润滑油生产装置简介和重点部位及设备(标准版)
润滑精制装置简介和重点部位及设备
润滑精制装置简介和重点部位及设备一、装置简介(一)装置发展及类型1.装置发展润滑油溶剂精制工艺于20世纪初产生,是润滑油生产过程中的一个重要步骤,润滑油基础油的黏温性能、抗氧化安定性能等重要性质除受原油性质的制约外,主要取决于溶剂精制的深度。
用于精制润滑油的溶剂有多种,工业上应用最广泛的是糠醛和苯酚,20世纪70年代发展起来的N—甲基吡咯烷酮(NMP)溶剂,近年来受到重视,国内润滑油溶剂精制所采用的溶剂也是这三种。
国内的糠醛精制装置和苯酚精制装置多数是在50年代和60年代建设的。
截止1999年末,国内共有:糠醛精制装置18套,苯酚精制装置5套,NMP溶剂精制装置1套。
鉴于我国是糠醛出口国,NMP进口国,而且NMP有一定的腐蚀性,难于处理轻组分的精制问题,因此,糠醛精制在国内的主流地位不会削弱。
2.装置的主要类型溶剂精制装置的核心部分是抽提部分,根据所选择的萃取溶剂的不同,分糠醛溶剂精制、苯酚溶剂精制和NMP溶剂精制。
由于糠醛溶剂成本比较低,而且在国内的产量也比较高,地域分布也比较广泛,因此在国内主要以糠醛溶剂精制装置为主,其他两种溶剂精制的年加工量之和还不到糠醛精制装置加工量的三分之一。
(二)装置单元组成与工艺流程1.组成单元(1)原料脱气单元原料油罐不用氮气保护时,原料油中会溶人(50—100)X10—6的氧气,这些微量的氧气足以使糠醛氧化产生糠酸,并进一步缩合生成胶质,造成设备的腐蚀与堵塞,严重地影响装置的正常生产。
因此,原料油在进入抽提塔前必须经过原料脱气单元,利用减压和汽提,使溶人油中的氧气析出而脱除,减小糠醛氧化带来的一系列不利的影响。
(2)溶剂抽提单元这个过程一般在抽提塔内进行,原料油从塔下部进入,溶剂从塔上部进入,由于溶剂的密度比原料大,经过原料和溶剂充分地逆向接触,原料中的非理想组分(多环短侧链芳烃和环烷烃、胶质、硫和氮的化合物)溶解在溶剂中,作为抽出液从抽提塔底部带离抽提塔,而含少量溶剂的精制液则从抽提塔顶部流出,精制液和抽出液分别进入各自的溶剂回收系统,进行后续操作。
润滑油及顶轴油系统课件

润滑油及顶轴油系统一、概述润滑油系统的主要作用是:在轴承中形成稳定的油膜,维持转子的良好旋转;其次,转子的热传导、表面摩擦以及油涡流会产生相当大的热量,为了始终保持油温合适,就需要一部分油量来进行换热;另外,润滑油还为主机顶轴油系统、主机盘车系统、发电机密封油系统及保安油系统提供稳定可靠的油源。
系统润滑油牌号为ISO VG32。
顶轴油系统的主要作用:为了避免盘车时发生干摩擦,防止轴颈与轴瓦相互损伤。
在汽轮机组由静止状态准备启动时,轴颈底部尚未建立油膜,此时投入顶轴油系统,为了使机组各轴颈底部建立油膜,将轴颈托起,以减小轴颈与轴瓦的摩擦,同时也使盘车装置能够顺利地盘动汽轮发电机转子。
主机润滑油系统采用主油泵—油涡轮供油方式。
主油泵由汽轮机主轴直接驱动,其出口压力油驱动油涡轮投入工作。
汽轮机的润滑油是用来润滑轴承,冷却轴瓦及各滑动部分。
根据转子的重量、转速、轴瓦的构造及润滑油的粘度等,在设计时采用一定的润滑油压,以保证转子在运行中轴瓦能形成良好的油膜,并有足够的油量冷却。
若油压过高,可能造成油挡漏油,轴承振动;油压过低,会使油膜建立不良,易发生断油而损坏轴瓦。
油温应控制在一定范围内,如果进入轴承的油温过低,因油的高粘度轴承润滑效率就会降低,而如果轴承回油温度过高,因氧化程度高油容易劣化。
邹县1000MW机组汽轮机轴承回油温度限制在60~70℃,最高温度不允许超过75℃,轴承润滑油进油温度控制在38~49℃。
汽轮机的油系统供油必须安全可靠,为此油系统应满足如下基本要求:1、设计、安装合理,容量和强度足够,支吊牢靠,表计齐全以及运行中管路不振动。
2、系统中不许采用暗杆阀门,且阀门应采用细牙门杆,逆止门动作灵活,关闭要严密。
阀门水平安装或倒装,防止阀芯掉下断油。
3、管路应尽量少用法兰连接,必须采用法兰时,其法兰垫应选用耐油耐高温垫料,且法兰应装铁皮盒罩;油管应尽量远离热体,热体上应有坚固完整的保温,且外包铁皮。
润滑精制装置简介和重点部位及设备

润滑精制装置简介和重点部位及设备1. 润滑精制装置概述润滑精制装置是一种利用化学物质和机械设备进行加工处理的工业设备,用于生产各种润滑油和脂肪。
润滑精制装置通过不断地加工和洗涤、分离、脱色、去异味等工艺流程,将原始的粗糙油脂制成符合各种要求的润滑油和脂肪。
润滑精制装置广泛应用于汽车、冶金、航空、化工、食品、医药等诸多领域。
2. 润滑精制装置重点部位2.1 脱酸器脱酸器是润滑精制装置中的一个主要部件,用于去除油脂中的游离酸,防止酸腐蚀或损坏设备。
脱酸器的结构和工作原理简单,其主要组成部分有加热装置、旋转桶、底座、进出料口等。
2.2 分离器分离器是润滑精制装置中的另一个重要部件,用于将掺杂在油脂中的杂质进行分离。
一般分离器根据工作原理不同可划分为离心式、沉淀式、过滤式、吸附式等。
离心式分离器利用离心力将杂质分离出来,沉淀式分离器则是利用沉淀原理,将杂质沉淀至底部分离等等。
2.3 脱色器脱色器是润滑精制装置中的关键部位之一,主要用来去除油脂中的色素和其他有机物。
脱色器主要具有两种结构形式:一种是采用物理吸附型的脱色剂,另一种则是采用化学还原法。
具体的脱色工艺则是要看不同的脱色剂而有所不同,但总体上都是采用反复冲洗的方式进行脱色的。
3. 润滑精制装置设备3.1 加热设备加热装置是润滑精制装置中的一项非常重要的设备,用于将原料油或是脂肪升温至加工需要的温度。
加热设备应选用低温升温方式,以免油被加热过度从而破坏其结构性能。
加热设备的形式有很多种,可以选用电加热管、蒸汽加热、导热油加热等方式。
3.2 搅拌设备搅拌设备用于将油料搅拌均匀并促进化学反应。
搅拌器的形式有螺旋式、叶片式、锚式等,在不同的工艺流程中应该选择不同的搅拌方式。
