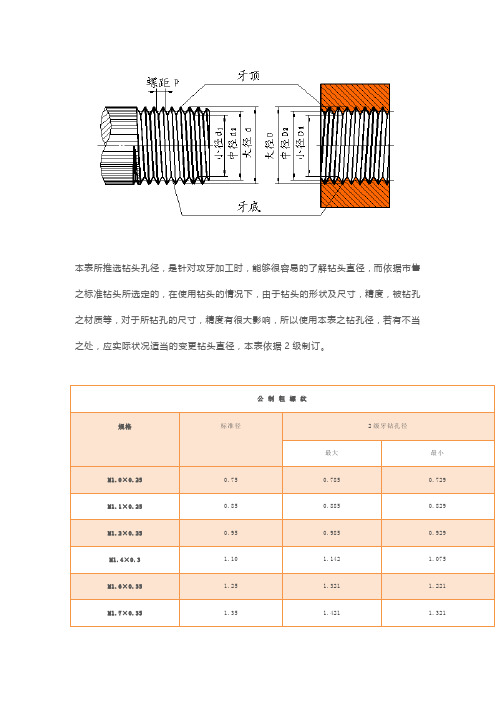
螺纹钻孔尺寸
普通螺纹钻孔选用底孔钻头参考表

粗牙 5 47 47.2
正常情况应尽量选用钻底孔尺寸中的钻头,在出现烂牙,丝攻容易断时才选用最大底孔尺寸的钻头。
粗牙普通螺纹规格用字母“M”及“公称直径”表示,例如:M24表示公称直径为24mm的粗牙普通螺纹。
22 细牙 1 21 21.2 细牙 4 43.8 44
细牙 1.5 20.5 20.7 粗牙 5 42.7 42.9
细牙 2 19.9 20.1 52 细牙 1.5 50.5 50.7
粗牙 2.5 19.5 19.7 细牙 2 49.9 50.1
细牙 3 48.9 49.1
细牙 1.5 14.5 14.7 细牙 4 37.8 38
粗牙 2 14 14.2 粗牙 4.5 37.3 37.5
18 细牙 1 17 17.2 45 细牙 1.5 43 细牙 2 42.9 43.1
细牙 2 15.9 16.1 细牙 3 41.9 42.1
细牙普通螺纹用“M”及“直径X螺距”表示,M24X1.5表示公称直径为24mm,螺距为1.5mm的细牙普通螺纹。
左旋螺纹在规格后加“LH”表示,例如:M24-LH表示公称直径为24mm的左旋粗牙普通螺纹。
细牙 1 7 7.2 33 细牙 1.5 31.5 31.7
粗牙 1.25 6.7 6.9 细牙 2 30.9 31.1
10 细牙 0.75 9.2 9.4 细牙 3 29.9 30.1
细牙 1 9 9.2 粗牙 3.5 29.2 29.4
细牙 1.25 8.7 8.9 36 细牙 1.5 34.5 34.7
粗牙 0.7 3.3 粗牙 3 24 24.2
5 细牙 0.5 4.5 30 细牙 1 29 29.2
公制、英制、美制、各种螺纹钻孔标准

公 制 细螺纹
规格 M1.0x0.2 M1.1x0.2 M1.2x0.2 M1.4x0.2 M1.6x0.2 M1.7x0.2 M1.8x0.2 M2.0x0.25 M2.2x0.25 M2.3x0.25 M2.5x0.35 M2.6x0.35 M3.0x0.35 M3.5x0.35 M4.0x0.5 M4.5x0.5 M5.0x0.5 M5.5x0.5 M6.0x0.75 M6.0x0.5 M7.0x0.75 M7.0x0.5 M8.0x1.0 M8.0x0.75 M8.0x0.5 M9.0x1.0 M9.0x0.75 M10x1.25 M10x1.0 M10x0.75 M10x0.5 M11x1.0 M11x0.75 M12x1.5 M12x1.25 