OTC机器人工位盒接线图-叶朝贵
OTC机器人配置教程 2019-8-13

目录一、接线 (2)1.1电源接线 (2)1.2安全回路接线 (3)1.3通信板卡 (3)1.4碰撞传感器接口短接 (4)二、系统文件 (5)2.1拷贝PLC文件到示教器 (5)2.2 运行拷贝的PLC文件 (6)2.3 机器人与博途的变量对应 (7)三、其他设置 (11)3.1原点位置设置 (11)3.2 示教模式时无法输出变量 (12)3.3再生模式下外部自动需要的信号 (12)3.4 操作权限变更 (13)3.5 通信设置 (13)3.6切换为再生模式 (14)3.7外部自动只运行示教器选中的程序及相关设置 (15)3.8 内部自动运行示教器程序及设置 (16)3.9 示教器监视器的使用 (17)3.10 运行速度问题 (18)一、接线1.1电源接线OTC机器人自带变压器(380V AC-200V AC),故OTC机器人前端的断路器需要用D型。
配电箱到OTC变压器以及变压器到机器人控制柜的电源线缆需要我们自己做。
其他线缆(网线,急停回路线缆等)从控制柜后面开孔进入,没有航插。
1.2安全回路接线TBEX1:为输入端。
将1和2,3和4分别接到安全回路两个继电器的常开触点即可。
其他引脚不用管TBEX2:为输出端。
将1和2,3和4分别串联接入急停按钮的两个回路(注意正负)。
其他引脚不用管1.3通信板卡机器人控制箱内有3个通信板卡插槽,从左往右1-3编号,一般默认将通信板卡插入1号卡槽,PN通讯网线从通信板卡接到交换机中。
1.4碰撞传感器接口短接若示教器手动移动机器人后出现以下报警:解决办法:1.将机器人以下接口用线短接即可。
2.机器人控制箱内有个短接板卡,将短接板卡插到CNMCH插槽即可。
(推荐使用,没短接版时才用第一种方法)二、系统文件注:OTC机器人默认是弧焊版,购买时最好让供应商升级到激光版2.1拷贝PLC文件到示教器将装有PLC系统文件的U盘插入机器人控制柜(若插到示教器可能找不到对应的文件),从U盘将对应的两个文件拷贝到示教器内部存储器---PLC文件夹中。
OTC焊接机器人基本操作培训
OTC焊接机器人基本操作培训一、OTC 焊接机器人系统组成OTC 焊接机器人系统主要由机器人本体、控制器、示教器、焊接电源、送丝机、焊枪等部分组成。
机器人本体是执行焊接任务的机械部分,具有多个关节和自由度,能够实现精确的运动轨迹。
控制器是整个系统的核心,负责控制机器人的动作、协调各个部件的工作以及处理各种输入输出信号。
示教器则是操作人员与机器人进行交互的工具,通过示教器可以对机器人进行编程、调试和操作。
焊接电源为焊接过程提供稳定的电流和电压,送丝机负责将焊丝准确地输送到焊枪前端,而焊枪则是直接进行焊接的工具。
二、操作前的准备工作在进行 OTC 焊接机器人操作之前,需要做好以下准备工作:1、检查设备确保机器人本体、控制器、示教器、焊接电源、送丝机、焊枪等设备外观无损坏,各连接线路无松动。
2、电源和气源接通机器人系统的电源,并确保气源压力稳定在规定范围内。
3、工装夹具检查工装夹具是否安装牢固,定位准确,以保证焊接工件的位置精度。
4、焊丝和保护气体准备好合适规格的焊丝,并确保保护气体的储量充足且纯度符合要求。
5、安全防护操作人员应穿戴好防护用品,如焊接手套、护目镜等,确保工作环境的安全。
三、示教器的基本操作示教器是操作 OTC 焊接机器人的重要工具,以下是示教器的一些基本操作:1、界面介绍示教器的界面通常包括菜单区、状态栏、操作区等。
菜单区提供了各种功能选项,状态栏显示机器人的当前状态信息,操作区用于进行机器人的运动控制和编程操作。
2、坐标系选择OTC 焊接机器人通常支持多种坐标系,如关节坐标系、直角坐标系、工具坐标系等。
操作人员应根据实际需求选择合适的坐标系进行操作。
3、运动操作通过示教器上的按键或摇杆,可以控制机器人在各个坐标轴上的运动。
在运动过程中,应注意观察机器人的运动轨迹,避免碰撞。
4、程序编辑在示教器上可以创建、修改和保存焊接机器人的程序。
程序编辑包括指令的输入、参数的设置等。
四、机器人的编程1、编程步骤(1)选择编程模式在示教器上选择编程模式,进入程序编辑界面。
2024年OTC焊接机器人基本操作培训(增加多场景)
OTC焊接机器人基本操作培训(增加多场景)OTC焊接基本操作培训1.引言随着工业自动化程度的不断提高,焊接在制造业中的应用越来越广泛。
