住友机配置
住友机操作指引

一二、塑化装置202122222322251722027026电动式{1760}138{1408175{1790}{2170}140{143240018400{182433321.143411.5190 4.3245{2760}216{2208274{2280}178270.9157260.91340018400190{2144 3.5157220.81340023双肘节式290{30}310×290440×420530230150287{0.8}5018262170{173619300拉杆间隔(横×纵)mm mm 最大锁模力kN{tf}模板尺寸(横×纵)mm 模板间距mm 顶出力kN{tf}mm mm 最大最小模具厚度顶出行程mm 螺杆直径mm3.2C50S C75S 127Mpa {kgf/cm 2}180.610400{2680}210Mpa {kgf/cm 2}kg/h理论射出体积cm 3g OZ塑化能力螺杆行程mm最大射出速度mm/s螺杆最高回转速度rpm射出率cm 3/sⅠ Sumitomo 30DU主要规格移动行程(突出量)mm 喷嘴接触压力kN{tf}温度控制区域数量电加热器容量kw最大保压压力射出质量(GPPS)锁模方式开闭模行程最大射出压力顶出方式(最大回转速度时的GPPS)(rpm)4573875004005{0.6}210(30)53.9 3.5 3.9三、设备尺寸、质量11.画面异常异常UP、 1.8 1.83194×892×1679设备尺寸(L×W×H)mm Ⅱ 操作盘介绍设备质量t 3194×892×1679光标数字~用于输入显示取消取消在画2.运转模式〔模式选择〕按钮准备按钮:在安装、拆卸模具和模厚调整时使用的模式。
(低压低手切按钮:运转准备或运转结束时的模式。
动按钮:仅进行1个周期的模2式。
住友变频器说明书-翻译
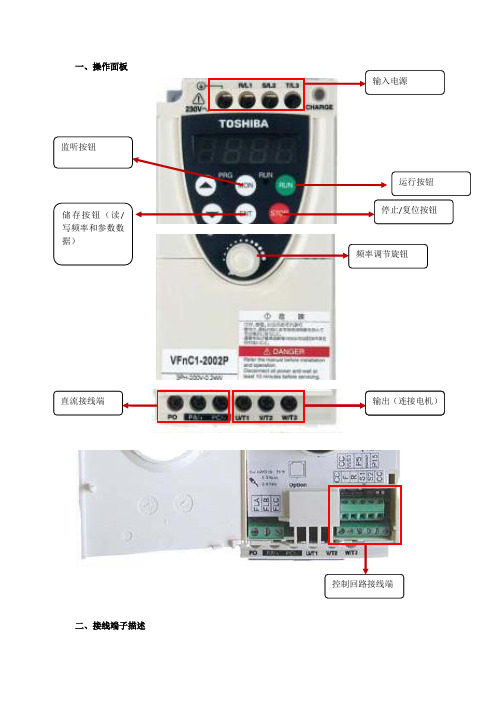
一、操作面板二、接线端子描述2.1 主回路接线端电源及电机连接外围设备连接主回路控制回路接线端三、简单操作3.1 SF-320α型变频器的简单操作按MON键两次返回3.2 如何启动和停止1、用操作面板启动和停止使用RUN和STOP按钮来启动和停止马达2、用外部信号启动和停止3.3 如何设置频率使用外部电位器设置频率使用电压输入信号设置频率使用电流输入信号设置频率3.4 监测模式有三种监测模式:1、标准模式:当变频器运行时就是这种模式这种模式下可以:设置频率设定值,见3.3;状态报警:如果变频器发生错误,错误代码和频率将交替显示:过流;:过压;:过载;:过热(110°C)2、设置模式:设置变频器参数的模式;3、状态监测模式:这种模式是监测变频器的所有状态,可以监测:频率设置、输出电压电流和端口信息。
按MON键可以在三种模式间进行转换。
3.5 如何设置参数该变频器在出厂前已经将所有的参数设置在默认值。
参数可以分为三个种类:1、基本参数:操作变频器必须的参数;2、扩展参数:使用扩展功能的必须参数;3、特殊参数:使用特殊功能必须的参数,一共有三个。
三个特殊参数包括:::显示最近更改过的5个参数,这个参数在重新调整变频器和重复设置相同参数时非常方便。
:显示与出厂默认设置不同的参数,使用这个参数可以检查你更改过的参数。
1、如何设置基本参数2、如何设置扩展参数3、将参数值恢复到默认参数将参数的值设置为3,所有的参数就可以恢复到出厂默认值。
操作步骤如下:四、基本参数基本参数是你在使用变频器前必须要设置的参数 4.1 选择一个运行模式:命令方式选择 :频率设置方式选择·功能:用来选择输入变频器运行和停止命令的方式(操作面板或接线端)。
:用来选择输入变频器频率设置命令的方式(内部电位器、操作面板、接线端、外部控制器的串行通信或内部电位器/接线端转换)。
【命令方式选择】0:从一个外部控制器输入的ON 或OFF 信号来输入运行和停止的命令。
住友机新手操作大全

一二、塑化装置5{0.6}210(30)53.9 3.5 3.9457387500400电加热器容量kw最大保压压力射出质量(GPPS)锁模方式开闭模行程最大射出压力顶出方式(最大回转速度时的GPPS)(rpm)射出率cm 3/sⅠ Sumitomo 30DU主要规格移动行程(突出量)mm 喷嘴接触压力kN{tf}温度控制区域数量螺杆行程mm最大射出速度mm/s螺杆最高回转速度rpmMpa {kgf/cm 2}kg/h理论射出体积cm 3g OZ塑化能力127Mpa {kgf/cm 2}180.610400{2680}210模具厚度顶出行程mm 螺杆直径mm3.2C50S C75S mm 模板间距mm 顶出力kN{tf}mm mm 最大最小拉杆间隔(横×纵)mm mm 最大锁模力kN{tf}模板尺寸(横×纵)150287{0.8}5018262170{173619双肘节式290{30}310×290440×420530230300{2144 3.5157220.81340023270.9157260.91340018400190{2760}216{2208274{2280}17843411.5190 4.3245{2170}140{143240018400{182433321.11722027026电动式{1760}138{1408175{1790}20212222232225三、设备尺寸、质量11.画面异常异常UP、设备质量t 3194×892×1679Ⅱ 操作盘介绍设备尺寸(L×W×H)mm 3194×892×1679 1.8 1.8光标数字~用于输入显示取消取消在画2.运转模式〔模式选择〕按钮准备按钮:在安装、拆卸模具和模厚调整时使用的模式。