M12x1.0 M12x0.5 M14x1.5 M14x1.0 M15x1.5 M15x1.0 M16x1.5 标准径 0.80 0.90 1.00 1.20 1.40 1.45 1.60 1.75 1.95 2.05 2.20 2.20 2.70 3.20 3.50 4.00 4.50 5.00 5.30 5.50 6.30 6.50 7.00 7.30 7.50 8.00 8.30 8.80 9.00 9.30 9.50 10.00 10.30 10.50 10.80 11.00 11.50 12.50 13.00 13.50 14.00 14.50 2级牙钻孔径 最大 0.821 0.921 1.021 1.221 1.421 1.500 1.621 1.785 1.985 2.061 2.221 2.246 2.721 3.221 3.599 4.099 4.599 5.099 5.378 5.550 6.378 6.550 7.153 7.378 7.520 8.153 8.378 8.912 9.153 9.378 9.520 10.153 10.378 10.676 10.912 11.153 11.520 12.676 13.153 13.676 14.153 14.676 最小 0.783 0.883 0.983 1.183 1.383 1.460 1.583 1.729 1.929 2.001 2.121 2.186 2.621 3.121 3.459 3.959 4.459 4.959 5.188 5.400 6.188 6.400 6.917 7.188 7.400 7.917 8.188 8.647 8.917 9.188 9.400 9.917 10.188 10.376 10.647 10.917 11.400 12.376 12.917 13.376 13.917 14.376 规格
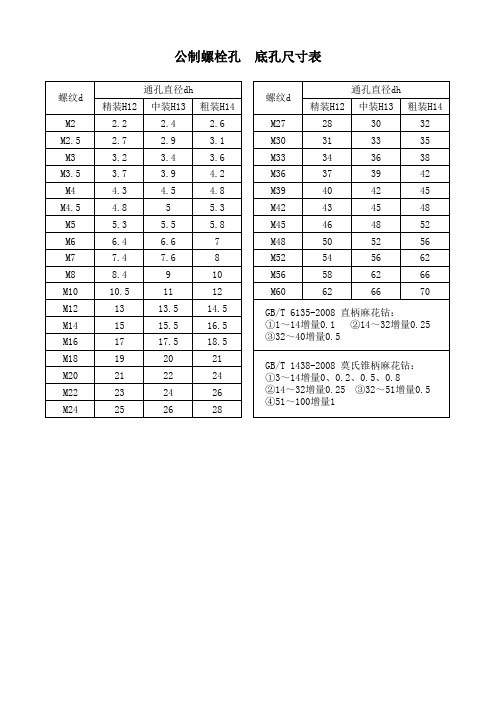
公制螺栓、螺纹钻孔尺寸表
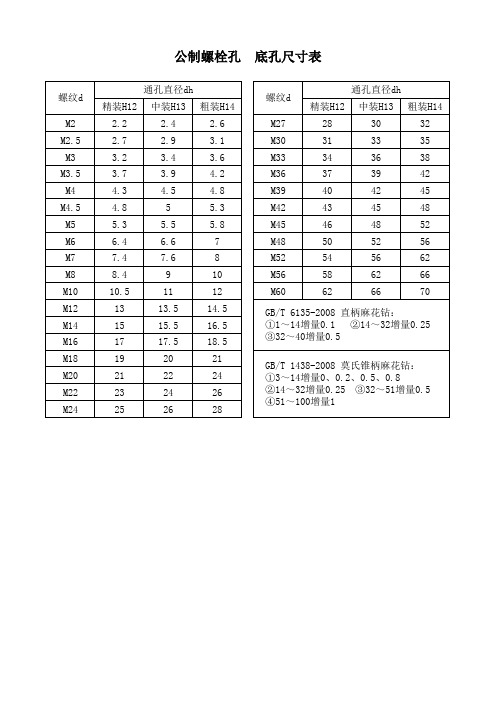
螺纹d
M2 M2.5 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M10 M12 M14 M16 M18 M20 M22 M24
通孔直径dh
精装H12 中装H13 粗装H14
2.2
2.4
2.6
2.7
2.9
3.1
3.2
3.4
3.6
3.7
3.9
4.2
4.3
4.5
4.8
4.8
5
5.3
5.3
5.5
5.8
6.
