PROE麻花钻的制作步骤
PROE麻花钻的制作步骤
一.先确定几个重要的几何参数
螺旋角β,根据tgβ=ЛD/螺距取指,这里,取螺距=65MM 直径D,取D=10MM
工作长度小l,这里,取l=45MM
总长度L,取L=89MM
钻心厚度K,取K=2MM
顶角2Φ,取2Φ=118°
棱边宽度f,取f=1MM
棱边高度k,取k=0.3MM
横刃斜角Ψ
各种几何参数的取值,具体参考刀具设计手册
二.创建曲线
1.选择创建曲线,从方程创建曲线
2.坐标系选择
坐标系类型选择:笛卡尔
方程:x=5*cos(t*360)
Y=5*sin(t*360)
Z=65*t
这里的5就是半径,D/2所以为5,65就是螺距
保存记事本,退出,生成曲线。
三.拉伸
根据上图,拉伸,以那个底面FRONT,拉伸拉伸的长度=L-小l+65=109
四.切旋转部分
用可变剥面扫描工具
参照如图所示:
轨迹线选择那条曲线,然后面选择恒定法向,方向参照就是那个底面了
然后点那个笔,如图,开始画截面
截面如下图
这里的截面我用的是一个直径为8的圆,这是简化后的截面,理论上来说截面是个不规则的曲面。
4、要注意的是,选择实体和却除
阵列
得出。
普通钻头程序设计(例:上海交运汽车动力的F型内冷麻花钻)
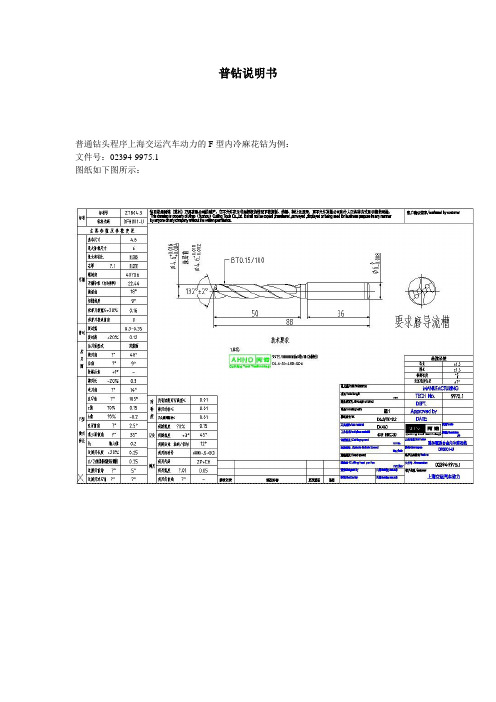
普钻说明书普通钻头程序上海交运汽车动力的F型内冷麻花钻为例:文件号:02394-9975.1图纸如下图所示:第一部分:程序的初步建立打开TOOL STUDIO软件,点击IDN中子目录NEW IDN 或图标开始新建程序。
选择钻头选项。
注:Drill 钻头、End Mill 铣刀、Step Tool 成型刀。
选择端刃形式。
注:Standard 弧面式、Faceted四平面式、Center三尖。
Form A A型、Form B 刀尖平台、Form C 高速钢、Double spit 双进刀角F 型、Radius Core S或R型。
选择测量步骤。
注:Radial Probing 测量周向偏移、Run out Probing 测量圆周跳动、Cooling Holes Probing 探测内冷孔位置。
一般情况下只需选择周向偏移,在制作内冷孔刀具时选择测量内冷孔位置。
输入齿数。
在IDN一栏中输入图纸的TECH NO,并根据图纸设置棒料和刀具直径,最后按Finish 键注:Blank Diameter 夹持直径(一般和刃部直径一样)、Tool Diameter 刃部直径、Back Taper 倒锥(一般默认值)、Cutting Direction 切削方向(默认,除非有特殊要求)、Helix Direction (默认,除非有特殊要求)。
程序初步建立如上图所示。
第二部分:常用参数的给定以及程序的调整选择夹头:点击工具栏中图标;在左侧Chuck选项中选择相应的夹头,一般根据刀具的直径选择夹头。
注:1、Nikken IT50-C32-105表示尼肯夹头,头部直径32mm;Schunk D20表示雄克夹头,头部直径20mm;这两个是最常用的选项,有时需要根据实际的情况来选择更大或者更小的夹头,有时甚至需要使用加长型的夹头。
2、夹头本公司常用的一般分为两种:弹簧式和液压式。
液压式的跳动好,加工刀具时外露的长度在相同的情况下要比弹簧式的长3~5mm,但是装卸刀具时比较麻烦一点;弹簧式一般较为常用特别是在修模批量刀具的时候,可以节约操作时间并降低劳动强度,从而提高生产效率。
麻花钻
β
散热条件
刀具寿命
标准麻花钻的螺旋角β=18°~ 30°。
黄铜、软青铜: β=10°~ 17° 轻合金、紫铜: β=35°~ 40° 高强度钢、铸铁:图β=10°~ 15° 2-13
(3)前角γ
o
是在正交平面内测量的 前刀面与基面间的夹角 。 (图2-19)
由于钻头的前刀面是螺旋面,且各点处的基面和正交 平面位置亦不相同,故主切削刃上各处的前角也是不相同 的,由外缘向中心逐渐减小。在图样上,钻头的前角不予 标注,而用螺旋角表示。
群钻
群钻(倪志福钻头)是共和国五十周年重大 发明之一,至今还是世界先进钻头,受到中 外专家高度重视。将标准麻花钻的切削部分修磨
