金属薄板的超声兰姆波无损检测
超声波检测国家标准总汇(2015最新)

钛合金压力容器声发射检测方法
GJB1538-1992
飞机结构件用TC4钛合金棒材规范
GJB3384-1998
金属薄板兰姆波检验方法
GJB3538-1999
变形铝合金棒材超声波检验方法
ZBY 230-84
A型脉冲反射式超声探伤仪通用技术条件(NDT,87-4/84版)(已被JB/T10061-1999代替)
GB/T 19801-2005
无损检测声发射检测声发射传感器的二级校准
GJB593.1-1988
无损检测质量控制规范超声纵波和横波检验
GJB1038.1-1990
纤维增强塑料无损检验方法--超声波检验
GJB1076-1991
穿甲弹用钨基高密度合金棒超声波探伤方法
GJB1580-1993
变形金属超声波检验方法
超声波检测国家标准/行业标准
超声波检测国家标准/行业标准
超声波检测国家标准/行业标准表
GB 3947-83
声学名词术语
GB/T1786-1990
锻制园并的超声波探伤方法
GB/T 2108-1980
薄钢板兰姆波探伤方法
GB/T2970-2004
厚钢板超声波检验方法
GB/T3310-1999
铜合金棒材超声波探伤方法
10332:1994)
GB/T18329.1-2001
滑动轴承多层金属滑动轴承结合强度的超声波无损检验
GB/T18604-2001
用气体超声流量计测量天然气流量
GB/T18694-2002
无损检测超声检验探头及其声场的表征(eqv ISO10375:1997)
GB/T 18696.1-2004
超声兰姆波在铝合金薄板中的传播模式

超声兰姆波在铝合金薄板中的传播模式超声兰姆波是一种在固体材料中传播的一种波动现象。
它是由横向和纵向波动模式所组成的波动,具有很高的频率和较小的波长。
在铝合金薄板中,超声兰姆波的传播模式主要受到材料的力学性质和几何形状的影响。
本文将从超声兰姆波的传播原理、频率和波长、传播路径以及在铝合金薄板中的应用等方面进行探讨。
超声兰姆波的传播原理是基于声波在固体材料中的传播机制。
当超声兰姆波在铝合金薄板中传播时,会产生横向和纵向的振动。
横向波动模式是指波的振动方向与波的传播方向垂直;纵向波动模式是指波的振动方向与波的传播方向平行。
这两种波动模式在铝合金薄板中相互作用,形成了超声兰姆波的传播。
超声兰姆波的频率和波长与铝合金薄板的力学性质和几何形状相关。
频率越高,波长越短,相应的材料的力学性能要求也就越高。
铝合金薄板的厚度、密度、材料弹性模量等参数可以影响超声兰姆波的传播路径和传播速度。
当超声兰姆波遇到材料界面或几何形状的不连续性时,会发生反射、折射和散射现象。
通过对这些现象的研究,可以获取铝合金薄板的力学性质和几何形状等信息。
在铝合金薄板中,超声兰姆波有着广泛的应用。
例如,在无损检测中,可以利用超声兰姆波检测铝合金薄板的内部缺陷,如裂纹、气孔等,并评估其对材料性能的影响。
此外,超声兰姆波还可以用于材料的质量控制和质量评估,如材料强度的测试、薄板的厚度测量等。
此外,超声兰姆波还可以用于材料的成型和加工过程中的实时监测,以优化加工参数和提高产品质量。
为了实现超声兰姆波在铝合金薄板中的传播,需要采用适当的超声探头和传感器。
超声探头通常由压电晶体制成,可以将电能转换为声能和声能转换为电能。
传感器可用于检测超声兰姆波的信号,并将其转换为电信号进行处理和分析。
除了超声探头和传感器外,还需要适当的信号处理和分析设备,以提取和分析超声兰姆波的信息。
总之,超声兰姆波在铝合金薄板中的传播模式是由横向和纵向波动模式组成的一种波动现象。
金属薄板缺陷的超声多途Lamb波检测

金属薄板缺陷的超声多途 犔犪犿犫波检测
郭杜斌,沈希忠,王 磊
(上海应用技术学院 电气与电子工程学院,上海 201418)
摘要:金属薄板在动车等现代化设计中应用广泛,其是否存在缺陷等检测具有很重要的意义;为此,利用超声多途提供的额外数据 来检测金属薄板的缺陷,提出相应的算法,多途路径在直接反射的路径上是可以预测和识别的,直接反射路径是相对比较容易识别的; 同时利用 ANSYS有限元建模不同的薄板缺陷模型,在不同的传感器位置、缺陷位置、缺陷大小情况下分别进行仿真;通过 ANSYS仿真 和实验检测都得出了良好的结果,误差在可控制范围之内,证明了超声 多 途 应 用 与 金 属 薄 板 Lamb 波 检 测 的 是 可 行 的; 仿 真 和 实 验 表 明 超声多途通过实际和多途虚拟扩展的传感器数据的分析证明了超声多途能够对薄板缺陷进行定位并检测其大小;提出的超声多途检测方 法,通过单次测量即可检测出薄板缺陷的位置和大小,具有良好的检测性能。
· 20 ·
计算 机 测 量 与 控 制 .2016.24(1) 犆狅犿狆狌狋犲狉 犕犲犪狊狌狉犲犿犲狀狋 牔 犆狅狀狋狉狅犾
测试与故障诊断
文章编号:1671 4598(2016)01 0020 08 DOI:10.16526/j.cnki.11-4762/tp.2016.01.006 中图分类号:TB114.3 文献标识码:A
测 在 超 声 无 损 评 价 (NDE) 中 是 个 很 重 要 的 问 题 。 [12] 如 果 在 铝 合 金 配 件 表 面 或 内 部 存 在 有 缺 陷 (尤其是裂纹,容易在应力作用下导致缺陷进一步增大), 在 外 界载荷作用下材料上分布的集中应力将会促使板中缺陷迅速扩 大,进而影响铝合金材料的使用寿命,给社会经济工作带来安 全隐患。超声波检测具有对人体无辐射、操作简单、检测效率 高等优点,在铝合金材料的缺陷检测中,由于铝合金材料属于 小颗粒晶体,超声波在传播过程中的能量衰减小,对于较厚的 铝合金试件超声波也能进行有效的检测,超声波的上述特性, 有利于对检测结果的分析,从而促进了超声波在铝合金材料探 伤领域的推广应用。检测缺陷尺寸的一种直接方法是从不同的 两个侧面进行 B 型 扫 描 成 像[3]。 在 金 属 薄 板 的 探 伤 中,Lamb 波因其自身在薄板检测中的优势而被广泛应用,特别是在薄板 表 面 的 缺 陷 探 伤 。 [46]
金属板裂纹缺陷的超声Lamb波和SH波监测与评估技术研究

金属板裂纹缺陷的超声Lamb波和SH 波监测与评估技术研究金属板裂纹缺陷的超声Lamb波和SH波监测与评估技术研究摘要:金属板裂纹的生成和扩展对于机械结构的性能和寿命有着重要影响。
因此,如何进行有效的监测和评估是至关重要的。
本文通过研究超声Lamb波和SH波在金属板中的传播特点,探究了其应用于裂纹缺陷监测和评估的可行性。
实验结果表明,Lamb波和SH波在金属板中的传播具有较好的灵敏度和分辨率,且能够有效地检测裂纹的存在和位置。
同时,本文还探究了不同类型裂纹对Lamb波和SH波的影响,并提出了相应的评估方法。
研究结果表明,本方法能够在不损伤被测对象的情况下进行裂纹缺陷监测和评估,具有很高的实用价值和推广价值。
关键词:金属板;裂纹缺陷;超声Lamb波;SH波;监测;评估一、引言金属板是机械结构中常用的零部件之一,其性能和寿命直接影响机械结构的安全稳定性。
然而,在金属板使用过程中,由于各种因素的影响,如应力、磨损、腐蚀等,常常会出现裂纹缺陷。
裂纹的生成和扩展对金属板的力学性能和寿命造成了严重的影响,因此如何进行有效的裂纹缺陷监测和评估是非常重要的。
超声检测技术已经成为一种较为成熟的非损伤性检测方法,其原理是将高频声波引入被测对象中,从被测对象中反射回来的信号来检测缺陷。
其中,Lamb波和SH波是两种常用的声波模式。
Lamb波是一种横向波,沿着金属板的表面传播;SH波是一种剪切波,沿着金属板的厚度方向传播。
Lamb波和SH波具有较高的传播速度和较好的穿透能力,能够有效地检测金属板中的缺陷信息。
本文通过研究超声Lamb波和SH波在金属板中的传播特点,探究了其应用于裂纹缺陷监测和评估的可行性。
实验结果表明,Lamb波和SH波在金属板中的传播具有较好的灵敏度和分辨率,且能够有效地检测裂纹的存在和位置。
同时,本文还探究了不同类型裂纹对Lamb波和SH波的影响,并提出了相应的评估方法。
研究结果表明,本方法能够在不损伤被测对象的情况下进行裂纹缺陷监测和评估,具有很高的实用价值和推广价值。
钛合金薄板Lamb波检测的有限元分析

钛合金薄板Lamb波检测的有限元分析张博南;霍宇森;吴迪;滕永平;吴海燕【摘要】超声Lamb波广泛应用于板状材料的无损检测领域.半解析有限元法是求解导波在复杂介质中频散问题的一种计算方法.利用半解析有限元法推导了Lamb 波在大型TC4钛合金薄板中传播的理论模型,分析了导波的特点,并选取S0模式对钛合金薄板进行了人工缺陷检测.实验选取S0模式的导波分别对深度为钛合金板厚5%和10%的缺陷进行线性扫描检测,结果显示在有缺陷的地方会出现明显的回波信号.结论表明,Lamb波传播距离远,且覆盖整个金属板,可用于大型板材缺陷的无损检测.【期刊名称】《无损检测》【年(卷),期】2015(037)010【总页数】5页(P64-68)【关键词】兰姆波;有限元分析;超声波检测【作者】张博南;霍宇森;吴迪;滕永平;吴海燕【作者单位】北京有色金属研究总院,北京100088;北京交通大学理学院,北京100044;北京交通大学理学院,北京100044;北京交通大学理学院,北京100044;北京有色金属研究总院,北京100088【正文语种】中文【中图分类】TB559;TG115.28钛合金是一种比较难加工的特种材料,具有强度高且密度小,力学性能好,韧性和抗蚀性强的优点,是航空航天和兵器工业中广泛使用的一种重要的新型结构材料。
但是,钛的工艺性能差,抗磨性能低,切削加工困难,钛合金薄板在加工过程中非常容易吸收杂质或产生划伤、结疤、气孔、夹层等缺陷,导致表面出现夹杂物或凹坑等质量问题[1-3]。
钛合金薄板在实际缺陷检测时,通常采用C扫描成像法。
该方法速度慢,效率较低,检测大型工件较费时。
而导波能在介质中长距离传播,采用线扫描方法可实现对大型钛合金板表面或内部缺陷的快速检测。
目前,导波已成为超声检测领域研究的热点,主要应用于大型板壳、管道和铁轨的检测[4-6]。
笔者利用半解析有限元法,着重对TC4钛合金薄板中导波的特性、理论模型进行分析,并对缺陷进行检测试验与验证。
超声波检测国家标准总汇(2015最新)

GB/T18329.1—2001
滑动轴承多层金属滑动轴承结合强度的超声波无损检验
GB/T18604—2001
用气体超声流量计测量天然气流量
GB/T18694-2002
无损检测超声检验探头及其声场的表征(eqv ISO10375:1997)
GB/T 18696。1-2004
声学阻抗管中吸声系数和声阻抗的测量第1部分:驻波比法
YB3209-1982
锻钢冷轧工作辊超声波探伤方法
YB 4082—1992
