螺纹牙套规格及钻孔尺寸表 2
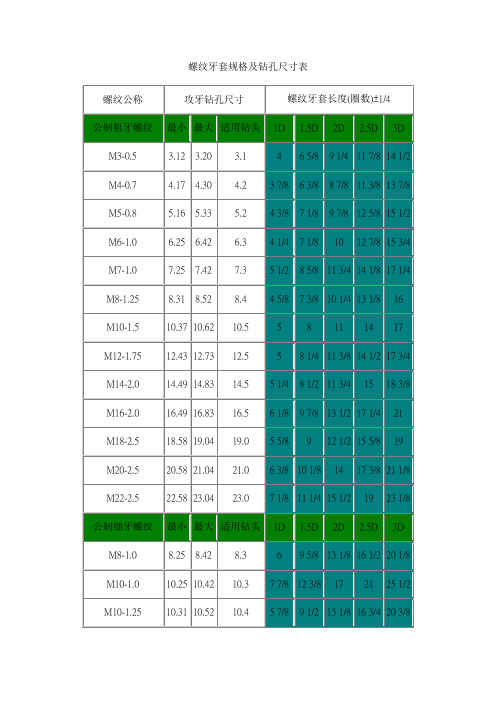
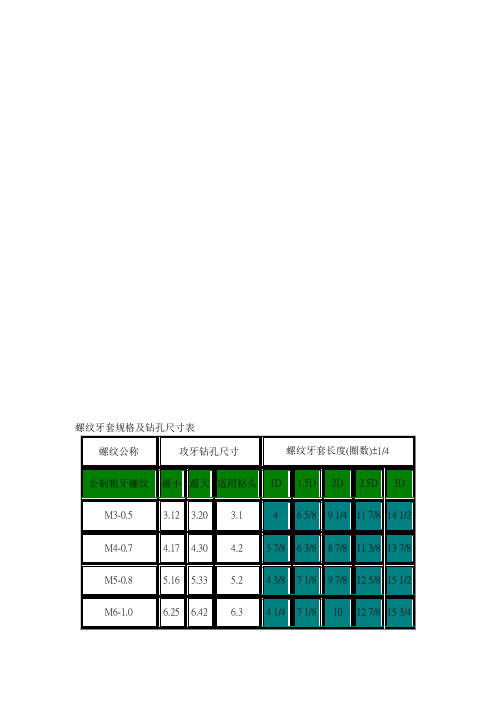
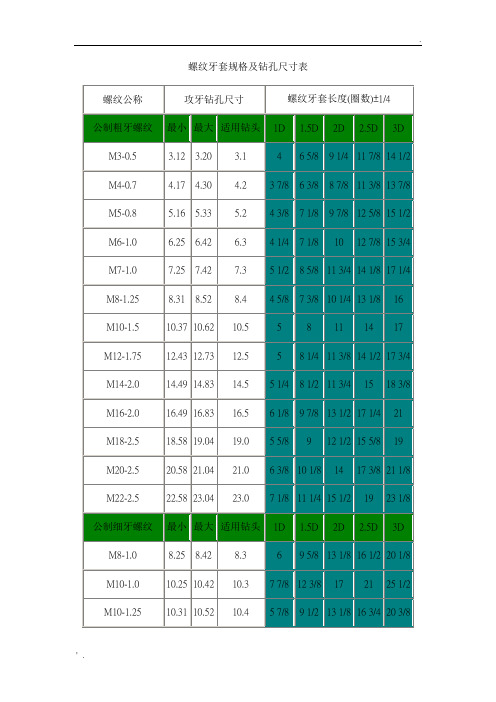
螺纹牙套规格及钻孔尺寸表
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P 型工具装入护套五. S 型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问: 请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表 2教学文案
螺纹牙套规格及钻孔尺寸表2螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸及作业程序表
螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
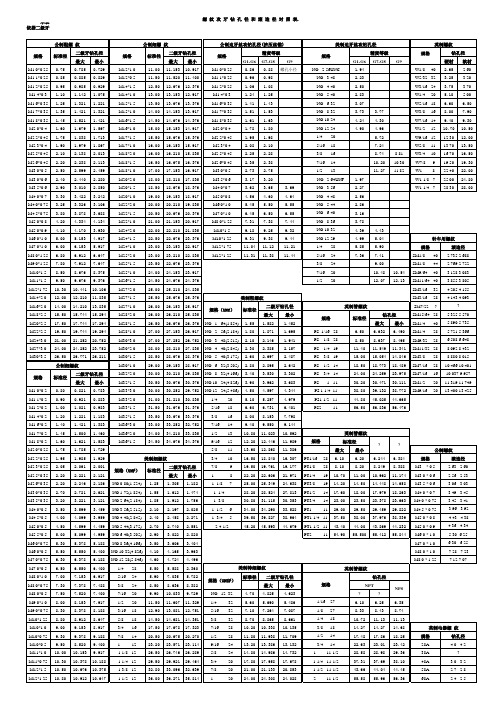
螺纹攻牙-钻孔直径对照表
M4.0*0.5 3.50 3.599 3.459 NO.3-56(2.515) 2.10 2.197 2.025
M4.5*0.5 4.00 4.099 3.959 NO.4-48(2.845) 2.40 2.458 2.271
M5.0*0.5 4.50 4.599 4.459 NO.5-44(3.175) 2.70 2.740 2.551
9.31 9.38
9.44
M12*1.75
11.04 11.12 11.21
M12*1.25
11.31 11.38 11.44
美制迫牙丝攻钻孔径
规格 NO. 2-56UNC
精度等级
G1-G6 G7-G8 G9
1.94
..