3.3 反应釜反应釜用于进行润滑油脱酸、脱色、脱臭、精制等工艺过程中的反应加工。
反应釜应该具有三个基本线性,即压力容器、加热器和搅拌器,在实际的应用中可以改变反应釜的容积、形状等维度,以适应不同流程的反应需求。
SBS装置简介和重点部位及设备(标准版)
( 安全管理 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改SBS装置简介和重点部位及设备(标准版)Safety management is an important part of production management. Safety and production are inthe implementation processSBS装置简介和重点部位及设备(标准版)一、装置简介<一)装置发展及类型1,装置发展热塑—弹性体(TPE)的发展是合成橡胶工业技术发展水平的一个重要标志。
SBS则是诸多TPE中工业化最早的通用型热塑性弹性体,被誉为“第三代橡胶”。
1960年,第一个TPE品种热塑弹性聚氨脂弹性体(TPU)商品化;DuPont公司于1961年推出由乙烯一甲基丙烯酸共聚物加入钠盐或锌盐而成的离聚物型TPE商品;1965年,Shell公司的SDS三嵌段型TPE商品化,即SBS或SIS商品,并在]967年的国际橡胶会议上提出三嵌段型TPE的微区结构理论,引起科技界极大关注;1968年Phillips公司实现了星型SBS的商品化。
1989年,国内自20世纪70年代中期由北京燕化研究院、兰化研究院相继开展了对SBS的研究工作,北京燕化研究院于1984年4月进行了300LSBS中试鉴定,1990年国内第一套5X104 t/a的SBS生产装置在巴陵石化公司合成橡胶厂投人工业化生产。
目前SBS装置所生产的星型和线型产品的各项指标均已达到并接近国际水平,同时,SBS成套技术已经成功实现了对外技术转让。
到2000年,我国生产SBS的厂家已发展到3个,生产能力已经达到13.36X104t/a,具体见表4—10。
丁苯橡胶(SBR),通常分作乳聚丁苯橡胶(E—SBlt)和溶聚丁苯橡胶(S—SBR)两类。
常见的润滑方法及装置

油环润油 油环或油链润滑只能用于水平安装的轴,在轴 上挂一油环,环的下部浸在油池内,利用轴转动时 的摩擦力,把油环带着旋转,将润滑油带到轴颈上, 再在轴颈的表面流散到各润滑点。需要注意转轴应 无冲击振动,转速不易过高。
浸油润滑
飞溅润滑
压力润滑
油浴和飞溅润滑主要用于闭式齿轮箱、链条和内燃机等。 一般利用高速(不高于12.5m/s)旋转的机件从 专门设计的油池中将油带到附近的润滑点。有时在轴上 设置带油的轮子把油带到轴颈上。飞溅润滑所用 油池应装设油标,油池的油位深度应保持最低具轮被淹 没2~3个齿高。为了便于散热,最好在密闭的齿轮箱 上设置通风孔以加强箱内外空气的对流。
图1 带阀的润滑脂杯
图1 为带阀的润滑脂杯,用于压力不高而分散间歇供脂 的地方。这种脂杯的结构不能达到均匀可靠地供脂, 仅在旋转杯盖时,才能间歇地送脂。当机械正常运转时, 每隔4小时将脂杯盖回转1/4小时将脂杯盖 回转1/4转即可。这种脂杯应用在滚动轴承上时,其 速度不应超过4m/s。
连续压注的脂杯
压 力 作 用 滴 油 油 杯
这种油杯的底面有一个 针阀,其阀杆通过油杯 上的操作缸伸出外部连 接调节螺母。阀的起闭 由压缩机的排气通过弹 簧压着的活塞加以控制, 并可用阀杆上的螺母来 调节油杯的滴油量。
油绳和油垫润滑方法是将油绳、 毡垫等浸在润滑油中,应用虹吸 管和毛细管作用吸油。所使用油 的粘度应低些。油绳和油垫等具 有一定过滤作用,可保持油的清 洁。油垫润滑一般应用于加油有 困难或不易接近的轴承,但所润 滑的表面的速度不宜过高。油垫 从专用的储油槽中吸进润滑油经 供给与它相接触的轴颈。油垫主 要应用粗毛毡制造,使用时应定 期清洗并加以烘干,然后重 新装配使用。
这种注油杯的滴油量受 针阀的控制,油杯中油 位的高低可直接影响通 过针阀环形间隙的滴油 量
润滑油泵设备操作说明
润滑油泵设备操作说明润滑油泵设备是工业生产和设备维护中常用的设备之一。
本文将详细介绍润滑油泵设备的操作说明,以帮助用户正确、安全地操作设备。
一、设备介绍润滑油泵设备是一种用于输送润滑油的设备,通过机械力或电力驱动,将润滑油从油箱或储油罐中吸入,通过管道输送至需要润滑的设备部位。
润滑油泵设备通常由泵体、电动机、控制面板和输油管路等部分组成。
二、设备操作前的准备1. 确保设备安全:在进行操作之前,必须确保设备处于安全状态,无异常。
如发现设备存在故障或损坏,应及时联系维修人员进行维修。
2. 密封件检查:检查润滑油泵设备的密封件是否完好无损,如有损坏或老化的情况应及时更换,以保证设备的正常运行。
3. 润滑油选择:选择适合设备的润滑油,按照设备规定的要求添加到油箱或储油罐中。
三、设备操作步骤1. 启动设备:按照设备操作面板上的启动按钮,启动润滑油泵设备,确保设备正常运行。
2. 正确调整泵速:根据设备的工作需要,调整泵速,保证润滑油的输送量满足设备所需的润滑要求。
3. 观察设备运行状态:在设备运行过程中,应时刻观察设备的运行状态。
注意检查泵体是否有异常噪音、振动等情况,并观察油液泵出口是否正常。
4. 定期检查润滑油量:根据设备要求,定期检查润滑油的油位是否符合要求,若油位过低,应及时补充润滑油。
5. 关闭设备:当设备使用完毕或需要停机时,在关闭电源前,应先关闭润滑油泵设备。
四、设备维护保养1. 清洁设备:定期清洁润滑油泵设备的外部表面,避免灰尘和污垢积累,影响设备的散热和正常运行。
2. 定期更换润滑油:根据设备的使用情况,定期更换润滑油,以保证润滑油的性能和质量。
3. 密封件维护:定期检查润滑油泵设备的密封件,如发现老化或损坏的情况,及时更换,以免泄漏导致设备故障。
4. 保持设备干燥:润滑油泵设备在存放和运行过程中,应保持干燥环境,避免与水分接触,防止设备受潮生锈。