钢管自动超声探伤系统综合性能测试方法
YB 4094-1993
炮弹用方钢(坯)超声波探伤方法
YB/T 036.10-1992
冶金设备制造通用技术条件锻钢件超声波探伤方法
YB/T144-1998
超声探伤信号幅度误差测量方法
YB/T 145-1998
合金钢锻制模块技术条件
JB 3963-1985
压力容器锻件超声波探伤(NDT,87-8)(已废止)
JB 4010—1985
汽轮发电机用钢制护环超声探伤方法
JB 4125—85
超声波检验用铝合金参考试块的制造和控制
JB 4126-85
超声波检验用钢质参考试块的制造和控制
JB/T 1152—1981
锅炉和钢制压力容器对接焊缝超声波探伤(NDT,82—2)
HB6107—1986
金属蜂窝胶接结构声阻法检测
HB5460—1990
蜂窝构件超声波穿透C扫描检测方法
HB 5461—1990
金属蜂窝胶接结构标准样块
MH/T3002。4-1997
航空器无损检测超声检验
YB 943—78
锅炉用高压无缝钢管超声波检验方法
薄板腐蚀缺陷兰姆波成像检测的有限元模拟
2010年第24卷第3期测试技术学报V ol.24 N o.3 2010 (总第81期)JOURNAL OF TEST AND MEASUREMENT TECHNOLOGY(Sum N o.81)文章编号:1671-7449(2010)03-0259-06薄板腐蚀缺陷兰姆波成像检测的有限元模拟魏运飞,卢 超(南昌航空大学无损检测技术教育部重点实验室,江西南昌330063)摘 要: 基于A0模式兰姆波对薄板腐蚀缺陷进行成像检测,在频率一定时,由于腐蚀造成板厚的改变将进一步影响检测兰姆波速度的变化,通过检测兰姆波波速的变化可以对板材腐蚀类缺陷进行监测.根据A0模式兰姆波的频率特征,测量发射探头与接收探头之间的兰姆波走时,结合波的实际传播路径,计算出实际检测兰姆波的速度,采用联合迭代重建技术(SIR T)对走时数据进行群速度图像重建.基于有限元数值方法,采用A0模式兰姆波对薄铝板中的腐蚀类缺陷进行模拟检测,给出了成像检测结果.关键词: 薄板;兰姆波;腐蚀缺陷;有限元模拟;SIRT中图分类号: T G115.28;O242.21 文献标识码:A doi:10.3969/j.issn.1671-7449.2010.03.014Finite Element Modeling of Corrosion Image DetectionUsing Lamb Wave in Thin PlateWEI Yunfei,LU Chao(K ey L ab of N ondest ructiv e T esting,M inistr y of Educa tio n,N anchang Hang ko ng U niver sity,N anchang330063,China)Abstract: T his paper is on image detection conducted by A0m ode Lamb w ave in thin plate corrosion defect.At a given fr equency,ow ning to the influence of the plate thickness caused by corro sion on the velocity of the Lam b w ave,thin plate corr osion defect can be m onitor ed through the velocity of the Lamb w ave.Due to the disper sive proper ty of the A0mode Lam b w av e,w ith measurement o f tr av el times o f ultrasonic Lamb wave betw een the tr ansmitting and the r eceiving transducers,consideratio n of actual ray paths and calculatio n of the v elo city o f the Lamb w ave,SIRT is applied to the group velocity imaging reco nstructio n for the g iven set of arrival times.Based on Finite Element m ethod,simulation testing is in pro gress under the effects of A0mo de Lamb wav e o n the ero sion/co rrosion in thin aluminum plate and imaging detection results are g iven in details.Key words:thin plate;lamb wav e;co rrosion detectio n;finite elem ent m odeling;SIRT收稿日期:2009-11-29 基金项目:航空科学基金资助项目(2007ZF56013);江西省自然科学基金资助项目(2008GZW009) 作者简介:魏运飞(1984-),男,硕士生,主要从事超声无损检测研究通信作者:卢超(1971-),男,教授,博士,主要从事无损检测及信号处理研究.0 引 言在石油、天然气、化工和石化行业中,许多大型容器和储罐常用来储存带有腐蚀性液体或气体,其内壁极易被腐蚀变薄而影响使用寿命[1].常规的超声波检测法主要是利用超声波的脉冲反射原理来测量管壁受蚀后的厚度,然而在液体或气体不排空的情况下,容器内壁的大部分腐蚀缺陷很难被检测到.因此,需要一种快捷方便的无损检测方法对这种隐藏并无法接触到的腐蚀缺陷进行在役检测.由于兰姆波在板中传播时声场遍及整个壁厚,传播距离较长并且衰减较小,因此兰姆波常用于板状材料的检测.张海燕等[2]利用兰姆波层析成像技术检测了薄板中横穿孔缺陷,采用的是代数重建方法(ART).根据CT理论,ART算法每次迭代只用到一条射线,如果这一条射线投影包含误差,则所得的解也引入了误差[3].兰姆波CT成像中走时的提取不可避免地存在着误差,甚至某条射线投影数据失真.另外,ART算法对速度初值的依赖性很强,兰姆波的频散特性及多模式决定了其速度很不稳定,很难估计出初值.本论文中基于兰姆波成像检测方法检测铝板中板厚变薄的腐蚀类缺陷.以有限元为平台,模拟纵波直探头激发兰姆波,传统兰姆波激发使用的是一定角度的斜探头,斜探头声场具有指向性,在跨孔扫描时需偏移探头,使发射、接收对齐在一条线上,这显然加大了控制难度.重建算法采用的是联合迭代重建技术(SIRT),采用SIRT算法旨在使重建图像对测量误差不敏感.SIRT方法比A RT方法的迭代收敛性好,收敛速度快,对初值的精度要求不高.兰姆波的产生和传播在实际的边界条件下是一个复杂过程,有限元分析方法提供了一种途径.尤其在成像方法研究过程中,有限元的灵活性更为明显.在探头选取、工件类型及缺陷形状等选择方面,建立数学模型后,可以方便地改变各种参数来进一步的研究,或对已有的工艺参数进行优化,进而大大节约了反复实验的成本,有限元模拟能为检测方法的研究和实物实验提供参考依据.也因此被称为是理论和实验之间的桥梁[4].兰姆波可在结构的一点发射,另一点接收,对感兴趣的检测区域沿不同方向扫描,得到多源发射-多源接收的兰姆波投影数据,利用这些不同方向的投影数据可以重建缺陷区域的图像.本文基于有限元模拟的方法,采取一发一收的方式,对发射换能器和接收换能器之间超声波信号进行了研究.根据声波层析成像原理,求解方程,通过离散化处理,寻求声波射线与对应慢度群速度的倒数的关系,建立数学模型,然后采用代数重建方法求解,实现了铝板中腐蚀缺陷的定量无损评价.1 兰姆波的传播特性及模式选择兰姆波是在激励声波波长与板厚尺寸为相同数量级时,由横波和纵波于固体声波导中合成的特殊形式的应力波.板表面自由态边界条件兰姆波频率特征方程为 对称模式4p q tan f dc pq+(p2-1)2tanf dc pp=0,(1a) 反对称模式(p2-1)tan f dc p q+4p q tanf dc p p=0,(1b)式中:p=[(c pc s)2-1]1/2;q=[(c pc l)2-1]1/2,c l=6260m/s,c s=3080m/s;c p为兰姆波相速度;c l和c s分别为板纵波和横波的传播速度;d为板厚;f为兰姆波频率.在本论文中采用的点源激发,提取速度的变化作为特征量.采用低频纵波直探头垂直激发A0模式,通过测量走时得到兰姆波的群速度.由于兰姆波本身的频散特性决定A0模式的传播速度在固定频率情况下,受板厚影响较大.从而由腐蚀变薄的缺陷能够通过速度的变化反应.A0模式的选择:兰姆波存在着多种模式,对称模式(S0,S1,S2,…)和非对称模式(A0,A1,A2,…). 260测试技术学报2010年第3期表1 探头频率0.5M Hz ,铝板板厚与A 0模式群速度的理论计算值T ab .1 T he relation ship betw een the alum inum thick nes s and th e group velocity ,w hen the trans ducer frequen cy is 0.5M Hz 板厚/mm 群速度/m ・s -1板厚/mm 群速度/m ・s -10.21772.48730.72678.26520.32077.65530.82761.86660.42291.87460.92832.39010.52453.0140 1.02885.35920.62583.4659通过求解兰姆波特征方程,得到频厚积与群速度的对应关系如图1所示.图2中A 0模式群速度随着频厚积的增大逐渐增大,当换能器的频率固定时,群速度的变化能反映板厚的变化,可把群速度作为检测腐蚀板厚变化的特征值[5-6].表1为频率0.5M Hz 时,铝板厚度与群速度的对应值,从表中理论计算可知,板厚细微变化都会导致群速度的较大变化.基于此,本论文选择激发低频脉冲信号并提取的是A 0模式.图1 铝板群速度频散曲线Fig .1 Dispersion curves of g roup velocityin thin aluminu m p late图2 A 0模式群速度频散曲线Fig .2 Th e dispersion relation ofA 0m od e w ave2 腐蚀缺陷成像方法2.1 层析成像方法将板的成像区域均匀地布上网格,探头采用一发一收,并按跨孔扫描方式,如图3所示,从网格上端和左侧发射,下端和右侧接收.