(低压低手切按钮:运转准备或运转结束时的模式。
动按钮:仅进行1个周期的模2式。
注塑机参数及状态一览表
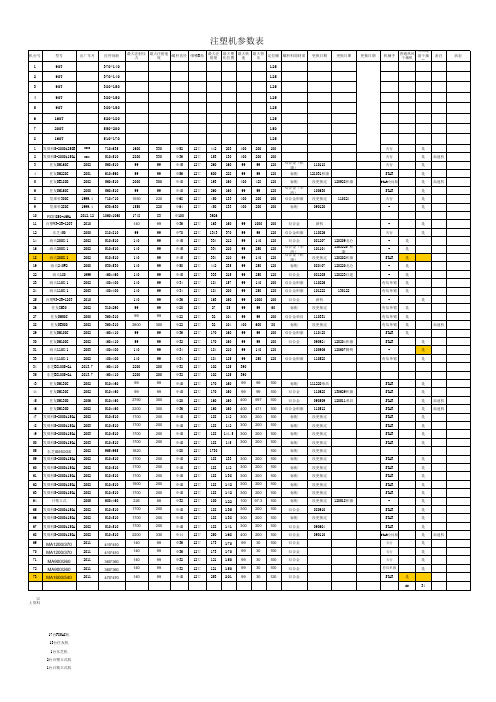
90T 90T 90T 90T 90T 160T 200T 160T
发那科S-2000i250B 发那科S-2000i150A 住友SH160C 住友SH220C 住友SE180D 住友SH160C 发那科300C 发那科280C PZⅢ850-i69A 百塑V3-2R-120T 东芝450 海天200X/1 海天200X/1 海天200X/1 海天240W2 海天180 海天110X/1 海天110X/1 百塑V3-2R-120T 住友IM30 住友SH50C 住友SE50D 住友SH100C 住友SH100C 海天110X/1 海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 日精立式 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
STAR 天行 -
100 120 120 120 120 120 120 100 120 100 60 100 80 100 100 120 120
双合金 双合金积康 双合金 双合金(华鸿) 双合金(积康) 标配 双合金 双合金积康 双合金积康 双合金 标配 双合金荣昌 标配 双合金积康 双合金
新机 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 没更换过 110428 090924 100906 120204积康 120607腾明 130122 120209北仑 1303320 积康 120202积康 120220北仑 120223红建
住友注塑机操作指引 中文经典

一二、塑化装置5{0.6}210(30)53.9 3.5 3.9457387500400电加热器容量kw最大保压压力射出质量(GPPS)锁模方式开闭模行程最大射出压力顶出方式(最大回转速度时的GPPS)(rpm)射出率cm 3/sⅠ Sumitomo 30DU主要规格移动行程(突出量)mm 喷嘴接触压力kN{tf}温度控制区域数量螺杆行程mm最大射出速度mm/s螺杆最高回转速度rpmMpa {kgf/cm 2}kg/h理论射出体积cm 3g OZ塑化能力127Mpa {kgf/cm 2}180.610400{2680}210模具厚度顶出行程mm 螺杆直径mm3.2C50S C75S mm 模板间距mm 顶出力kN{tf}mm mm 最大最小拉杆间隔(横×纵)mm mm 最大锁模力kN{tf}模板尺寸(横×纵)150287{0.8}5018262170{173619双肘节式290{30}310×290440×420530230300{2144 3.5157220.81340023270.9157260.91340018400190{2760}216{2208274{2280}17843411.5190 4.3245{2170}140{143240018400{182433321.11722027026电动式{1760}138{1408175{1790}20212222232225三、设备尺寸、质量11.画面异常异常UP、设备质量t 3194×892×1679Ⅱ 操作盘介绍设备尺寸(L×W×H)mm 3194×892×1679 1.8 1.8光标数字~用于输入显示取消取消在画2.运转模式〔模式选择〕按钮准备按钮:在安装、拆卸模具和模厚调整时使用的模式。
(低压低手切按钮:运转准备或运转结束时的模式。
动按钮:仅进行1个周期的模2式。
住友UC-25型轮胎起重机安全保护装置的改造

复 位 弹簧 、 动传 动组 件 以及 主 钩 卷 筒 旁边 的制 动 制 鼓 、 动带 等组 成 。其 制动原 理 为 : 制 当踩住 制动 踏板
时 , 过拉 紧制 动 复位 弹簧 , 通 迫使 制动 传动 组件 转动
一
定 的角 度 , 而使 刹 车带抱 紧 制动鼓 实 现制 动 ; 从 当
好 的车辆 至今 仍在 使用 。但 由于该 型轮胎 起重 机 出 厂 配置 的 主钩 过卷保 护 装置 在 到达过 卷 限位后 仅作
作 的油路 , 现 自动停 止 。 当主钩 起 升 到过 卷 限位 实 响铃 报警 时 , 自动刹 车装 置起作 用 , 现制 动 。根 据 实 液压 传动 的原 理 , 停止 主钩 的上升 动作 , 要 应切 断通