成特殊形状的钻头。群钻是中国人倪志福于1953 年创造的,原名倪志福钻头,后经本人倡议改名为 “群钻”,寓群众参与改进和完善之意。标准麻花 钻的切削部分由两条主切削刃和一条横刃构成,最 主要的缺点是横刃和钻心处的负前角大,切削条件 不利。群钻是把标准麻花钻的切削部分磨出两条对 称的月牙槽,形成圆弧刃,并在横刃和钻心处经修 磨形成两条内直刃。这样,加上横刃和原来的两条 外直刃,就将标准麻花钻的“一尖三刃”磨成了 “三尖七刃”(见图)。修磨后钻尖高度降低,横刃 长度缩短,圆弧刃、内直刃和横刃处的前角均比标 准麻花钻相应处大。因此,用群钻钻削钢件时,轴 向力和扭榘分别比标准麻花钻降低30~50%和 10~30%,切削时产生的热量显着减少。标准麻花 钻钻削钢件时形成较宽的螺旋形带状切屑,不利于 排屑和冷却。群钻由于有月牙槽,有利于断屑、排 屑和切削液进入切削区,进一步减小了切削力和降 低切削热。由于以上原因,刀具寿命可比标准麻花 钻提高2~3倍,或生产率提高 2倍以上。群钻的三 个尖顶,可改善钻削时的定心性,提高钻孔精度。 为了钻削铸铁、紫铜、黄铜、不锈钢、铝合金和钛 合金等各种不同性质的材料,群钻又有多种变型, 但“月牙槽”和“窄横刃”仍是各种群钻的基本特
磨麻花钻头的技巧和方法
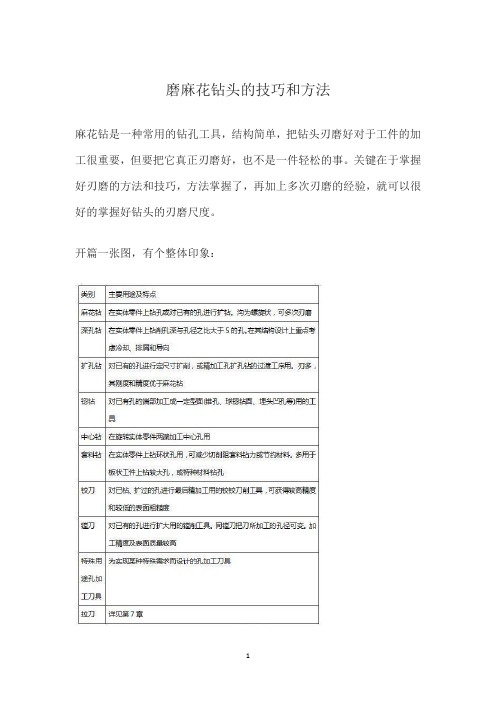
磨麻花钻头的技巧和方法麻花钻是一种常用的钻孔工具,结构简单,把钻头刃磨好对于工件的加工很重要,但要把它真正刃磨好,也不是一件轻松的事。
关键在于掌握好刃磨的方法和技巧,方法掌握了,再加上多次刃磨的经验,就可以很好的掌握好钻头的刃磨尺度。
开篇一张图,有个整体印象:麻花钻刃磨步骤麻花钻的顶角一般是118°,也可把它当作120°来看待。
刃磨钻头能掌握好以下6个技巧一般就没有什么问题了。
1. 磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。
这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。
2. 这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。
这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。
这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。
3. 刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。
钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。
发现刃口温度高时,要及时将钻头冷却。
4. 这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动。
而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。
这是最关键的一步,钻头磨得好与坏,与此有很大的关系。
在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些。
5. 一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称。
麻花钻的修磨方法PPT课件
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
一、麻花钻的刃磨要求: 1、麻花钻的两主切削刃应对称,也 就是两切削刃与麻花钻的轴线成相同 的角度,并且长度相等。 2、横刃斜角为55°。
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
二、麻花钻的刃磨角度
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
“锋角”指顶角的一半(118°±2°)。
约为60°的角这个位置很重要,直接影 响钻头顶角大小及主切削刃形状和横刃 斜角。
练习:三角板中的30°和60°角
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
❖ 步骤一、步骤二是指钻头刃磨前的相对位置, 二者要统筹兼顾,不要为了摆平刃口而忽略 了已摆好的斜角,或者为了摆好斜放的斜角 而忽略了摆平刃口。
后角不能磨得过小和过大。 这个动作在钻头刃磨过程也很重要,往往有学生把“上下摆动”变成了 “上下转动”,使钻头的另一个主切削刃被破坏。
❖ 车工工艺学—麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
响四钻、❖头 阅顶读过角相大关小钻小及头主刃:切磨削资轴刃料形状向和横力刃 过大,不易切入,钻头发热严重,无法
车工工艺学—麻花钻的刃磨方法
“上下摆动”变成了 “轮面”指砂轮的外圆表面,
车工工艺学—麻花钻的刃磨方法