探头发射的Lamb 波从各个网格中经过,根据各网格lam b 波速度值成像.即当铝板无缺陷,各个网格中的速度基本相同,当存在缺陷,缺陷处网格中的速度不同于无缺陷处的速度,据此成像.如图3所示.图3 跨孔扫描原理图Fig .3 Schem atic of cross hole s canning从接收探头所接收的信号中提取Lamb 波走时T i ,根据方程T i =∑nj =1Lij*S j ,(2)式中:L ij 为第i 条射线在第j 个网格中实际长度;S j 为第j 个网格的慢度,即速度的倒数;T i 为第i 条射261(总第81期)薄板腐蚀缺陷兰姆波成像检测的有限元模拟(魏运飞等)线的走时[7-8].T i -tt i =∑nj =1Lij*(S j -ss j ),(3)式中:tt i 为无缺陷时计算的理论走时;T i 为实测走时;ss j 为无缺陷时理论慢度(速度的倒数),即最终求解的方程T 1 T i T m=L 11…L ij …L 1n L i 1…L ij …L in L m 1…L mj…L mn* S 1 S j S n.(4)M 条射线,n 个网格.求解此方程,将 S 的值按m *n 赋予各网格,取倒数得速度矩阵,即可成像[9].2.2 L ij 的求解L ij 的求解.每个网格中,各条射线实际走的长度.检测板厚发生改变的缺陷应用直线模型,假设Lamb 波沿直线传播,忽略介质的不均匀性对声场的影响.具体思路:1)以网格左下角为原点,建立坐标轴;各网格点坐标和探头位置坐标已知.2)根据发射和接收探头的坐标,可建立该射线的直线方程,求出直线与各网线的交点.此时,取y =0,1,…,14,求x ,可得15个点;取x =0,1,…,14,求y ,可得15个点(有重点).取y 值为[0 14]有效,并按从大到小降序排列.3)求解后一点与前一个点距离,并将距离放到所在网格中.2.3 联合迭代重建技术求解方程ART 算法每次迭代只用到一条射线,迭代求解时易引入了误差.兰姆波CT 成像中走时的提取不可避免地存在着误差.另外,ART 算法对速度初值的依赖性很强,兰姆波的频散特性及多模式决定了其速度随频厚积变化,很难估计出初值.基于此,这里采用地震CT 原理中的联合迭代重建技术(SIRT )求解方程.此方程组为m 个方程n 个未知数,随m 和n 值不同,超定或欠定方程组,另外,L 矩阵中存在大量的零值,即此方程组为严重病态方程组.采用联合迭代重建技术(SIRT ),在每轮迭代过程中,用式(5)将全部数据的误差依次对没一个单元网格进行修正Sk +1j^=S k j ^+u∑mi =1Lij[(t i -t k i^)/∑nj =1L ij ]∑mi =1Lij,(5)式中:u 为松弛因子,在求慢度平均值Sk +1j^时,利用前一轮的近似值S k j ^修正单元网格的慢度.式中右侧第二项为通过j 单元网格所有测线的修改量的加权平均.由式(5)可见,SIRT 算法中每个像素的校正值是通过该像素的所有射线和的误差值之累加,而不是只与一条射线有关.这是SIRT 算法能有效地抑制测量数据中噪声的根本原因.由于每一像素的校正值是所有通过该像素的射线的共同贡献,因此,一些随机误差就被平均掉了[10].3 有限元模拟1)模型的建立.用A BAQU S /Explicit 瞬态动力分析进行板中超声波传播的数值模拟,材料:铝,杨氏模量E =75GPa,泊松比 =0.33,密度!=2800kg /m 3,模型长50mm ,宽50mm ,厚1m m,人工262测试技术学报2010年第3期图4 激励信号及频谱Fig .4 W avefor m of excitation signal an d frequency s pectrum腐蚀缺陷长8m m ,宽6m m ,深0.5mm .网格类型采用C 3D 4单元.步进时间0.05∀s(采样频率20M Hz).探头频率0.5MHz,在无腐蚀缺陷的表面垂直施加瞬时压力模拟入射纵波.低频纵波直探头垂直激发时,理论上兰姆波应该存在S 0和A 0模式,经二维傅里叶模式识别鉴定,S 0模式能量很小,可不予考虑[11].在此频厚积下,A 0模式的群速度的理论值为2.885km /s (见表1).上端边界布置发射探头,下端布置接收探头,探头步长2.2mm ,左端和上端各边14个发射位置,下端和右端各14个接收位置,共采集14*14组信号.2)激励信号.采用通过高斯函数调制的正弦信号.信号函数f (t )=e -(t -#2)2/ 2 sin(2 f t)0<t ≥#,0t >#,(6)式中:#为信号的脉冲时间,脉冲取三个周期,信号如图4所示.本文在模拟时,采用0.5M Hz 频率信号,其信号频谱如图4所示.图5 探头接收的兰姆波信号Fig .5 Received s ignal ofL amb w aves图6 有腐蚀缺陷的铝板的A 0模式走时Fig .6 T ravel time of A 0m ode Lam b w ave with the erosion/corrosion in th in alu minum plate3)接收数据.由于在各边14个收发位置,以上端为发射位置,下端为接收位置,共可采集14×14图7 兰姆波腐蚀缺陷成像检测效果Fig .7 T he recons truction res ults of corrosion image Detection us ing Lam b w ave组走时数据.左侧激发右侧接收时亦可采集14×14组数据.在进行层析成像时共有2×14×14=392组数据.图5为探头频率为0.5M Hz,穿过成像区域的兰姆波波形图.图6给出的是每条兰姆波射线从发射点到接收点的传播时间(走时).将发射探头接收探头之间的区域布上64*64的网格,网格的边长为0.5mm 运用上述成像方法,成像效果如图7所示.在有限元模拟中建模的人工腐蚀缺陷长8mm,宽6m m,深0.5m m,图7(a )为实际缺陷的尺寸和位置图,在X 轴Y 轴分别占了16和14个网格.图7(b )为基于SIRT 算法兰姆波成像检测效果图.通过对比,也基本能反映缺陷大小和位置.263(总第81期)薄板腐蚀缺陷兰姆波成像检测的有限元模拟(魏运飞等)264测试技术学报2010年第3期4 总 结兰姆波在大型板类结构的快速扫描方式使其在工业无损检测中具有广泛的应用前景.然而,由于其复杂的传播机理,直接对波形进行判断还存在一定的困难.本文通过理论分析了A0模式兰姆波检测的可行性,应用跨孔扫描的兰姆波层析成像技术检测腐蚀缺陷.基于有限元模拟的灵活性,模拟纵波直探头激发低频A0模式的兰姆波,提取发射探头与接收探头之间的兰姆波传播走时,采用地震CT原理中的迭代重建技术(SIRT)重建铝板中腐蚀缺陷的成像检测图像.对隐藏的厚度变薄的腐蚀缺陷的成像检测研究很少,本文的方法证实了成像检测腐蚀缺陷的可行性,但在成像效果仍有待进一步优化,下一步工作将是对比优化成像算法,并展开实验研究.参考文献:[1] 刘增华,何存富,吴斌,等.利用兰姆波对板状结构中隐蔽腐蚀缺陷的检测[J].实验力学,2005,6(2):166-170.L iu Z eng hua,He Cunfu,W u Bin,et al.Hidden cor ro sion detection in pla te-like st ructure using lam b w aves[J].Jour nal o f Exper imental M echanics,2005,6(2):166-170.(in Chinese)[2] 张海燕,周全,吕东辉,等.各向同性薄板中横穿孔缺陷的超声兰姆波层析成像[J].声学学报,2007,32(1):83-90.Zhang Ha iyan,Z hou Quan,L Dong hui,et al.U lt raso nic lamb wav e tomo gr aphy of thr oug h ho le flaws in isot ro pic thin plates[J].Acta Aco ustica,2007,32(1):83-90.(in Chinese)[3] 庄天戈.CT原理与算法[M].上海:上海交通大学出版社,1992:77-98.[4] 陈建忠,史耀武.超声检测过程的数值模拟[J].无损检测,2001,23(5):198-201.Chen Jianzhong,Shi Y ao wu.T he numerical simulatio n of ultr asonic t est ing[J].N ondestructiv e T est ing,2001,23(5):198-201.(in Chinese)[5] P ei J,Y ousuf M I,D eger tekin F L.L amb w ave to mog ra phy and its applicatio n in pipe er osio n/cor ro sion mo nitor ing[J].R es.N ondestr Eva l,1996(8):189-197.[6] Hinder s,M alya renko M K,Eug ene par ison o f double cr ossho le and fanbeam lamb wa ve ultraso nictomo gr aphy[C].A IP Conference Pr oceedings,2001,557:732-739.[7] F ro mme P,Sayir M B.M ea sur ement o f the scat tering o f a L amb w av e by a t hr o ug h ho le in a plate[J].Journal o f t heA coustical Societ y o f Amer ica,2002,11(3):1165-1170.[8] Hinders,L eonar d M K,Kev in m b wav e to mog r aphy o f pipes and tanks using frequency compounding[C].A IP Conference Pr oceedings,2005,760:867-874.[9] 张海燕,他得安,刘镇清.层状各向异性复合板中的兰姆波[M].北京:科学出版社,2008:138-156.[10] 马德堂.弹性波场数值模拟及井间地震初至波旅行时层析成像[D].西安:长安大学,2005.[11] 魏运飞,卢超,张在东.薄板声-超声检测时兰姆波传播模式的有限元模拟[J].无损检测,2009,31(7):520-524.Wei Y unFei,Lu Chao,Zhang Z aiDo ng.F inite element m odeling o f acousto-ultr asonic lamb w ave pro pag atio n mo de in thin plat e[J].No ndestr uct ive T est ing,2009,31(7):520-524.(in Chinese)。