五、设备安全注意事项1. 操作人员必须熟悉设备操作规程和安全操作要求,严禁未经许可的人员操作设备。
工艺润滑液撇油机说明

工艺润滑液撇油机说明带式撇油机:重要将乳化液表面杂油清除且收集,安装在乳化液箱体内。
设备构成:带式撇油机重要由亲油疏水吸油带、刮油器、传动装置、喷淋装置、密封罩等部分构成。
使用时,将带式撇油机安装固定于箱体撇油区域,让乳化液回流时能尽可能全部流经带式撇油机处,启动撇油机时,撇油带通过循环运动将流经其液面上的杂油分子破粹、吸附于表面,被传动装置连续不绝的提升到刮油器把油刮下,干净的吸油带重新被输送到液面吸油;刮出的油和极少量的水经接油槽流入废油收集装置中。
安装撇油机时要考虑使液面上的废油在水流的作用下集中到撇油带处,使其最大限度的将废油撇除。
带式撇油机组连续不绝地把工艺用水中的废油吸附回收,保证了工艺润滑液的清洁和循环使用,起到节油、节水、提高工艺质量和保护环境的作用。
撇油量:50200L/h,具体撇油量依据杂油量多少确定。
撇油带:采用聚氨酯等高分子料子制作的环状皮带,该料子具备良好的吸油疏水性,其在运动中能特别好吸附乳化液上杂油,其在提升过程中表面残余乳化液也能快速滴落回乳化液系统中,减少撇除废油中乳化液含量。
撇油带尺寸:500x7000mm,运行速度:1.5m/min。
刮油器:采用尼龙板、刮板座、收集槽等构成,尼龙板安装在可调整位置的刮板座上,撇油机投入使用前通过调整刮板座让刮油板牢牢贴附在撇油带表面,这样撇油带运行带出的杂油会被刮油器刮下后被收集槽收集流入到废油收集槽中。
刮油器尼龙刮板:550x150x5mm。
传动装置:传动装置由自动辊部分和被动部分构成,自动部分安装在箱体上由安装支架、自动辊和电机减速机构成,被动部分安装在乳化液内,重要是被动转向辊。
撇油机运行时电机减速机驱动自动辊带动撇油带运行实现撇油功能。
喷淋装置:喷淋装置重要由喷淋管、喷嘴以及自动掌控阀构成,该系统是为减少杂油带出有效轧制油而设计,其可以依据需要自动开启和关闭。
喷淋管喷嘴流量:2L/min,2个/组。
密封罩:采用不锈钢制作,密封罩将撇油机除排油槽外的部分全部封闭,防止热气外冒。
川润XGD高低压稀油润滑装置说明书
高低压稀油润滑装置使用说明书编号:1008016-SM目录概述 (1)主要性能参数 (1)工作原理 (2)试运转、调试 (4)维护和安全技术 (5)概述:本高低压稀油站,主要用于立磨减速机,对静压油膜轴承与齿轮箱提供润滑。
稀油站主要由螺杆泵(低压)装置(两台)、轴向柱塞泵(高压)装置(四台)、双筒网片式过滤器(两台)、油冷却器、油箱、阀门、管道等组成,稀油站为分体式结构。
本润滑装置由高低压稀油润滑站、仪表盘、补偿装置、电控柜配套组成。
1、主要性能参数:1.1低压供油系统:1.1.1螺杆泵(低压)装置型号: 3Gr85×2(2台)公称流量: 631 L/min公称压力: 1 MPa正常工作压力:0.2-0.4 MPa电机型号: Y180L-4B3转速: 1470 r/min功率: 22 kW1.1.2过滤器型号: SPL80X SPL65X过滤精度: 0.08 mm 0.04 mm1.1.3油冷却器型号: C5-1.0/50-NⅦB工作压力: 0.63 MPa热交换系数:≥300 Kcal/m2.h.℃冷却水用量:≥38 m3/h1.1.4电加热器型号: HRY5-380/6功率: 6kW×6=36 kW1.1.5油箱有效容积: 6.5 m31.1.6油站外形尺寸:~5350×2180×2300(长×宽×高)1.1.7工作介质: N220~N320 极压工业齿轮油1.2 高压系统:径向柱塞泵(高压)装置型号: SC-047 (4台)公称流量: 4×47 L/min公称压力: 32 MPa系统最高工作压力:≤14MPa(暂定)电机型号: Y200L1-6B35电机转速: 970 r/min功率: 18.5 kW2、工作原理:2.1油站为整体式结构(见外形图),油站工作原理图(见系统图),润滑站由低压供油系统与高压供油系统组成,低压油出口除直接提供齿轮润滑外,同时对高压泵吸油口供油,四台高压泵形成分十六路高压供油系统直接将高压油输送至各油腔。
汽轮机润滑油系统设备介绍
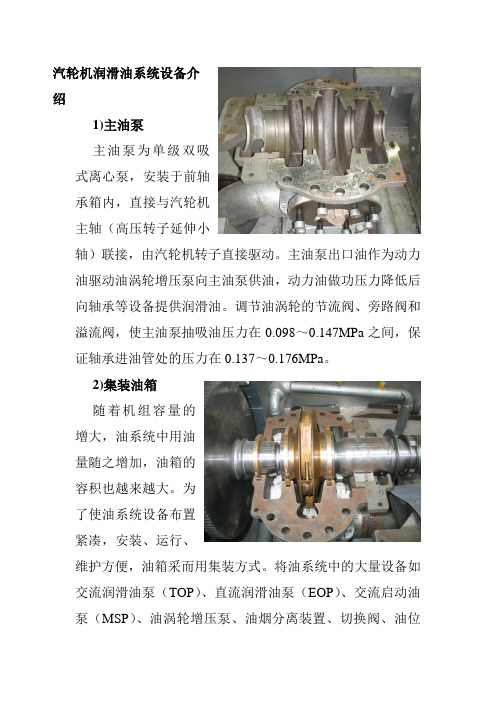
汽轮机润滑油系统设备介绍1)主油泵主油泵为单级双吸式离心泵,安装于前轴承箱内,直接与汽轮机主轴(高压转子延伸小轴)联接,由汽轮机转子直接驱动。
主油泵出口油作为动力油驱动油涡轮增压泵向主油泵供油,动力油做功压力降低后向轴承等设备提供润滑油。
调节油涡轮的节流阀、旁路阀和溢流阀,使主油泵抽吸油压力在0.098~0.147MPa之间,保证轴承进油管处的压力在0.137~0.176MPa。
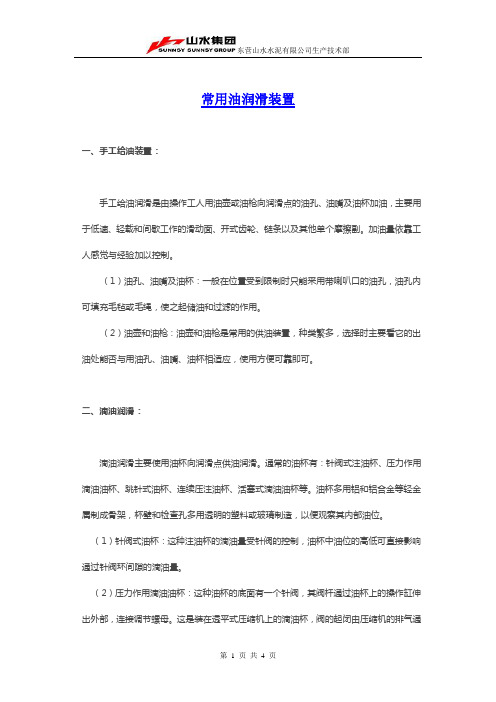
2)集装油箱随着机组容量的增大,油系统中用油量随之增加,油箱的容积也越来越大。
为了使油系统设备布置紧凑,安装、运行、维护方便,油箱采而用集装方式。
将油系统中的大量设备如交流润滑油泵(TOP)、直流润滑油泵(EOP)、交流启动油泵(MSP)、油涡轮增压泵、油烟分离装置、切换阀、油位指示器和电加热器等集中在一起,布置在油箱内,方便运行、监视,简化油站布置,便于防火,增加了机组供油系统运行的安全可靠性。
油箱容量35m3,油箱容量的大小,满足在当厂用交流电失电的同时冷油器断冷却水的情况下,仍能保证机组安全惰走停机,此时,润滑油箱中的油温不超过80℃,并保证安全的循环倍率。
集装油箱是由钢板、工字钢等型材焊制而成的矩形容器,为了承受油箱自重和油箱内油及设备的重量,底部焊有支持板,外侧面和外端面焊有加强肋板,盖板内侧面也焊有工字钢以加强钢度,保证箱盖上的设备正常运行。
油箱顶部四周设有手扶栏杆。
