未检,烧检结合)
批量基本信息bom版本流程卡版本每班首件首件软件程序变更类型回流曲线变更重大工艺更改检验项目物料是Байду номын сангаас配套锡膏型号锡膏状态回温使用时间钢网名称载具确认印刷参数确认需记录数据印刷品质检查bom版本核对贴片程序及版本核对检验及物料核对物料编码描述品牌供分应商批次及相关参数等析内容贴片位置与丝印号一致极性方向确认回流炉温速度需记录数据外观检查炉后样机核对电检程序版本电检参数确认程序烧录电检状态只烧未检烧检结合贴付状态确认背胶类型位置数量原因分类
贴付状态确认(背胶类型 位置 数量) 原因分类: □软件□硬件□工艺 □人为□来料□其它( ) PE:
判 结 □ A:合格,可以生产 定 果 签名确认 生产
□ B:不合格,暂停生产 品质
备 注
青岛元盛光电科技有限公司 SMT首件确认表
编号:
线别 产品名称 日期/班别 FPC版本 FPC厂家 数量 每班首件 首件 类型 软件程序变更 回流曲线变更 重大工艺更改 检验项目 物料是否配套 锡膏型号 锡膏状态/回温 使用时间 钢网名称 载具确认 印刷参数确认(需记录数据) 印刷品质检查 BOM版本核对 贴片程序及版本核对 转线(机型) 人员更换 物料变更(主/辅料) 返工 检验记录 签名确认 不良原因分析/对策 ■ 有铅 新机型试产 程序变更 设计变更 ■无铅 混合工艺
首件确认报表SMT

部 门 批 量 机 种 工 单 号 1、样板贴片点数: 2、各工位是否有作业指导书: 3、作业员防静电措施是否良好: 4、所有元件规格是否与BOM描述一致: 5、生产物料是否符合ROHS要求: 6、元器件规格、位置、方向是否正确: 序号 零件位置 标准值 实测值 误差率 规格 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 审核: 仁胜电子制品厂 制 程 页 码 线 别 白 班 客户 日 期 夜 班 文件编号 7、作业员是否按照作业指导书要求作业: 8、板面是否有锡珠、锡碎、脏污、发白等现象: 9、外观检查是否符合IPC-A610D二级检验标准: 10、元件是否无错料、漏料、反向;锡点焊接良好: 11、包装方式及装箱效果: 12、首件品质判定: 序号 零件位置 标准值 实测值 误差率 规格 判定 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 检验员: 版本:A PZ-QR-029
Байду номын сангаас判定
备注
备注
确认:
SMT首件检验首件检查首件确认[模版]
![SMT首件检验首件检查首件确认[模版]](https://img.taocdn.com/s3/m/b4e3cbcbf605cc1755270722192e453610665b37.png)
SMT首件检验首件检查首件确认[模版]第一篇:SMT首件检验首件检查首件确认[模版]如何提高SMT首件的品质和效率品质,企业的生命线;效率,企业的生存点。
人力资源一直是中国引以为豪的地方,在中国改革开放的年代里,代工业为GDP作出了不可磨灭的贡献。
然而在科技高速发展的今天,在代工厂一个一个搬迁、倒闭的浪潮中,传统的作业方式值得我们深思。
SMT行业,贴片机的速度越来越快,NXT3已经问世,十几个模组的线体已成常规配置。
可是高大上的设备配置背后,却是配套设备的匮乏,就好比一艘航空母舰,却只配备蒸汽发动机,那么就算航母的设计航速能达到30节又有什么用呢?以现在最热门的手机板为例,一块手机板的贴片点数一般在200~300点左右,NXT3一个小时就能打几十块板,可是一块首板的测试时间就需要花费1.5小时左右,线体的暂停、人工的等待、首件的长时间测试等等因素加起来的成本,远远超过你的想象。