“上下转动”,使钻头的另一个
一四、、麻 阅花读主钻相的关刃钻切磨头要刃削求磨:资刃料 被破坏。同时钻头的尾部不能高翘于砂轮的
四一、、阅 麻读花水相钻关的钻刃平头磨刃要中磨求资:心料 线以上,否则会是刃口磨钝,,无法切削。
1、麻花钻的两主切削刃应对称,也就是两切削刃与麻花钻的轴线成相同方法
麻花钻的刃磨方法
C17钻头的基本磨制作业指导书
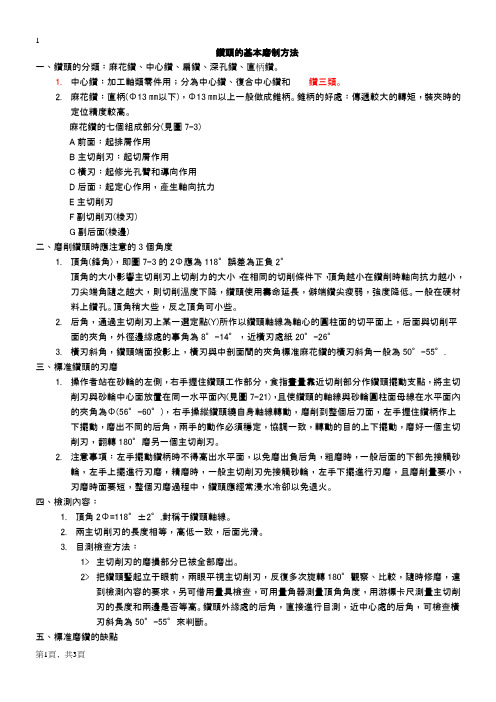
鑽頭的基本磨制方法一﹑鑽頭的分類﹕麻花鑽﹑中心鑽﹑扁鑽﹑深孔鑽﹑直柄鑽。
1.中心鑽﹕加工軸類零件用﹔分為中心鑽﹑復合中心鑽和鑽三類。
2.麻花鑽﹕直柄(Φ13㎜以下)﹐Φ13㎜以上一般做成錐柄。
錐柄的好處﹕傳遞較大的轉矩﹐裝夾時的定位精度較高。
麻花鑽的七個組成部分(見圖7-3)A前面﹕起排屑作用B主切削刃﹕起切屑作用C橫刃﹕起修光孔臂和導向作用D后面﹕起定心作用﹐產生軸向抗力E主切削刃F副切削刃(棱刃)G副后面(棱邊)二﹑磨削鑽頭時應注意的3個角度1.頂角(鋒角)﹐即圖7-3的2Φ應為118°誤差為正負2°頂角的大小影響主切削刃上切削力的大小﹐在相同的切削條件下﹐頂角越小在鑽削時軸向抗力越小﹐刀尖端角隨之越大﹐則切削溫度下降﹐鑽頭使用壽命延長﹐僻端鑽尖瘦弱﹐強度降低。
一般在硬材料上鑽孔。
頂角稍大些﹐反之頂角可小些。
2.后角﹐通過主切削刃上某一選定點(Y)所作以鑽頭軸線為軸心的圓柱面的切平面上﹐后面與切削平面的夾角﹐外徑邊緣處的事角為8°-14°﹐近橫刃處紙20°-26°3.橫刃斜角﹐鑽頭端面投影上﹐橫刃與中剖面間的夾角標准麻花鑽的橫刃斜角一般為50°-55°.三﹑標准鑽頭的刃磨1.操作者站在砂輪的左側﹐右手握住鑽頭工作部分﹐食指晝量靠近切削部分作鑽頭擺動支點﹐將主切削刃與砂輪中心面放置在同一水平面內(見圖7-21)﹐且使鑽頭的軸線與砂輪圓柱面母線在水平面內的夾角為Φ(56°-60°)﹐右手操縱鑽頭繞自身軸線轉動﹐磨削到整個后刀面﹐左手握住鑽柄作上下擺動﹐磨出不同的后角﹐兩手的動作必須穩定﹐協調一致﹐轉動的目的上下擺動﹐磨好一個主切削刃﹐翻轉180°磨另一個主切削刃。
2.注意事項﹕左手擺動鑽柄時不得高出水平面﹐以免磨出負后角﹐粗磨時﹐一般后面的下部先接觸砂輪﹐左手上擺進行刃磨﹐精磨時﹐一般主切削刃先接觸砂輪﹐左手下擺進行刃磨﹐且磨削量要小﹐刃磨時面要短﹐整個刃磨過程中﹐鑽頭應經常浸水冷卻以免退火。
全磨制直柄麻花钻头的加工流程

全磨制直柄麻花钻头的加工流程1.钻头切削材料的第一步是选用高质量的钢材。
The first step in cutting the drill bit is to use high-quality steel material.2.选好的钢材需要经过锻造、淬火和回火等热处理工艺。
The selected steel material needs to undergo heat treatment processes such as forging, quenching and tempering.3.经过加热处理后的钢材会变得更加坚固耐用。
The heat-treated steel will become stronger and more durable.4.制造麻花钻头的下一步是进行车削加工,将钢材车成圆柱形。
The next step in making the twist drill bit is to perform turning to make the steel material into a cylindrical shape.5.车削加工需要精确的控制工艺,以确保钻头的直径与长度达到标准要求。
Turning requires precise control processes to ensure that the diameter and length of the drill bit meet the standard requirements.6.钻头的刃部需要进行精密的磨削加工,以确保钻孔的平整度和尺寸精度。
The cutting edge of the drill bit needs to be precisely ground to ensure the smoothness and dimensional accuracy of the drilled hole.7.磨削加工需要使用特殊的磨具,通过不断调整,将刃部加工成合适的螺旋形状。
麻花钻头的磨法【干货技巧】
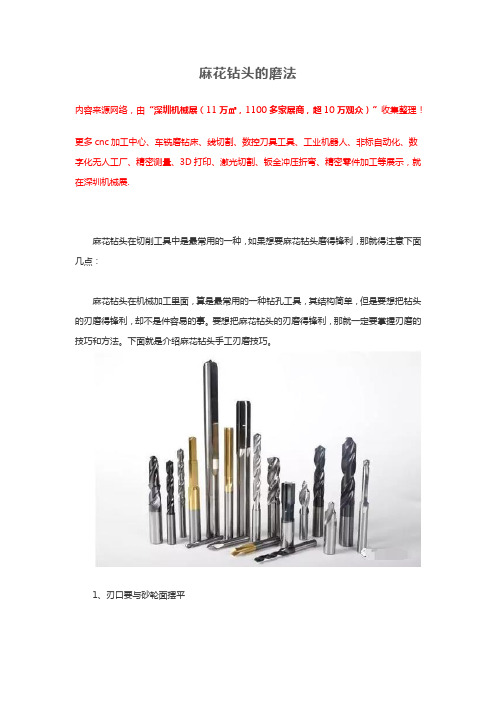