OTC焊接作为行业内的佼佼者,其高效、稳定的焊接性能受到了众多企业的青睐。
为了充分发挥OTC焊接的优势,提高生产效率,本文将详细介绍OTC焊接的基本操作培训,帮助操作人员熟练掌握焊接的操作技巧。
2.OTC焊接基本结构及功能2.1基本结构OTC焊接主要由本体、焊接电源、控制系统、焊接传感器和焊接设备组成。
本体包括机械臂、驱动系统和控制器等部分,负责执行焊接任务。
焊接电源为焊接过程提供稳定的电流和电压。
控制系统用于控制本体的运动和焊接参数的调节。
焊接传感器用于监测焊接过程中的各种参数,以保证焊接质量。
焊接设备包括焊枪、焊接电缆等。
2.2功能(1)自动化焊接:通过编程实现各种焊接工艺的自动化执行,提高生产效率。
(2)稳定焊接质量:采用先进的焊接控制技术和传感器,保证焊接质量的稳定。
(3)灵活编程:可根据焊接任务需求,灵活设置焊接参数和路径。
(4)多样化焊接工艺:支持多种焊接工艺,如气体保护焊、激光焊等。
(5)安全防护:具备安全防护功能,确保操作人员的安全。
3.OTC焊接基本操作培训3.1操作前准备(1)检查设备:检查OTC焊接及其周边设备是否正常,包括电源、气源、冷却水等。
(2)穿戴劳保用品:操作人员需穿戴好劳保用品,如防尘口罩、防护眼镜、防护手套等。
(3)了解焊接任务:了解本次焊接任务的具体要求,包括焊接工艺、焊接材料、焊接参数等。
3.2操作步骤(1)启动设备:按照设备操作规程,依次启动OTC焊接及其周边设备。
(2)编程:根据焊接任务需求,设置焊接参数和路径。
可通过示教器或编程软件进行编程。
(3)调试:在正式焊接前,进行试运行,检查编程是否正确,焊接参数是否合适。
(4)焊接:启动焊接程序,进行自动化焊接。
(5)监控:在焊接过程中,实时监控焊接参数和焊接质量,确保焊接过程稳定。
otc焊接机器人讲义完结版

焊接机器人讲义宁波技师学院船舶系李旭明夏琦男焊接机器人讲义目录1.基本操作。
12. 常用术语。
63. T/P键及操作面板的认识。
10 4.常数菜单的学习。
17 5.实例操作。
791)平位平面图形的编程2)平焊直道加摆动的焊接3)平角焊缝的焊接4)空间复杂位置的编程基本操作基本操作进入示教模式(操作面板)(T/P)投入运转准备选择手动坐标系选择手动速度以手动移动机器人选择程序记录步骤移动命令应用命令输入参数记录END选择步骤插入步骤移动命令应用命令输入参数删除步骤覆盖步骤只修正移动命令的位置选择前进后退检查的速度进行前进后退检查解除输入等待解除焊接完成等待进行速度OVERRIDE以手动方式使输出信号ON/OFF进入再生模式设定运转模式设定启动选择、程序选择启动停止断开运转准备可用屏幕编辑进行任何修正为程序取名字从名字一览表选择程序删除程序复制程序显示监视器在监视器间移动关闭监视器常用术语坐标以机器人的正面为基准,其前后为X坐标,左右为Y坐标,上下为Z坐标的正交坐标。
正确称为机器人坐标或机械坐标。
此坐标成为直线内插动作或移位(SHIFT)动作等的计算基准。
坐标变换例如把离线示教(OFF-LINE TEACHING)编制的作业程序下载于实际的机器人的情形,机器人与工件的相对位置会有变化(包括移位、旋转、倾斜)时,将作业结束程序的位置加以校正的功能。
程序变换功能中之一种。
工具坐标以工具为基准的坐标系。
必须依照实际装上的工具形状、方向加以设定。
根据工具的安装面(凸缘面:FLANGE面)到工具前端的长度与角度加以定义。
用户坐标不是机器人固有的坐标,是将外围设备的设置状态加以合并设定的坐标系。
一设定则很容易示教精度机器人虽会正确再生所示教的位置,但依场所,也有不须正确决定位置的地方。
根据什么程度的精度来动作,由精确度(ACCURACY)的数值来指定。
数字越大则定位的精度越粗。
示教(TEACHING)教示机器人动作或焊接作业。
OTC机器人焊接系统操作说明

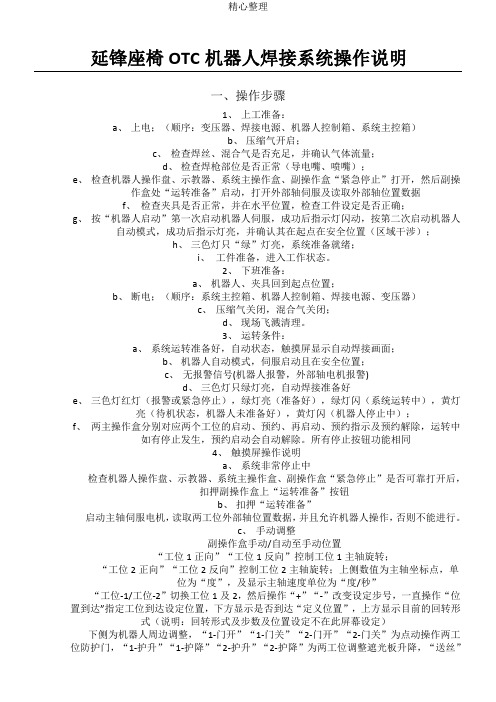
O T C机器人焊接系统操作说明公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-延锋座椅OTC机器人焊接系统操作说明一、操作步骤1、上工准备:a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱)b、压缩气开启;c、检查焊丝、混合气是否充足,并确认气体流量;d、检查焊枪部位是否正常(导电嘴、喷嘴);e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据f、检查夹具是否正常,并在水平位置,检查工件设定是否正确;g、按“机器人启动”第一次启动机器人伺服,成功后指示灯闪动,按第二次启动机器人自动模式,成功后指示灯亮,并确认其在起点在安全位置(区域干涉);h、三色灯只“绿”灯亮,系统准备就绪;i、工件准备,进入工作状态。