油箱装有一台交流启动油泵,一台交流润滑油泵,一台直流润滑油泵,油箱的油位高度可以使三台油泵吸入口浸入油面下并具有足够深度,保证油泵足够的吸入高度,防止油泵气蚀。
紧靠直流润滑油泵右侧有一人孔盖板,盖板下、油箱内壁上设有人梯,便于检修人员维修设备。
人孔盖板右侧油箱顶部是套装油管接口,此套装油管路分两路:一路为去前轴承箱套装油管路、另一路为去后轴承箱及电机轴承套装油管路,避免了套管中各管的相互扭曲,使得油流通畅,油阻损失小。
在油箱顶部装有一套油烟分离装置,包括二台全容量、互为备用的交流电动机驱动的抽油烟机和一套油烟分离器,两者合为一体,排烟口朝上,用来抽出油箱内的烟气,对油烟进行分离,油流则沿油烟分离器内部管壁返回到油箱。
汽轮机润滑油系统及设备介绍,附实例图

汽轮机润滑油系统及设备介绍,附实例图北极星招聘招聘动态实时知晓一、概述汽轮发电机组是高速运转的大型机械,其支持轴承和推力轴承需要大量的油来润滑和冷却,因此汽轮机必须有供油系统用于保证上述装置的正常工作。
此外,润滑油系统还为调速油系统提供低压安全油。
二、润滑油系统主要设备润滑油系统的主要设备油:主油泵、高压启动油泵、交流润滑油泵、直流事故油泵、射油器、油箱、排烟风机、冷油器等。
1、主油泵主油泵是主轴驱动离心泵,水平地安装在汽轮机的前轴承箱内,泵轴与汽轮机的高压转子刚性连接。
主油泵为单级双吸式离心泵,和主轴刚性连接,由汽轮机转子直接驱动,主油泵出口压力油送到#1和#2射油器入口和调节保安系统,为润滑油系统和相关调节保安系统设备提供动力油源。
一般在主轴转速达到 2850r/min后主油泵开始投入工作。
2、高压启动油泵高压启动油泵的作用是在汽轮机启动,停机或发生事故,主油泵不能正常工作时,及时地向调节、保护系统和润滑系统供油。
在机组冲转前必须投入运行,建立正常油压,(当机组升到2850r/min,主油泵已能满足油系统的全部供油需求)高压启动油泵到机组定速后且主油泵正常工作可退出运行。
3、交流润滑油泵交流润滑油泵在冷态启动投入盘车前投入运行。
主要作用是提供润滑油,赶出油中的空气。
4、直流事故油泵直流事故油泵在机组事故工况、系统供油装置无法满足需要或交流失电的情况下使用,提供保证机组顺利停机需要的润滑油。
5、射油器射油器由喷嘴、吸油室、混合室和扩压管组成。
压力油以很高的速度自喷嘴喷出,将吸油室中的油带入混合室,然后进入扩压管,在扩压管中油流速度降低,其速度能转变为压力能。
射油器的作用是将小流量的高压油转换成大流量的低压油,对主油泵的入口和润滑系统供油。
射油器结构如图所示,它是由喷嘴1。
吸油室2,混合室3和扩压管4组成。
压力油以很高的速度自喷嘴1喷出,将吸油室中的油带入混合室3,然后进入扩压管4,在扩压管中油流速度降低,其速度能转变为压力能。
润滑油生产装置说明与危险因素及防范措施正式样本

文件编号:TP-AR-L6123In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编制:_______________审核:_______________单位:_______________润滑油生产装置说明与危险因素及防范措施正式样本润滑油生产装置说明与危险因素及防范措施正式样本使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
一、装置简介(一)装置发展我国润滑油生产在20世纪50年代中期即开始采用溶剂脱蜡工艺。
60年代溶剂脱蜡单装置规模达到300-400kt/a。
70年代由单一脱蜡工艺发展为脱蜡脱油联合工艺,在一套装置上,同时生产脱油蜡和石蜡。
在脱蜡溶剂上,由丙酮—苯—甲苯混合溶剂逐渐全部改为甲乙酮—甲苯混合溶剂。
并陆续采用了结晶过程多点稀释、滤液循环以及溶剂多效蒸发回收等工艺技术。
进入20世纪90年代,全球润滑油生产能力不断扩大,而需求量趋于稳定,其消耗量一直维持在3600-3900X104t之间,这就促使润滑油产品不断更新换代和基础油质量的不断提高。
在润滑油脱蜡生产工艺上,随着加氢异构化技术的发展与运用,异构化脱蜡生产工艺在大庆炼化公司、兰州炼油厂等石化厂逐步得到运用,用以生产Ⅱ、Ⅲ类润滑油基础油。
目前我国主要的润滑油生产工艺还是“老三套”。
二、重点部位及设备(一)重点部位1.溶剂回收系统溶剂回收系统的二次蒸发塔属于高压塔,其安全阀定压在0.5—0.55Mh,由于实际生产操作中存在满塔、前塔换热器换热效果差等原因,造成高压塔安全阀跳,致使塔内大量溶剂喷出,极易造成火灾、爆炸等事故的发生。
润滑油加氢处理装置重要设备仪表明细表

润滑油加氢处理装置重要设备仪表明细表第一节工艺设备明细表40万吨/年润滑油加氢处理装置由加氢处理、常减压蒸偏、加氢精制和公用工程四个工段组成,共有工艺设备130台(片)。
各工段6.1.1二、塔类见表6.1.2三、换热器类见表6.1.3四,空冷器类见表6.1.4五、容器类见表6.1.5六、过滤器见表6.1.6七,加热炉见表6.1.7八、空气预热器见表6.1.8九、其它类见表6.1.9表6.1.1反应器插表表6.1.2塔类类插表表6.1.3换热器插表表6.1.4空冷器类插表表6.1.5容器类插表表6.1.6过滤器插表表6.1.7加热炉插表表6.1.8空气预热器插表表6.1.9其它类第二节机动设备明细表一、IOO单元机动设备明细表表6.2.1插表二、200单元机动设备明细表表6.2.2插表三、300单元、400单元机动设备明细表表6.2.3插表第三节自控部分说明及仪表明细表一,控制回路:本装置控制回路总数为151个,其中大部分为简单单回路控制,也有少量串级控制和分程控制(串级控制回路10个,分程控制回路10个)压控路36个,流控回路自力式控制有:PCVI1O1一制有燃气,PCVI205和PCVI209分别为H201和H202长明灯燃气压控,PCVI303—H301燃气就地压控。
