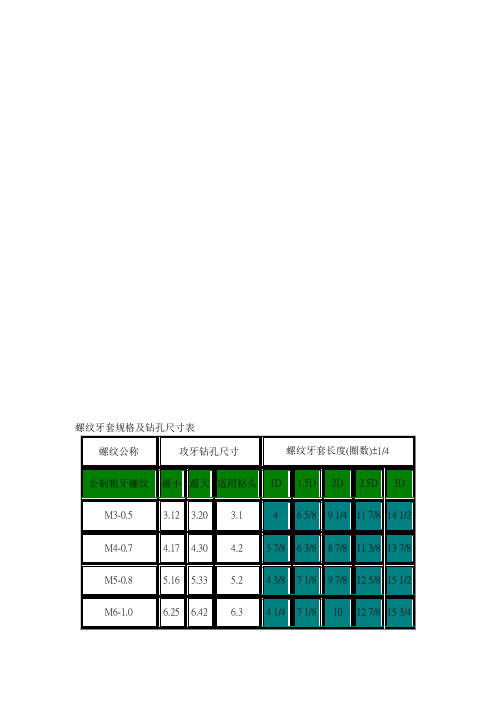
螺纹牙套规格及钻孔尺寸表
最全螺纹底孔查询表

规格
标准径
2级牙钻孔径 最大 最小
1/4 -32 5.6 5.689 5.487
牙 套 螺 纹攻 用
规格
标准径
下孔径 最大 最小
M10*1.5 10.5 10.62 10.37
美制管螺纹
钻孔径
规格
1-1/4 -111/2
NPT
使用铰刀时
37.31
英制管螺纹(PS,PF,PT)
规格
标准径
2 - 11 PF 57
NPT
不用铰刀时
37.69
NPS
38.1
螺纹(PS,PF,PT)
钻孔径
最大
最小
57.296 56.656
针车用螺纹
规格
标准径
最大
最小
SM1/16 -80 1.25 1.281 1.211
美制特殊螺纹(UNS)
规格(2B内螺纹) 螺纹外径
钻孔径
最大
最小
1/4-36 UNS 2B 6.3标准径
2级牙钻孔径 最大 最小
M1.4*0.3 1.1 1.142 1.075
螺纹查
公制细螺纹
规格
标准径
M4.5*0.5
4
询
美制粗螺纹(UNC)
规格
标准径
2级牙钻孔径 最大 最小
3/8 -16
8 8.153 7.798
美制细螺纹(UNF)
规格
标准径
3/8 -24 8.5
美制特细螺纹(UNEF)
纹查询表
公制细螺纹
2级牙钻孔径
最大
最小
公制迫牙丝攻钻孔径
规格
精度
最大
最小
4.099 3.959
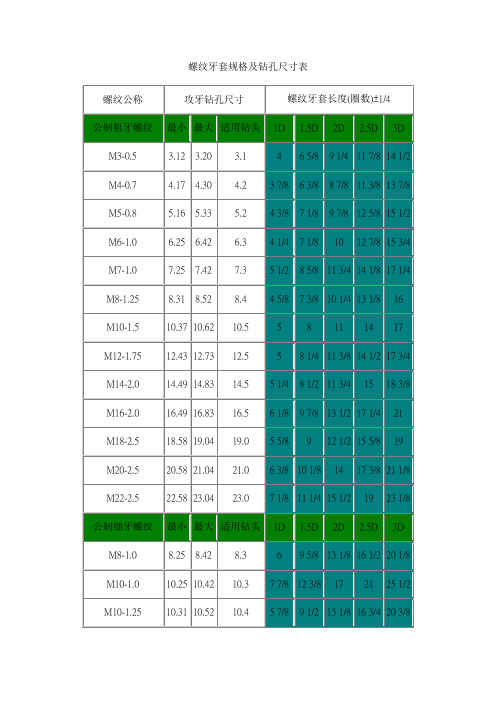
螺纹牙套钻孔尺寸表
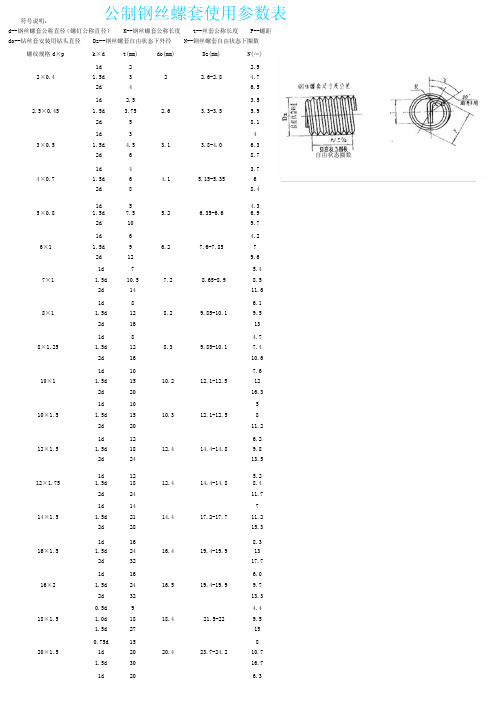
公制钢丝螺套使用参数表符号说明:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)2×0.41d1.5d2d2342 2.6-2.82.94.76.52.5×0.451d1.5d2d2.53.7552.63.3-3.53.55.98.13×0.51d1.5d2d34.563.1 3.8-4.046.38.74×0.71d1.5d2d4684.15.15-5.353.768.45×0.81d1.5d2d57.5105.26.35-6.64.36.99.76×11d1.5d2d69126.27.6-7.854.279.67×11d1.5d2d710.5147.2 8.65-8.95.48.511.68×11d1.5d2d812168.2 9.85-10.16.19.5138×1.251d1.5d2d812168.3 9.85-10.14.77.410.610×11d1.5d2d10152010.2 12.1-12.57.61216.310×1.51d1.5d2d10152010.3 12.1-12.55811.212×1.51d1.5d2d12182412.4 14.4-14.86.29.813.512×1.751d1.5d2d12182412.4 14.4-14.85.28.411.714×1.51d1.5d2d14212814.4 17.2-17.7711.215.316×1.51d1.5d2d16243216.4 19.4-19.98.31317.716×21d1.5d2d16243216.5 19.4-19.96.09.713.318×1.50.5d1.0d1.5d9182718.4 21.5-224.49.51520×1.50.75d1d1.5d15203020.4 23.7-24.2810.716.71d 20 6.3自由状态圈数20×2.5 1.5d2d 304020.5 23.7-24.2 1013.722×1.5 0.75d1d16.52222.4 26.3-26.88.611.724×1.51d1.5d 243624.4 28.6-29.1 1319.824×31d1.5d2d24364824.6 28.6-29.16.3101426×1.50.5d0.75d1d1319.52626.4 30.5-316.710.714.627×1.50.5d0.75d1d13.520.32727.4 