2、下班准备:a、机器人、夹具回到起点位置;b、断电;(顺序:系统主控箱、机器人控制箱、焊接电源、变压器)c、压缩气关闭,混合气关闭;d、现场飞溅清理。
3、运转条件:a、系统运转准备好,自动状态,触摸屏显示自动焊接画面;b、机器人自动模式,伺服启动且在安全位置;c、无报警信号(机器人报警,外部轴电机报警)d、三色灯只绿灯亮,自动焊接准备好e、三色灯红灯(报警或紧急停止),绿灯亮(准备好),绿灯闪(系统运转中),黄灯亮(待机状态,机器人未准备好),黄灯闪(机器人停止中);f、两主操作盒分别对应两个工位的启动、预约、再启动、预约指示及预约解除,运转中如有停止发生,预约启动会自动解除。
所有停止按钮功能相同4、触摸屏操作说明a、系统非常停止中检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”是否可靠打开后,扣押副操作盒上“运转准备”按钮b、扣押“运转准备”启动主轴伺服电机,读取两工位外部轴位置数据,并且允许机器人操作,否则不能进行。
c、手动调整副操作盒手动/自动至手动位置“工位1正向”“工位1反向”控制工位1主轴旋转;“工位2正向”“工位2反向”控制工位2主轴旋转;上侧数值为主轴坐标点,单位为“度”,及显示主轴速度单位为“度/秒”“工位-1/工位-2”切换工位1及2,然后操作“+”“-”改变设定步号,一直操作“位置到达”指定工位到达设定位置,下方显示是否到达“定义位置”,上方显示目前的回转形式(说明:回转形式及步数及位置设定不在此屏幕设定)下侧为机器人周边调整,“1-门开”“1-门关”“2-门开”“2-门关”为点动操作两工位防护门,“1-护升”“1-护降”“2-护升”“2-护降”为两工位调整遮光板升降,“送丝”“退丝”“检气”“伺服启动”“自动输入”为方便机器人焊前操作,以上按钮为带灯显示按钮,到位后自动点亮指示灯。
OTC机器人焊接系统操作说明
延锋座椅OTC机器人焊接系统操作说明一、操作步骤1、上工准备:a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱)b、压缩气开启;c、检查焊丝、混合气是否充足,并确认气体流量;d、检查焊枪部位是否正常(导电嘴、喷嘴);e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据f、检查夹具是否正常,并在水平位置,检查工件设定是否正确;g、按“机器人启动”第一次启动机器人伺服,成功后指示灯闪动,按第二次启动机器人自动模式,成功后指示灯亮,并确认其在起点在安全位置(区域干涉);h、三色灯只“绿”灯亮,系统准备就绪;i、工件准备,进入工作状态。
2、下班准备:a、机器人、夹具回到起点位置;b、断电;(顺序:系统主控箱、机器人控制箱、焊接电源、变压器)c、压缩气关闭,混合气关闭;d、现场飞溅清理。
3、运转条件:a、系统运转准备好,自动状态,触摸屏显示自动焊接画面;b、机器人自动模式,伺服启动且在安全位置;c、无报警信号(机器人报警,外部轴电机报警)d、三色灯只绿灯亮,自动焊接准备好e、三色灯红灯(报警或紧急停止),绿灯亮(准备好),绿灯闪(系统运转中),黄灯亮(待机状态,机器人未准备好),黄灯闪(机器人停止中);f、两主操作盒分别对应两个工位的启动、预约、再启动、预约指示及预约解除,运转中如有停止发生,预约启动会自动解除。
所有停止按钮功能相同4、触摸屏操作说明a、系统非常停止中检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”是否可靠打开后,扣押副操作盒上“运转准备”按钮b、扣押“运转准备”启动主轴伺服电机,读取两工位外部轴位置数据,并且允许机器人操作,否则不能进行。
c、手动调整副操作盒手动/自动至手动位置“工位1正向”“工位1反向”控制工位1主轴旋转;“工位2正向”“工位2反向”控制工位2主轴旋转;上侧数值为主轴坐标点,单位为“度”,及显示主轴速度单位为“度/秒”“工位-1/工位-2”切换工位1及2,然后操作“+”“-”改变设定步号,一直操作“位置到达”指定工位到达设定位置,下方显示是否到达“定义位置”,上方显示目前的回转形式(说明:回转形式及步数及位置设定不在此屏幕设定)下侧为机器人周边调整,“1-门开”“1-门关”“2-门开”“2-门关”为点动操作两工位防护门,“1-护升”“1-护降”“2-护升”“2-护降”为两工位调整遮光板升降,“送丝”“退丝”“检气”“伺服启动”“自动输入”为方便机器人焊前操作,以上按钮为带灯显示按钮,到位后自动点亮指示灯。
机器人焊接工作站接线图

1#模块
数字量输入模块:32bit
型号:CJIW-ID231
启动按钮
暂停按钮
报警复位
G1夹紧按钮
G1松开按钮
G2夹紧按钮
G2松开按钮
G2右就绪
1#模块接线图DI
图号
BF-0800 天耐克
= +
焊接机器人工作站
版本 设计室 室主任 组 长 日期 审 核 设 计 制 图
7
2013-12-14
+
6 8
沈阳百帆自动化设备有限公司
7
日期 校对. 审核 原始项目
9 EPLAN 带 GB 标识结构的项目模板
替换 替换人
EPLAN Software & Service GmbH & Co. KG
= +
GB_tpl001 页数 页数 8 37
修改
日期
姓名
0
0
1
1
2
2
3
3
4
4
5
5 6
6
7
7
8
8
9
9
G1就绪暂停操作盒
13 13 13
G2就绪暂停操作盒
替换 替换人
EPLAN Software & Service GmbH & Co. KG
= +
GB_tpl001 页数 页数 1 37
修改
日期
姓名
0
0
1
1
2
2
3
3
4
4
5
5 6
6
7
7
8
8
9
9
目录表
页 工厂代号 安装位置 页描述 版本 日期 设计
OTC焊接机器人基本操作说明

06
安全操作注意事项
安全防护装置使用说明
防护门和光栅
在操作机器人时,确保防护门关 闭且光栅无遮挡。这些装置旨在
防止人员进入危险区域。
安全警示标识
遵循所有贴在机器人或其周边设备 上的安全警示标识。这些标识提供 了关于潜在危险和如何避免它们的 重要信息。
急停按钮
熟悉急停按钮的位置,以便在紧急 情况下迅速按下,停止机器人的所 有运动。
如果发生任何紧急情况, 如人员受伤或设备故障, 立即按下急停按钮以停止 机器人。
撤离危险区域
在按下急停按钮后,迅速 撤离危险区域,并确保其 他人员也这样做。
报告事故
立即向上级或安全部门报 告事故,并提供详细的事 故描述和任何可用的证据。
THANK YOU
OTC焊接机器人采用专用的编程 语言,具有直观易懂的语法结构,
方便用户进行编程操作。
编程语言支持多种指令,包括运 动控制、IO控制、焊接参数设置
等,可实现复杂的焊接任务。
指令具有丰富的功能和灵活的配 置选项,用户可根据实际需求进
行个性化设置。
程序编写方法与技巧
程序编写前需充分了解焊接工艺要求 和机器人性能参数,确保程序的正确 性和可行性。
序的稳定性和可靠性。
利用仿真软件对程序进行模拟 运行,检查机器人的运动轨迹
和焊接参数是否符合要求。
在实际环境中进行试运行,观 察机器人的实际表现,及时调
整程序中的不合理之处。
对于复杂的焊接任务,可采用 分步调试的方法,逐步验证每 个步骤的正确性,提高调试效
率。
05
机器人维护与保养
日常维护内容及方法
急停按钮
02
在紧急情况下切断机器人电源,确保安全。
2024版OTC机器人焊接系统操作说明

OTC机器人焊接系统操作说明目录•系统概述与功能介绍•设备安装与调试•操作界面与基本操作•焊接工艺参数设置与优化•设备维护与保养•安全操作规程及注意事项•总结与展望PART01系统概述与功能介绍机器人本体焊接设备传感器系统控制系统OTC 机器人焊接系统组成01020304包括机器人臂、控制器、驱动器等部分,实现焊接过程中的各种动作。
包括焊接电源、焊枪、送丝机构等,用于提供焊接所需的能量和材料。
包括位置传感器、速度传感器、温度传感器等,用于实时监测焊接过程的状态和参数。
包括PLC 、触摸屏等控制设备,实现对整个焊接系统的集中控制和操作。
主要功能及特点可实现全自动或半自动的焊接过程,提高生产效率和产品质量。
采用先进的控制算法和传感器技术,确保焊接位置的准确性和稳定性。
可根据不同的工件和焊接要求,调整焊接参数和工艺,满足多样化的生产需求。
提供直观的操作界面和人性化的操作流程,降低操作难度和劳动强度。
自动化程度高焊接精度高适应性强操作简便适用范围和应用领域适用范围适用于各种金属材料的焊接,如钢、铝、铜等,可广泛应用于汽车制造、航空航天、船舶制造等领域。
应用领域可应用于车身焊接、框架焊接、管道焊接等多种应用场景,提高生产效率和产品质量。
PART02设备安装与调试确认设备清单检查设备外观准备安装工具确定安装位置设备安装前准备工作核对设备及其附件清单,确保所有部件齐全。
准备好所需的安装工具,如螺丝刀、扳手、水平仪等。
检查设备外观是否完好,无明显变形、损坏或锈蚀。
选择平整、开阔的安装场地,确保设备周围有足够的空间进行操作和维护。
安全防护安装好安全防护装置,如安全光栅、急停按钮等,确保操作安全。
接通电源,检查设备是否正常运行,有无异常声响或振动。
连接电缆将控制电缆、动力电缆等按照图纸要求连接好,确保连接牢固、无松动。
安装基座按照图纸要求安装基座,确保基座水平、稳固。
安装机器人本体将机器人本体安装在基座上,注意轻拿轻放,避免碰撞。
2024版年度OTC焊接机器人示教方法

2024/2/2
02 03
技术特点
OTC焊接机器人采用先进的控制技术,具有高速度、高精度、高稳定性 的特点。同时,该品牌机器人还具有良好的可编程性和可扩展性,方便 用户进行二次开发和定制化应用。
产品系列
OTC焊接机器人系列丰富,包括小型、中型和大型机器人,满足不同客 户的需求。
5
应用领域与优势
应用领域
25
行业发展趋势预测
智能化发展
随着人工智能技术的不断进步,未来 OTC焊接机器人将更加智能化,实现 自主感知、学习和决策。
多机器人协同
多机器人协同作业将成为发展趋势, 提高生产效率和灵活性。
2024/2/2
柔性化生产
OTC焊接机器人将更好地适应柔性化 生产需求,实现快速换型、调整和优 化。
绿色环保
新的焊接轨迹。
13
离线编程技术
2024/2/2
基于虚拟仿真的离线编程
在虚拟环境中建立机器人和工件的模型,通过仿真软件进行焊接 轨迹的规划和优化。
基于图形化编程的离线编程
利用图形化编程工具,通过拖拽、连接等方式,实现焊接轨迹的快 速编程和修改。
基于高级语言的离线编程
使用高级编程语言(如Python、C等),编写自定义算法和程序, 实现复杂的焊接轨迹规划和控制。
14
2024/2/2
04
高级示教技巧分享
15
路径优化策略
选择最佳焊接路径
根据工件形状和焊接要求, 选择最短、最平滑的路径, 减少机器人移动时间和能 耗。
2024/2/2
考虑焊接变形
预测焊接过程中可能产生 的变形,提前调整路径, 确保焊接质量。
使用离线编程软件
利用离线编程软件进行路 径规划和优化,提高示教 效率和准确性。
OTC机器人焊接系统操作说明
延锋座椅OTC机器人焊接系统操作说明一、操作步骤1、上工准备:a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱)b、压缩气开启;c、检查焊丝、混合气是否充足,并确认气体流量;d、检查焊枪部位是否正常(导电嘴、喷嘴);e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据gef启动主轴伺服电机,读取两工位外部轴位置数据,并且允许机器人操作,否则不能进行。
c、手动调整副操作盒手动/自动至手动位置“工位1正向”“工位1反向”控制工位1主轴旋转;“工位2正向”“工位2反向”控制工位2主轴旋转;上侧数值为主轴坐标点,单位为“度”,及显示主轴速度单位为“度/秒”“工位-1/工位-2”切换工位1及2,然后操作“+”“-”改变设定步号,一直操作“位置到达”指定工位到达设定位置,下方显示是否到达“定义位置”,上方显示目前的回转形式(说明:回转形式及步数及位置设定不在此屏幕设定)下侧为机器人周边调整,“1-门开”“1-门关”“2-门开”“2-门关”为点动操作两工位防护门,“1-护升”“1-护降”“2-护升”“2-护降”为两工位调整遮光板升降,“送丝”“退丝”“检气”“伺服启动”“自动输入”为方便机器人焊前操作,以上按钮为带灯显示按钮,到位后自动点亮指示灯。
右下侧为画面切换按钮,当出现报警,自动点亮报警画面。
d、参数设置首先输入密码147896进入参数设定画面首先设定机器人程序对应回转形式,工位1,2设定数值1至10,分别对应机器人焊接程序,工位1的P201至P210程序,工位2的P301至P310程序,改变机器人程序的同时必须改变对应的回转形式,当改变回转形式时,系统首先报警,当操作“错误复位”3秒后,报警消失,以此加以确认回转与机器人程序的对应,(详细对应关系见下机器人设置内容)然后操作“工位-1/工位-2”切换工位1及2,通过“+”与“-”调整将要设置或到达的翻转步号,操作工位1/2主轴旋转到指定角度,点击“位置确认”+系统主操作盒“中主令开关至自动侧,观察触摸屏显示系统信息,满足条件时,双手按压启动按钮c、防护门落下,对应工位侧防护帘升起,到位后,机器人程序执行d、异常停止或需要修改焊缝按压停止时,此时机器人程序已经正确调用,同时不能将手动/自动主令开关至手动侧,首先操作触摸屏右侧1-门开1-门关2-门开2-门关,打开对应防护门,检查机器人状况,然后跟踪焊道,修改程序,此时修改只能在外部轴一面完成,然后回到机器人程序停止位置,操作对应防护门关闭,再次启动机器人自动模式,双手按压启动,再次运行程序,只有外部轴本面焊接完毕时,在另一面反转结束可继续重复以上停止操作,切记:在更改结束焊缝后,一定要退回机器人停止位置,不能退至上一次反转callp50x以上位置,更不能退出当前程序,否则会出现危险!在系统启动前出现画面正确处理后,启动机器人自动模式,然后按系统操作盒“错误复位”3秒,返回,然后再启动e、焊接完毕,防护门升起,外部轴回位。
otc焊接机器人讲义完结版
焊接机器人讲义宁波技师学院船舶系李旭明夏琦男焊接机器人讲义目录1.基本操作。
12. 常用术语。
63. T/P键及操作面板的认识。
10 4.常数菜单的学习。
17 5.实例操作。
791)平位平面图形的编程2)平焊直道加摆动的焊接3)平角焊缝的焊接4)空间复杂位置的编程基本操作基本操作进入示教模式(操作面板)(T/P)投入运转准备选择手动坐标系选择手动速度以手动移动机器人选择程序记录步骤移动命令应用命令输入参数记录END选择步骤插入步骤移动命令应用命令输入参数删除步骤覆盖步骤只修正移动命令的位置选择前进后退检查的速度进行前进后退检查解除输入等待解除焊接完成等待进行速度OVERRIDE以手动方式使输出信号ON/OFF进入再生模式设定运转模式设定启动选择、程序选择启动停止断开运转准备可用屏幕编辑进行任何修正为程序取名字从名字一览表选择程序删除程序复制程序显示监视器在监视器间移动关闭监视器常用术语坐标以机器人的正面为基准,其前后为X坐标,左右为Y坐标,上下为Z坐标的正交坐标。
正确称为机器人坐标或机械坐标。
此坐标成为直线内插动作或移位(SHIFT)动作等的计算基准。
坐标变换例如把离线示教(OFF-LINE TEACHING)编制的作业程序下载于实际的机器人的情形,机器人与工件的相对位置会有变化(包括移位、旋转、倾斜)时,将作业结束程序的位置加以校正的功能。
程序变换功能中之一种。
工具坐标以工具为基准的坐标系。
必须依照实际装上的工具形状、方向加以设定。
根据工具的安装面(凸缘面:FLANGE面)到工具前端的长度与角度加以定义。
用户坐标不是机器人固有的坐标,是将外围设备的设置状态加以合并设定的坐标系。
一设定则很容易示教精度机器人虽会正确再生所示教的位置,但依场所,也有不须正确决定位置的地方。
根据什么程度的精度来动作,由精确度(ACCURACY)的数值来指定。
数字越大则定位的精度越粗。
示教(TEACHING)教示机器人动作或焊接作业。
OTC机器人焊接系统操作说明
延锋座椅OTC机器人焊接系统操作说明一、操作步骤1、上工准备:a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱)b、压缩气开启;c、检查焊丝、混合气是否充足,并确认气体流量;d、检查焊枪部位是否正常(导电嘴、喷嘴);e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据gef启动主轴伺服电机,读取两工位外部轴位置数据,并且允许机器人操作,否则不能进行。
c、手动调整副操作盒手动/自动至手动位置“工位1正向”“工位1反向”控制工位1主轴旋转;“工位2正向”“工位2反向”控制工位2主轴旋转;上侧数值为主轴坐标点,单位为“度”,及显示主轴速度单位为“度/秒”“工位-1/工位-2”切换工位1及2,然后操作“+”“-”改变设定步号,一直操作“位置到达”指定工位到达设定位置,下方显示是否到达“定义位置”,上方显示目前的回转形式(说明:回转形式及步数及位置设定不在此屏幕设定)下侧为机器人周边调整,“1-门开”“1-门关”“2-门开”“2-门关”为点动操作两工位防护门,“1-护升”“1-护降”“2-护升”“2-护降”为两工位调整遮光板升降,“送丝”“退丝”“检气”“伺服启动”“自动输入”为方便机器人焊前操作,以上按钮为带灯显示按钮,到位后自动点亮指示灯。
右下侧为画面切换按钮,当出现报警,自动点亮报警画面。
d、参数设置首先输入密码147896进入参数设定画面首先设定机器人程序对应回转形式,工位1,2设定数值1至10,分别对应机器人焊接程序,工位1的P201至P210程序,工位2的P301至P310程序,改变机器人程序的同时必须改变对应的回转形式,当改变回转形式时,系统首先报警,当操作“错误复位”3秒后,报警消失,以此加以确认回转与机器人程序的对应,(详细对应关系见下机器人设置内容)然后操作“工位-1/工位-2”切换工位1及2,通过“+”与“-”调整将要设置或到达的翻转步号,操作工位1/2主轴旋转到指定角度,点击“位置确认”+系统主操作盒“中主令开关至自动侧,观察触摸屏显示系统信息,满足条件时,双手按压启动按钮c、防护门落下,对应工位侧防护帘升起,到位后,机器人程序执行d、异常停止或需要修改焊缝按压停止时,此时机器人程序已经正确调用,同时不能将手动/自动主令开关至手动侧,首先操作触摸屏右侧1-门开1-门关2-门开2-门关,打开对应防护门,检查机器人状况,然后跟踪焊道,修改程序,此时修改只能在外部轴一面完成,然后回到机器人程序停止位置,操作对应防护门关闭,再次启动机器人自动模式,双手按压启动,再次运行程序,只有外部轴本面焊接完毕时,在另一面反转结束可继续重复以上停止操作,切记:在更改结束焊缝后,一定要退回机器人停止位置,不能退至上一次反转callp50x以上位置,更不能退出当前程序,否则会出现危险!在系统启动前出现画面正确处理后,启动机器人自动模式,然后按系统操作盒“错误复位”3秒,返回,然后再启动e、焊接完毕,防护门升起,外部轴回位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11 12
8
x1 x2
7
插头
C2
/2.04
1 2 3 4 5 6 7 8 9 10 11 12
330
332
线
334
336
338
项目编号: HNDD
项目名称:OTC机器人工位盒接线图
设计 叶朝贵
校对
审核
批准
OTC焊接机器人自动化
设计单位:艾励美特科技有限公司
地址:深圳市龙华新区樟坑径下围工业园1路14号 电话:
100
102
装 104
106
108
+A1-1
119
110
+A1-3
123
112
114
116
订 118
120
+A1-8
125
122
124
126
+A1-14
128
127
130
A1
操作盒到机器人控制柜插头
1
运转准备开关
16
运转准备灯
2
17
3
启动开关1
18
启动灯1
4
启动开关2
A1:4--B3:14
19
启动灯2
1
6
1
5
1
4
1
3
1
2
1
1
EMG2177
EMG2+ 155
EMG1176
EMG1+ 154
项目编号: HNDD
项目名称:OTC机器人工位盒接线图
设计 叶朝贵
校对
审核
批准
OTC焊接机器人自动化
设计单位:艾励美特科技有限公司
地址:深圳市龙华新区樟坑径下围工业园1路14号 电话:
150
152
EMG1+
154
5
A1:20--B3:5
6
A1:21--B3:6
7
A1:29--B3:7
8
A1:25--B3:8
12
A1:6--B3:12
13
A1:5--B3:13
14
A1:4--B3:14
15
16
A1:27--B3:16
132
线
134
136
138
项目编号: HNDD
项目名称:OTC机器人工位盒接线图
设计 叶朝贵
校对
26
急停开关2
A1:26--B3:9
12
27
急停开关2
A1:27--B3:16
13
28
14
COM
29
停止开关1-B
A1:29--B3:7
15
30
COM
+A1-16
120
+A1-18
124
+A1-22
126
插头
B3
1
A1:24--B3:1
9
A1:26--B3:9
2
10
A1:7--B3:2
3
11
4
A1:19--B3:4
B4
急停开关1 黄红2
A5
急停开关2 粉红2
B5