差压控制有两个:PDC1202和PDC1207,分别为H201和H202的燃油雾化蒸汽分程控制回路有:PIC1O4原料油缓冲罐V1o1压力控制 PIC116,V108压力控胡FIC1201,常一线抽出流量控制 PIC1211,V204压力控制 11C21O,V201液位控制2、流量控制回路:共有49个,除注*者为串级回路中的付回路外,均为简单回路控制:49个,温控回路23个,液控回路36个,遥控回路6个,烟气氧含量控制回路4个。
1、压力控制回路其36个简单的单回路控制有: 也认为是单回路控制):P1C12O,V109压力控制 PTC128,VU2压力控制PICA1I1O1*,H1O1燃料气压力控制PCI106,H1OU301风机出口压力控制控制 PIC235,C204闪蒸段压力控制 PIC1206*,H202燃料油压力控制 PIC302,V307压力控制PIC1301*,H301瓦斯压力控制PIC1402,H201,H202燃料气压力控制 PIC1405,1oMa 蒸汽压力控制 P1C11O3A,V102A 压力控制 PTC1104A,V11OA 压力控制 PIC1105A,VI1IA 压力控制(注:*号者均为付回路控制)(如有串级控制中为付回路,PIC1O4,V105压力控制 P1C136,V107压力控制PIC1201,H201燃料油压力控制 PIC1212,风机出口压力控制 PIC303,C301压力控制 P1C14O1,V40Z 压力控制PIC1404冲洗油系统压力控制 PIC1413,V410压力控制 P1C11O3B,V1oIB 压力控制 PIC1104B,VI1OB 压力控制 PIC1105,VICB 压力控制11C119,V105液位调节 PIC301,V301压力控制 PIC216,V201压力控制 1IC25,C202液位控制 P1C14O3,V405压力控制nC101A-p1O2A 出口返回量控制 FICA1103—n1θ1进料量控制 FIC1O5*-R102冷氢量控制 FIC1o7—K1O1出口流量控制 F1CII5—C1o1顶回魔量控制 PIC1iO5—N,去HDF 的R301 FIC1n4—P113出口流量控制FIC201—C201汽提蒸汽流量控制 FIC207—C203汽提蒸汽灌量控制 FIC209一常二线出装置巍量控制 FIC212*—H201进料流控 FIC213*—H202进料瘟控 FIC214—H202注流量控制 FIC215—H2023注流量控制F1CAH1217*—C204汽提蒸汽流量控制 FICAH1218--C204一中循环量控制FIC1OIB —P1O2B 口返回量控制F1e1O 4*—R1oI 冷氢量控制F1C1O6-V106废氢捧火炬FIC1II —P103A∕B 出口流量控制FICII6—C1OI 汽提蒸汽巍量控制FKC11O6一催化剂再生用风量控制FKC203—C201一中回流量控制FIC205-P202A /B 流量控制FIC208-P204A /B 出口流量控制FIC210—C201顶循环流量控制 FIC212*A —H201进料流控 F1C213*A —H202进料流控. FIC214A —H201注流量控制 FIC215A-H2b2注流量控制FICAH1219—C204汽提蒸汽流控串级控制回路有:(所列均为全同路,括号内为信回路) TICAH106H1OI 出口温度调节报警(Pra1oI) TICIII B -R101二段温度调节报警(FIQ04) TIC116-*K102人口温度调节报警(F1CIO5) TIC229-H201出口温度调节(P1CI201) TIC230H202出口温度调节(Pra206)T1CI202—C201常一线抽出温度调节(F1C210) T1CI203―C204顶部温度(nC217)TIC301R301入口温度调节(Pra301)(共8个)4、液位控制液位控制共有35个回路,其中单回路控制有: 11CK)I 一VIO1液位控制1rao8—V108液位控制1IC1I3-V104界位控制1ICI21—V105界位控制11CI25—V112液位控制1ra30—V107掖位控制1IC1K)7—S104液位控制1IC205—C202液位控制1IC210-V201液位控制1IC216-C204一中油抽出口液位控1IC216一过汽化油抽出口液位控制1IC221-C205塔底液位控1IC223-C207底液位控制 1IC301—V302底液位控制 1IC303—V304底液位控制 11C305-C301底液位控制 1IC1401-V401A /B 液位控制 (共33个) 串级液位控制(括号内为付回路):11eI27—C 101液位控制(FIC212,FIC212A )F1CAH1222--C206汽提蒸汽流控 FIC224-P209A /B 出口流量控制 F1CH1226一减二线出装置量控制FIC223—C204过汽化泊返回量流量控制 FIC1212—C204,二段喷淋流量控制 FIC301B--P301B 出口返回流量控制 F1CA1303一新HI,流量控制FIC305—C301汽提蒸汽流量控制FICAH1221--C205汽提蒸汽流控F1CAH1223—C207汽提蒸汽流控 FICA1225・减三线出装置流量控制 FIC229*一减一线出装置流量控制 FIC1201一常一线入C202流量控制 FIC301A -P30IA 出口返回流量控制 FIC302—H301进料漉量控制 F1CA1304一循环氢流量控制3、温度控制回路共有23个,TraO2一进料温度控制其中简单回路控制有:TIC127E1O1管程出口温度控制 TIC210--C201一中回流沮控 T1C211--C202重沸器壳程出口温度控制 TIC225—A201出口温度控制 T1CA1241—A204出口温度控制 T1CA1259—A205出口温度控制 T1C 址282—A206A 出口沮度控制 Tra204—C204顶冷却器E205TIC302—V302入口温度控制(共15个)T1CA1240-E203壳程出口丑度控制 