..
NO. 3-48
2.23
..
..
NO. 4-40
2.50
..
..
NO. 5-40
******本表 依据二级牙
螺 纹 攻 牙 钻 孔 径 和 滚 造 径 对 照 表.
公制粗螺 纹
公制细螺 纹
规格
标准径
二级牙钻孔径 最大 最小
规格
标准径
二级牙钻孔径 最大 最小
M1.0*0.25 0.75 0.785 0.729
M12*1.0
11.00 11.153 10.917
M1.1*0.25 0.85 0.885 0.829
M28*1.0
27.00 27.153 26.917
M24*3.0 21.00 21.252 20.752
M30*3.0
27.00 27.252 26.752
M27*3.0 24.00 24.252 23.752
M30*2.0
各种螺纹详细参数和钻孔直径对照表
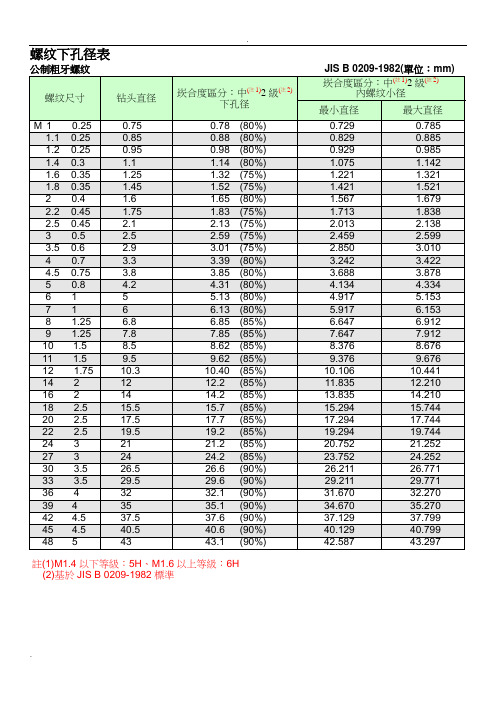
螺纹下孔径表
註(1)M1.4以下等級:5H、M1.6以上等級:6H
(2)基於JIS B 0209-1982標準
螺纹下孔径表
螺纹下孔径表
(2)基於JIS B 0211-1982標準螺纹下孔径表
螺纹下孔径表
螺纹下孔径表
螺纹下孔径表
螺纹下孔径表。
螺纹下孔径表
上述钻头直径來源於美制管用耐密斜行螺纹ANSI B1.20.3—1957 Dryseal Pipe Threads (Inch)標準。
螺纹下孔径表(無屑絲攻用)
螺纹下孔径表(無屑絲攻用)
螺纹下孔径表(無屑絲攻用)
螺纹下孔径表(無屑絲攻用)
螺纹下孔径表(護套螺纹用)
螺纹下孔径表(護套螺纹用)
螺纹下孔径表(護套螺纹用)
各 種 換 算 表
管用螺絲基準寸法(mm)。
螺纹牙套规格及钻孔尺寸表

螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一、钻孔使用工具二、攻牙使用工具三、护套装入方向四、P型工具装入护套五、S型工具装入六、敲断护套导舌七、使用后结构八、损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目得就是把牙套装入工件中,建议M6[U1/4]以下请使用P 型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买得长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查就是不就是有扩孔攻牙后捡查螺纹就是不就是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳得锁合效果。
螺纹护套之用途ﻫ机械五金零件中,有铝、铜、铸铁、电木、、、、等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般得制造过程中,可补救错误得孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都就是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品、、、、、等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密得菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位与淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表 2
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套钻孔尺寸表
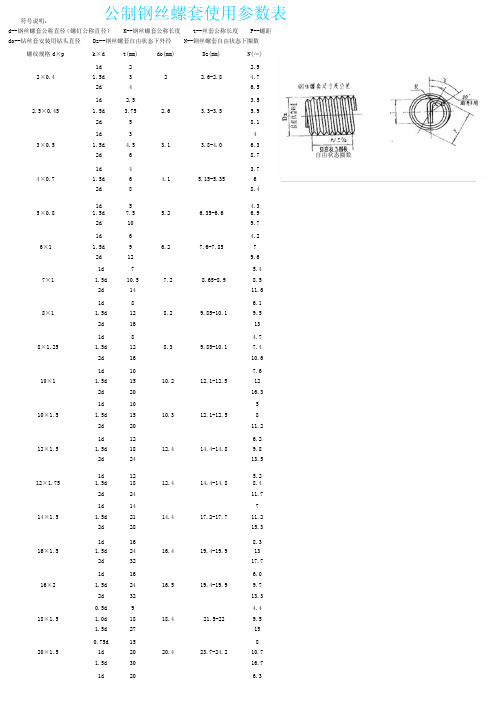
公制钢丝螺套使用参数表符号说明:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)2×0.41d1.5d2d2342 2.6-2.82.94.76.52.5×0.451d1.5d2d2.53.7552.63.3-3.53.55.98.13×0.51d1.5d2d34.563.1 3.8-4.046.38.74×0.71d1.5d2d4684.15.15-5.353.768.45×0.81d1.5d2d57.5105.26.35-6.64.36.99.76×11d1.5d2d69126.27.6-7.854.279.67×11d1.5d2d710.5147.2 8.65-8.95.48.511.68×11d1.5d2d812168.2 9.85-10.16.19.5138×1.251d1.5d2d812168.3 9.85-10.14.77.410.610×11d1.5d2d10152010.2 12.1-12.57.61216.310×1.51d1.5d2d10152010.3 12.1-12.55811.212×1.51d1.5d2d12182412.4 14.4-14.86.29.813.512×1.751d1.5d2d12182412.4 14.4-14.85.28.411.714×1.51d1.5d2d14212814.4 