超声兰姆波在铝合金薄板中的传播模式

超声兰姆波在铝合金薄板中的传播模式超声兰姆波是一种机械波,其能够在铝合金薄板中传播。
它是由固体中的分子之间的振动引起的,传播速度较高,能够传递能量和信息。
超声兰姆波在铝合金薄板中的传播可以分为两种模式:剪切模式和纵波模式。
剪切模式是超声兰姆波的一种传播模式。
在这种模式下,铝合金薄板垂直厚度方向的振动分量为主导,同时伴有水平振动分量。
这种振动模式使得板材两侧的颗粒进行水平相对滑动,呈现出剪切变形的特点。
剪切模式的超声兰姆波在传播过程中,其能量主要集中在薄板的表面,能够有效地检测到表面缺陷,如裂纹、孔隙等。
这种传播模式在非破坏性检测中有着广泛的应用。
纵波模式是超声兰姆波的另一种传播模式。
在这种模式下,超声兰姆波的振动是垂直于薄板表面方向的。
这种振动模式使得铝合金薄板中的分子产生纵向振动,呈现出纵波的特点。
纵波模式的超声兰姆波在传播过程中,其能量主要集中在薄板的厚度方向,能够反映材料的弹性性质以及厚度的变化。
纵波模式的超声兰姆波在研究材料的物理性质以及评估其质量方面有着重要的应用。
从传播距离上来看,超声兰姆波可以在铝合金薄板中传播较长的距离,传播距离与波长和频率有关。
通常情况下,对于频率较高的超声兰姆波,其传播距离相对较短;而对于频率较低的超声兰姆波,其传播距离较长。
超声兰姆波传播的速度与材料的密度、弹性模量以及波长有关。
在铝合金薄板中,超声兰姆波的传播速度较高,通常在3~7km/s之间。
传播速度的高低与材料的物理性质有关,高密度和低弹性模量的材料传播速度较快。
超声兰姆波在铝合金薄板中的传播模式对于材料的非破坏性检测和评估具有重要意义。
通过检测和分析超声兰姆波的传播特性,可以判断材料的质量和性能,并能及时发现潜在的缺陷,提高材料的使用寿命和可靠性。
总结而言,超声兰姆波在铝合金薄板中的传播模式主要有剪切模式和纵波模式。
剪切模式的超声兰姆波能够有效地检测到表面缺陷,而纵波模式的超声兰姆波则能够反映材料的弹性性质以及厚度的变化。
超声lamb波在缺陷铝板中的有限元模拟
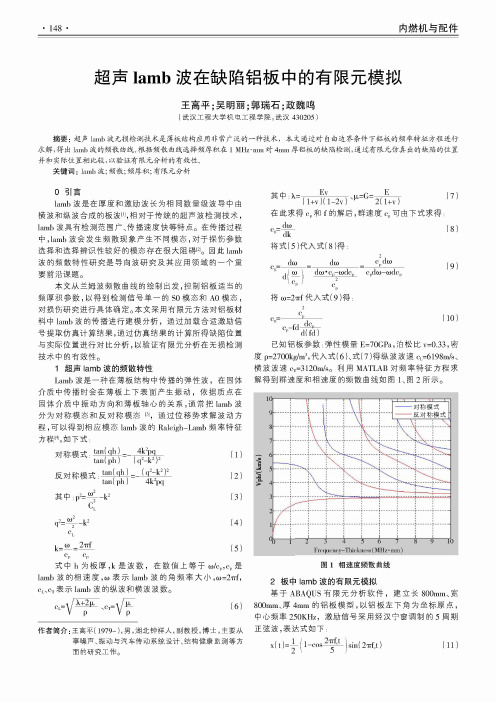
•148 •内燃机与配件超声l a m b波在缺陷铝板中的有限元模拟王高平;吴明丽;郭瑞石;政魏鸣(武汉工程大学机电工程学院,武汉430205 )摘要:超声lam b波无损检测技术是薄板结构应用非常广泛的一种技术,本文通过对自由边界条件下铝板的频率特征方程进行求解,得出lamb波的频散曲线。
根据频散曲线选择频厚积在1MHz-mm对4mm厚铝板的缺陷检测,通过有限元仿真出的缺陷的位置 并和实际位置相比较,以验证有限元分析的有效性。
关键词:lamb波;频散;频厚积;有限元分析0引言la m b波是在厚度和激励波长为相同数量级波导中由横波和纵波合成的板波[|],相对于传统的超声波检测技术,la m b波具有检测范围广、传播速度快等特点。
在传播过程中,la m b波会发生频散现象产生不同模态,对于探伤参数选择和选择辨识性较好的模态存在很大阻碍[2]。
因此lamb波的频散特性研究是导向波研究及其应用领域的一个重要前沿课题。
本文从兰姆波频散曲线的绘制出发,控制铝板适当的频厚积参数,以得到检测信号单一的S0模态和A0模态,对损伤研究进行具体确定。
本文采用有限元方法对铝板材料中la m b波的传播进行建模分析,通过加载合适激励信号提取仿真计算结果,通过仿真结果的计算所得缺陷位置与实际位置进行对比分析,以验证有限元分析在无损检测技术中的有效性。
1超声la m b波的频散特性L a m b波是一种在薄板结构中传播的弹性波,在固体介质中传播时会在薄板上下表面产生振动,依据质点在固体介质中振动方向和薄板轴心的关系,通常把la m b波分为对称模态和反对称模态13],通过位移势求解波动方程,可以得到相应模态la m b波的Raleigh-L a m b频率特征方程14],如下式:对称模式:tan i qh)_4k2pq(1)tan(p h)(q2-k2)2反对称模式■tan(qh)(q2-k2)2(2)tan(p h)4k^pq其中:2=<-k2(3)C l2q2=w_-k2c.(4)k_棕_ 2仔f(5)式中h为板厚,k是波数,在数值上等于W/C p,^是 lam b波的相速度,棕表示lam b波的角频率大小,w=2仔f,c l、c t表示lam b波的纵波和横波波数。
薄板结构中Lamb波的检测与仿真

薄板结构中Lamb波的检测与仿真刚铁;刘强【摘要】MARC finite element software was used to obtain the single mode A0 and S0,which was achieved by loading displacement based on the distribution of different mode wave structures in finite element model.In addition,the propagation process of A0 and S0 mode wave in2mm sheet was simulated,and the diagram between the reflection coefficient of defect echo and defect size was also drawn.And then,the simulation results were verified by the practical experiment.The results showed that the excitation of single mode Lamb wave could be achieved by the displacement loading of wave structure.It was feasible to estimate the defect size combined with finite element method.The sensitive degree of different vibration modal on defect size was different.The A0 mode was sensitive on defect size,whereas the defect size was unable to be identified by S0 mode.%利用MARC有限元软件,按不同模式波结构分布在有限元模型上进行位移加载,得到了单一的A0,S0模式.同时,模拟了A0,S0模式在2mm薄板中的传播过程,绘制了缺陷回波反射系数与缺陷尺寸的关系图,并对模拟结果进行了试验验证.试验结果表明:采用波结构位移加载方式能够激励出单一模式Lamb波,结合有限元方法识别缺陷尺寸具有可行性,且不同振型模式波对缺陷尺寸敏感程度不同,其A0模式对缺陷尺寸敏感,而S0模式难以识别缺陷尺寸.【期刊名称】《无损检测》【年(卷),期】2013(035)007【总页数】5页(P24-28)【关键词】兰姆波;数值模拟;薄板;无损检测【作者】刚铁;刘强【作者单位】哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨150001;哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨150001;徐州徐工基础工程机械有限公司,徐州 221004【正文语种】中文【中图分类】TG115.28超声导波检测法是近年来发展起来的一种快速、检测距离长、成本较低的无损检测方法[1]。
第五章 板材和管材超声波探伤
第五章板材和管材超声波探伤By adan第五章板材和管材超声波探伤板材和管材是生产制造锅炉压力容器的重要原材料,一般要求进行超声波探伤。
本章将分别介绍板材(中厚板,复合板和薄板)与管材(小口径管、大口径管)的加工方法、常见缺陷和常用探伤方法。
第一节板材超声波探伤根据板材的材质不同,板材分为钢板、铝板、铜板等。
实际生产中钢板应用最广,因此这里以钢板为例来说明板材的超声波探伤工艺方法。
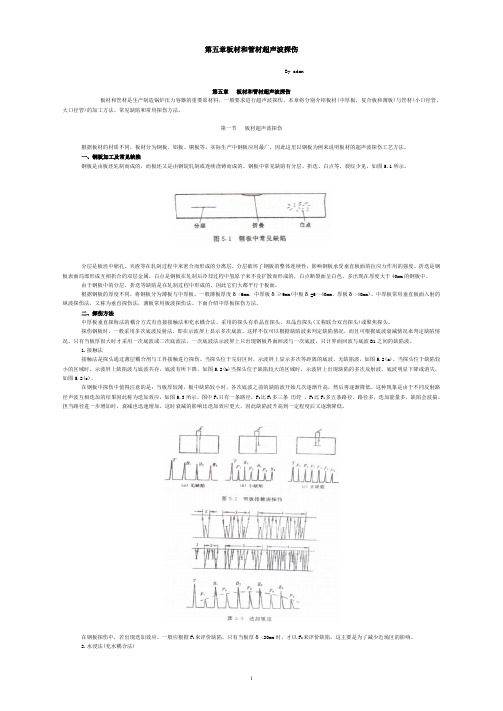
一、钢板加工及常见缺陷钢板是由板坯轧制而成的,而板坯又是由钢锭轧制或连续浇铸而成的。
钢板中常见缺陷有分层、折迭、白点等。
裂纹少见,如图5.1所示。
分层是板坯中缩孔、夹渣等在轧制过程中来密合而形成的分离层。
分层破坏了钢板的整体连续性,影响钢板承受垂直板面的拉应力作用的强度。
折迭是钢板表面局部形成互相折合的双层金属。
白点是钢板在轧制后冷却过程中氢原子来不及扩散而形成的,白点断裂面呈白色,多出现在厚度大于40mm的钢板中。
由于钢板中的分层、折迭等缺陷是在轧制过程中形成的,因此它们大都平行于板面。
根据钢板的厚度不同,将钢板分为薄板与中厚板。
一般薄板厚度δ<6mm,中厚板δ≥6mm(中板δ=6~40mm,厚板δ>40mm)。
中厚板常用垂直板面入射的纵波探伤法,又称为垂直探伤法,薄板常用板波探伤法。
下面介绍中厚板探伤方法。
二、探伤方法中厚板垂直探侮法的耦合方式有直接接触法和充水耦合法。
采用的探头有单晶直探头、双晶直探头(又称联合双直探头)或聚焦探头。
探伤钢板时,一般采用多次底波反射法,即在示波屏上显示多次底波。
这样不仅可以根据缺陷波来判定缺陷情况,而且可根据底波衰减情况来判定缺陷情况。
只有当板厚很大时才采用一次底波或二次底波法。
一次底波法示波屏上只出现钢板界面回波与一次底波,只计界面回波与底波B1之间的缺陷波。
1.接触法接触法是探头通过薄层耦合剂与工件接触进行探伤。
当探头位于完好区时,示波屏上显示多次等距离的底波,无缺陷波,如图5.2(a)。
薄板声-超声检测时兰姆波传播模式的有限元模拟
薄板声-超声检测时兰姆波传播模式的有限元模拟
魏运飞;卢超;张在东
【期刊名称】《无损检测》
【年(卷),期】2009(031)007
【摘要】在声一超声检测中,正确认识超声波传播特性是其被有效应用的基础.通过有限元数值模拟的方法,研究薄板中声-超声检测形式下超声波传播模式,对模拟产生的波形信号用二维傅里叶变换法进行模式识别,并与兰姆波的理论波数频散曲线进行对比,证实产生了多模式兰姆波.使用波场快照图观测了声-超声检测方式下超声波的传播特性.研究表明,将数值模拟方法和试验相结合是研究超声检测技术的有效途径.