TICA1258∙A206B 出口温度控制 TICA1260—A207出口温度控制 TIC1201-H201过热蒸汽温度控制 A /B 温度控制1ICIO5—V1O3、液位控制1ra1o —VI04液位控制1raI 9—V 105液位控制11CI23—V106液位控制11C127'」CIO1液位控制1IC132—CIO7畀位控制1IC203—E202滚位控制1IC208—C203液位控制1IC211—V201界位控制 1IC217《204底液位控制1IC222—C20(5底液位控制11cI201—V204底液位控制1IC302—V3O3底液位控制1JC304—V307底液位控制1IC306-V302底液位控制 1IeI 402—V405底液位控制1IC214—C204一线抽液位(FIC229)(共2个)5、遥控回路:本装置共有6个遥控回路,其中四个为加热炉烟道挡板就地手劝遥控,即:HC—1102—H1O1烟道挡板就地手动遥控HC—1201—H201烟道挡板就地遥控HC-1203—H202烟道挡板就地遥控HIC-1302—H301烟道挡板就地遥控另两个为新氢压缩机循环线遥控,HIC—1104—K1O1A循环线遥控HIC—1105—K1OIB循环线遥控。
常用油润滑装置
常用油润滑装置一、手工给油装置:手工给油润滑是由操作工人用油壶或油枪向润滑点的油孔、油嘴及油杯加油,主要用于低速、轻载和间歇工作的滑动面、开式齿轮、链条以及其他单个摩擦副。
加油量依靠工人感觉与经验加以控制。
(1)油孔、油嘴及油杯:一般在位置受到限制时只能采用带喇叭口的油孔,油孔内可填充毛毡或毛绳,使之起储油和过滤的作用。
(2)油壶和油枪:油壶和油枪是常用的供油装置,种类繁多,选择时主要看它的出油处能否与用油孔、油嘴、油杯相适应,使用方便可靠即可。
二、滴油润滑:滴油润滑主要使用油杯向润滑点供油润滑。
通常的油杯有:针阀式注油杯、压力作用滴油油杯、跳针式油杯、连续压注油杯、活塞式滴油油杯等。
油杯多用铝和铝合金等轻金属制成骨架,杯壁和检查孔多用透明的塑料或玻璃制造,以便观察其内部油位。
(1)针阀式油杯:这种注油杯的滴油量受针阀的控制,油杯中油位的高低可直接影响通过针阀环间隙的滴油量。
(2)压力作用滴油油杯:这种油杯的底面有一个针阀,其阀杆通过油杯上的操作缸伸出外部,连接调节螺母。
这是装在透平式压缩机上的滴油杯,阀的起闭由压缩机的排气通过弹簧压着的活塞加以控制,并可用阀杆上的螺母来调节油杯的滴油量。
(3)跳针式润滑油杯:这种油杯还能由摩擦副的温度变化来控制。
摩擦副中的温度变化通过油杯的金属管传到油杯的上腔使其中的空气膨胀或收缩。
当空气膨胀时,油杯上面空腔内的气压增大,强迫少量润滑油流出油杯送入摩擦副;而在空气收缩时,油流停止,如是连续不断地动作。
这种油杯在某些要求先加油然后起动的摩擦副上不能应用。
(4)连续压注油杯:这种连续压注油杯由于其下面储油器能保持着不变的油压,所以能保证自动均匀的给油。
(5)均匀滴油油杯:润滑油从上面储油器经过连在浮标上的阀,补充到下面的储油器,其送往摩擦副的油量靠针阀来调节。
(6)活塞式滴油油杯:它的滴油量可通过杯上的杠杆机构来调节。
三、油绳和油垫润滑:主要使用油绳、毡垫等浸在润滑油中,应用虹吸管和毛细管作用吸油。
润滑油分装设备及工艺流程
润滑油分装设备及工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、前言润滑油分装设备是用于将大桶润滑油分装成小包装产品的设备,适用于各类工业、汽车用润滑油、润滑脂等产品的分装。
YXHZ-B25液压润滑装置说明书
YXHZ-B25液压润滑装置说明书上海穆格工贸有限公司一、用途液压润滑油站是大型动叶可调式轴流风机的配套设备,它不仅提供液压油供叶片调节装置用,还能同时提供润滑油供轴承循环润滑用。
该油站工作介质为N68。
二、技术参数1.液压油公称压力 3.53MPa2.润滑油公称压力0.8MPa3.总供油量25l/min4.过滤精度25μm5.供油温度≤45℃6.冷却水量最高温度≤34℃冷却水压力0.6MPa冷却水量 1.5m3/h7.油箱容积250L8.油泵电动机功率 2.2KW电压380V转速1450L/min9.电加热器电压380V功率2KW10.油站重量500Kg三、工作原理油站由油箱、油泵装置、滤油器、冷却器、仪表、管道和阀门等组成,结构为整体式(参见油路系统图和外形图)。
工作时,油液由齿轮泵(2或5)从油箱(1)吸出,经单向阀(4或7),双筒过滤器(13),送给叶片调节装置,此点压力较高,为压力油。
另一路油经压力调节阀(19或21),单向阀(20或22)、冷却器(24或25)节流阀(74)、流量继电器(76)等,供给轴承箱润滑用。
为保证风机运行的可靠性,油站中大多数元件都并列设置两套。
设有两台齿轮泵装置,一台工作,一台备用,正常工作情况下工作油泵运行,遇有意外时,压力开关(15)发讯,自控制装置动作,备用泵启动,保证向风机继续供油。
油泵的出口压力由安全阀(8)来调定,一般为3.53MPa.当压力高于调定压力时,油通过该阀溢流回油箱。
滤油器为双套结构,一只工作,一只备用,当工作滤芯需清洗或更换时,只要扳动滤油器上面的换向阀,即可使备用滤芯工作,使在工作时就能清洗或更换滤油器芯子,压力调节阀(19、21),其中一只工作,一只备用,可通过扳动三通换向阀(18)来实现,该阀用于调节限定压力油的压力,当冷却器发生意外需清洗或调换时,可切换三通换向阀(23)来进行旁路。
压力表(10、12)用于显示油泵出口和压力油的压力,这两个表计的压差同时也反映了滤油器的清洁程度,当压差时>0.35MPa,就需清洗过滤器,限压阀(58、73)用来调节和限定润滑油的压力,一只工作,一只备用。
润滑油生产装置技术手册