松 开 制动 器脚 踏板 时 , 制动 复位 弹簧 复位 , 通过 制 动
传 动组 件 松开 制动 鼓上 的制 动带 。主钩刹 车需 保持
制 动 状态 时 , 应将 制动 器脚 踏板 固定 在锁 定位 置 ; 进
行 起 落钩 动作 时 , 将 制 动器 脚 踏 板 从 锁 定 位上 松 需
开 ; 主 钩下 降过 程 中 , 在 操作 人员 通过 脚 动调整 制 动 器 脚 踏板 的松 紧 实现 慢速 下降 。 该 车原 主钩操 作 和俯仰 臂架 变 幅操作 的液 压 油
阀, 使其 即时 响应切 断或接 通油 路 的动 作 , 防止 电磁
阀发生 误动 作 , 图 3 见 。
图 4 改 造 后 的 臂 架 俯 仰 操 作 液 压 油 路
图 5 刹车油缸、 电磁 阀等 的安 装 固 定
图 3 改 造 后 的 主 钩 过 卷 操 作 液 压 油 路
日本住友齿轮泵说明资料

额定压力 Mpa
最高压力 Mpa
200~2500
14
16
200~2500
14
16
300~2500
14
16
200~2500
14
16
300~2200
14
16
300~2200
14
16
200~2200
14
16
扭矩 Nm
87.3 105.6 135.4 169.5 203.8 267.5
329.3
马达功率 kw
的条件下使用。
请不要私自拆解油泵,如果被拆解后再组装回去的话将无法保证油泵的性能。如果有不得
已的原因一定要拆解油泵的情况下,请事先联系我们。
广东总代理:东莞市华勤液压设备有限公司
公司地址:东莞市长安镇宵边汽修中心华勤
联系人:李林杰
电话:13826973321
236 266 Ф23 R95 92 154 373 174.5
+0
Ф152.4 -0.05
24 57 52 118 7 118
Ф50
+0.011 -0.005
82
Ф14 +0
-0.043
53.5 6 70 75
性能表
圧力 Mpa
14
16
Model No.
QT42 QT52 QT62 QT42 QT52 QT62
4,超群的低噪音 噪音水平低极了。无论压力、转数等增大,噪音值变化很少。
压力MPa・电量kW 回转数min-1
省エネ性能
注塑机完成一个周期所消费电量的比较
18
1600
16
1400
14
1200
住友光纤切割刀 FC-6R 使用说明书

OMC1126010C光纤切割刀FC-6R 使用说明书本产品是在充分考虑了安全性的基础上设计研制的。
为做到安全使用本产品,请务必认真阅读本说明书的注意事项,并严格遵守。
阅读后请保存在便于查阅的地方。
2. 构造0.25mm 芯专用0.9mm 芯专用安全使用须知3. 操作方法2: 将光纤放置在单芯夹具槽里。
再将涂覆层边界线和切断长度的刻度对齐。
(例如:要求切断长16mm 时,将涂覆边界线和16mm 的刻度对齐)这时,请确认裸光纤部分是否是笔直状态。
刀片滑轨光纤压板盖开闭提手单芯光纤夹具FC-6RS(-C)1: 请打开光纤压板盖开闭提手,再打开单芯夹具盖。
确认刀片滑轨在手前侧的位置。
注意如果不遵守注意事项,可能造成伤害或者不能充分发挥本产品的性能。
<光纤切割刀 FC-6RS(-C)/6RM(-C) >枕块光纤压板盖开闭提手切割刀滑轨刀片夹具台光纤夹具切换柄(操作刀片旋转)旋转构造部切换锁(背面)1. 自行拆分机体或加润滑油可能造成故障,请勿实施。
2. FC-6R 属于精密机械。
敲击和坠地等(受到强烈冲击),可能会损伤切割刀的特性,也可能造成人身伤害。
使用时请多加小心。
3. 光纤以及光纤碎屑非常细碎,且尖端锐利。
扎入手指,进入眼内都将造成伤害,所以操作时请多加小心。
为了安全操作,请佩戴防护眼镜。
4. 请将光纤碎屑弃置于专用场所,与普通垃圾区分处理。
5. 安装在机体上的刀刃非常锋利,请勿用手触碰,以免受伤。
6. 机体的光纤压板的开闭提手和刀片受冲击后可能造成故障,开闭提手和刀片损伤可能导致光纤切割性能降低,使用中请多加注意。
7. 将刀片滑轨推入里侧、使刀片旋转后,如果再用力向里推压可能造成故障,使切割刀的机械性能以及特性损坏,使用中请多加注意。
8. 如果机械发生故障和异常情况,请停止使用,不要拆分或改装,并请联系下面记载的本公司售后服务部门。
住友熔接机维修中心住亚贸易(深圳)有限公司 北京分公司邮编: 100027 北京市朝阳区东三环北路丙2号天元港中心A 座1202室 电话*************传真*************住亚贸易(深圳)有限公司邮编: 518033 深圳市福田中心区福华三路卓越世纪中心4号楼3407-3410单位1. 概要产品概要构成品可选品/消耗品FC-6RS/ FC-6RS-C适用裸光纤半径 125μm 适用裸光纤芯数 单芯 (φ0.25 & 0.9mm) 光纤切割长度 5~20mm (φ0.25mm)、10~20mm (φ0.9mm) 刀刃切割位置24处/1周刀刃的旋转切割功能 固定/定时旋转/任意旋转尺寸 FC-6RS: 63(W) x 77(D) x 63(H)mm FC-6RS-C: 100(W) x 81(D) x 63(H)mm 重量FC-6RS: 约380g FC-6RS-C: 约420gFC-6RM / FC-6RM-C适用裸光纤半径 125μm 适用裸光纤芯数 单芯 (φ0.25 & 0.9mm) ~12芯带状光纤 光纤切割长度 10mm刀刃切割位置24处/1周刀刃的旋转切割功能 固定/定时旋转/任意旋转尺寸 FC-6RM: 63(W) x 77(D) x 63(H)mm FC-6RM-C: 100(W) x 81(D) x 63(H)mm 重量FC-6RM:约380g FC-6RM-C:约420gFC-6RSFC-6RS-CFC-6RMFC-6RM-C光纤切割刀FC-6R 1 台 1台 1台 1台 光纤碎屑回收装置 1 个 1个 1个 1个 使用说明书1 部 1部 1部 1部FC-6RSFC-6RS-C碎屑回收装置: CU-FC6RFC-6RMFC-6RM-C 单芯夹具: AP-FC6M 碎屑回收装置: CU-FC6R单芯夹具 AP-FC6M <单芯光纤夹具 AP-FC6M >14: 请关闭光纤压板盖,并且放下光纤开闭提手。
住友双色成型机原点调整

住友双色成型机原点调整
一.准备工作
调原点前清干净螺杆内原料,下模,保证开锁哥林柱/滑块开滑正常,
1.按CTRL+F2进入I/O画面,原点调整画面,
2.将准备模式改为“用”,
3.操作面板按到“准备”模式。
二.原点调整
1.调身出原点:
A.将转换开关打到“R侧”(反操作侧)(双色机)
B.按住〈射出〉,一直射到零,按住不动。
C.将射出的原点“切”改为“用”,(只是改一下,会自动变为“切”)
D.松退螺杆到最后,(单色机不用退到最大,在最大小一点的位置,如最大为150MM,则退到148MM即可。
)
2.F侧调射出原点:
A.将转换开关打到“F侧”(操用侧)(双色机),按第1条操作一遍。
3.开锁模原点:
A.锁模到零点,按住不动。
B.将射出的原点“切”改为“用”,(只是改一下,会自动变为“切”)
C.将开模开到最大。
4.转盘原点:
A.将转盘转到零点,按住不动。
B.将转盘的原点“切”改用“用”,(只是改一下,会自动变为“切”)
C.将转盘转到180度。
最后将画面准备模式改用“切”
住友机通用密码:7777或技术人员密码:
报警:M5,15伺服异常,处理办法:
1.升温至开机设定温度。
2.手动射出R/F侧至零,手动合模至零。
3.同时按住〈合模〉与〈射出〉键及〈解除〉键5S以上
按住〈合模〉与〈射出〉键不动,松开〈解除〉键,再按住〈解除〉键一下,可解除警报。
日本住友光纤熔接机TYPE-39操作手册

・ 请勿用钉,引起发 热﹑破裂或火灾。
・ 请勿直接焊接。电池遇热时绝缘物会熔解,造成安全阀﹑安全保护装置破损,可能造成 发热﹑破裂或火灾。
注意:
本产品 TYPE-39 融接机所安装的软件(以下称「本软件」)为住友电气工业株式会社所有。 用户需同意本软件的使用许可文件后方可使用。请在使用本机前仔细阅读该软件的使用许可。
本软件及本软件的文字信息﹑与本软件相关的著作(以下称「著作」)的所有权及著作权都 归住友电气工业株式会社所有。
此著作包括 CD-ROM﹑使用说明书﹑说明资料﹑数据表﹑指令表﹑随附的印刷品上刊登 的著作内容(照片﹑图像﹑绘图﹑原文)。使用本软件前应同意以下使用许可条款。如不同意 则不给予使用软件权。软件使用权事宜可与住友电气工业株式会社或供应商联系。
3. 使用许可合同人 将安装有本软件的融接机借出﹑租赁﹑转让﹑转卖时,接受方也需同意本合同。
使用许可的有效期及合同 本许可在本软件开始使用时生效直至解约。用户可根据自身情况通过停止使 用安装本软件的融接机而解约。另外,用户一旦违反本合同条款中的任何一 项,本合同将自动终止。解约时必须将于本软件相关的著作权转交给融接机 所有者(用户将装有本软件的融接机转借时)或返还住友电气工业株式会社。 或者必须以适当的方式删除或销毁。此外,从本合同获悉的商业秘密永久不 得向第三者泄漏。
另外,请勿将本产品用于融接以外的作业。
1. 严禁全部或部分转载本使用说明书的内容。 2. 本使用说明书的内容有可能未经通告而修改。
◆警告标识的意思◆ 本说明书中有以下标识记号。请在充分理解标识的意思后阅读本说明书。
剖析住友S系列挖掘机发展历程

一: 剖析住友S系列挖掘机发展历程住友建机株式会社是以生产大型工程机械为主的公司。
该公司成立于1986年10月1日,下设千叶、香取、名古屋和新居浜4个制造工厂,7个零部件中心,2个技术研究所,324个维修工厂。
在美国( IBCE)、英国(JSL)、中国(SIC)和中国台湾省(TSCM)均有驻在机构。
1963年:住友机械株式会社(现住友重型机械株式会社)设立了建设机械部,同年10月与美国Link.Belt公司签订挖掘机和起重机领域的技术协定,并在名古屋工厂正式开始生产。
1967年:开始生产S系列液压挖掘机。
1970年:开始生产液压式汽车起重机。
1975年:在千叶工厂开始批量生产液压挖掘机。
1986年:成立海内外生产、销售统一组织——住友建机株式会社。
1989年:新居浜工厂开始生产全路面汽车起重机和海上浮式起重机,并开始制造HA-45W、HA -40W-Ⅱ型轮式沥青摊铺机和HA -63C -3、HA - 60W-3型履带式沥青摊铺机。
1990年:与德国Witgen公司合作生产销售2100DCL型铣刨机。
1991年:与英国JCB公司合资生产液压挖掘机。
1992年:千叶工厂自1975年开始生产LS系列和S系列挖掘机以来,累计生产50000台。
1993年:开始生产新型PAX系列液压挖掘机和履带式起重机。
1995年:名古屋工厂正式生产CTIOOOO( 500t)和CT12000( 650t)型全液压式超大型履带起重机。
住友建机株式会社1990年的销售额为966亿日元,其中液压挖掘机的销售额占58%。
其产品从A型的S260、S265、S280、S340、S430、S580等第一代产品演变到以下各系列规格产品:LS - 2600FJ2 S260F2S260L2LS - 2650FJ2 S265F2S265U2S265P2LS -2700C2 S270U2LS - 2800FJ2 S280F2S280L2S280U2S280P2LS - 3400P12 S340F2LS - 3400FJ2 S340L2LS - 4300FJ2 S430F2S430L2LS - 5800FJ2 S580F220世纪80年代末至90年代初,住友建机株式会社用3年时间开发了新型PAX系列液压挖掘机。
住友机操作指引

一、锁模装置三、设备尺寸、质量5{0.6}210(30)53.9 3.5 3.9设备质量t 3194×892×1679457387500400电加热器容量kw 最大保压压力射出质量(GPPS)锁模方式开闭模行程最大射出压力顶出方式(最大回转速度时的GPPS)(rpm)射出率cm 3/s Ⅰ Sumitomo 30DU主要规格移动行程(突出量)mm 喷嘴接触压力kN{tf}温度控制区域数量螺杆行程mm 最大射出速度mm/s 螺杆最高回转速度rpm Mpa {kgf/cm 2}kg/h 设备尺寸(L×W×H)mm 理论射出体积cm 3g OZ 塑化能力1273194×892×1679Mpa {kgf/cm 2}180.610400{2680}210模具厚度 1.8 1.8顶出行程mm 螺杆直径mm 3.2C50S C75Smm 模板间距mm 顶出力kN{tf}mm mm 最大最小拉杆间隔(横×纵)mm mm 最大锁模力kN{tf}模板尺寸(横×纵)150287{0.8}5018262170{1736}19双肘节式290{30}310×290440×420530230300{2144} 3.5157220.81340023270.9157260.91340018400190{2760}216{2208}274{2280}17843411.5190 4.3245{2170}140{1432}40018400{1824}33321.11722027026电动式{1760}138{1408}175{1790}20212222232225Ⅱ 操作盘介绍1.画面操作按钮画面印刷键:印刷显示中的画面。
异常键:显示异常画面。
异常解除键:在解除异常时按下此键。
UP、DOWN键:画面的选择键。
光标键:选择设定栏目。
数字键:~用于输入数值。
日本住友TYPE-39单芯光纤熔接机讲义
26
五、操作步骤
1、连接电源
交流电源:将交流电源线连接在适配器上面,然后连接到熔 接机上,将交流电源线接到三相的交流电源插座上。 外接电池:直接将专用的电池插入熔接机输入接口内。 注:住友原配的电池是锂电池,在电源使用进行切换的时 候,请关闭熔接机再进行电源切换
27
2、开机
1、按下POWER键,打开熔接机,进入待机状 态 2、按菜单键进入熔接程序选项,选择合适 的熔接程序 3、按菜单键进入加热程序选项,选择合适 的加热程序
6
光的折射
7
折射率
8
全反射
9
光纤类型---多模
10
光纤类型—单模
11
什么是模
12
损耗
13
典型值
14
光纤的连接
光纤的特点决定了它的连接方式:
1、活动连接(连接头连接) 2、熔融连接(光纤熔接机) 3、化学粘剂连接(有些实验室)
15
光纤准备
16
热缩套管
17
单芯光纤外护层的除去
18
Cleaning cotton
Bare fiber
30
注意事项
1、纯酒精指的是纯度在99%以上的纯酒精 2、切割好的光纤不能接触任何东西 3、切割长度根据所配的夹具、切割刀和用户所需 而定 4、将光纤放入V形槽的时候,应尽量靠近电极 5、熔接机的防风罩、压板等应该轻关轻闭
31
5、正常熔接
1、按下开始键进行熔接 2、熔接完后,取出光纤 3、将热缩管中心位置移到光纤熔接点 4、拉紧光纤,然后将它放入加热器中, 盖上盖板 5、按加热间进行加热 6、加热完毕取出光纤,操作结束
37
熔接机是昂贵而精密的仪表,在使用时要注意 保护和保养。例如放置光纤、按操作键时,动作要 轻一些,以免引起不必要的损坏。一但机器有了故 障,请与维修站联系,不要自行拆卸和修理。熔接 机的修理需要有专门的工具和受过专业训练的技术 人员来进行的。谢谢!
EBZ132主要参数和配置

55kw
截割头转速
/伸缩量
47/23.5rpm
/500mm
额定总功率
194.5 kw
装载形式
三齿星轮
要求井下供水压
3-8MPa
运输机形式
双边链刮板式
需/最小冷却水量
> 100/30L/min
运输机链速
56 m/min
机身地隙
180mm
最大不可拆卸件尺寸(长×宽×高)
3.27×1.06×1.37m
三峡主船闸主油缸制造厂:
密封结构适用额定压力≥48Mpa,实际使用16Mpa
12液压系统接头
美国派克
13液压胶管
可承受压力
≥31.5MPa
截割电机
4/8极132/75KW,低速转速23.5转/分
截割减速机
日本住友的OEM厂家:
37500Nm、强化硬齿面、噪声不大于78分贝
主要紧固螺母
及螺栓型式
专利防松螺纹型、特殊防松型、
3主泵
德国力士乐
4控制阀
德国力士乐先导液控高压负载敏感阀
5平衡阀
美国伊顿大流量型
6行走马达减速机
德国力士乐一体化行走马达减速机
7星轮
国产、轴承和密封返配三一规定的进口件的
双马达
8一运
国产、轴承和密封返配三一规定的进口件的双马达
9轴承
德国FAG/瑞典SKF
10主要密封
德国宝色霞板和美国派克
11回转升降油缸
回转支承
三柱式(徐州合资厂家)
人机界面
日本Digital(汉显对话式)
铲板
标准3米宽,窄型2米6
切割头
菲利普斯或三一
行走部
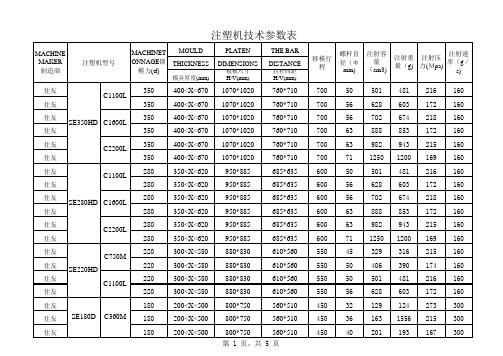
住友.东芝注塑机技术参数表
32 36 32 36 40 20 22 25 22 25 28 25 28 32 45 50 55 50 60
113 143 129 163 201 27 33 43 40 51 64 51 64 84 318 392 475 589 848
108 137 124 156 193 26 32 41 38 49 61 49 61 80 292 361 437 542 780
200<X<500 200<X<500 200<X<500 200<X<500 200<X<500 200<X<500 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<450 180<X<410 180<X<410 180<X<410 180<X<410
760*710 760*710 760*710 760*710 760*710 760*710 685*635 685*635 685*635 685*635 685*635 685*635 610*560 610*560 610*560 610*560 560*510 560*510
700 700 700 700 700 700 600 600 600 600 600 600 550 550 550 550 450 450 450
1070*1020 1070*1020 1070*1020 1070*1020 1070*1020 1070*1020 950*885 950*885 950*885 950*885 950*885 950*885 880*830 880*830 880*830 880*830 800*750 800*750
住友 东芝注塑机技术参数表

MACHINE MAKER 制造商
注塑机型号
MACHINET ONNAGE锁
模力(tf)
MOULD THICKNESS
模具厚度(mm)
住友
350 C1100L
400<X<670
住友
350
400<X<670
住友
350
SE350HD C1600L
住友
350
400<X<670 400<X<670
450<X<950
东芝 IS650GT i59B
东芝
i81A
650
450<X<950
650
450<X<950
东芝
i81AM 650
450<X<950
东芝
i81B
650
450<X<950
PLATEN
THE BAR
DIMENSIONS
模板尺寸
H/V(mm)
DISTANCE
拉杆间距
H/V(mm)
1030*1030 730*730
东芝
i110A
850 500<X<1100 1530*1530 850 500<X<1100 1530*1530
113 108 217 300
375
36
143 137 171 300
375
32
129 124 273 300
375
36
163 156 215 300
375
40
201 193 167 300
375
36
163 156 259 300
住友机

一、锁模装置三、设备尺寸、质量Ⅱ 操作盘介绍设备尺寸(L×W×H)mm 3194×892×16793194×892×1679设备质量t1.81.83.94.3喷嘴接触压力kN{tf}5{0.6}移动行程(突出量)mm 210(30)电加热器容量kw 3.2 3.5 3.9 3.5温度控制区域数量4545最大射出速度mm/s 500螺杆最高回转速度rpm 400190245螺杆行程mm 7387射出率cm 3/s 1271571901571826(最大回转速度时的GPPS)(rpm)400400400400400400塑化能力kg/h 101318132632410.90.9 1.1 1.53343射出质量(GPPS)g 1822OZ 0.60.827理论射出体积cm 319232827140216178138{1432}{2208}{1824}{1408}最大保压压力Mpa 210170{kgf/cm 2}{2144}{1736}175270223172{1790}{2760}{2280}{1760}202225最大射出压力Mpa 262212{kgf/cm 2}{2680}{2170}顶出行程mm50C50S C75S螺杆直径mm 182022顶出方式电动式顶出力kN{tf}7{0.8}模具厚度最大mm 150最小mm 300模板间距mm 530开闭模行程mm 230拉杆间隔(横×纵)mm 310×290模板尺寸(横×纵)mm 440×420Ⅰ Sumitomo 30DU主要规格锁模方式双肘节式最大锁模力kN{tf}290{30}1.画面操作按钮画面印刷键:印刷显示中的画面。
异常键:显示异常画面。
异常解除键:在解除异常时按下此键。
UP、DOWN键:画面的选择键。
光标键:选择设定栏目。
数字键:~用于输入数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有/无 序号
功能项
1、 开闭模位置及速度程序控制(5段/3段) 2、 模具保护装置 3、 低压锁模装置 4、 闭模、开模暂停 5、 锁模力遥控设定 6、 模具厚度遥控设定 7、 顶针装置遥控设定(2段速度控制、压力、顶出行程、延迟时间定时器、可选多次顶出) 8、 现在值入力(顶针顶出限位置) 9、 当前值输入(型开限位置) 10、 锁模模式(上锁) 11、 闭模时顶针动作功能(手动时仅限开模) 12、 开模时顶针动作功能 13、 顶针闭模时动作功能 14、 模具顶出板归位确认(注塑机的入力信号)(以金属连接器连接)*1 15、 闭模、开模信号(喷枪控制信号)(无电a接点)*1 16、 阀式注口驱动回路(仅控制回路)*1 17、 模具安装准备方式(低速开闭模)
3、 芯回转控制电路(马达1.5kW以下) 4、 芯回转控制电路
5、 SPI制品取出机连接电路*4 6、 产品斜槽
7、 高精密隔热板(5mm/10mm,十字形) 8、 压模夹控制装置
9、 针阀式浇口驱动电路(控制回路+气动回路)*3 10、 无窗口触发器盖 11、 油压组
12、 SPI式模板
13、 EUROMAP式模板
20、 Zero-molding:成形条件引导画面(峰值锁模力、峰值模内压、状态表示) 21、 实际监视器切换功能(实际、详细、工程、实际结果+实际现在、波形、温度图) 22、 成形条件访问制限功能(条件范围、量产支援模式、画面表示) 23、 成形试运行自动条件变更功能(采用短料成形模式) 24、 保护功能:螺杆保护功能 25、 波形表示:工程别简易表示(射出、保压、计量、开模、闭模、顶针) 26、 波形表示:波形保存完成提示 27、 品质管理:波形监视功能 28、 品质管理:成形工序监视记录(温度、温控输出、最高锁模力、最大压力) 29、 生产管理:制品数管理(模穴数设定) 30、 生产管理:操作情况管理(操作时间、电机负荷率、消耗电力表示) 31、 节能模式:节能控制 32、 Zero-molding:FFC简单设定 33、 设置程序支援:空料运转周期模式 34、 工程管理:周期分析功能 35、 充填压5点监视功能 36、 SL螺杆:同步率自动调整功能(SL螺杆为标准选择) 37、 PI Gain·背压Offset(归零)调整功能 38、 取出机进入许可信号
选择射出高负荷规格时 螺杆最高回转速度 温度控制区域数量 电加热器容量 喷咀接触压力 塑化装置行程 突出量 料斗体积*5 机械尺寸(L×W×H)*6 机械质量
无
KN mm mm mm mm mm/s mm mm KN
mm/s mm
mm Mpa Mpa cm3
g kg/h cm3/s
m/s
min-1
KW KN mm mm L mm T(吨)
18、 附属PC板锁模装置保护罩 19、 紧急停止按钮开关(操作侧、反操作侧) 20、 附属PC板安全门 21、 取出机安装螺孔 22、 锁模及射出润滑油集中给油配管 23、 锁模安全装置(电气式、机械式) 24、 开关模低振动/高速模式选择功能 25、 可动模板支撑装置(滑轨式) 26、 压中心模板 27、 成形品落下确认连接回路*1 28、 多段锁模 29、 拉杆电镀 30、 附属制动器的顶针装置 31、 S-MOVE(低振动控制) 32、 公模吹气装置待机 33、 模厚支撑控制装置 34、 锁模装置上部防尘保护罩(固定式)
有/无 序号
功能项
9、 针阀式喷咀头(气动式喷咀头开闭筒) 10、 FTCⅡ喷咀头(开放型:ø18~ø36,SE130EV以下) 11、 高容量加热器 12、 延长型喷咀头 13、 筒式喷咀头 14、 第1区段高容量加热器(C160以下为标准) 15、 高节能型加热料筒罩
有/无
序号
功能项
1、 树脂温度检知装置(仅在选用针阀式封闭喷咀头时) 2、 标准型料斗
800 350 1200 180~450 100 32 59 333 100 C160 S 25 28 32 274 218 167 274 218 167 51 64 84 49 61 80 26 37 53 196 246 322 104 400 350 400
5 4.2 4.8 5.4
43 320 30 15 4502×1195×1772 4.1
塑化选择
序号
功能项
有/无 序号
功能项