9
10
10.5
11
12
13
13.5
14.5
15
15.5
16.5
17
17.5
18.5
19
20
21
21
22
24
23
24
26
25
26
28
螺纹d
M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60
通孔直径dh
精装H12 中装H13 粗装H14
1 0.75 1.25
1 0.75 1.5
1 1.25 0.75 1.75 1.5 1.25
1 2 1.5 1 2 1.5 1 2.5 1.5 1 2.5 2 1.5 1
钻头 直径
1.6 1.7 2.5 2.6 3.3 3.5 4.2 4.5 5 5.3 6.8 7 7.3 8.5 9 8.8 9.3 10.2 10.5 10.8 11 12 12.5 13 14 14.5 15 15.5 16.5 17 17.5 18 18.5 19
4
44
螺纹钻孔尺寸表

2″
2″
11.5 56.3
新旧螺纹代号对照表
新标准 旧标准 螺纹名称螺纹代号
代号 代号
普通螺纹
M
M
梯形螺纹
Tr
T
锯齿形螺纹 米制锥螺纹 55°管螺纹
S
S
ZM ///
G
G
圆锥外螺 纹
R
55°锥管 圆锥内螺
螺纹
纹
Rc
ZG(KG)
圆柱内螺 纹
Rp
60°圆锥螺纹
NPT
Z
55°直管螺纹钻孔直径尺寸表
55°锥管螺纹钻孔尺寸表 锥度1:16
尺寸代号
新
旧
每寸 钻头直 牙数 径
尺寸代号
新
旧
每寸牙 数
钻头直径
1/8″ 1/8″ 28 8.6
1/8″ 1/8″ 28
8.3
1/4″ 1/4″ 19 11.9
1/4″ 1/4″ 19 11.1
3/8″ 3/8″ 19 15.3
3/8″ 3/8″ 19 14.5
UNF-统一细牙螺纹
1 1/2-12UNF:Φ36
NC-美国国家粗牙螺纹
1 1/8-7UNC:Φ26.5
NF-美国国家细牙螺纹
1 1/2″NPT:Φ44.45
BSP-英制直管螺纹
3/4″NPT:Φ23.4
BSPT-55°锥管螺纹,英制牙型角55°,
M12*1.5细牙螺纹钻底孔直径:公称直径
锥度1:16
公称直径
新
旧
每寸牙 钻头直
数
径
1/16″
///
27 6.2
1/8″ 1/8″
27
8.6
1/4″ 1/4″
钻孔参数表

3.3 4.2
5 6.7
8.5
10.2
14 17.5 20.8 26.2 31.7 37.2 42.6
12
15
17
20
25
M10× 1.25
25
M12× 1.25
30 M16×1.5
40 M20×1.5 M24×1.5
M30×1.5
1/4″ 2/8″ 1/2″ 3/4″
8.7
10.7
14.5 18.5 22.5 28.5
Ф10顶杆 孔
Ф42
9.8
Ф52
10.5
M12螺纹 底孔
Ф62
11
Ф12顶杆
11.8 孔/浇口
套孔
12
13
15
M16螺纹 底孔
Ф16顶杆
ቤተ መጻሕፍቲ ባይዱ
15.8 孔/浇口
套孔
15.875
M20螺纹
底孔
Ф19.7 浇口套孔
常用普通螺纹钻底孔用钻头直径尺寸及孔深度
常用普通螺纹钻孔参数表
普通螺纹 底孔直径 底孔深度 细螺纹
规格 Ф1 Ф1.5 Ф2 Ф2.5 Ф3 Ф3.3 Ф3.8 Ф4 Ф4.2
Ф4.8 Ф5 Ф5.5
Ф5.8 Ф6 Ф6.7 Ф6.8 Ф7 Ф7.8
可钻深度 柄部规格 备注
NC车间常用普通钻头规格表
规格 可钻深度 柄部规格 备注 规格
点浇口 Ф8
7
Ф21
点浇口 Ф8.5
点浇口/ 顶杆孔 M3螺纹 底孔 Ф3顶杆 孔 M4螺纹 底孔 Ф4顶杆 孔
Ф8.8 Ф9 Ф9.8 Ф10 Ф10.2 Ф11
M5螺纹 底孔
Ф11.8
Ф5顶杆 孔 M6螺纹 底孔
超全螺纹攻牙钻孔直径和滚造直径对照表,值得收藏!
M17×1.0
16.00
16.153
15.917
M18×2.0
16.00
16.210
15.835
M18×1.5
16.50
16.670
16.376
M18×1.0
17.00
17.153
16.917
M20×2.0
18.00
18.210
17.835
M20×1.5
18.50
18.676
18.376
39.50
39.827
38.964
2 -4-1/2
45.20
45.593
44.679
英制螺纹
规格
钻孔径
硬材
软材