【总页数】5页(P520-524)
【作者】魏运飞;卢超;张在东
【作者单位】南昌航空大学,无损检测技术教育部重点实验室,南昌,330063;南昌航空大学,无损检测技术教育部重点实验室,南昌,330063;南昌航空大学,无损检测技术教育部重点实验室,南昌,330063
【正文语种】中文
【中图分类】TG115.28;O242.21
【相关文献】
1.薄板腐蚀缺陷兰姆波成像检测的有限元模拟 [J], 魏运飞;卢超
2.粘弹性薄板中兰姆波传播特性的研究 [J], 郭湘怡;郭湘宇;胡欣智;赵迪;王前宇
3.液体层-压电薄板中兰姆波对液体密度的声传感 [J], 邓明晰
4.有液体层负载时压电薄板中兰姆波的传播特性 [J], 邓明晰;刘镇清
5.点焊试件中兰姆波传播的有限元模拟及其应用 [J], 陈振华;史耀武;赵海燕
因版权原因,仅展示原文概要,查看原文内容请购买。
超声波检测相关标准
GB 3947-83声学名词术语GB/T1786-1990锻制园并的超声波探伤方法GB/T 2108-1980薄钢板兰姆波探伤方法GB/T2970-2004厚钢板超声波检验方法GB/T3310-1999铜合金棒材超声波探伤方法GB/T3389.2-1999压电陶瓷材料性能测试方法纵向压电应变常数d33的静态测试GB/T4162-1991锻轧钢棒超声波检验方法GB/T 4163-1984不锈钢管超声波探伤方法(NDT,86-10)GB/T5193-1985钛及钛合金加工产品(横截面厚度≥13mm)超声波探伤方法(NDT,89-11)(eqv AMS2631) GB/T5777-1996无缝钢管超声波探伤检验方法(eqv ISO9303:1989)GB/T6402-1991钢锻件超声波检验方法GB/T6427-1999压电陶瓷振子频率温度稳定性的测试方法GB/T6519-2000变形铝合金产品超声波检验方法GB/T7233-1987铸钢件超声探伤及质量评级方法(NDT,89-9)GB/T7734-2004复合钢板超声波检验方法GB/T7736-2001钢的低倍组织及缺陷超声波检验法(取代YB898-77)GB/T8361-2001冷拉园钢表面超声波探伤方法(NDT,91-1)GB/T8651-2002金属板材超声板波探伤方法GB/T8652-1988变形高强度钢超声波检验方法(NDT,90-2)GB/T11259-1999超声波检验用钢制对比试块的制作与校验方法(eqv ASTME428-92)GB/T11343-1989接触式超声斜射探伤方法(WSTS,91-4)GB/T11344-1989接触式超声波脉冲回波法测厚GB/T11345-1989钢焊缝手工超声波探伤方法和探伤结果的分级(WSTS,91-2~3)GB/T 12604.1-2005无损检测术语超声检测代替JB3111-82 GB/T12604.1-1990GB/T 12604.4-2005无损检测术语声发射检测代替JB3111-82 GB/T12604.4-1990GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T13315-1991锻钢冷轧工作辊超声波探伤方法GB/T13316-1991铸钢轧辊超声波探伤方法GB/T15830-1995钢制管道对接环焊缝超声波探伤方法和检验结果分级GB/T18182-2000金属压力容器声发射检测及结果评价方法GB/T18256-2000焊接钢管(埋弧焊除外)—用于确认水压密实性的超声波检测方法(eqv ISO10332:1994)GB/T18329.1-2001滑动轴承多层金属滑动轴承结合强度的超声波无损检验GB/T18604-2001用气体超声流量计测量天然气流量GB/T18694-2002无损检测超声检验探头及其声场的表征(eqv ISO10375:1997)GB/T 18696.1-2004声学阻抗管中吸声系数和声阻抗的测量第1部分:驻波比法GB/T18852-2002无损检测超声检验测量接触探头声束特性的参考试块和方法(ISO12715:1999,IDT) GB/T 19799.1-2005无损检测超声检测1号校准试块GB/T 19799.2-2005无损检测超声检测2号校准试块GB/T 19800-2005无损检测声发射检测换能器的一级校准GB/T 19801-2005无损检测声发射检测声发射传感器的二级校准GJB593.1-1988无损检测质量控制规范超声纵波和横波检验GJB1038.1-1990纤维增强塑料无损检验方法--超声波检验GJB1076-1991穿甲弹用钨基高密度合金棒超声波探伤方法GJB1580-1993变形金属超声波检验方法GJB2044-1994钛合金压力容器声发射检测方法GJB1538-1992飞机结构件用TC4 钛合金棒材规范GJB3384-1998金属薄板兰姆波检验方法GJB3538-1999变形铝合金棒材超声波检验方法ZBY 230-84A型脉冲反射式超声探伤仪通用技术条件(NDT,87-4/84版)(已被JB/T10061-1999代替) ZBY 231-84超声探伤仪用探头性能测试方法(NDT,87-5/84版)(已被JB/T10062-1999代替)ZBY 232-84超声探伤用1号标准试块技术条件(NDT,87-6/84版)(已被JB/T10063-1999代替)ZBY 344-85超声探伤用探头型号命名方法(NDT,87-6)ZBY 345-85超声探伤仪用刻度板(NDT,87-6)ZB G93 004-87尿素高压设备制造检验方法--不锈钢带极自动堆焊层超声波检验ZB J04 001-87A型脉冲反射式超声探伤系统工作性能测试方法(NDT,88-6)(已被JB/T9214-1999代替) ZB J74 003-88压力容器用钢板超声波探伤(已废止)ZB J26 002-89圆柱螺旋压缩弹簧超声波探伤方法ZB J32 004-88大型锻造曲轴超声波检验(已被JB/T9020-1999代替)ZB U05 008-90船用锻钢件超声波探伤ZB K54 010-89汽轮机铸钢件超声波探伤及质量分级方法ZB N77 001-90超声测厚仪通用技术条件ZB N71 009-89超声硬度计技术条件ZB E98 001-88常压钢质油罐焊缝超声波探伤(NDT,90-1)(已被JB/T9212-1999代替)SDJ 67-83水电部电力建设施工及验收技术规范:管道焊缝超声波检验篇QJ 912-1985复合固体推进剂药条燃速的水下声发射测定方法QJ 1269-87金属薄板兰姆波探伤方法QJ1274-1987玻璃钢层压板超声波检测方法QJ 1629-1989钛合金气瓶声发射检测方法QJ 1657-1989固体火箭发动机玻璃纤维缠绕燃烧室壳体超声波探伤方法QJ 1707-1989金属及其制品的脉冲反射式超声波测厚方法QJ2252-1992高温合金锻件超声波探伤方法及质量分级标准QJ 2914-1997复合材料结构声发射检测方法CB 827-1975船体焊缝超声波探伤CB 3178-1983民用船舶钢焊缝超声波探伤评级标准CB/Z211-1984船用金属复合材料超声波探伤工艺规程CB1134-1985BFe30-1-1管材的超声波探伤方法CB/T 3907-1999船用锻钢件超声波探伤CB/T3559-1994船舶钢焊缝手工超声波探伤工艺和质量分级CB/T 3177-1994船舶钢焊缝射线照相和超声波检查规则TB 1989-87机车车辆厂,段修车轴超声波探伤方法TB 1558-84对焊焊缝超声波探伤TB 1606-1985球墨铸铁曲轴超声波探伤TB 2046-1989机车新制轮箍超声波探伤方法TB 2049-1989机车车辆车轴厂、段修超声波探伤标准试块TB/T1618-2001机车车辆车轴超声波检验TB/T 1659-1985内燃机车柴油机钢背铝基合金双金属轴瓦超声波探伤TB/T2327-1992高锰钢辙叉超声波探伤方法TB/T2340-2000多通道A型显示钢轨超声波探伤仪技术条件TB/T 2452.1-1993整体薄壁球铁活塞无损探伤球铁活塞超声波探伤TB/T2494.1-1994轨道车辆车轴探伤方法新制车轴超声波探伤TB/T2494.2-1994轨道车辆车轴探伤方法在役车轴超声波探伤TB/T2634-2000钢轨超声波探伤探头技术条件TB/T2658.9-1995工务作业标准钢轨超声波探伤作业TB/T 2882-1998车轮超声波探伤技术条件TB/T 2452.1-1993整体薄壁球铁活塞无损探伤球铁活塞超声波探伤TB/T 2959-1999滑动轴承金属多层滑动轴承粘结层的超声波无损检验TB/T2995-2000铁道车轮和轮箍超声波检验TB/T 3078-2003铁道车辆高磷闸瓦超声波检验HB/Z33-1998变形高温合金棒材超声波检验HB/Z34-1998变形高温合金园并及盘件超声波检验HB/Z35-1982不锈钢和高强度结构钢棒材超声检验说明书HB/Z36-1982变形钛合金棒材超声波检验说明书HB/Z37-1982变形钛合金园并及盘件超声波检验说明书HB/Z59-1997超声波检验HB/Z 74-1983航空铝合金锻件超声波检验说明书HB/Z75-1983航空用小直径薄壁无缝钢管超声波检验说明书HB/Z 76-1983结构钢和不锈钢航空锻件超声检验说明书HB/Z 5141-19803Cr3Mo3VNb热作模具钢坯超声波探伤HB 5141-19803Cr3Mo3VNb热作模具钢坯超声波探伤HB 5169-1981铂铱25合金板材超声波探伤方法HB5265-1983航空发动机TC11钛合金压气机盘用并(环)坯及锻件超声波检验说明书HB5266-1983航空发动机TC11钛合金压气机盘用并(环)坯及锻件超声波检验验收标准HB 5358.1-1986航空制件超声波检验质量控制标准(NDT,90-6)HB6108-1986金属蜂窝胶接结构声谐振法检测HB6107-1986金属蜂窝胶接结构声阻法检测HB5460-1990蜂窝构件超声波穿透C 扫描检测方法HB 