急停开关2 橙黑2
A6
示教开关 黄黑1
B6
橙红3
A7
橙黑3
B7
黄红1
A8
粉黑1
B8
橙红1
A9
橙黑1
B9
粉红1
A10 B10
COM
粉黑2
424
426
428
430
432
线
434
436
438
项目编号: HNDD
项目名称:OTC机器人工位盒接线图
设计 叶朝贵
校对
插座
C3
/3.04
1
2
33
XT1
4
53
XT2
6
7
8
9
10 3
XT3
11
12
急停开关 启动开关 停止开关
版本:
章节
A
页号
2 OF 4
300
302
装 304
306 308 310 312 314 316
订 318
320 322 324 326 328
插头
C1
/2.04
1
2
GWC1
工位盒 3
-SE
紧急停止
审核
批准
OTC焊接机器人自动化
设计单位:艾励美特科技有限公司
地址:深圳市龙华新区樟坑径下围工业园1路14号 电话:
页面描述:操作盒到机器人控制柜插头 更改时间: 2016-12-07
+BOX
紧急停止
SE
11 12
13 14
示教/再生
SQ1
运转准备
SQ2
13 14
13 14
x1 x2
停止按钮
SQ3
11 12
地址:深圳市龙华新区樟坑径下围工业园1路14号 电话:
插座
C1
/3.04 1 2 31
XT1
4 51
XT2
6 7 8 9 10 1
XT3
11 12
页面描述:操作盒内接线 更改时间: 2016-12-07
插座
C2
/3.04 1 2 32
XT1
4 52
XT2
6 7 8 9 10 2
XT3
11 12
图纸编号: 建立日期:
页面描述:新增3、4、5工位工位盒(外部接线) 图纸编号:
更改时间: 2016-12-07
建立日期:
GWC3
工位盒
-SE
紧急停止
3
11 12
4
5
13 14
6
-SQ1
启动
12
13 14
10
x1 x2
9
-SQ2
停止
11
11 12
8
x1 x2
7
版本:
插头
C3
/2.04
1 2 3 4 5 6 7 8 9 10 11 12
3
11 12
4
这两处如不
4
5
13 14
6
使用急停,
-SQ1
启动
请短接!
5
12
13 14
10
x1 x2
9
-SQ2
停止
11
11 12
8
x1 x2
7
6
黄色
7
白色
8
红色
9
绿色
10
黑色
11
棕色
12
GWC2
工位盒
-SE
紧急停止
3
11 12
4
5
13 14
6
-SQ1
启动
12
13 14
10
x1 x2
9
-SQ2
停止
11
A1:19--B3:4
5
启动开关3
A1:5--B3:13
20
启动灯3
A1:20--B3:5
6
启动开关4
A1:6--B3:12
21
启动灯4
A1:21--B3:6
7
停止开关1-A
A1:7--B3:2
22
停止灯
8
23
示教开关
9
24
急停开关1
A1:24--B3:1
10
25
急停开关1
A1:25--B3:8
11
122
MATSW1-
1
14
MATSW1+
1
13
1
124
SFP2-
12
126 128
SFP2+
1
11
SFP1-
1
10
SFP1+
1
9
1 2 3 4 5 6 7 8 9 10
130
G_EMG2G_EMG2+
1
8
1
7
132
线
134
136
138
G_EMG1G_EMG1+ EX_EMG2EX_EMG2+ EX_EMG1EX_EMG1+
审核
批准
OTC焊接机器人自动化
设计单位:艾励美特科技有限公司
地址:深圳市龙华新区樟坑径下围工业园1路14号 电话:
页面描述:操作盒到机器人控制柜插头 更改时间: 2016-12-07
CNOP2
操作盒到机器人控制柜插头
CNOP2
A1
启动开关2 白红3
B1
启动灯2 白黑3
A2
启动开关3 黄红3
B2
启动灯3 白黑2
紧急停止插座
SE
1
2
3
4 停止按钮插座
SQ3
1
2
216
订 218
220 222 224 226 228 230
插座
B3
1
9
2
10
3
11
4
12
5
13
6Hale Waihona Puke 14715
8
16
232
线
234
236
238
项目编号: HNDD
项目名称:OTC机器人工位盒接线图
设计 叶朝贵
校对
审核
批准
OTC焊接机器人自动化
设计单位:艾励美特科技有限公司
139
EMG2+
136
156