17.2-17.7711.215.316×1.51d1.5d2d16243216.4 19.4-19.98.31317.716×21d1.5d2d16243216.5 19.4-19.96.09.713.318×1.50.5d1.0d1.5d9182718.4 21.5-224.49.51520×1.50.75d1d1.5d15203020.4 23.7-24.2810.716.71d 20 6.3自由状态圈数20×2.5 1.5d2d 304020.5 23.7-24.2 1013.722×1.5 0.75d1d16.52222.4 26.3-26.88.611.724×1.51d1.5d 243624.4 28.6-29.1 1319.824×31d1.5d2d24364824.6 28.6-29.16.3101426×1.50.5d0.75d1d1319.52626.4 30.5-316.710.714.627×1.50.5d0.75d1d13.520.32727.4 32.2-32.76.710.714.627×20.5d0.75d1d13.520.32727.5 32.2-32.76.710.714.630×1..50.5d0.75d1d1522.53030.4 35.2-35.77.812.216.530×3.51d1.5d2d30456030.7 35.2-35.771114.933×1.50.5d0.75d1d16.624.53333.4 38.3-38.89.113.718.339×20.5d0.75d1d19.529.253939.5 45.1-45.67.912.216.660×40.5d1d326464.9 65-667.315.6:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)螺纹牙套钻孔尺寸表--通制作公制粗螺纹底孔尺寸范围钻头选择公制粗螺纹底孔尺寸范围钻头选择M3*0.5 3.12--3.20 3.1M8*1.08.25--8.428.3M4*0.7 4.17--4.30 4.2M10*1.010.25--10.4210.3 M5*0.8 5.16--5.33 5.2M10*1.2510.31--10.5210.4 M6*1.0 6.25--6.42 6.3M12*1.2512.31--12.5212.4 M7*1.07.25--7.427.3M12*1.512.37--12.6212.5 M8*1.258.31--8.528.4M14*1.2514.27--14.414.3 M10*1.510.37--10.6210.5M14*1.514.37--14.6214.5 M12*1.7512.43--12.7312.5M16*1.516.37--16.6216.5 M14*2.014.49--14.8314.5M18*1.518.37--18.6218.5 M16*2.016.49--16.8316.5M20*1.520.37--20.6220.5 M18*2.518.58--19.0419M20*2.520.58--21.0421。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹牙套规格及钻孔尺寸表
螺纹牙套作业程序表
一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套
五. S型工具装入六.敲断护套导舌
七.使用后结构八.损坏时取出方法(以相反方向取出)
问:请问如何选择工具?
答:
工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?
答:
牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?
答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?
答:
(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入
(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙
套]。
问:使用牙套机本上应注意那些事项?
答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能
螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其
螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,
达到更佳的锁合效果。
螺纹护套之用途
机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因
母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质
螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。