5461-1990金属蜂窝胶接结构标准样块MH/T3002.4-1997航空器无损检测超声检验YB 943-78锅炉用高压无缝钢管超声波检验方法YB 950-80专用TC4钛合金锻制并材超声波探伤方法YB3209-1982锻钢冷轧工作辊超声波探伤方法YB 4082-1992 钢管自动超声探伤系统综合性能测试方法YB 4094-1993 炮弹用方钢(坯)超声波探伤方法YB/T 036.10-1992冶金设备制造通用技术条件锻钢件超声波探伤方法YB/T144-1998超声探伤信号幅度误差测量方法YB/T 145-1998钢管探伤对比试样人工缺陷尺寸测量方法YB/T 898-77钢材低倍缺陷超声波检验方法YB/T951-2003钢轨超声波探伤方法YB/T4082-2000钢管自动超声探伤系统综合性能测试方法YB/T4094-1993炮弹用方钢(坯)超声波探伤方法JB 1151-1973高压无缝钢管超声波探伤JB 2674-80合金钢锻制模块技术条件JB 3963-1985压力容器锻件超声波探伤(NDT,87-8)(已废止)JB 4010-1985汽轮发电机用钢制护环超声探伤方法JB 4125-85超声波检验用铝合金参考试块的制造和控制JB 4126-85超声波检验用钢质参考试块的制造和控制JB/T 1152-1981锅炉和钢制压力容器对接焊缝超声波探伤(NDT,82-2)JB/T 3144-1982锅炉大口径管座角焊缝超声波探伤JB/T1582-1996汽轮机叶轮锻件超声探伤方法(NDT,86-12)JB/T1581-1996汽轮机、汽轮发电机转子和主轴锻件超声波探伤方法JB/T4010-1985汽轮发电机用钢制护环超声探伤方法(NDT,86-12)JB/T4009-1999接触式超声纵波直射探伤方法代替JB4009-85JB/T4008-1999液浸式超声纵波直射探伤方法代替JB4008-85JB/T 4730.3-2005承压设备无损检测第3部分超声检测取代JB4730-1994JB/T5093-1991内燃机摩擦焊气门超声波探伤技术条件JB/T5439-1991压缩机球墨铸铁零件的超声波探伤JB/T5440-1991压缩机锻钢零件的超声波探伤JB/T5441-1991压缩机铸钢零件的超声波探伤JB/T5754-1991单通道声发射检测仪技术条件JB/T6903-1993阀门锻钢件超声波检查方法JB/T6916-1993在役高压气瓶声发射检测和评定方法JB/T6979-1993大中型钢质锻制模块(超声波和夹杂物)质量分级JB/T7367.1-2000圆柱螺旋压缩弹簧超声波探伤方法JB/T7522-2004无损检测材料超声速度测量方法(代替JB/T7522—1994)JB/T7524-1994建筑钢结构焊缝超声波探伤JB/T 7602-1994卧式内燃锅炉T 形接头超声波探伤JB/T7667-1995在役压力容器声发射检测评定方法JB/T 7913-1995超声波检验用钢制对比试块的制作与校验方法旧标准GB/TH11259-89(2000年作废)JB/T8283-1999声发射检测仪性能测试方法代替JB/T8283-95JB/T8428-1996校正钢焊缝超声波检测仪器用标准试块JB/T8467-1996锻钢件超声波探伤方法JB/T8931-1999堆焊层超声波探伤方法JB/T9020-1999大型锻造曲轴超声波检验JB/T9212-1999常压钢质油罐焊缝超声波探伤代替ZBE98001-88JB/T9214-1999A型脉冲反射式超声探伤系统工作性能测试方法代替ZBJ04001-87JB/T9219-1999球墨铸铁超声声速测定方法JB/T9377-1999超声硬度计技术条件JB/T9630.2-1999汽轮机铸钢件超声波探伤及质量分级方法JB/T9674-1999超声波探测瓷件内部缺陷JB/T10061-1999A型脉冲反射式超声探伤仪通用技术条件代替ZBY230-84JB/T10062-1999超声探伤仪用探头性能测试方法代替ZBY231-84JB/T10063-1999超声探伤用1号标准试块技术条件代替ZBY232-84JB/T10326-2002在役发电机护环超声波检验技术标准JB/T 53070-1993加氢反应器焊缝超声波探伤JB/T 53071-1993加氢反应器堆焊层的超声波探伤JB/ZQ 6141-1986超声波检验用钢质对比试块的制作和控制JB/ZQ 6142-1986超声波检验用铝合金对比试块的制作和控制JB/ZQ 6159-1985奥氏体钢锻件的超声波检验方法JB/ZQ 6104-1984汽轮机和发电机转子锻件超声波探伤方法JB/ZQ 6109-1984铸钢件超声波检测方法JB/ZQ 6112-1984汽轮发电机用钢质护环的超声波检验方法JB/Z 262-86超声波探测瓷件内部缺陷(已被JB/T9674-1999代替)JB/Z 265-86球墨铸铁超声声速测定方法(已被JB/T9219-1999代替)JG/T3034.1-1996焊接球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.2-1996螺栓球节点钢网架焊缝超声波探伤及质量分级法(JG--建筑工业行业标准)[NDT2000-12] JGJ 106-203建筑基桩检测技术规范声波透射法JG/T 5004-1992混凝土超声波检测仪DL 505-1992汽轮机焊接转子超声波探伤规程DL/T 5048-95电站建设施工及验收技术规范(管道焊接接头超声波检验篇)DL/T 505-1992汽轮机焊接转子超声波探伤规程DL/T 542-1994钢熔化焊T形接头角焊缝超声波检验方法和质量分级DL/T 694-1999高温紧固螺栓超声波检验技术导则DL/T 714-2000汽轮机叶片超声波检验技术导则DL/T 718-2000火力发电厂铸造三通、弯头超声波探伤方法DL/T820-2002管道焊接接头超声波检验技术规程JJG (航天) 53-1988 国家计量检定规程-A型脉冲反射式超声波探伤仪检定规程JJG (铁道) 130-2003 国家计量检定规程-钢轨超声波探伤仪检定规程JJG (铁道) 156-1995 国家计量检定规程-超声波探头检定规程(试行)JJG (铁道) 157-2004 国家计量检定规程-钢轨探伤仪检定仪检定规程JJG 645-1990 国家计量检定规程-三型钢轨探伤仪检定规程JJG (豫) 107-1999 国家计量检定规程-非金属超声波检测仪检定规程JJG 403-1986 国家计量检定规程-超声波测厚仪检定规程JJG 746-2004 国家计量检定规程-超声探伤仪检定规程代替JJG746-1991JJG (辽) 51-2001 国家计量检定规程-不解体探伤仪检定规程SY4065-1993石油天然气钢制管道对接焊缝超声波探伤及质量分级SY 5135-1986SSF 79超深井声波测井仪SY/T5446-1992油井管无损检测方法钻杆焊缝超声波探伤SY/T5447-1992油井管无损检测方法超声测厚SY/T 0327-2003石油天然气钢质管道对接环焊缝全自动超声波检测SY/T 6423.2-1999石油天然气工业承压钢管无损检测方法电阻焊和感应焊钢管焊缝纵向缺欠的超声波检测SY/T 6423.3-1999石油天然气工业承压钢管无损检测方法埋弧焊钢管焊缝纵向和/或横向缺欠的超声波检测SY/T 6423.4-1999石油天然气工业承压钢管无损检测方法焊接钢管焊缝附近分层缺欠的超声波检测SY/T 6423.5-1999石油天然气工业承压钢管无损检测方法焊接钢管制造用钢带/钢板分层缺欠的超声波检测SY/T 6423.6-1999石油天然气工业承压钢管无损检测方法无缝和焊接(埋弧焊除外)钢管分层缺欠的超声波检测SY/T 6423.7-1999石油天然气工业承压钢管无损检测方法无缝和焊接钢管管端分层缺欠的超声波检测SY/T 10005-1996海上结构建造的超声检验推荐作法和超声技师资格的考试指南EJ/T 606-1991压水堆核电厂反应堆压力容器焊缝超声波在役检查EJ/T 958-1995核用屏蔽灰铁铸件超声纵波探伤方法与验收准则EJ/T 195-1988焊缝超声波探伤规程与验收标准EJ/T 768-1993核级容器堆焊层超声波探伤方法与探伤结果分级EJ/T 835-1994核级容器管座角焊缝超声探伤方法和验收准则HG/T3175-2002尿素高压设备制造检验方法不锈钢带极自动堆焊层超声波检测WCGJ -1994燃油锅炉填角焊缝超声波探伤标准CECS21:2000超声法检测混凝土缺陷技术规程(中国建筑科学研究院结构所)CECS02:1988超声-回弹综合法检测混凝土抗压强度规程HJ/T 15-1996超声波明渠污水流量计YS/T 585-2006铜及铜合金板材超声波探伤方法超声波检测国家标准/行业标准台湾标准:CNS 3712 Z8012-74金属材料之超音波探伤试验法CNS 4120 Z7051-87超音波探测用G型校正标准试块CNS 4121 Z7052-87超音波探测钢板用N1型校正标准试块CNS 4122 Z7053-87超音波探测用A1型校正标准试块CNS 4123 Z7054-87超音波探测用A2型校正标准试块CNS 4124 Z7055-87超音波探测用A3型校正标准试块CNS 11051 Z8052-85脉冲反射式超音波检测法通则CNS 11224 Z8053-85脉冲反射式超音波检测仪系统评鉴CNS 11399 Z8061-85压力容器用钢板直束法超音波检验法CNS 11401 Z8063-85钢对接焊道之超音波检验法CNS 12618 Z8075-89钢结构熔接道超音波检测法CNS 12622 Z8079-89大型锻钢轴件超音波检测法CNS 12668 Z8088-90钢熔接缝超音波探伤试验法及试验结果之等级分类CNS 12675 Z8094-90铝合金熔接缝超音波探伤试验技术检定之试验法CNS 12845 Z8099-87结构用钢板超音波直束检测法CNS 13302 A3341-82钢筋混凝土用竹节钢筋瓦斯压接部超音波探伤试验法CNS 13342 Z8126-83非破坏检测词汇(超音波检测名词)CNS 13403 Z8127-83无缝及电阻焊钢管超音波检测法CNS 13404 Z8128-83电弧焊钢管超音波检测法CNS 14135 Z8135-87金属材料超音波测厚法CNS 14136 Z8136-87锻钢品超音波检测法CNS 14138 Z8138-87钛管超音波检测法。