下面我们就通过对比来看看传统的人工首件测试和用首件测试仪FAI600(深圳市蓝眼科技有限公司TEL:***)进行首件测试两者之间的差距:1、人力成本SMT传统的首件检测方式:事先打印出BOM表、位置图,一人使用LCR进行测值,一人进行BOM表和位置图的确认。
需要两个人完成首件测试FAI600则可以通过自主解析导入的BOM表里的元件规格参数,测值过程中自动判定NG和PASS,真正实现了由一个人独立操作完成首件检测的目的。
3.2、工作效率SMT传统的首件检测方式:用首件和工程图纸进行对比,确认丝印的方向、极性,用LCR进行测值,需对照位置图和BOM表寻找元件位置FAI600通过建立元件丝印库,然后进行自动丝印对比从而来判定元件的正确性、极性及方向;测值过程中自动定位、阻容元件测量档位自动切换、自动语音报位号、多种测量顺序自由切换、测量结果自动判定。
通过节省丝印对比和测值环节的时间,至少可提高50%以上的工作效率。
3.3、自动测量判定SMT传统的首件检测方式:需要人工来换算误差,人工判定是否PASS FAI600在导入BOM表和CAD坐标资料后,设备根据BOM表里的误差规格描述自动解析元件测量范围,在测量过程中,测量值如果在解析范围之内,则判定为PASS,测量值如果在解析范围以外,则判定为NG,且语音提示报警。
SMT首件检验报告
是否有胶纸、锡渣、锡珠、金属等非BOM上材料,松香异物等
功能
电容:容值与技术要求一致
电阻:精密电阻阻值与技术要求一致
IC资料记录(型号、周期,厂商)
最终判定
□直接量产□纠正后方可量产□停线待分析后再生产
原因分析:
解决措施:
说明
所上线的原材料为特采使用时,必须在备注栏中填写特采原因。
FRM-QMD-007-A0保存两年
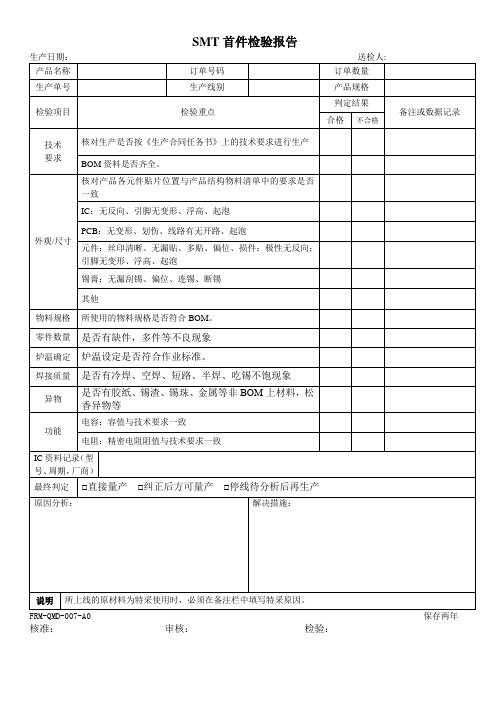
SMT首件检验报告
生产日期:送检人:
产品名称
订单号码
订单数量
生产单号
生产线别
产品规格
检验项目
检验重点
判定结果
备注或数据记录
合格
不合格
技术
要求
核对生产是否按《生产合同任务书》上的技术要求进行生产
BOM资料是否齐全。
外观尺寸
核对产品各元件贴片位置与产品结构物料清单中的要求是否一致
IC:无反向、引脚无变形、浮高、起泡
核准:审核:检验:
PCB:无变形、划伤、线路有无开路、起泡
元件:丝印清晰、无漏贴、多贴、偏位、损件;极性无反向;引脚无变形、浮高、起泡
锡膏:无漏刮锡、偏位、连锡、断锡
其他
物料规格
所使用的物料规格是否符合BOM。
零件数量
是否有缺件,多件等不良现象
炉温确定
炉温设定是否符合作业标准。
焊接质量
是否有冷焊、空焊、短路、半焊、吃锡不饱现象
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称 规格
PCB版本
客户 批量
SMT起止时间:
检验项目
检验结果
核对BOM单、ECN及相关文件 外观检验(核对元件规格及焊锡标 准) SMT 软件版本:
BIOS文件:
烧录员:
物料代用: 其它: SMT转出时间:
SMT组长/IPQC检验 员:
检验项目
检验结果
核对BOM单、ECN及相关文件 外观检验(核对元件规格及焊锡标 准) DIP&TEST 电压测试:
功能测试: 其它:
测试组长/IPQC检验 员:
起M单、ECN及相关文件 外观检验(核对元件规格及焊锡标
准) 测试软件:
结果判定 功能测试
软件版本:
功能及复位测试:
CPU规格: 烧机时间: 其它:
内存规格: 烧机结果: 品质组长:
起止时间:
A.合格继续生产; C.不能生产、立即停线
检验结果
B.不合格、重新调
试; D.其它;
备注:
订/工单号 软件版本
日期 不合格项描述
不合格项描述
不合格项描述
审核:
核对: