电子厂(含SMT)生产部工作流程
SMT生产作业流程介绍

用手移動X-Y工作臺時,工作臺 的上部和工作臺的下部之間勿伸 手指,以免夾傷。
請勿用t機器上的電源插座 接較大的負載(如吸塵機 等),禁止使用電流與規 格不符的電器設備。
24
機器的安全教育_2
機器移動部位(Z軸、料 架的工作臺、X-Y工作臺) 等處絕對禁止放置雜物。
指定的安全結構(如防護圍欄、 安全防護的緊急停止裝置等) 不可隨便折卸或任意加以改造。
案例
• 2003年4月1日,人員未將GSM2 FEEDER放置定位,造 成HEAD高速運行時撞擊FEEDER,造成3把FEEDER,3 個Nozzle / Adapt,一個PCB Camera,設備驅動卡燒毀 2PCS,停機4天維修 • 配件損失約為300,000RMB
23
機器的安全教育_1
機器操作原則上由一人執行。 若由兩人以上執行時,必須打 出手勢通報後再動作。
• 設備的安全,設備的正常運作
– 規範的人員作業 – 培訓人員能力
17
安全意識的重要性
• 沒有規範的操作沒有良好的安全意識會如何?
– 大量的人員工傷
– 設備損壞的情況頻繁 – 產量的大幅下降
– 大批的資金流失
– 不良的社會影響,不如人意的企業形象
18
什麼叫“職業病”
• 職業病
– 指企業、事業單位和個體經濟組織(以下統稱用人單位)的勞動
14
SMT附属设备用于主要设 备的连接及PCB传送
SVP750 PCB吸板机
LOAD PCB收板机
PCB传送轨道
15
SMT操作安全
- EHS - 设备安全 - 突发事件处理流程
在SMT工作中的安全
• 人身安全,人員健康保障
– 提升人員安全防護意識 – 可遠離與自身工作不相關的不安全區域 – 落實在工作區域內工作規範,人員嚴格執行
SMT制程规范

1-4-1.零件方向(极性、脚位)。 1-4-2.偏移量(25%以内,角度15度以内) 1-4-3.规格(零件的背纹、尺寸)。 1-4-4.缺件(使用样品板确认,防止被遗漏掉或调错程序版 本) 。 • 1-4-5.以上需在过回焊炉前检查完毕。 • 2.生产注意重点 • 2-1.生产中换料都需填写“SMT贴片机材料交换记录表”, 所换材料需确认背纹并记录在记录表的备注栏,如为无背 纹的材料需贴附一颗料在记录表的备注栏内。 • • • • • 2-2.设备技术员需每2小时对贴片机抛料状况进行确认, 并对单项抛料达0.3%的异常进行分析改善。
• 3-1-1-1.日保养执行时间定义为每日AM 9:00前完成. • 3-1-1-2.周保养执行时间定义为每周第一个工作日. • 3-1-1-3.月保养执行时间定义为按SMT每月月度保养计划( 当月该表需放置于工作现场)实施. • 3-1-2.SMT周边设备使用"机台每日保养检查表"表单记录. • 3-1-2-1.日保养执行时间定义为每日AM 9:00前完成. • 3-1-2-2.月保养执行时间定义为每月5日 • 3-2.SMT车间设备保养作业需执行“基础设施管理办法” 。
• • • • • • • • • •
1-4-2.清洗剂应使用不含CFC/HCFC的碳氢化合物。 1-4-3.机器运行中勿强制将门打开,否则会成机件损坏。 2. 印刷参数 2-1.各机型初始印刷参数由SMT设备技术员与SMT PE( 制程工程师)共同确认,调试至OK。 3.刮刀的检查 3-1.开线前须检查刮刀有无缺角、变形或受损。 3-2.下线后要确实拆下刮刀进行清洁。 3-3.开线前须确认刮刀是否锁紧在刮刀座上。 4.印刷检查 4-1.LED焊盘位置锡膏是否饱满,有没有多锡少锡、短路
SMT生产部员工作息制度,轮班、交接班流程
SMT生产部员工作息制度~8:25am 白班人员打卡、上班;8:25am~8:30am班次间各线进行交接班;8:30am~8:40am 班前会(视情况而定,主管负责);8:40am~11:20am 生产作业;11:20am~12:00am 轮班午餐,生产不间断;12:00am~3:00pm 生产作业;3:00pm~3:20pm 轮班休息,生产不间断;3:20pm~5:00pm 生产作业;5:00pm~日常人员打卡、下班;5:00pm~5:40pm 轮班晚餐,生产不间断;5:40pm~8:30pm 生产作业;8:30pm~白班人员打卡、下班;************************************************~8:25pm 夜班人员打卡、上班;8:25pm~8:30pm班次间各线进行交接班;8:30pm~8:40pm 班前会(视情况而定,主管负责);8:40pm~11:20pm 生产作业;11:20pm~12:00am 轮班夜餐,生产不间断;12:00am~3:40am 生产作业;3:40am~4:00am 轮班休息, 生产不间断;4:00am~8:00am 生产作业;8:00am~8:15am 早餐;8:15am~8:30am 生产作业;8:30pm~夜班人员打卡、下班;备注:1.全体员工按作息时间,严格遵守打卡、交接班、轮班制度;2.打卡记录是员工考勤的依据,迟到、早退以打卡记录为准;3.轮班由在线领班与主管协商后做出安排,原则上分操作岗位、手放岗位、板检岗位,同岗位之间轮流用餐和休息,轮班期间领班参与生产操作,严格保证在轮班时间内生产不间断,领班负责监督。
4.交接班见交接班流程。
SMT生产部员工用餐和休息期间轮班流程SMT生产部员工交接班流程。
SMT 流程及相关注意事项

• 2 管理措施的实施
• 为了进行有效的品质管理,我们除了对生产质量过程加以严格控制外,还采取以 下管理措施 2.1 元器件或者外协加工的部件采购进厂后,入库前需经检验员的抽检(或全检), 发现合格率达不到国标要求的应退货,并将检验结果书面记录备案 2.2 质量部要制订必要的有关质量的规章制度和本部门的工作责任制 通过法 规来约束人为可以避免的质量事故,赏罚分明,用经济手段参与质量考核,建议 企业内部专设每月质量奖 2.3 企业内部建立全面质量(TQC)机构网络,作到质量反馈及时 准确 挑选人员 素质最好的作为生产线的质检员,而行政上仍属质量部管理,从而避免其他因素 对质量判定工作的干扰 2.4 确保检测维修仪器设备的精确 产品的检验 维修是通过必要的设备 仪器来 实施的,如万用表 防静电手腕 烙铁 ICT 等等 因而,仪器本身的质量好坏将直接 影响到生产质量 要按规定及时送检和计量,确保仪器的可靠性 2.5 为了增强每名员工的质量意识,我们在生产现场周围设立了质量宣传栏,定 期公布一些质量事故的产生原因及处理办法,以杜绝此类问题的再度发生 同时 质量部将每天的生产质量缺陷统计数(回流焊 PPM 数 波峰焊 PPM 数)绘于质 量坐标图上,让所有人能及时了解到当天的生产质 量情况,以便采取相应的改善措施
SMT 流程
SMT 就是表面组装技术 Surface Mounted Technology 的缩写,是目前电子组装行业里最流行的一种技术和工艺. 表面组装技术是一种无需在印制板上钻插装孔, 直接将 表面组装元器件贴﹑焊到印制电路板表面规定位置上的 电路装联技术. 具体的说 :表面组装技术就是一定的工具将表面组装元 器件引脚对准预先涂覆了了粘剂接和焊膏焊盘图形上 把 表面组装组件贴装元器件贴装到未钻安装孔的 PCB 表面 上 ,然后经过波峰焊或再流焊使表面组装元器件和电路之 间建立可靠的机械和电气连接
SMT生产过程控制程序

SMT生产过程控制程序1 目的为保证产品质量,促使生产过程规范化,标准化,更好满足客户的要求。
2 范围适用于本公司SMT生产过程3 参考文件无4 职责4.1 工程部负责制造过程中相关技术性资料,文件的编制,变更及过程设备的管理;4.2 品证部负责过程的检查、验证,过程参数的检查,不良品的分析;4.3 生产部SMT课负责对SMT生产过程具体作业的执行,设备的操作、维修、保养,确保其正常运转,以及生产计划和品质目标的完成。
5 程序5.1生产前准备工作的控制5.1.1 SMT负责人根据PMC的生产计划去安排生产,并报告给生产部经理;5.1.2 SMT课的组长根据计划准备相关技术文件和资料,如作业指导书等;5.1.3 SMT物料员做好生产前物料的准备;5.1.4 SMT工程技术人员负责把设备与相关机器程序作好准备,调整到正常状态,具体参照该机种设备制程参数表和作业指导书;5.1.5 SMT的操作员依照《SMT操作员作业管理规定》做好生产前的准备;5.1.6 每天生产前组长必须检查相关的准备工作完全就绪后才能开始生产,并将结果记录在SMT生产前准备确认记录表上。
5.2 进度控制5.2.1 SMT课负责人每天将次日生产计划提前写在黑板上,物料房及生产线组长根据生产计划提前作好各条线下个机种的生产准备;5.2.2 SMT课组长每小时将生产数量记录在各条线前的生产状况看板上,进度有异常时立即向上级汇报,做到生产进度有掌控;5.2.3紧急停线时由SMT负责人提交工场事故报告书,依照流程处理;5.2.4正常生产时每天将当天的生产状况记录在《SMT生产实绩日报》上,并COPY一份交PMC,由PMC对延后或超前计划部分再作计划调整。
5.2.5正常生产时如出现物料(包括生产辅料)的品质问题或供应临时中断、关键设备故障暂时不能恢复生产、人力短缺情况时,部门负责人应召集相关部门负责人协商对策,并在第一时间内联络PMC,要求其调整生产计划。
生产流程介绍(SMT,BL,FATP)

2Hale Waihona Puke 0 100120 140 170 185 196 204 220
210 65 40
0
1 2 3 4 5 6 7 8 9 10 11 12
数量
SMT Introduction
❖AOI (Automatic Optics Inspection ):自动光学检测 机
一.目的:检查PCBA经回 焊之后是否有缺陷。
较小 非管制料
较多 较快 卷尺状
较大 管制料 较少 较慢 盘状
接料工具,材 料
SMT Introduction
(Reflow)
❖回焊:通过熔融锡膏,将PCB与组件连接在一起。
1.Profile的设定 2.温度的量测(120—270度) 3.监控系统KIC 4/7
温度
回焊炉温度对应表
炉温温度
300
270 265
(ICT)
电路特性是否正常。
一.原理:使用许多探针对 PCB板施加小电流,测试各通 路是否导通。
测试项目: 1, Discharge 2, open 3, Short 4, IC open 5, Parts 6,clamp Diode 7, On Power
TS(维修)
•目的:将产线上发 现的外观 (如反 白,反向,立碑,偏 移,虚焊,空焊,漏 件,错件…….)不 良品,利用维修工 具热风枪,镊子, 万用表等,及时的 维修成良品,涉及 到电性方面的不 良转到FAE维修.
料件分类
机构件(外观件) 大发料(螺丝) 本体(HDD/ODD/LCD) 板类(主机板)
组装段介绍-产线型态
组装段
测试段
包装段
包装段
人员编制状况
日产量: 600---1000PCS/10.5H
SMT生产流程及相关工艺简介
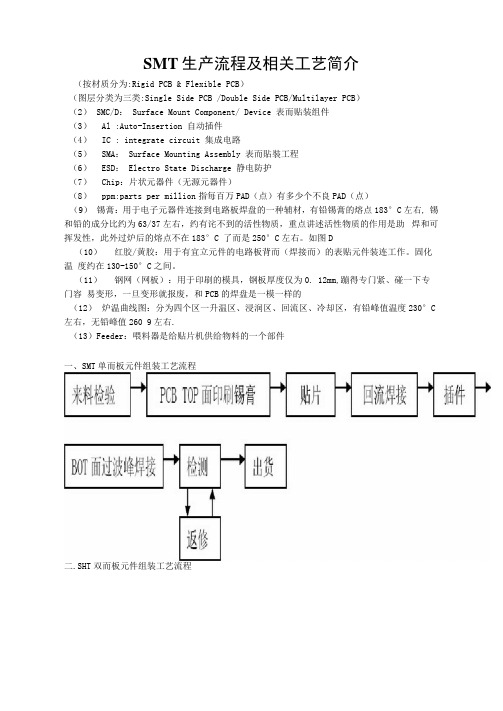
SMT生产流程及相关工艺简介(按材质分为:Rigid PCB & Flexible PCB)(图层分类为三类:Single Side PCB /Double Side PCB/Multilayer PCB)(2) SMC/D: Surface Mount Component/ Device 表而贴装组件(3)Al :Auto-Insertion 自动插件(4)IC : integrate circuit 集成电路(5)SMA: Surface Mounting Assembly 表而貼裝工程(6)ESD: Electro State Discharge 静电防护(7)Chip:片状元器件(无源元器件)(8)ppm:parts per million指每百万PAD(点)有多少个不良PAD(点)(9)锡膏:用于电子元器件连接到电路板焊盘的一种辅材,有铅锡膏的熔点183°C左右, 锡和铅的成分比约为63/37左右,约有诧不到的活性物质,重点讲述活性物质的作用是助焊和可挥发性,此外过炉后的熔点不在183°C 了而是250°C左右。
如图D(10)红胶/黄胶:用于有宜立元件的电路板背而(焊接而)的表贴元件装连工作。
固化温度约在130-150°C之间。
(11)钢网(网板):用于印刷的模具,钢板厚度仅为0. 12mm,蹦得专门紧、碰一下专门容易变形,一旦变形就报废,和PCB的焊盘是一模一样的(12)炉温曲线图:分为四个区一升温区、浸润区、回流区、冷却区,有铅峰值温度230°C 左右,无铅峰值260 9左右.(13)F eeder:喂料器是给贴片机供给物料的一个部件一、SMT单而板元件组装工艺流程二.SHT双而板元件组装工艺流程A:SWI/AI懈歳适肝SMD元件多于分富元件繃况B: Al—SMT先插石贴,适用于分离元件多于迎元件的情况C: SMT—Al—SMT—MI现代SMT工厂的要紧设备流程图(一)Reflow现代SMT工厂tester设备配置图(三)1、ICT (In-circuit tester)简介,也称为线上测试机线上测度机属于接触式检测技术,也是生产中测试最差不多的方法之一,由于它具有专门強的故障診断能力而广泛使用。
SMT整个工艺流程细讲
SM僂个工艺流程细讲SMT整个工艺流程细讲第一章品管系统简介一、前言质量是企业生存的命脉,在现代经济高度发达的社会,竞争日益激烈,而一个企业能否在竞争中生存下去,良好的品质对于企业来讲至关重要,这点作为本公司品管系统,品质保证部的每一位员工都要有强烈的品质意识。
我公司一贯坚持质量第一,以质量求生存的宗旨。
二、公司品质政策快速提供客户具竟争力之优良产品与服务,全面质量管理,在公司内部每一位员工已经深入贯彻,并且已于1997年4月顺利通过IS09001品质认证。
三、品管架构我们公司品管架构为品质保证部(QA DEPT)IQC 组IPQC 组OQC 组QE 组IQC:In-ComingQuality Con trol (进料检验)IPQC In-ProcessQuality Con trol (制程检验)OQC Out-going Quality Control (出货检验)QA : Quality Assuranee (品质保证)QE : Quality Enginer (品质工程)四、我公司的生产工艺流程及流程图见附件一生产工艺流程仅为我公司的各项基本生产工序,品保部还根据不同的产品制定该产品的《制程品质计划》,具体来对产品品质进行控制例:制程品质计划For VA-740 (见附件二)第二章:料件的基本知识)即印刷电路板2.1PCB ( Printed Circuit Board2.1.1. PCB组成成份:电脑板卡常用的是FR-4型号,由环氧树脂和玻璃纤维复合而成。
2.12 PCB 作用①提供元件组装的基本支架②提供零件之间的电性连接(利用铜箔线)③提供组装时安全、方便的工作环境。
2.1.3.PCB 分类①根据线路层的多少分为:双面板、多层板。
双面板指PCB两面有线路,而多层板除PCB两面有线路外,中间亦布有线路,目前常用的多层板为四层板,中间有一层电源和一层地。
②根据焊盘镀层可分为:喷锡板、金板、喷锡板因生产工艺复杂,故价钱昂贵,但其上锡性能优于金板。
SMT工艺流程精选全文

SMT与THT的区别
➢ SMT与THT的区别
• SMT : surface mounted technology (表面贴装技术):直接将表面黏 着元器件贴装,焊接到印刷电路板表面规定位置上的组装技术
• THT:through hole mount technology(通孔安装技术)通过电子 元器件引线,将电子元器件焊接装配在电路基板规定的安装焊接孔位 置上的装联技术.
先作A面:
印刷锡膏
贴装元件
回流焊
再作B面:
点贴片胶
贴装元件
回流焊
插通孔元件后再过波峰焊:
插通孔元件
波峰焊
混合安装工艺 多用于消费类电子产品的组装
23
翻转 翻转 清洗
SMT炉温曲线的重要性
➢ SMT炉温曲线的重要性: • 在SMT工艺中回流焊接是核心工艺,是SMT工业组装基板上形成焊接点
9
SMT常见封装介绍
➢ QFP: quad flat package四侧引脚扁平封装
常用的封装形式
种类和名称繁多
4边翼形引脚,间距一般为由0.3至1.0mm ;引脚数目有32至360左右; 有方形和长方形两类,视引脚数目而定.此类器件易产生引脚变形、 虚焊和连锡缺陷,贴装时也要注意方向.
10
Hale Waihona Puke SMT常见封装介绍类型 元器件
SMT(Surface Mount Technology) THT(Through Hole Technology)
SOIC/TSOP/CSP/PLCC/TQFP/QFP/片 双列直插或DIP,针阵列PGA,有引线电
式电阻电容
阻电容
基板
印制电路板,1.27mm网格或更细,导电 孔仅在层与层互连调(Φ0.3mm~0.5mm) 印刷电路板、2.54mm网格 布线密度高2倍以上,厚膜电路,薄膜 (Φ0.8mm~0.9mm通孔) 电路,0.5mm网格或更细
SMT详细流程图(1)
上 料 作 业
指 导 书
点 胶 作 业
指 导 书
贴 片 作 业
指 导 书
炉 前 检 查
作 业 指
导
补 件 作 业
指 导 书
外 观 检 查
作 业 指
导
后 焊 作 业
指 导 书
测 试 作 业
指 导 书
包 装 作 业
指 导 书
书
书
熟悉各作业指导书要求 严格按作业指导书实施执行
没有最好,只有更好
熟悉各作业指导书要求 监督生产线按作业指导书执行
没有最好,只有更好
PCB在SMT设计中工艺通常原则
1、特殊焊盘的设计规则 MELF柱状元器件:为防止回流焊接时元器滚动,焊盘上须开一个缺口
D
EC A B PLCC
SOP、QFP
K=1.2
主焊面
没有最好,只有更好
PCB在SMT设计中工艺通常原则
2、导通孔及导线的处置 为避免焊锡的流走,导通孔应距表面安装焊盘0.65以上。在片状元件下面不应设置导 通孔。
没有最好,只有更好
PCB在SMT设计中工艺通常原则
3、导通孔及导线的处置 为防止大面积铜导体的热效应而影响焊接质量,表面安装焊盘与导线的连接部宽度不
宜大于0.3mm
不好
没有最好,只有更好
较好
PCB在SMT设计中工艺通常原则
4.1、元器件的布局 在SMT中,元器件在SMB上的排向应使同类元器件尽可能按相同的方向排
对原物料、备装物料、料站表进行三方核对
换料登记(换料时间/料号/规格/数量/生产数 /实物保存),签名(操作员/生产QC/IPQC)
N
IPQC核对物料(料 号/规格/厂商/周期) 并测量记录实测
SMT首件流程首件流程
.. SMT首件流程一、操作员送首件和首件报到IPQC台。
1-1、报告的首三行内容要完整填写;并有生产班长、工程、操作员的签名。
二、IPQC收到首件报告后根据内容找出生产通知单,按要求找出BOM、ECN、IQC检验报告、特殊工艺事项。
2-1、BOM要在生产前用彩色的笔分A/B面;2-2、分面的时候要依据PCB的白油丝印,不能使用工程的程序;2-3、ECN发放后要立刻夹在最新的BOM后面并在发放记录上登记。
2-4、当新的BOM发放下来后一定要找到旧版本的BOM写上“作废”并上交给工程销毁。
2-5、取消旧版本的BOM时要检查附件(ECN、丝印图、特殊工艺事项等文件)及抄录元件丝印等。
三、进行首件检查。
(校对过程中如有问题请用铅笔在BOM上记录备注。
)3-1、BOM其中有一项是提供版本信息内容。
第一个校对的信息是PCB版本、客户、机型。
3-2、按IC到阻容料的规律。
对IC的型号规格、对IC的方向。
3-3、对高的元件,从大到小,比如变压器、铝电解电容等异形元件。
3-4、对三极管、二级管、灯仔(灯的颜色)的规格和方向,稳压管要测试压降。
3-5、对ESD管、磁珠、保险丝等。
3-6、对电容、电阻,依据从大到小原则:1206、0805、0603、0402、02013-7、对手贴的物料,USB座、SD卡座、天线、锅仔按钮等,注意方向。
3-8、对BOM的每一项检查一次,检查是否没有打勾的位号并核对。
3-9、如有样板时请和样板校对一次。
3-10、对备注的问题审核一次,如有不清楚时请提示其他部门同事是否有文件等依据,不确定时请上级处理。
3-11、检查PCBA的班别记号、日期记号,位置、大小是否合适;3-12、如果是有BGA的产品,监督工程师在没有过炉前照X光,检查焊盘和引脚是否对好。
3-13、对首件打Q记号并过炉;检查首件的焊接情况,注意电感、带散热片的IC是否熔锡;照X光。
3-14、将首件挂标示卡送炉后QC,通知QC检查注意事项及一些检查方法。
SMT详细流程图(更新版)

03
返修工具具有操作简便、灵活多变等特点,能够大大提高 返修效率和修复质量。
04 SMT材料
焊锡膏
焊锡膏是一种由焊剂和焊料组 成的混合物,用于将电子元件
焊接到PCB板上。
焊锡膏的成分和特性决定了 焊接的质量和可靠性,因此 选择合适的焊锡膏非常重要。
焊锡膏的粘度、触变性和润湿 性等特性需根据不同的工艺要
振动测试
模拟产品在实际使用过程 中可能受到的振动,以检 测产品的机械可靠性和稳 定性。
温度循环测试
模拟产品在不同温度环境 下工作,以检测产品的热 性能和耐温性能。
质量保证体系
ISO 9001质量管理体系
国际标准化组织制定的质量管理体系标准, 用于企业质量管理和持续改进。
QS9000质量管理体系
汽车行业质量管理体系标准,要求对产品从开发、 采购、生产到售后服务的全过程进行质量控制。
AOI检测设备
AOI检测设备是SMT生产流程中 的质量检测设备之一,主要负责 对印刷好锡膏或贴片胶的PCB板 进行自动光学检测,以发现和纠 正锡膏印刷、电子元件贴装和焊 接等工序中可能存在的缺陷和问 题。
AOI检测设备通常由传送系统、 检测系统和控制系统等组成,其 中检测系统的作用是通过高分辨 率相机和专用软件对PCB板进行 全方位扫描和图像处理,以发现 并定位缺陷和问题。
03 SMT设备与工具
印刷机
01
印刷机是SMT生产流程中的第一道工序设备,主要负责将预先印有电路的模板 (也称为钢网)上的锡膏或贴片胶均匀地涂抹在PCB板焊盘上,为后续的贴片 和焊接工序做好准备。
02
印刷机的性能和精度直接影响到锡膏的涂抹质量和后续工序的顺利进行。
03
印刷机通常由印刷板、刮刀、传动系统和控制系统等组成,其中刮刀的作用是 将锡膏或贴片胶从模板上刮平并均匀涂抹在PCB板上。
SMT生产流程管理规范

1.岗位流程图1.目的:确保生产现场人员符合作业要求,实现优质、高效、低耗、均衡、安全生产;2.适用范围:适用于本公司SMT车间所有人员3.职责:3.1 SMT生产主管:3.1.1负责依据生产计划的计划要求以及物料供应情况,合理调整生产计划达成计划要求。
3.1.2负责跨部门的协调,解决生产障碍,保证生产的顺利进行。
3.1.3负责SMT生产管理相关文件的规划制定与执行,负责生产过程的人员安排、现场协调各类生产过程中的问题。
3.1.4负责管控产品质量、生产进度、生产物料、生产效率等,并及时向生产经理汇报。
3.1.5负责统计SMT每天的生产效率、工时损耗,统计每月生产物料损耗与来料不良的统计、分析及改善对策。
3.1.6负责生产技术人员和操作人员的月度考核,SMT车间工作安排。
3.2 SMT物料员:3.2.1负责SMT生产物料的领用、清点、台账登记、补料、盘点、每周损耗数量和金额的统计,物控部门到料情况的跟踪。
3.2.2负责做好生产现场转单的物料供应筹备工作与结单时产品数量物料清退跟进工作。
3.2.3负责产品尾数的处理,产品的发放。
3.2.4负责生产辅料的盘点及申购工作。
(生产辅料类别---物资申请流程)3.3 SMT生产技术员:3.3.1负责生产操作人员的现场记录、5S、工作执行情况监督及检查。
3.3.2负责生产设备的换线调试,设备故障的评估以及寻找解决方案,SMT生产计划的合理安排,生产不良品的分析及改善,机器抛料的控制及原因分析和改善。
3.3.3负责流水号的打印,钢网的验收,回流焊炉温的测试,设备日常点检的确认以及周保养。
3.3.4负责操作人员的月度考核,人员考勤,操作人员培训工作。
3.4 SMT工程师:3.4.1负责SMT设备安全管理工作,SMT设备操作指导书制作,SMT固定资产的登记,SMT设备履历卡的建立,新进设备的验收。
3.4.2负责SMT设备的故障维修及分析,月、年度保养、设备的消耗辅材,保养油的申购及更换。
SMT生产过程控制程序(含表格)
SMT生产过程控制程序(IATF16949-2016/ISO9001-2015)1.0目的:全面规范SMT工段生产制程中关于物料管理、生产计划、排线生产流程、品质管理等内容,促进标准化管理水平的提升。
2.0适用范围:适用于SMT工段生产制程的管控。
3.0名词定义:3.1 物料管理“十一防”:即“防火、防水、防锈、防腐、防磨、防爆、防盗、防电、防晒、防倒塌、防变形”。
3.2 炉后DPM:指产品在过回流炉后,抽取一定数量的样品,统计缺陷点数与总点数之间的比值。
计算公式:不良的锡点数(空焊、吃锡不良、短路、锡尖等)/总锡点数 * 1000000 。
3.3 PQC:指Process Quality Control.是制程为了控制品质而设置的专职检查工位。
3.4 MSD:指对环境温湿度比较敏感的物质,如真空包装的PCB、IC、晶体管等物料。
4.0职责:4.1 作业员:按照标准作业规范站完成当班工序作业,保证产品的品质和数据,服从管理人员安排。
4.2 目视检查员:服从PQC班/组长分配,作好产品的产品外观检查,保证产品品质。
4.3 维修员:负责不良产品之维修,统计和分析不良,及时通报不良状况加以控制。
4.4 SMT工程课:4.4.1 工程技术员或工程师,负责生产治工具的架设、机器设备的保养与维护及测试人员的培训。
4.4.2 负责生产流程、作业指导等资料的整理发行,分析制程异常并设法解决,监督工艺执行。
4.5 品保课:按照《制程品质管理程序》,监督生产制程,作好品质控制工作。
4.6 生产物料员:4.6.1 保管产线因工单欠料、待申补料等管理工作,并做好物料和产品的“十一防”工作。
4.6.2 产线生产完工单盘点退料工作。
4.6.3 SMT小物料房所有呆滞料管理,散料区分管理、车间申补料确认工作等。
4.6.4 负责跟催各客户机种出货数量入库,保证在指定时间内完成入库数量。
4.6.5 对每日生产线完成品入库,下班前填写《SMT 当班入库统计表》4.7 生产班长:4.7.1 依照生产计划确认工单齐料状况,并提前4小时到PMC物料房领取工单物料。
SMT+DIP生产流程介绍
4、线路板分割数据:线路板的分板数据(即 一整块线路板上有几小块拼接的线路板),用 来给机器识别同样的贴装数据需要重复贴几次。 5、识别标识数据:也就是MARK数据,是给机 器校正线路板分割偏差使用的,这里需要录入 标识的坐标,同时还要对标识进行标准图形录 入,以供机器做对比参考。 有了这5大基本数据,一个贴片程序基本就 完成了,也就是说可以实现贴片加工的要求了。
5、印刷注意事项:
印刷有手印和机器印刷两种,如果是手印 的话,要注意调整好钢网,确保印刷没有偏移; 同时要注意定时清洁钢网,一般是印刷50片左 右清洁一次,如果有细间距元件则应调整为30 片清洁一次;印刷时注意手不可触摸线路板正 面焊盘位置,避免手上的汗渍污染焊盘,最好 是戴手套作业。如果是机器印刷的话要注意定 时检查印刷效果和随时添加锡膏,确保印刷出 来的都是良品。
b、全热风回流焊
全热风回流焊是一种通过对流喷射管嘴或者耐热风 机来迫使气流循环,从而实现被焊件加热的焊接方法,该 类设备在90年代开始兴起。由于采用此种加热方式,印 制板(PCB)和元器件的温度接近给定加热温区的气体 温度,完全克服了红外回流焊的局部温差和遮蔽效应,故 目前应用较广。在全热风回流焊设备中,循环气体的对 流速度至关重要。 为确保循环气体作用于印制板的任一区域,气流必须 具有足够快的速度,这在一定程度上易造成印制板的抖 动和元器件的移位。此外,采用此种加热方式的热交换 效率较低,耗电较多。
C、红外热风回流焊
这类回流焊炉是在红外炉基础上加上热风使 炉内温度更均匀,是目前较为理想的加热方式。 这类设备充分利用了红外线穿透力强的特点,热 效率高、节电;同时有效克服了红外回流焊的局 部温差和遮蔽效应,并弥补了热风回流焊对气体 流速要求过快而造成的影响,因此这种回流焊目 前是使用得最普遍的。
电子厂(含SMT)生产部工作流程

电子厂(含SMT)生产部工作流程XXX生产部工作流程目录1、生产计划制定流程2、生产完成核定流程3、工艺制作流程4、工艺文件监管流程5、跟工单执行流程6、插件、SMT、焊接领料流程7、插件备料作业流程8、插件流水线作业流程9、插件过波峰焊机操作10、SMT刮锡膏作业流程11、SMT操机作业流程12、炉后维修作业流程13、手工焊接修补作业流程14、生产补料流程15、清洗作业流程16、测试作业流程17、老化作业流程18、三防处理作业流程19、退料流程20、丢料处理流程21、工程变更流程22、加急订单处理流程23、产制品入库流程24、库房收料流程25、库房发料流程26、库房盘点流程27、库房盘点结果处理流程28、现场违纪处理流程29、现场8S管理流程1-XXX生产部管理流程1、生产计划流程客户生产计划人员业务人员开始接到市场部的《生产加工通知单》确认《生产加工通知单》订单/物料/资料通知工艺员准备工艺文件根据工序确定工时计划确定上线和交货时间奉告市场部排程时间有冲突工期无冲突编入到生产计划表内通知相关班组定时上线告知市场部生产进度跟进生产进度竣事2-XXX2、生产完成核定流程班组生产主管库房业务员入手下手接到清洗组包装或组装组完成通知有质量问题总检最后抽检核实(OQC)确认合格打印《产成品入库单》根据《产成品入库单》核对缺料并落实责任人、检查多余物料贴物料转移标签样板归还工艺网板、工具入库产成品入库结束3-XXX3、工艺文件制造流程客户工艺员生产主管生产部/库房开始接到市场部通知客户确认收到图纸、资料、工艺请求图纸/位号/BOM/榜样/说明资料收拾整顿,榜样照片,请求确认客户确认制造总工序流程图分工位制造《作业指导书》SMT位图、程序THT位图、要求有题目工艺文件考核确认合格标准打印全套工艺文件归档竣事4-XXX4、工艺文件监管流程生产主管工艺员班组长开始工艺文件全套归档填写工艺文件检查表工程经理签字定期检查装入工艺文件柜生产领用有问题上报主管,并追究责任审批安全使用,完整归还确认签字归档竣事5-XXX5、跟工单执行流程生产主督工艺生产班组库房品质开始通知产物上线工艺员填写《质量跟工单》与〈工艺文件〉一起发给班组长领料员从班组长手中接过〈跟工单〉和〈领料单〉入手下手领料有题目及时报告主管到库房领料后并在〈跟工单〉和〈领料单〉上交代具名跟工单〉交接到SMT组跟工单〉交接到插件组跟工单〉交接到焊接组跟工单〉交代到检验组跟工单〉交接到清洗组跟工单〉交接到组装测试组总检确认结束产成品入库与〈跟工单〉交接到库房归档6-XXX6、插件、SMT、焊接领料流程生产计划工艺插件领料员库房开始接到产品上线领料通知给出物料清单和作业指导书核对物料清单和作业指导书有题目到库房领料清点数量/核对型号具名确认贴物料转移标签物料转移到备料处结束注意:1、物料清单要详细;2、物料实物型号与清单一致。
电子厂生产流程(3篇)
第1篇随着科技的飞速发展,电子产品在人们的生活中扮演着越来越重要的角色。
电子厂作为电子产品生产的核心场所,其生产流程的优化和改进对于提高产品质量、降低生产成本、提升市场竞争力具有重要意义。
本文将从电子厂的生产流程入手,详细阐述其各个环节。
一、原材料采购与检验1. 原材料采购电子厂生产流程的第一步是原材料采购。
根据产品设计和生产需求,采购部门需与供应商进行沟通,了解市场行情,选择质量稳定、价格合理的原材料。
采购的原材料主要包括:电子元器件、塑料、金属、胶粘剂、包装材料等。
2. 原材料检验原材料采购后,质量检验部门会对原材料进行严格检验,确保其符合生产要求。
检验内容包括:外观检查、尺寸测量、性能测试等。
对于不合格的原材料,及时退回供应商或进行淘汰处理。
二、生产准备1. 生产计划生产部门根据订单数量、交货时间等因素,制定详细的生产计划。
生产计划包括:生产任务分配、生产时间安排、物料需求计划等。
2. 生产设备准备生产设备包括:生产线、检验设备、包装设备等。
生产部门需确保设备正常运行,并对设备进行定期维护保养。
3. 人员培训生产前,对生产人员进行技术培训,使其掌握相关操作技能和安全生产知识。
三、生产过程1. 零件加工根据生产计划,生产部门将原材料投入到生产线上进行加工。
加工过程包括:冲压、焊接、组装、涂装、检验等。
在加工过程中,严格遵循操作规程,确保产品质量。
2. 检验与调试在生产过程中,检验部门对产品进行质量检验。
检验内容包括:外观检查、性能测试、功能测试等。
对于不合格产品,及时反馈生产部门进行整改。
3. 组装与调试将加工好的零件进行组装,组装完成后进行调试。
调试过程中,对产品性能进行测试,确保产品符合设计要求。
四、包装与运输1. 包装产品组装完成后,进行包装。
包装过程包括:产品包装、防潮、防震、防尘等。
包装材料需符合环保要求。
2. 运输将包装好的产品运输至客户指定地点。
运输过程中,确保产品安全,避免损坏。
SMT组装生产工艺流程汇总

双面PCB板的区别 双面PCB板与单面PCB板的区别,在于单面板线路只在PCB板的一 面,而双面PCB的线路则可以在PCB板的两个面中,中间用过孔将双 面的PCB板线路连接起来。 双面PCB板的参数双面PCB板制作与单面PCB板除了制作的流程不 一样外,还多一沉铜工艺,也就是将双面线路导通的工艺。
4
术语和定义
摘录:IPC-A-610E电子组件的可接受性
主面(A面): 总设计图上定义的封装与互连结构(PCB)面。
(通常为包含最复杂或数量最多的元器件那一 面。该面在通孔插装技术中有时又称作元器件 面或焊接终止面) 。
辅面(B面): 与主面相对的封装与互连结构(PCB) 面。
(在通孔插装技术中有时称作焊接面或焊接起 始面) 。
在最基本的PCB上,零件集中在其中一面,导线则集中 在另一面上。因为导线只出现在其中一面,所以我们就 称这种PCB为单面PCB。因为单面PCB在设计线路上有 许多严格的限制(因为只有一面,布线间不能交而必须 绕独自的路径。
3
单面/多层 PCB
在最基本的PCB上,零件集中在其中一面,导线则集中在另一面上。 因为导线只出现在其中一面,所以我们就称这种PCB为单面PCB。因 为单面PCB在设计线路上有许多严格的限制,因为只有一面,布线间 不能交而必须绕独自的路径。
印刷锡
贴装元件
再流焊
插件
波峰焊
12
SMC和THC不在同一面(单面混合安装工艺)
工艺流程:丝印红胶 贴片 红胶固化 翻板 插件 波峰焊 检测 返修
印刷锡 翻板
贴装元件 插件
插件
波峰焊
13
THC在A面,A/B两面都有SMC(双面混合安装工艺)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产部工作流程
目录
1、生产计划制定流程
2、生产完成核定流程
3、工艺制作流程
4、工艺文件监管流程
5、跟工单执行流程
6、插件、SMT、焊接领料流程
7、插件备料作业流程
8、插件流水线作业流程
9、插件过波峰焊机操作
10、SMT刮锡膏作业流程
11、SMT操机作业流程
12、炉后维修作业流程
13、手工焊接修补作业流程
14、生产补料流程
15、清洗作业流程
16、测试作业流程
17、老化作业流程
18、三防处理作业流程
19、退料流程
20、丢料处理流程
21、工程变更流程
22、加急订单处理流程
23、产成品入库流程
24、库房收料流程
25、库房发料流程
26、库房盘点流程
27、库房盘点结果处理流程
28、现场违纪处理流程
29、现场8S管理流程
生产部管理流程
1、生产计划流程
客户生产计划人员业务人员
2、生产完成核定流程
班组生产主管库房业务员
客户工艺员生产主管生产部/库房
生产主管工艺员班组长
5、跟工单执行流程
生产主管工艺生产班组库房品质
6、插件、SMT、焊接领料流程
生产计划工艺插件领料员库房
7、插件备料流程
插件备料员插件组长
8、插件上线流水作业流程
工艺插件组长线检
9、波峰焊机作业流程
生产计划波峰焊操作员焊接组长巡检
10、SMT刮锡膏作业流程
11、SMT操机作业流程
12、SMT炉后修补作业流程
13、焊接组手工修补作业流程
14、补料流程
生产经理各领料员组长库房
15、清洗装箱作业流程
生产主管清洗操作员组长工艺巡检
生产主管测试操作员组长工艺巡检
生产主管老化操作员组长工艺巡检
生产主管三防操作员组长工艺巡检
19、退料流程
生产经理各领料员组长库房
生产经理各领料员组长库房
生产计划工艺员业务员客户
班组生产计划业务员客户
生产计划班组品质库房
客户业务员库房品质采购部
生产计划销售领料员库房采购
销售库房财务采购
行政部库房财务采购
生产经理生产员工组长
***********公司
- 31 - 29、现场“8S ”管理执行流程
生产经理 生产主管 组长。