金属薄板的超声兰姆波无损检测
金属薄板的超声兰姆波无损检测一、本文概述随着现代工业的发展,金属薄板作为重要的结构材料,在航空、航天、船舶、汽车等领域得到了广泛应用。
然而,金属薄板在生产和使用过程中,往往会出现各种形式的缺陷,如裂纹、夹杂、未熔合等,这些缺陷会严重影响其使用性能和安全性。
因此,对金属薄板进行准确、快速的无损检测,成为了工业生产中不可或缺的一环。
超声兰姆波无损检测技术是一种新兴的无损检测方法,具有检测速度快、灵敏度高、穿透能力强等优点,特别适用于金属薄板的检测。
本文旨在介绍超声兰姆波无损检测技术在金属薄板中的应用原理、检测方法、信号处理及缺陷识别等方面的研究现状和发展趋势,为金属薄板的无损检测提供理论和技术支持。
本文将详细阐述超声兰姆波在金属薄板中的传播特性,包括兰姆波的激发、传播和接收原理,以及兰姆波与缺陷的相互作用机制。
介绍基于超声兰姆波的金属薄板无损检测方法,包括检测设备的选择、检测参数的设置、检测过程的优化等。
再次,探讨超声兰姆波信号的处理技术,包括信号处理的基本原理、信号处理算法的选择和优化等,以提高缺陷识别的准确性和可靠性。
总结超声兰姆波无损检测技术在金属薄板中的应用现状,展望其未来的发展趋势和应用前景。
通过本文的研究,旨在为金属薄板的超声兰姆波无损检测提供全面、系统的理论指导和技术支持,推动该技术在工业生产中的广泛应用和发展。
二、超声兰姆波无损检测基本原理超声兰姆波无损检测是一种先进的无损检测技术,它利用兰姆波在金属薄板中的传播特性来进行缺陷检测和评估。
兰姆波是一种在板状结构中传播的弹性波,其特性使得它能够在金属薄板内部形成复杂的传播模式,从而有效地检测出板内的各种缺陷。
在超声兰姆波无损检测中,高频超声波被激发并注入到待检测的金属薄板中。
这些超声波在板内传播时,会受到板内缺陷的影响,如裂纹、夹杂、未熔合等。
当超声波遇到这些缺陷时,会发生反射、散射或模式转换等现象,导致波形的变化。
通过分析这些波形变化,可以推断出缺陷的位置、大小和类型。
兰姆波超声换能器研制过程中相关问题的探讨
兰姆波超声换能器研制过程中相关问题的探讨作者:徐敬岗来源:《科技视界》2014年第33期【摘要】在编制出绘制兰姆波参数曲线的软件之后,为了将兰姆波应用于金属薄板无损检测的过程中,探讨了兰姆波超声换能器研制过程中的主要技术问题,为制作各种类型的兰姆波超声换能器提供了理论基础。
【关键词】兰姆波;金属薄板;无损检测;超声换能器0 概述从理论上讲,兰姆波的激发方式有板表面激励和在板的一端激励两大类。
工程检测中往往采用前一类,因此本文中兰姆波超声换能器的制作以该类激发方式为例进行探讨。
超声检测中激发兰姆波的换能器一般有两种,一种是梳状换能器,另一种是楔形换能器。
梳状换能器是由纵波换能器粘贴在一个梳状结构上形成,让梳状结构的周期间隔等于欲激发兰姆波的波长即可。
还有类似表面波换能器的梳状结构,它将金属电极制成叉指状,在电信号的激励下,相临的电极产生相反的振动,若将此结构粘贴在固体板表面,也可激发相应的兰姆波模式。
应当注意的是,此结构电极间距离等于欲激发兰姆波波长的一半,即半个波长。
楔形换能器由一纵波换能器贴在一个楔块上构成,当发射的超声波传到楔块与被测板交界处时,可在固体板中激发兰姆波。
此种类型的换能器实用性很强,应用范围也比较广,本课题中研制的兰姆波换能器均为此类楔形换能器。
兰姆波换能器研制的技术问题主要包括激励角度的确定、斜楔材料的选用和晶片尺寸与形状的选择。
1 兰姆波换能器的参数选择1.1 激励角的确定换能器的激发角度根据兰姆波检验由模式来确定,具体做法是根据实际检验条件(频率、板厚)所对应的该模式的相速度Cp和斜楔材料的纵波传播速度Cl,利用下述斯涅尔(Snell)折射公式进行计算:sinα=Cl /Cp (1)显然,由于兰姆波各模式的相速度是频散的,因此在不同频率点激发不同模式兰姆波的入射角都是不同的。
激发兰姆波的激励角变化范围很大,在具体工作中要仔细分析,根据被测件相速度频散曲线与斜楔材料纵波声速可算出激励角。
超声兰姆波在铝合金薄板中的传播模式 -回复

超声兰姆波在铝合金薄板中的传播模式-回复超声兰姆波是一种在铝合金薄板中传播的声波。
它的传播模式是一种特殊的波动方式,具有许多独特的特性和应用。
本文将逐步回答关于超声兰姆波在铝合金薄板中传播模式的问题。
第一部分:超声兰姆波的概述超声兰姆波是一种通过材料内部传播的弹性波,它由铝合金薄板内部的纵波和横波组成。
纵波是与传播方向相同的压缩波,而横波则是与传播方向垂直的波动。
这两种波动模式的共同传播形成了超声兰姆波。
第二部分:超声兰姆波的传播模式超声兰姆波在铝合金薄板中以不同的模式传播。
主要有以下几种模式:1. A0模态:这是最简单的模式,它只有纵波,没有横波。
纵波以等速度从源点向材料边缘传播,并经历多次反射和折射。
这种模式适用于薄板的中心区域。
2. S0模态:这是带有纵波和横波的模态。
纵波在中心点以等速度传播,而横波沿着板的边缘向外传播。
这种模式适用于薄板的周围区域。
3. L0模态:这种模态是带有纵波和横波的模态,纵波和横波同时传播。
纵波以更高的速度传播,而横波以较低的速度传播。
当纵波到达反射面时,它会发生相位反转,从而与横波相遇并发生干涉。
这种模式适用于薄板的边缘和角部。
4. T0模态:这是只有横波的模态,没有纵波。
横波沿着薄板表面传播,当遇到边缘或角部时会反射和折射。
这种模式适用于薄板的表面区域。
第三部分:超声兰姆波的应用超声兰姆波在铝合金薄板中的传播模式具有广泛的应用。
以下是几个典型的应用领域:1. 缺陷检测:通过分析超声兰姆波的传播特性,可以检测铝合金薄板中的缺陷,例如裂纹、孔洞或杂质。
根据不同的传播模式,可以确定缺陷的位置和大小。
2. 材料表征:超声兰姆波的传播模式可以提供有关铝合金薄板材料性质的信息。
通过测量波的传播速度和幅度,可以确定材料的弹性模量、密度和机械性能。
3. 损伤评估:通过监测超声兰姆波在铝合金薄板中的传播模式变化,可以评估材料的损伤程度。
根据传播模式的改变,可以判断损伤的类型和严重程度。
金属铝板弯折形变积累的超声兰姆波无损检测

金属铝板弯折形变积累的超声兰姆波无损检测李仕俊;廖非易;高敏;张胤;林媛【期刊名称】《电子元件与材料》【年(卷),期】2015(34)6【摘要】The formation and growth of fatigue cracks in structural materials is a crucial factor affecting their service life. Thus, it is important to detect the formation of the fatigue crack at the beginning and monitor its growth. Through the bending deformation simulation experiment, an approach by using Lamb wave was developed to detect the process from the accumulation of fatigue damages to the fracture of materials. By analyzing the dispersion curves and particle motion amplitudes of Lamb waves and comparing the theoretical and the actual group velocities, the characteristic mode packets under the optimum excitation frequency can be distinguished to evaluate the accumulation of the fatigues. And fast Fourier transform was used to reveal the energy distribution in frequency domain to detect damage accumulation. It is found that during the bending process from the fatigue accumulation to the appearance of micro-crack, the amplitude of A0 wave packet decreases. Especially, before the failure of materials, the amplitude decreases significantly.%材料结构中疲劳微裂纹的产生和扩展是影响其寿命的重要因素,在疲劳裂纹产生初期就将其检测出来对于提高结构安全性至关重要。
金属薄板中缝类缺陷的兰姆波检测
金属薄板中缝类缺陷的兰姆波检测
郑祥明;杨齐;郝国法;唐正连;张春;王杜
【期刊名称】《无损检测》
【年(卷),期】2007(029)011
【摘要】在ST12冷轧板上用线切割加工出不同深度的狭缝来模拟钢板中缝类缺陷.采用一发一收和单发单收两种方式对缺陷进行兰姆波检测,利用短时傅里叶变换对有无缺陷时采集的时域信号进行了时频分析,有效识别出板中激发的兰姆波模式以及模式转换现象.进一步分析发现,试件中激发的主要兰姆波模式的能量分布中心与缺陷深度有较好的对应关系.