第三章溶剂脱蜡脱油装置第五节主要设备及操作 (1)一、真空转鼓过滤机(一)真空转鼓过滤机原理利用真空泵提供动力,真空泵入口对转鼓内部抽真空,出口在转鼓外提供密闭压力,内外形成压差需过滤混合物液相抽到转鼓内,固相附着在转鼓表面,完成固液相分离,这是酮苯脱蜡装置真空转鼓过滤机的简单原理。
真空过滤机是以真空负压为推动力实现固液分离的设备,可以连续完成吸滤、洗涤、吸干、滤布再生等作业。
随着润滑油生产的发现,脱蜡过滤机也从最早的冷榨板框式压滤机,发展到苏式GM50—3真空过滤机,它最大的缺点就是封门、分配头处易漏,帆布易有洞。
1988年高桥石化在#2酮苯改造中引进意大利EIMCO 公司的真空过滤机,分配头的封门结构由动密封改为了静密封,解决了易漏的难题,转鼓上的钢丝网改为尼龙格栅,并改良了刮蜡板,防止损坏滤布,使用寿命大大延长,1993年高桥石化#3酮苯装置建设时引进意大利EIMCO 公司脱蜡转鼓真空过滤机制造技术,并加以改进,由广州石化设备总厂生产出仿意式滤机,使用效果良好。
(二)真空转鼓过滤机构造真空转鼓过滤机的构造。
过滤机的滤鼓空间的下部为待滤浆液的储存空间,过滤机的主体是圆筒形滤鼓,滤鼓的外壳被纵向分成若干格子,每一格子中安装两层金属网作为支架,上面敷有滤布,用铅条将滤布压在两格中间的燕尾槽中,以固定滤布,再用钢丝绕在滤布和铅条的外面,使滤布能承受反吹压力的作用。
在滤鼓的每个格子中,沿鼓长方向装有两排连通短管,经连通与分配头相连。
安装在滤机一端的分配头,是滤机中控制低、中、高真空及反吹和死区5个部分的位置,也是控制各个过程时间长短的一个部件。
(三)真空过滤机操作及异常处理1.滤机堆蜡(1)滤机堆蜡现象判断滤机堆蜡就是指过滤下来的蜡膏不能及时送到冷蜡罐,集在蜡槽中,造成输蜡器负荷增大,超过负荷引起电机跳闸,输蜡器停运。
如何及时发现堆蜡,对于内操来说,在无输蜡器电流指示的情况下,主要是看滤机液面和进料控制阀的开度,再结合滤液流量是否变少,真空度和密闭压力是有不正常的上升等其它参数一起判断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Safety is the goal, prevention is the means, and achieving or realizing the goal of safety is the basic connotation of safety prevention.(安全管理)单位:___________________姓名:___________________日期:___________________润滑油生产装置简介和重点部位及设备(标准版)润滑油生产装置简介和重点部位及设备(标准版)导语:做好准备和保护,以应付攻击或者避免受害,从而使被保护对象处于没有危险、不受侵害、不出现事故的安全状态。
显而易见,安全是目的,防范是手段,通过防范的手段达到或实现安全的目的,就是安全防范的基本内涵。
(一)装置发展我国润滑油生产在20世纪50年代中期即开始采用溶剂脱蜡工艺。
60年代溶剂脱蜡单装置规模达到300—400kt/a。
70年代由单一脱蜡工艺发展为脱蜡脱油联合工艺,在一套装置上,同时生产脱油蜡和石蜡。
在脱蜡溶剂上,由丙酮—苯—甲苯混合溶剂逐渐全部改为甲乙酮—甲苯混合溶剂。
并陆续采用了结晶过程多点稀释、滤液循环以及溶剂多效蒸发回收等工艺技术。
进入20世纪90年代,全球润滑油生产能力不断扩大,而需求量趋于稳定,其消耗量一直维持在3600~3900X104t之间,这就促使润滑油产品不断更新换代和基础油质量的不断提高。
在润滑油脱蜡生产工艺上,随着加氢异构化技术的发展与运用,异构化脱蜡生产工艺在大庆炼化公司、兰州炼油厂等石化厂逐步得到运用,用以生产Ⅱ、Ⅲ类润滑油基础油。
目前我国主要的润滑油生产工艺还是“老三套”。
(二)单元组成与工艺流程1.组成单元溶剂脱蜡由四个系统组成;结晶系统、制冷系统、过滤系统(包括真空密闭系统)、溶剂回收(包括溶剂干燥)系统。
其相互关系如图2—22所示。
2.工艺流程典型原则工艺流程见图2—23、图2—24。
工艺流程说明如下:(1)结晶系统结晶系统的流程为:原料油与预稀释溶剂(重质原料时用,轻质原料时不用)混合后,经水冷却后进人换冷套管与冷滤液换冷,使混合溶液冷却到冷点,在此点加入经预冷过的一次稀释溶剂,进入氨冷套管进行氨冷。
在一次氨冷套管出口处加人过滤机高部真空滤液或二段过滤的滤液做二次稀释,再经过二次氨冷套管进行氨冷,使温度达到工艺指标。
在二次氨冷套管出口处再加人经过氨冷却的三次稀释溶剂,进人过滤机进料罐。
图2—23溶剂脱蜡的典型工艺流程(结晶、过滤、真空密闭、制冷部分)I一原料油;Ⅱ一滤流;Ⅲ一蜡液;Ⅳ一溶剂1一换冷套管结晶器;2、3一氨冷套管结晶器;4--溶剂氨冷套管结晶器;5一一段真空过滤机;6——二汇段真空过滤机;7一滤机进料罐;8——段蜡液罐;9——二段蜡液罐;10——段滤液罐;11——二段滤液罐;12——低压氨分离罐;13——氨压缩机;14——中间冷却器;15——高压氨分液罐;16——氨冷凝冷却器;17——液氨储罐;18--低压氨储罐;19——真空罐;20——分液罐;2l——安全气罐图2—24溶剂脱蜡的典型工艺流程(溶剂回收、溶剂干燥部分)I一滤液;Ⅱ一蜡液;Ⅲ—溶剂;Ⅳ一脱蜡油;V一含油蜡1一滤液低压蒸发塔;2--滤液高压蒸发塔;3一滤液低压蒸发塔;4--脱蜡油汽提塔;5—蜡液低压蒸发塔;6——蜡液高压蒸发塔;7--蜡液低压蒸发塔;8--含油蜡汽提塔;9---溶剂干燥塔;10--酮脱水塔;11一滤液加热炉;12—蜡液加热炉;13一溶剂罐;14--湿溶剂分水罐(2)过滤和真空密闭系统过滤系统是使固、液两相分离。
由若干台并联旋转式鼓形真空过滤机组成,连续运转操作。
冷却后含结晶蜡溶液自动流入过滤机底槽内,过滤机转鼓内抽真空,在滤布内外形成压”差,油和溶剂通过滤布进入中间储罐,即为滤液。