麻花钻头的磨法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.麻花钻头在切削工具中是最常用的一种,如果想要麻花钻头磨得锋利,那就得注意下面几点:麻花钻头在机械加工里面,算是最常用的一种钻孔工具,其结构简单,但是要想把钻头的刃磨得锋利,却不是件容易的事。
要想把麻花钻头的刃磨得锋利,那就一定要掌握刃磨的技巧和方法。
下面就是介绍麻花钻头手工刃磨技巧。
1、刃口要与砂轮面摆平首先,在磨钻头之前,找到钻头与砂轮的相对水平位置,也就是说钻头的主切削面与砂轮面的水平面,在刃口接触砂轮面的那一刻,要保证其钻头的整个刃口都能磨到。
钻头与砂轮的位置是磨刃的第一,位置摆放好后,钻头再慢慢地往砂轮上靠近。
2、钻头轴线要与砂轮面斜出60°的角角度不对,对钻头顶角的大小、主切削刃面、横刃斜角面造成最直接的影响。
所以钻头的轴线与砂轮表面取60°的角度即可。
这里有个要注意的事项:钻头刃磨的相对水平面与角度,这两者都要兼顾到,千万不可为了摆平刀刃忽略角度,反之也不行。
3、由刃口往后磨后面磨钻头刃口在接触砂轮后,从主切削面开始,缓慢的向后刀面往下磨,简而言之,就是先从钻头的刃口开始接触砂轮后,由刃头缓慢的向后刀面往下磨。
在开始磨刀刃的时候,可以先轻轻的接触砂轮,进行少量的刃磨,并且要注意观察打磨出来的火花的均匀性,以便调整手部压力,钻头的冷却程度也是不可忽视的,不能打磨的太过,否则会因打磨的太过,而造成刃口色变,至刃口退火。
另外,还值得注意的是,刃口温度太高时,钻头要即时进行冷却,否则将功亏一篑。
4、钻头的刃口要上下摆动,钻头尾部不能起翘在磨削钻头时我们手握钻头顶部,手在砂轮面进行均匀的上下摆动,握在柄部的手不仅不能随意摆动,还要防止后柄往上翘,其意思是,钻头的尾部不可高于砂轮的水平中心线上,否则会磨钝刃口,无法切削。
proe麻花钻制作过程图解教程
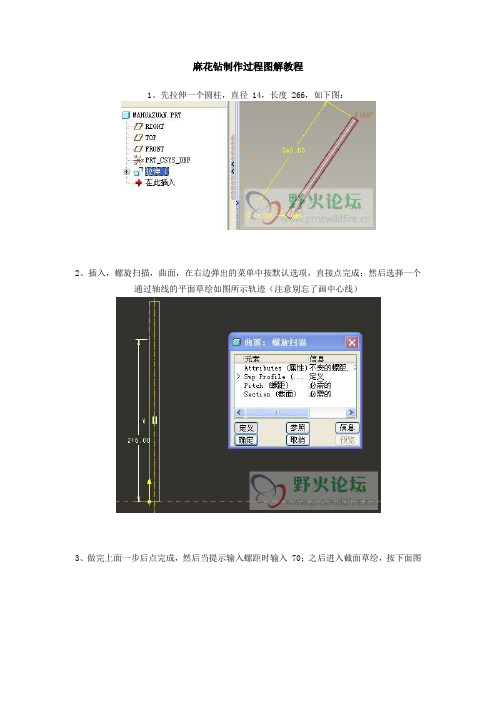
麻花钻制作过程图解教程
1、先拉伸一个圆柱,直径 14,长度 266,如下图:
2、插入,螺旋扫描,曲面,在右边弹出的菜单中按默认选项,直接点完成;然后选择一个
通过轴线的平面草绘如图所示轨迹(注意别忘了画中心线)
3、做完上面一步后点完成,然后当提示输入螺距时输入 70;之后进入截面草绘,按下面图
画一条线,长度为 4,然后点对号完成,确定。
4、做好的螺旋曲面如下图:
5、按住 ctrl 选中圆柱面和前面创建的螺旋曲面,如下图
然后点菜单,“编辑”、“相交”,创建出如下螺旋曲线:
完成后隐藏前面创建的螺旋曲面。
6、选中创建的曲线,然后启动可变剖面扫描工具,选项设置如下图
以下内容需要回复才能看到
接下来草绘,绘制如下截面,之后点对号完成如下:
7、选定可变截面扫描特征,启动阵列工具,如下图设置做轴阵列:
8、然后完成并隐藏前面做的螺旋曲线,效果如下图:。
如何磨钻头

如何磨钻头以前写过“麻花钻的刃磨要点”,很含糊。
因为是对照网络教程自学,言多必失,怕人笑话,今晚鼓起啤酒肚,准备着接受车间达人的指正。
此文过长,如果只关注群钻的刃磨方法,直接跳至二分之一处。
很轻松的基础1. 如果具备条件,用数控下料机加工出下图的小工具,能给初学者非常大的帮助。
某宝有卖,价格较贵,考虑到熟练度上来后,使用价值不大,于是就山寨简约版一套。
主要用途,可以检验90°与120°,可对比两主切削刃的长度是否相等。
某宝地址钻头角度规简易样板2. 可以参看这位老师的视频,主要看老师的3个手法,一是两手如何拿钻头,二是拿钻头的部位,三是钻头在砂轮上的摆动是如何实现的。
我基本上完全参照这位老师的手法,非常感谢。
如果感觉双手悬空非常不便,可以按照下图所示,手指搭在砂轮机外罩实现稳定,不强制规定左右手,目的是稳定手部动作。
注意看图片左手中指。
钻头轴线与砂轮是90°,后面会讲。
3. 找一根好用的钻头做参照,再找块废料试钻头。
每次认为刃磨好了,马上试钻,比照。
最枯燥的正文(以下1、2条均摘抄自网络,不知出处,没法署名了。
)1. 标准麻花钻钻型的刃磨方法以及参数,此文字教程对照老师的视频教程很配哦。
体会口诀中这一系列手部动作,想象一下。
其实是90°和120°沉孔钻头的区别。
这一系列手部动作,熟练,再熟练。
在试错中慢慢总结出正确,必经之路。
2. 群钻。
此条内容主要是学习自《群钻,胡氏快速刃磨法》,是网络上的一份PPT文件。
浏览地址。
由于所在车间只加工普通碳钢板和不锈钢板,孔直径范围3-12,其余钻型未经验证,所以只介绍改良型群钻的磨法。
先介绍群钻刃型相对标准型的优点。
1.可钻1mm以下薄板。
2.钻透板材的瞬间不会有“飞件”的趋势。
3.大直径钻孔不需要先用小钻头钻底孔。
4.定心、定向好。
群钻钻型的刃磨相比标准型要简单,手部动作简单,钻头各项参数也易观察。
因为需要照片比照,借用《群钻,胡氏快速刃磨法》中的照片,重要的会单独贴出来,部分只写PPT中的页码。
10 基于Pro_E的标准麻花钻三维实体模型的创建
(2 ) 利用 “可变剖面扫描” 与实体化剪切等操作, 创建 刃背面, 见图 9。 2.7 创建钻尖 测得 H 点到圆柱上表面的距离为 17.8982mm, H点 到钻头轴线的距离为 35mm, 因此, 可列出后角 αf=10° 的 螺旋线方程:
6 6 6 6 6 6 6 6 6
行仿真技术模拟其加工情况,还可对钻头刚度和钻削机 理等进行研究,对提高孔加工效率和改进钻头结构设计 有重要意义。
图5
G P 准14.2 N A H A AH A
图1
G O
图2
G
M
图3
图4பைடு நூலகம்
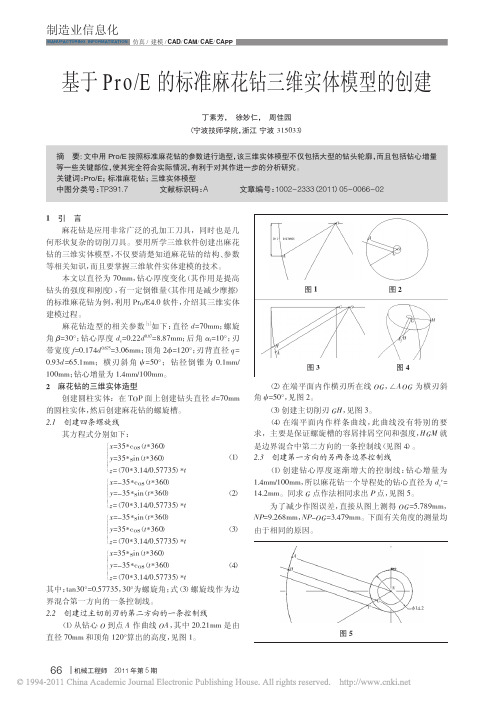
(2 ) 在端平面内作横刃所在线 OG, ∠AOG 为横刃斜 角 ψ=50°, 见图 2。 (3 ) 创建主切削刃 GH, 见图 3。 (4 ) 在端平面内作样条曲线, 此曲线没有特别的要 求,主要是保证螺旋槽的容屑排屑空间和强度, HGM 就 ) 。 是边界混合中第二方向的一条控制线 (见图 4 (1 ) 2.3 创建第一方向的另两条边界控制线 (1 ) 创建钻心厚度逐渐增大的控制线: 钻心增量为 1.4mm/100mm, 所以麻花钻一个导程处的钻心直径为 dc′= (2 ) 14.2mm。同求 G 点作法相同求出 P 点, 见图 5。 为了减少作图误差, 直接从图上测得 OG =5.789mm, NP=9.268mm, NP-OG=3.479mm。下面有关角度的测量均 (3 ) 由于相同的原因。
图 12 和 CH8 四段线进行边界混 合, 生成麻花钻钻尖的部分曲面, 并延伸 CH8 线, 使曲面 图 10
r=9.268-3.479* t z= (70*3.14/0.57735) *t
theta=t*360
用式 (5 ) 创建一条螺旋线, 把该螺旋线 绕圆柱轴线旋转 30.89°, 得到一条通过 P 点 和 G 点的新的螺旋线,此线就是其中的一 条控制线, 见图 6。 (2 )把 式 (3 )螺 旋 线 绕 圆 柱 轴 线 旋 转
车刀的刃磨 及麻花钻的磨法
1. 选择砂轮刃磨高速钢车刀时,宜采用46#~60#粒度、中软~中硬的氧化铝(刚玉)砂轮。
刃磨硬质合金车刀时,宜采用粒度为60#~80#、中软~中硬的绿色碳化硅砂轮。
粗磨时,采用小粒度号的砂轮;精磨时,采用较大粒度号的砂轮。
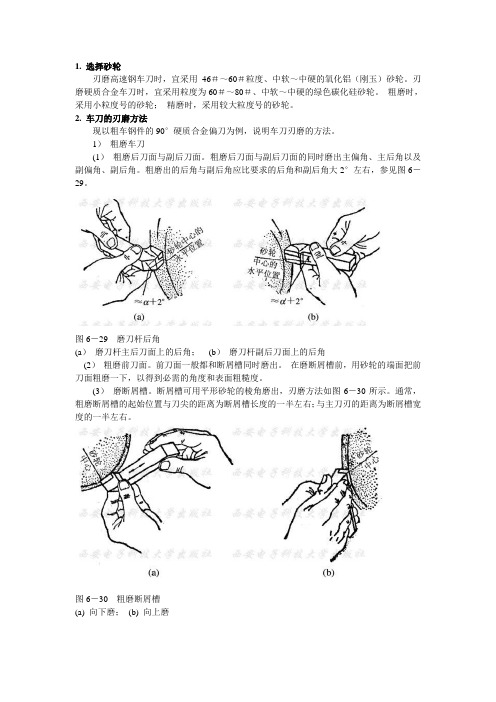
2. 车刀的刃磨方法现以粗车钢件的90°硬质合金偏刀为例,说明车刀刃磨的方法。
1)粗磨车刀(1)粗磨后刀面与副后刀面。
粗磨后刀面与副后刀面的同时磨出主偏角、主后角以及副偏角、副后角。
粗磨出的后角与副后角应比要求的后角和副后角大2°左右,参见图6-29。
图6-29磨刀杆后角(a)磨刀杆主后刀面上的后角;(b)磨刀杆副后刀面上的后角(2)粗磨前刀面。
前刀面一般都和断屑槽同时磨出。
在磨断屑槽前,用砂轮的端面把前刀面粗磨一下,以得到必需的角度和表面粗糙度。
(3)磨断屑槽。
断屑槽可用平形砂轮的棱角磨出,刃磨方法如图6-30所示。
通常,粗磨断屑槽的起始位置与刀尖的距离为断屑槽长度的一半左右;与主刀刃的距离为断屑槽宽度的一半左右。
图6-30粗磨断屑槽(a) 向下磨;(b) 向上磨2)精磨车刀(1)精磨断屑槽。
为使断屑槽的形状修整得更正确,表面粗糙度更细些,粗磨后的断屑槽还需精磨,精磨断屑槽的方法与粗磨相同。
(2)磨负倒棱。
负倒棱一般用杯形砂轮的端面磨出,砂轮的粒度为100#~200#,刃磨方法如图6-31所示。
图6-31磨负倒棱(a)沿刀刃方向的磨刀位置;(b)垂直刀刃方向的磨刀位置(3)精磨后刀面与副后刀面,刃磨方法如图6-32所示,采用的砂轮与磨负倒棱时相同。
当主刀刃全部磨出并且负倒棱宽度达到要求时停止刃磨。
(4)磨过渡刃,刃磨方法如图6-33所示,图6-33(a)所示为刃磨直线形过渡刃,图6-33(b)为刃磨圆弧形过渡刃。
图6-32精磨后刀面和副后刀面(a)精磨后刀面;(b)精磨副后刀面图6-33磨过渡刃(a)刃磨直线形过渡刃; (b)刃磨圆弧形过渡刃(5)磨修光刃,刃磨方法如图6-34所示。
麻花钻头磨法图解
麻花钻头磨法图解1. 引言麻花钻头是一种常用于木材加工的工具,可以用来钻孔、穿孔和扩孔。
但是,随着时间的推移,钻头会因磨损而失去其初始的效果和效率。
因此,掌握正确的磨法是非常重要的,可以延长麻花钻头的使用寿命,提高工作效率。
本文将详细介绍麻花钻头的磨法,以图解的形式展示每个步骤,帮助读者了解并正确操作。
2. 准备工具和材料在开始磨麻花钻头之前,我们需要准备以下工具和材料:•麻花钻头•手套•磨刀石•润滑油确保工作区域清洁整齐,并戴上手套以保护双手。
3. 磨法步骤步骤1:清洁钻头使用清洁剂和刷子清洁钻头的表面,将灰尘和污垢清除干净。
确保钻头表面干净整洁,以便更容易进行磨削。
步骤1步骤1步骤2:确定刃口角度使用螺旋测微器测量钻头的刃口角度。
刃口角度是钻头切削效果的关键因素,不同的材料需要不同的刃口角度。
根据材料的硬度和钻孔要求来选择合适的刃口角度。
步骤2步骤2步骤3:开始磨削将麻花钻头定位于磨刀石上,用手握住钻头的柄部,以适当的角度将钻尖轻轻放在磨刀石上开始磨削。
确保钻尖与磨刀石保持稳定的接触,并用适度的力度进行磨削。
步骤3步骤3步骤4:创造新的尖角通过转动手腕,逐渐将钻头从磨刀石上移动,以创造一个新的尖角。
注意保持持续的刀尖接触,并控制好磨削的速度和力度。
步骤4步骤4步骤5:磨削两侧将钻头磨削至两侧呈对称形状。
使用相同的磨削技术,分别按图所示磨削钻头的两侧,以保持均匀的形状和尖锐的刃口。
步骤5步骤5步骤6:润滑擦拭使用润滑油和干净的布擦拭麻花钻头的表面,以去除磨削过程中产生的金属屑和残留物。
确保钻头表面干净,以防止金属屑对下次使用产生影响。
步骤6步骤64. 注意事项•在磨削钻头之前,要确保钻头的柄部没有损坏或变形,以免影响使用和磨削结果。
•磨刀石的选择很重要,应根据钻头的材料和硬度选择合适的磨刀石,以获得最佳的磨削效果。
•磨削过程中要均匀施加力量,以保持钻头的均匀磨削,避免过度磨削或不足磨削。
•定期检查和维护麻花钻头,包括清洁和磨削,以保持其最佳的使用寿命和工作效率。
Pro绘制麻花钻全过程
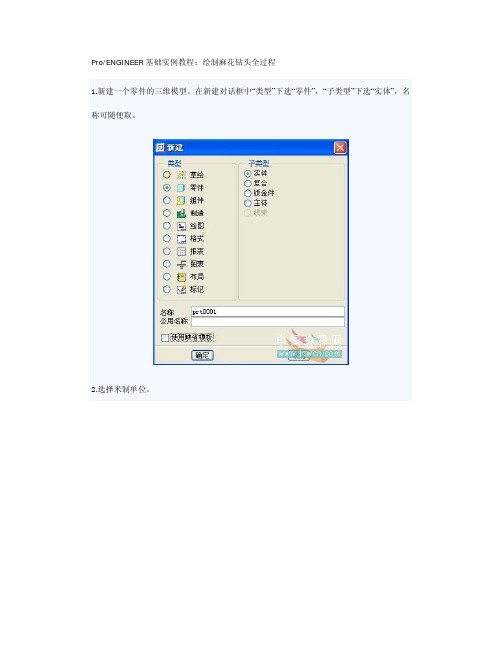
Pro/ENGINEER基础实例教程:绘制麻花钻头全过程1.新建一个零件的三维模型。
在新建对话框中“类型”下选“零件”,“子类型”下选“实体”,名称可随便取。
2.选择米制单位。
3.单击拉伸工具按钮。
4.在绘图区右击,从弹出的快捷菜单中选择“定义内部草绘”命令。
选择front基准面为草绘平面,right为参照平面,方向选“右”,单击“草绘”。
5.创建如图所示尺寸的特征截面。
单击完成按钮。
6.选取深度类型为定值拉伸,深度为90,单击完成按钮。
7.单击旋转命令按钮。
8.在绘图区右击,从弹出的快捷菜单中选择“定义内部草绘”命令。
选择top为草绘平面,right 为参照平面,方向选“顶”,单击“草绘”。
9.创建如图所示尺寸的截面草图。
(切记一定要画轴的轴心线,不然旋转特征不能生成!!!)。
单击完成按钮。
10.参数设置如图。
单击完成。
11.在菜单栏上选择“插入”---“螺旋扫描”---“切口”命令。
12.具体设置如图。
单击完成。
13.选取right基准面为草绘平面,方向向右,front基准面为参照平面。
14.绘制如图所示的扫描线。
(切记一定要画轴的轴心线,不然扫描特征不能生成!!!).单击完成。
15.输入螺旋节距值30。
单击完成。
16.绘制如图所示的螺旋截面,单击完成,选择正向。
确定即可。
17.单击预览,确定。
18.到现在为止,已经创建好了钻头的一个螺旋曲面,如图所示。
而我们都知道钻头是双螺旋结构的,可以看成是双头螺纹,所以需创建另一螺旋面。
19.在模型树中选择刚才创建的特征“剪切标识”,单击右键,选择“阵列”命令。
20.具体参数设置如图所示。
单击完成。
21.好!现在差不多完工了!就差渲染了。
22.才菜单栏上点“视图”----“颜色和外观”,然后根据自己喜欢的颜色对钻头渲染一下吧!稍微带点金属光泽就可以了!好了!完工!!。
麻花钻的修磨方法

车工工艺学—麻花钻的刃磨方法
4、步骤四: “上下摆动尾别翘”
麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
阅读相关钻头刃磨资料
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
思考题
车工工艺学—麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
商务风商业计划书
CLICK HERE TO ADD A TITLE
一、麻花钻的刃磨要求:
麻花钻的刃磨方法
车工工艺学—麻花钻的刃磨方法
麻花钻的两主切削刃应对称,也就是两切削刃与麻花钻的轴线成相同的角度,并且长度相等。
横刃斜角为55°。
麻花钻的刃磨方法
麻花钻的刃磨角度
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
三、刃磨步骤
1、步骤一:“刃口摆平轮面靠”
“刃口”指的是主切削刃。
“摆平”是指被刃磨部分的主切削刃处于水平位置。
“轮面”指砂轮的外圆表面,
“靠”指慢慢靠拢的意思,此时,钻头还不能接触砂轮。
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
2、步骤二:“钻轴斜放出锋角”
车工工艺学—麻花钻的刃磨方法
麻花钻的刃磨方法
这里是指钻头的刃口开始沿着整个后刀面缓慢刃磨。这样便于散热和刃磨,在稳定和巩固步骤一、二的基础上,此时钻头可轻轻地接触砂轮,进行少量的刃磨。刃磨时要观察火花的均匀性,要及时调整压力的大小,并注意钻头的冷却。当重新冷却后重新刃磨时,要继续摆好步骤一、二位置。
“钻轴斜放” 指钻头轴心线与砂轮表面之间的关系。
麻花钻头的磨法麻花钻头磨法图解

麻花钻头的磨法麻花钻头磨法图解.标准麻花钻的修磨方法1、修磨横刃(1)磨去横刃,形成新的切削刃(鱼嘴形)。
修磨后加大该处前角,使轴向力大大降低。
但这种刃形切削时定心不好,钻孔精度差;且钻心强度减弱,易崩刃。
只用于钻铸铁等强度低的材料,一般少用。
(2)十字形刃磨,横刃长度不变,修磨处加大横刃前角,但钻心强度减弱,不宜加工硬质材料,主要用于钻深孔。
它须用专用夹具刃磨。
法。
麻花钻头的磨法:1.“刃口摆平轮面靠。
”这是钻头与砂轮相对位置的第一步,往往有学生还没有把刃口摆平就靠在砂轮上开始刃磨了。
这样肯定是磨不好的。
这里的“刃口”是主切削刃,“摆平”是指被刃磨部分的主切削刃处于水平位置。
“轮面”是指砂轮的表面。
“靠”是慢慢靠拢的意思。
此时钻头还不能接触砂轮。
2.“钻轴斜放出锋角。
”这里是指钻头轴心线与砂轮表面之间的位置关系。
“锋角”即顶角118°±2o的一半,约为60°这个位置很重要,直接影响钻头顶角大小及主切削刃形状和横刃斜角。
要提示学生记忆常用的一块30°、60°、90°三角板中60°的角度,学生便于掌握。
口诀一和口诀二都是指钻头刃磨前的相对位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好斜角,或为了摆好斜放轴线而忽略了摆平刃口。
在实际操作中往往很会出这些错误。
此时钻头在位置正确的情况下准备接触砂轮。
3.“由刃向背磨后面。
”这里是指从钻头的刃口开始沿着整个后刀面缓慢刃磨。
这样便于散热和刃磨。
在稳定巩固口诀一、二的基础上,此时钻头可轻轻接触砂轮,进行较少量的刃磨,刃磨时要观察火花的均匀性,要及时调整压力大小,并注意钻头的冷却。
当冷却后重新开始刃磨时,要继续摆好口诀一、二的位置,这一点往往在初学时不易掌握,常常会不由自主地改变其位置的正确性。
4.“上下摆动尾别翘。
”这个动作在钻头刃磨过程中也很重要,往往有学生在刃磨时把“上下摆动”变成了“上下转动”,使钻头的另一主刀刃被破坏。
SOLIDWORKS2017制作麻花钻头模型
S OLIDW ORKS2017制作麻花钻头模型撰文/成都致远方达张祖光麻花钻是应用非常广泛的孔加工用具,同时也是几何形状复杂的切削刀具。
要使用三维软件创建出麻花钻的实体模型,不仅要了解麻花钻的结构、参数等相关知识,还要掌握三维软件实体建模的技术。
本文以SO LIDWO RKS2017 作为建模工具,介绍其三维实体的建模过程。
麻花钻的三维建模有4 个要点。
(1)有横刃;(2)有两条螺旋状的排屑槽,排屑槽的横断面是曲线型的,但是在主切削刃磨成118°顶角时,主切削刃是呈直线状;(3)主切削刃要有一个后角;(4)钻头有两条螺旋状的副切削刃。
一、创建基体打开SO LIDWO RKS,单击“新建”、“零件”和“确定”图标,在文件界面特征树中选择“右视基准面”作为绘图平面。
单击“草图绘制”,进入草图绘制状态,以坐标原点为基准绘制如图1所示草图,草图绘制完毕后退出草图绘制。
单击特征工具栏“拉伸凸台/ 基体”图标,进入“凸台-拉伸”属性管理器进行参数选项。
在“方向1”中给定深度“1”,“方向2”中给定深度“140”。
最后点击确认选项“√”完成草图的拉伸(图2)。
二、创建路径、引导线及顶角线在文件界面特征树中选择“前视基准面”作为绘图平面。
单击“草图绘制”,进入草图绘制状态,以坐标原点为基准绘制如图3 所示草图(后文皆称此草图中两条线分别为路径草图线与引导草图线)。