【总页数】5页(P630-633,649)
【作者】郑祥明;杨齐;郝国法;唐正连;张春;王杜
【作者单位】宁波工程学院,机械工程学院,宁波,315016;武汉科技大学,信息科学与工程学院,武汉,430081;武汉科技大学,信息科学与工程学院,武汉,430081;湖北汽车工业学院,材料工程系,十堰,442002;湖北汽车工业学院,材料工程系,十堰,442002;武汉科技大学,信息科学与工程学院,武汉,430081
【正文语种】中文
【中图分类】TG115.28
【相关文献】
1.基于兰姆波的管件直焊缝缺陷检测系统设计 [J], 李翔;韩焱;秦鹏;李凯;刘璐;刘晋亮
2.金属薄板兰姆波检验技术 [J], 徐可北
3.基于宽频兰姆波的钢板缺陷检测 [J], 何健鹏;徐科;任威平
4.金属薄板缺陷的超声多途Lamb波检测 [J], 郭杜斌;沈希忠;王磊
5.基于空气耦合兰姆波的铝板缺陷检测 [J], 禤伟明;许文进
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属薄板的超声兰姆波无损检测学生姓名:陈丹班级:0882012指导老师:陈振华摘要:随着航天、航空、汽车工业的发展,各行业对金属板材的需求量日益增多,发现一种更精确的金属板兰姆波无损检测方法,显得日益的重要。
金属板材构件,尤其是金属薄板,使用常规的超声波探伤是很困难的,与常规超声波无损检测相比,兰姆波检测具有快速高效的特点,非常适合于板形结构的大面积无损检测。
尽管金属薄板的无损检测是兰姆波技术的最早应用领域,但是由于兰姆波理论及检测机理的复杂性,此项技术至今仍未取得重大突破,还存在许多不一致的观点和未解决的问题,大大地限制了它在工业生产中的应用。
本文主要介绍通过对铝板模拟缺陷进行实验,通过数字采样得到各种缺陷下的时域信号,对比各模拟缺陷时域信号的不同特征参数,从而对铝板中的模拟缺陷进行无损检测,并对一发一收缺陷波波形指数线性回归跟自发自收端面回波波形指数线性回归进行对比,从而确定哪种研究方法更适合用于金属薄板的无损检测。
关键词:无损检测;LAMB波;金属薄板指导老师签名:Thin metal sheet by ultrasonic Lamb wave nondestructivetestingStudent:Chendan Class:0882012Supervisor:ChenzhenhuaAbstract:With the aerospace, aviation, the development of automobile industry, the industry of sheet metal on the increasing demand, find a more precise metal plate LAMB wave nondestructive detection method, is becoming more and more important.Sheet metal member, particularly the metal sheet, the use of conventional ultrasonic testing is difficult, and the routine ultrasonic nondestructive detection compared, LAMB wave detection with fast and efficient characteristics, is very suitable for the large area plate structure nondestructive testing.Although the sheet metal nondestructive testing is the LAMB wave technology the earliest applications, but due to the LAMB wave theory and detection mechanism is complicated, this technology has not yet achieved a major breakthrough, there are still many points of disagreement and unresolved issues, greatly limits its application in industrial production.This paper mainly introduces the defects of aluminum simulation experiment, through the digital sampling of the various defects of the time-domain signal, comparing the numerical simulation defect before and after time domain signals of different characteristic parameters, thereby the aluminum in the simulated defects, nondestructive testing, and the defects wave fitting linear regression were compared with surface echo, thereby to determine which method is more suitable for nondestructive detection for metal sheet.Key words:Nondestructive testing;LAMB wave;MetalSignature of supervisor:目录1绪论 (1)1.1研究的背景和意义 (1)1.2金属薄板LAMB波无损检测概况及国内外研究现状分析 (2)1.3超声波检测信号的研究 (3)1.3.1 超声检测的原理 (3)1.3.2 超声检测的特点 (4)1.4全文的主要工作内容 (4)2 LAMB波理论及其无损检测原理 (5)2.1 LAMB波概述 (5)2.2 LAMB波检测原理 (6)3 LAMB波无损检测系统的组建 (7)3.1 LAMB波的激发与接收 (7)3.2 LAMB波无损检测实验系统 (8)4 铝板中模拟缺陷的分析与处理 (10)4.1 一发一收测缺陷 (10)4.2 自发自收测缺陷 (12)4.3 实验数据分析 (14)5 结论 (16)参考文献 (17)致谢 (18)1 绪论1.1研究的背景和意义板形构件尤其是厚度在6mm以下的薄板件,无论是在航空航天工业、汽车工业、船舶工业,还是在压力锅炉,大型化工容器方面均有广泛的应用。
但是由于板件在成形过程中所带入的缺陷,如分层,夹杂,孔形缺陷,裂纹等,都会对制件的使用安全造成威胁。
同时板件由于外部加载以及使用环境的变化,都可能引起其内部细小缺陷源的扩展,进而造成疲劳破坏事故。
因此需要对这类板形构件进行无损检测。
作为五大常规无损检测技术之一的超声波无损检测技术常用来检测制件内部的缺陷,由于它的检测能力强,甚至可以深入几米深的金属内部,同时作用于材料的超声强度有足够的低,最大作用应力远低于材料的弹性极限,此外所需的设备简单,对制件以及周围环境没有危害和污染,所以在无损检测中应用得非常广泛。
超声检测是使超声波进入待测试件,通过超声波与试件的相互作用,就反射、透射和散射的波进行研究,从而对试件进行宏观缺陷检测。
超声无损检测常用的是纵波(压缩波)和横波(切变波)检测,可是对于薄板(尤其是厚度2mm以下的薄板)无论是横波探伤还是纵波探伤都很困难。
事实上无论是横波斜入射还是纵波垂直入射进薄板中,当超声波传播一定距离之后由于薄板上下表面的不断反射使得此时的超声波已不再是普通的横波或者纵波了,而是一种新的超声波形式即兰姆波(LAMB wave)。
LAMB波是超声波无损检测中最常见的一种导波形式,与常规超声的逐点扫查不同,LAMB波检测一次扫查一条线,并且收发探头可置于试件的同一侧,这在很多场合下是方便的,所以LAMB波检测对于薄板无损检测具有纵波和横波难以比拟的快捷、高效的特点,非常适合于板形结构的大面积无损检测。
尽管金属薄板的无损检测是LAMB波技术的最早应用领域。
但是由于LAMB波理论及检测机理的复杂性,此项技术至今仍未取得重大突破,还存在许多不一致的观点和未解决的问题,如分层对LAMB波的散射机理,如何选择最佳探伤参数,如何克服有时可能发生的分层漏检,如何对缺陷进行定性、定量分析以及人工缺陷的选型等,这些都大大地限制了它在工业生产中的应用。
国外有些大型钢铁公司曾在板材生产线上采用LAMB波自动探伤,但是效果不明显。
美国材料试验学会标准(ASTM)及宇航材料规范(AMS)均提出对金属薄板探伤可采用LAMB波,但是对其具体实施方法却未涉及[1]。
J·Krautkramer在他的著名“超声检测技术”中也未提出具体的办法,只是指出:“最佳角度与波型往往是用缺陷已知的试件试验时凭经验求出”[4]。
由于LAMB波传播和反射机理的复杂性,国外对LAMB波无损检测至今尚未制订相关标准,国内虽已先后制订了两项国标和一项专业标准[2-4],但是这并不能说明这些问题都已得到妥善解决。
LAMB波不仅可以用于薄板检测,还可以用于各种复合材料的检测与健康评价、用于大型桥梁、压力容器和输油汽管道的在线无损检测及安全监控,以及用于设计成全新概念的超声延迟线等。
对金属薄板中LAMB波无损检测技术的研究是基础,对于LAMB 波更深入的应用有着十分重要的意义。
1.2金属薄板LAMB波无损检测概况及国内外研究现状分析LAMB波的发现是在1917年。
当时英国力学家兰姆(MB)按平板自由边界条件解波动方程,得到了一种特殊的波动解[5]。
后人把这种波动命名为LAMB波以纪念它的发现者。
超声LAMB波是一种在厚度与激励声波波长为相同数量级的声波导中(如金属薄板)由纵波和横波合成的特殊形式的应力波,它在不同厚度及不同激发频率下会产生不同的传播模式。
LAMB波有对称LAMB和反对称LAMB两种类型,而对应每种类型又有多种模态。
它是板中的导波,通常也称“板波”。
当板的上下界面在力学上自由时,这种特殊的波就叫LAMB波。
LAMB波进行无损检测和无损评价的早期研究主要集中于均质、各向同性的介质中,目前主要用于复合材料、胶接结构等的无损检测和评价。
但是由于LAMB波在激励、传播、接收以及信号处理方面的复杂性,大大限制了它在工业生产中的广泛应用,而所有这些特点都是由于LAMB波的多模式和频散特性所决定的[6]。
20世纪40年代末,美国人F.A.Firestone(此人也是超声探伤的发明者)首先将LAMB波应用于薄板探伤。
后来美国通用电器公司的工程师D.C.Worlton 首先指出了铝和锆的频散曲线的模式特征可以应用于材料无损检测。
随后的十年中,许多的研究机构和学者,如日本无损检测学会、日本科学家尾上守夫,德国科学家P.Holler等都对LAMB波进行较为深入的研究,证实了LAMB波技术作为无损检测方法有效性。
60年代,俄罗斯科学家I.A.Victorov出版了一本关于瑞利波与LAMB波的专著。
1967年这本书被译为英文在美国出版,这是一本关于瑞利波和LAMB波的经典著作[19]。
20世纪80年代到90年代初期,人们开始将LAMB波技术应用于复合材料的缺陷检测。