滤布上的蜡饼经过喷淋溶剂洗涤和吸干后,用反吹气和刮刀从滤布上刮落,进入蜡液罐。
滤液与原料油换冷,换冷后的滤液和蜡液分别去溶剂回收系统。
(3)制冷系统制冷系统是独立的,它提供原料油、溶剂、安全气冷却时的冷量,达到脱蜡所要求的温度,使去蜡油的凝点达到质量指标。
以氨为冷冻剂,采用往复式、螺杆式或离心式冷冻机。
一般采用高、低两段蒸发操作,根据工艺需要确定氨的蒸发温度。
(4)溶剂回收与干燥系统滤液和蜡液中的溶剂通过蒸发回收,循环使用。
滤液和蜡液溶剂回收系统均采用双效或三效蒸发。
在双效蒸发中,第一蒸发塔为低压操作,热量由与第二蒸发塔顶溶剂蒸气换热提供:第二蒸发塔为高压操作,热量由加热炉提供:第三蒸发塔为降压闪蒸塔,最后在汽提塔内用蒸汽吹出残留的溶剂,得到含溶剂量和闪点合格的去蜡油和含油蜡。
三效蒸发的流程与双效蒸发基本相同,只是在低压蒸发塔与高压蒸发塔之间,增加了一个中压蒸发塔,使热量得到充分利用。
各蒸发塔顶回收的溶剂经换热、冷凝、冷却后进人干、湿溶剂罐。
汽提塔顶含溶剂蒸汽经冷凝、冷却后进人湿溶剂分水罐。
溶剂干燥系统是从含水湿溶剂中脱除水分,使溶剂干燥,以及从含溶剂水中回收溶剂,脱除装置系统的水。
湿溶剂罐内分为两层,上层为含饱和水的溶剂,下层为含少量溶剂的水层。
含水溶剂经换热后,送入干燥塔,塔底用重沸器加热,酮与水形成低沸点共沸物,由塔顶蒸出,干燥溶剂从塔底排出,冷却后进人干溶剂罐。
湿溶剂罐下层含溶剂的水经换热后,进入脱酮塔,用蒸汽直接吹脱溶剂,塔顶的含溶剂蒸汽经过冷凝冷却后,回到湿溶剂分水罐。
水由塔底排出,含酮量控制在0.01%以下。
(三)主要操作条件及工艺技术特点1.主要操作条件对于不同的润滑油溶剂脱蜡装置,其工艺操作条件有所不同,燕山石化酮苯装置主要操作条件如下:(1)结晶单元(2)过滤单元(3)制冷系统制冷系统在各润滑油溶剂脱蜡装置中差别比较大,从安全生产角度考虑,以燕山石化酮苯脱蜡装置为例,制冷系统主要工艺控制指标如表2—69所示。
(4)溶剂回收及干燥系统2.工艺技术特点(1)采用多点稀释并控制冷点温度结晶系统稀释溶剂分3—4次加入。
第一次稀释溶剂的加入点,从原来的原料油泵出口移至原料油冷却到比其凝点低15-20℃的温度处。
其余各次溶剂亦根据不同原料油控制加入点温度,为蜡结晶生成及成长提供适宜条件。
采用多点稀释和控制冷点温度,除可以改善蜡的结晶状态提高过滤速度外,还可以提高油蜡收率。
(2)采用二段过滤和滤液循环工艺我国生产润滑油的原油多数是含蜡多的原油。
润滑油脱蜡时,蜡膏量一般为原料油的45%—52%。
为了降低蜡膏中的油含量以提高脱蜡油收率,一般采两段过滤及滤液循环工艺。
其工艺流程是将第一段过滤得的含油蜡膏加入一定数量的溶剂再稀释,在比第一段温度稍高3-5℃或相同温度下,进行第二段过滤。
第二段滤液与第一、二段过滤高部真空抽出的滤液共同作为结晶系统的二次及三次稀释溶剂。
采用二段过滤和滤液循环工艺较一段过滤提高脱蜡油收率8%—10%,同时还降低装置能耗。
(3)采用脱蜡—脱油联合及过滤三段逆流循环工艺我国润滑油原料中含量很高的蜡是生产石蜡的宝贵资源。
因此,在溶剂脱蜡装置上,除了采用二段过滤和滤液循环工艺外,目前多数溶剂脱蜡装置还增加了溶剂脱油部分,构成溶剂脱油—脱蜡联合工艺流程。
在原料油脱蜡的同时进行蜡膏脱油,同时得到脱蜡油和脱油石蜡。
脱蜡—脱油联合工艺流程采用部分滤液循环工艺,包括一段脱蜡两段脱油。
滤液三段逆流循环是将二段脱油滤液全部作为一段脱油稀释溶剂,将一段脱油的滤液大部分作为脱蜡稀释溶剂,而小部分去蜡下油溶剂回收系统。
(四)混合溶剂及氨1.混合溶剂及氨的作用润滑油溶剂脱蜡的混合溶剂是丁酮、甲苯按一定比例混合组成。
溶剂脱蜡是含蜡原料油在选择性溶剂存在条件下,降低温度使蜡形成固体结晶,并通过溶剂对油溶解而对蜡不溶或少溶的特性,形成固液两相,经过滤而达到蜡、油分离的过程。
混合溶剂在系统中,除起选择溶解作用外,还起降低油液黏度、为结晶的形成和过滤分离创造有利条件作用。
氨在润滑油溶剂脱蜡装置中作为制冷剂,利用液氨在低温下即可在氨蒸发器内蒸发(汽化),蒸发中吸收大量热量的性质来冷却原料、溶剂、安全气,实现制冷。
气、液态氨的转换是通过氨压缩机增压及与外界环境换热、减压节流实现的。
2.混合溶剂及氨的主要物化性质、安全性质混合溶剂及氨的物化性、安全性质见表2—71。
(五)原料及产品性质1.原料性质原料性质如表2—72所示。
2.产品性质(1)脱蜡油脱蜡油性质如表2—73所示(2)脱油蜡脱油蜡性质如表2—74所示二、重点部位及设备(一)重点部位1.溶剂回收系统溶剂回收系统的二次蒸发塔属于高压塔,其安全阀定压在0.5—0.55Mpa,由于实际生产操作中存在满塔、前塔换热器换热效果差等原因,造成高压塔安全阀跳,致使塔内大量溶剂喷出,极易造成火灾、爆炸等事故的发生。
2.制冷系统冷冻系统的分离器、中膨器的液位因液氨夹带等原因,容易致使冷冻机抽液氨,使冷冻机剧烈震动,损坏冷冻机叶片和轴瓦。
循环化套管、用蒸汽处理套管等,若处理不当,造成套管憋压,而崩裂套管前后大盖。
(二)重点设备1.套管结晶器套管结晶器在工艺过程中分为换冷和氨冷两种。
前者为夹套内以冷滤液作冷却剂取热,后者为夹套内以氨液作冷却剂取热,其结构形式基本相同。
氨冷套管结晶器的上面设液氨罐,用罐内液面调节器控制液体氨流人结晶器夹套内的氨量,罐内的压力和相应的液氨蒸发温度用氨气排出口的控制阀门调节。
套管结晶器内蒸发后的氨气进入液安全技术 | DOCUMENT TEMPLATYK-AQ-0190氨罐的上部空间,分离夹带的液体氨后,经控制阀去氨压缩机。
2.真空过滤机真空过滤机为一连续工作设备,通过压缩机以惰性气为介质提供动力,包括四个基本组成部分:①下部壳体,为冷却了的原料溶液容器;②顶盖,用法兰与下部壳体相连接,连接处要保证绝对密封;③滤鼓,位于壳体内部;④自动分配装置。
XX设计有限公司Your Name Design Co., Ltd.第10页。