W1/8 - 40
2.65
2.60
W5/32 - 32
3.25
3.20
W3/16 - 24
3.75
3.70
W1/4 - 20
11.938
11.709
9/16 -28
13.20
13.386
13.132
5/8 -24
14.80
14.986
14.732
3/4 -20
17.80
17.958
17.678
7/8 -20
21.00
21.133
20.853
1 -20
24.00
24.308
24.028
美 制 粗 螺 纹
规格(UNC)
标准径
1.40
1.421
1.383
M1.7×0.2
1.45
1.500
1.460
M1.8×0.2
1.60
螺纹钻孔尺寸

4
34.8
18
粗
2.5
15.4
细
3
35.9
细
2
15.9
细
2
36.9
细
1.5
16.5
细
1.5
37.5
细
1
17
公称直径d
螺距P
钻头直径D0
公称直径d
螺距P
钻头直径D0
42
粗
4.5
37.3
48
粗
5
42.7
细
4
37.8
细
4
43.8
细
3
38.9
细
3
44.9
细
2
39.9
细
2
45.9
细
1.5
40.5
细
1.5
46.5
45
粗
4.5
40.3
52
粗
4.5
46.7
细
4
40.8
细
4
47.8
细
3
41.9
细
3
48.9
细
2
42.9
细
2
49.9
细
1.5
43.5
细
1.5
50.5
公称直径d
螺距P
钻头直径D0
公称直径d
螺距P
钻头直径D0
1
粗
0.25
0.75
20
粗
2.5
17.4
细
0.2
0.8
细
2
17.9
2
粗
0.4
1.6
细
1.5
18.5
螺纹孔底孔尺寸表
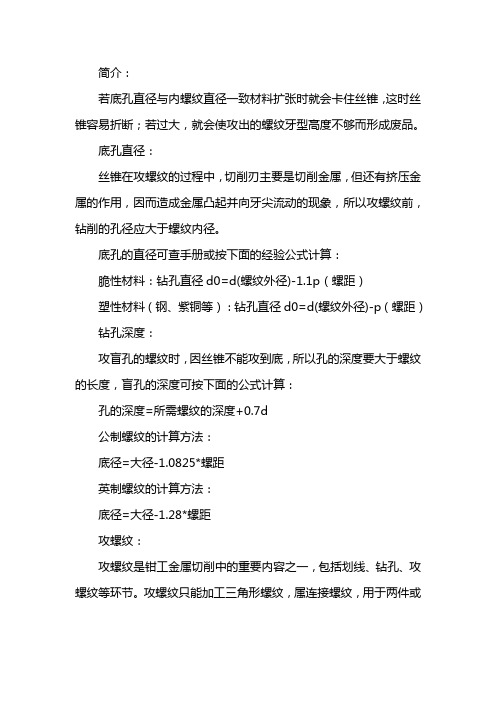
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
公制螺栓、螺纹钻孔尺寸表
1 0.75 1.5
1 1.25 0.75 1.75 1.5 1.25
1 2 1.5 1 2 1.5 1 2.5 1.5 1 2.5 2 1.5 1
钻头 直径
1.6 1.7 2.5 2.6 3.3 3.5 4.2 4.5 5 5.3 6.8 7 7.3 8.5 9 8.8 9.3 10.2 10.5 10.8 11 12 12.5 13 14 14.5 15 15.5 16.5 17 17.5 18 18.5 19
5
5.3
5.3
5.5
5.8
6.4
6.6
7
7.4
7.6
8
8.4
9
10
10.5
11
12
13
13.5
14.5
15
15.5
16.5
17
17.5
18.5
19
20
21
21
22
24
23
24
26
25
26
28
螺纹d
M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60
通孔直径dh
精装H12 中装H13 粗装H14
公制螺栓孔 底孔尺寸表
螺纹d
M2 M2.5 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M10 M12 M14 M16 M18 M20 M22 M24
通孔直径dh
精装H12 中装H13 粗装H14
2.2
2.4
2.6
2.7
2.9
3.1
3.2
3.4
3.6
3.7
3.9
4.2
攻螺纹前钻底孔直径及底径1

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
螺纹攻牙底孔孔径对照表
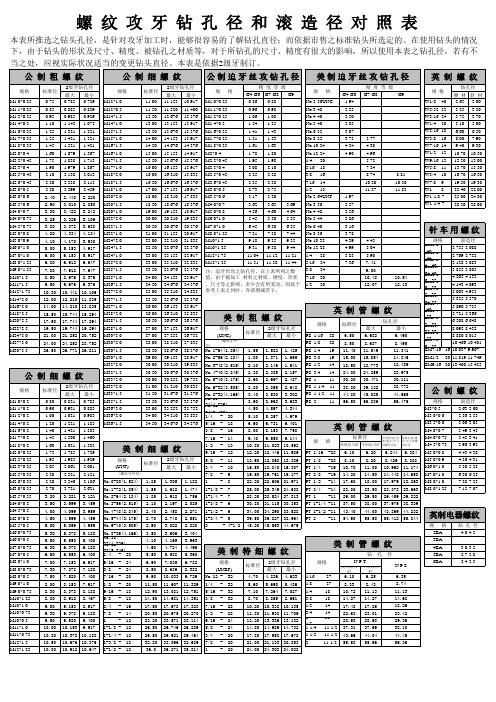
当之处,应视实际状况适当的变更钻头直径。
本表是依据2级牙制订。
注:迫牙丝攻之钻孔径,在上表所列之数
值,由于被加工 材料之材质、硬度、形状
、尺寸等之影响,多少会有所变动,因此于
参考上表之同时,亦请增减若干。
螺纹攻牙钻孔径和滚造径对照表
本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依据市售之标准钻头所选定的。
在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对于所钻孔的尺寸、精度有很大的影响,所以使用本表之钻孔径,若有不。