过原点画一条构造线,端点与凸台实体的侧影轮廓边线重合,与中轴线夹角59°(后文皆称此构造线为顶角线)。
绘制完毕后退出草图绘制(图4)。
三、创建横截面选择凸台实体的右平面,作为绘图平面(图5)。
麻花钻的刃磨方法及步骤

⿇花钻的刃磨⽅法及步骤⿇花钻的刃磨好坏,直接影响钻孔质量和钻孔效率。
要求:1.掌握⿇花钻的刃磨⽅法及刃磨步骤2.检查⿇花钻的刃磨质量实施过程⿇花钻⼀般需刃磨两个主后⾯,并同时磨出顶⾓、后⾓和横刃斜⾓,所以⿇花钻的刃磨⽐较困难,刃磨技术要求较⾼。
⼀、刃磨⽅法与步骤①刃磨时,钻头切削刃应放在砂轮中⼼⽔平⾯上或稍⾼些。
钻头中⼼线与砂轮外圆柱⾯母线在⽔平⾯内的夹⾓应等于顶⾓的⼀半,同时钻尾向下倾斜[图4-7(a)]。
②钻头刃磨时⽤右⼿握住钻头前端作⽀点,左⼿握钻尾,以钻头前端⽀点为圆⼼,钻尾作上下摆动[图4-7(b)],并略作旋转,但不能旋转过多,或上下摆动过⼤。
以防磨出负后⾓,或把另⼀⾯的主切削刃磨掉,特别是在磨⼩⿇花钻时更应注意。
③当⼀个主切削刃磨完以后,把钻头转过180°刃磨另⼀个主切削刃,⼈和⼿要保持原来的姿势和位置。
这样容易达到两刃对称的⽬的。
图4-7 钻头刃磨⼆、刃磨注意事项①砂轮机在正常旋转后⽅可使⽤;②刃磨钻头时应站在砂轮机的侧⾯;③砂轮机出现跳动时要及时修正;④随时检查两主切削刃是否对称相等;⑤刃磨时要随时冷却,以防钻头发热退⽕,降低硬度;⑥初次刃磨时,应注意外缘边出现负后⾓。
三、检查刃磨质量刃磨后⿇花钻应满⾜如下要求:⿇花钻的两个主切削刃和钻⼼线之间的夹⾓应对称,刃长要相等,否则,钻削时会出现单刃切削,或孔径变⼤等缺陷(图4-8)。
图4-8 钻头刃磨对加⼯的影响检查的⽅法:⼀般采⽤⽬测法:⿇花钻磨好后,把钻头垂直竖在与眼等⾼的位置上,在明亮的背景下,⽤眼观察两刃的长短和⾼低,但由于视差关系,往往感到左刃⾼,右刃低,此时要把钻头转过180°,再进⾏观察,这样反复观察对⽐,最后感到两刃基本对称就可使⽤。
如果发现两边主⼑刃有偏差,必须继续修磨。
麻花钻的CAD技术

麻花钻的CAD技术
董文武;曹振玉;韩森
【期刊名称】《工具技术》
【年(卷),期】1989(23)10
【摘要】本文介绍了用CAD进行麻花钻的设计方法,克服了用图解法设计时工作量大、精度低的缺点。
文中着重研究了成形槽铣刀刃形的设计,其刃形是按相切接触条件严格计算出来的,并对刃形进行了分析和比较,提出了更正确地修正刃形的两种计算方法。
【总页数】5页(P18-22)
【关键词】麻花钻;钻花;CAD;设计
【作者】董文武;曹振玉;韩森
【作者单位】天津大学机械工程系;天津大学分校
【正文语种】中文
【中图分类】TG713.102
【相关文献】
1.科学发展,推动CAD技术国产化、正版化——山西省建筑设计研究院推动CAD 技术国产化、正版化经验介绍 [J], 邓奇敏
2.麻花钻手工改磨锪孔钻、倒角钻及阶梯钻——飞雕麻花钻技术创新 [J], 郑卫刚;蓝胜
3.开目CAD 2005发布/"CAXA 2004全国用户大会暨中国PLM全国巡回研讨会"
启动/国家三维CAD哈尔滨认证培训班结业/亿维讯与北京工业大学共建CAI技术支持中心/英国DELCAM技术交流会在长春举行 [J],
4.麻花钻CAD/CAM系统 [J], 刘艳玲;李强;李克旺;徐一春;张秀森
5.知识工程在麻花钻三维CAD中的应用 [J], 罗能武;胡仲勋
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.先确定几个重要的几何参数
螺旋角β,根据tgβ=ЛD/螺距取指,这里,取螺距=65MM 直径D,取D=10MM
工作长度小l,这里,取l=45MM
总长度L,取L=89MM
钻心厚度K,取K=2MM
顶角2Φ,取2Φ=118°
棱边宽度f,取f=1MM
棱边高度k,取k=0.3MM
横刃斜角Ψ
各种几何参数的取值,具体参考刀具设计手册
二.创建曲线
1.选择创建曲线,从方程创建曲线
2.坐标系选择
坐标系类型选择:笛卡尔
方程:x=5*cos(t*360)
Y=5*sin(t*360)
Z=65*t
这里的5就是半径,D/2所以为5,65就是螺距
保存记事本,退出,生成曲线。
三.拉伸
根据上图,拉伸,以那个底面FRONT,拉伸拉伸的长度=L-小l+65=109
四.切旋转部分
用可变剥面扫描工具
参照如图所示:
轨迹线选择那条曲线,然后面选择恒定法向,方向参照就是那个底面了
然后点那个笔,如图,开始画截面
截面如下图
这里的截面我用的是一个直径为8的圆,这是简化后的截面,理论上来说截面是个不规则的曲面。
4、要注意的是,选择实体和却除
阵列
得出。