1、 Zero-molding Main画面:Simple Process Setting(根据不同操作呼出设定画面) 2、 Zero-molding Main画面:成形量产监视器(生产、工程、异常、实际) 3、 规格/功能确认画面(标准功能、选项功能、异常处理、规格一览、监视装置) 4、 最小锁模力检测功能(附有自动计测、保存功能) 5、 准备阶段支援:模具安装专用画面(模厚遥控调整/型接触/锁模力调整/准备开闭模/顶出设定) 6、 准备阶段支援:模具设定专用画面(开闭模、顶针多段设定) 7、 设置程序支援:仅限开模、顶针顶出位置教学功能(输入现在值) 8、 准备阶段支援:保护设定专用画面(模具保护、顶针保护设定) 9、 准备阶段支援:多功能清料(浇口清料、换材料、成形中断、低粘度树脂清料、树脂评定) 10、 准备阶段支援:温度条件参照、呼出功能 11、 准备阶段支援:树脂滞留功能、监视功能 12、 准备阶段支援:喷咀、塑化缸升温模式(阶段升温/喷咀迟延) 13、 Zero-molding:成形条件设定画面Z-Screen(充填、保压、计量、时间、温度、锁模力) 14、 Zero-molding:瞬速控制 15、 Zero-molding:短料成形模式(使用瞬速控制、确认充填位置与短料成形位置) 16、 计量后反转除压模式 17、 Zero-molding:锁模力反馈控制 18、 锁模力多段控制(十字头位置控制) 19、 依目的多功能锁模(排除气体、防止变形)
序号
功能项
1、 备用品A(机械品:润滑用零件) 2、 备用品B(电器用:感温线)
3、 输出用备用品(编码器、限位开关、接近开关) 4、 防震脚垫(1台分) 5、 基础底座螺丝(1台分) 6、 定位环(过渡配合)内径:ø100/外径:ø120(仅SE180EV-A) 7、 定位环(过渡配合)内径:ø110/外径:ø120(仅SE180EV-A)
8、 工具A
住友SE100EV-A标准规格
项目
单位
SE100EV-A
顶出点数 锁模方式 最大锁模力 拉杆间距(W×H) 模板尺寸(W×H) 模板间距 开闭模行程 模板速度
模具厚度 (最小~最大) 定位环直径 顶出力
选择顶针顶出力增加时 顶出速度 顶出行程 射出标记 参数前缀标记 螺杆直径 最大射出压力*1.*2 最大保压压力*1.*3 理论射出体积 射出质量(GPPS) 塑化能力*3.*4 射出率 螺杆行程 最高射出速度
有/无 序号
功能项
6、 高温型加热器控制电路(499℃以下) 7、 料斗回转装置 8、 下料口电镀
9、 射出高负荷规格*2 10、 喷咀接触脱压控制
控制、监视装置
有/无 序号
18、 冷却剩余时间显示功能 19、 计量开始延迟计时器 20、 射出/保压速度启动模式选择机能(10模式) 21、 保压速度设定 22、 螺杆松退延迟控制 23、 同步计量 24、 反转控制软件 25、 喷咀头单独温度调节 26、 标准加热料管保护盖 27、 冷却水套温度控制装置 28、 计量中开模机能(针阀式喷咀头驱动控制) 29、 充填压多段控制 30、 树脂滞留防止功能 31、 手动一键式计量 32、 高精度、高出力喷咀接触装置(喷咀接触力:3段切换) 33、 不锈钢制清洗树脂托盘
4、 附带设备异常监视(标准+2h)
5、 生产数管理装置(2向反转道)
6、 模具自动温度调节计(K=CA 可动侧2温控区)
7、 模具自动温度调节计(K=CA 可动侧4温控区)(SE75EV-A以上)
8、 自动启动装置(加热器、供水、外部输出信号)
序号
功能项
1、 油压模仁抽芯控制电路1系统(控制回路+配管)*3 2、 气动模仁抽芯1系统(控制回路+配管)*3
3、 V-P切换(模具内部压力) 4、 针阀喷咀头驱动回路
5、 FTC喷咀电气控制电路(已组装)(ø18~ø36)
序号
功能项
1、 漏电知足保护器(AC200V/220V 3ø3W+E)(仅限亚洲及日本地区) 2、 模具温度监视 可动侧2温控区(无感温线K型)
3、 模具温度监视 可动侧4温控区(无感温线K型)(SE75EV-A以上)
控制装置
序号
功能项
有/无 序号
功能项
1、 15寸彩色显示装置 2、 触摸屏设定输入装置 3、 成型机运转讯号输出机能 4、 操作支持功能 5、 注塑支持功能 6、 波形显示功能(波形记忆、读取显示值、以触发信号储存档案等功能) 7、 画面硬拷贝机能 8、 产品取出机接续回路 *1 9、 最多15国语言画面切换功能 10、 保养管理功能(显示保养时期、供脂时期、项目、方法的画面) 11、 自动启动、停机功能(加热器保温、加热器启动、注塑机停机) *1
C110 S
22 25 28 274 212 174 274 212 174 40 51 64 38 49 61 18 26 37 190 245 308
104 500 — 400
5 3.8 4.2 4.8
14 320 30 15 4502×1195×1772
4
电动式(6点) 双肘节式(5点)
1000 460×460 650×650
12、 工序显示功能 13、 SSR加热器驱动回路 14、 速度、位置、压力、旋转速度的工业单位输入 15、 注塑机状态输出信号(5ch) *1 16、 USB连接回路 17、 成形条件保护机能 18、 异常处理选择功能 19、 初期排斥、非故障性停止排斥功能 20、 画面配色变更 21、 数值、文字输入键盘版面变更(从2种方式中选择)