32.2-32.76.710.714.627×20.5d0.75d1d13.520.32727.5 32.2-32.76.710.714.630×1..50.5d0.75d1d1522.53030.4 35.2-35.77.812.216.530×3.51d1.5d2d30456030.7 35.2-35.771114.933×1.50.5d0.75d1d16.624.53333.4 38.3-38.89.113.718.339×20.5d0.75d1d19.529.253939.5 45.1-45.67.912.216.660×40.5d1d326464.9 65-667.315.6:d--钢丝螺套公称直径(螺钉公称直径)K--钢丝螺套公称长度t--丝套公称长度P--螺距do--钻丝套安装用钻头直径Dz--钢丝螺套自由状态下外径N--钢丝螺套自由状态下圈数螺纹规格d×p k×d t(mm) do(mm) Dz(mm) N(≈)螺纹牙套钻孔尺寸表--通制作公制粗螺纹底孔尺寸范围钻头选择公制粗螺纹底孔尺寸范围钻头选择M3*0.5 3.12--3.20 3.1M8*1.08.25--8.428.3M4*0.7 4.17--4.30 4.2M10*1.010.25--10.4210.3 M5*0.8 5.16--5.33 5.2M10*1.2510.31--10.5210.4 M6*1.0 6.25--6.42 6.3M12*1.2512.31--12.5212.4 M7*1.07.25--7.427.3M12*1.512.37--12.6212.5 M8*1.258.31--8.528.4M14*1.2514.27--14.414.3 M10*1.510.37--10.6210.5M14*1.514.37--14.6214.5 M12*1.7512.43--12.7312.5M16*1.516.37--16.6216.5 M14*2.014.49--14.8314.5M18*1.518.37--18.6218.5 M16*2.016.49--16.8316.5M20*1.520.37--20.6220.5 M18*2.518.58--19.0419M20*2.520.58--21.0421。
螺纹牙套规格及钻孔尺寸表
螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P 型工具装入护套五. S 型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问: 请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表 2教学文案
螺纹牙套规格及钻孔尺寸表2螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表 2
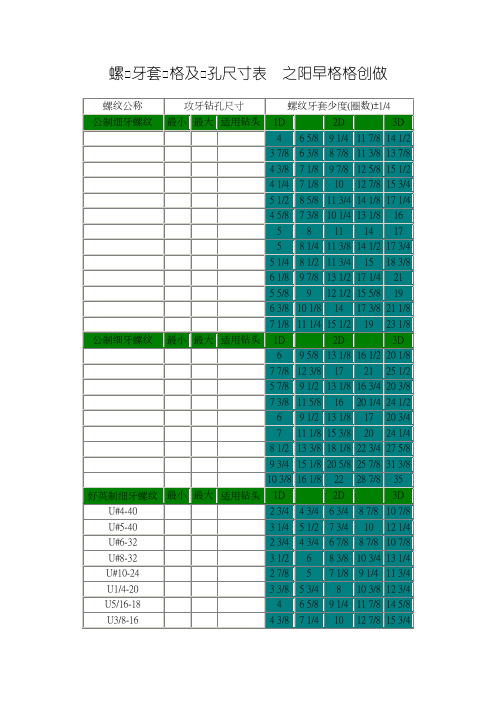
螺纹牙套纹格及纹孔尺寸表之阳早格格创做U7/16-14 4 1/27 3/810 1/413 1/816 1/8U1/2-13 4 7/87 7/81114 1/817 1/8U9/16-12 5 1/88 1/411 1/214 3/417 7/8U5/8-11 5 1/48 1/211 3/41518 3/8U3/4-10 5 7/89 3/81316 1/220 1/8U7/8-9 6 1/41013 3/417 1/221 1/4好英制细牙螺纹最小最大适用钻头1D2D3DU#8-36 3 7/8 6 1/29 1/811 5/814 1/4U#10-32 4 1/8 6 7/89 1/212 1/414 7/8U1/4-2858 1/411 3/814 1/217 5/8U5/16-24 5 1/28 7/812 1/415 5/819U3/8-24 6 7/8111519 1/823 1/8U7/16-20 6 5/810 5/814 5/818 1/222 1/2U1/2-207 7/812 3/816 7/821 3/825 7/8U5/8-18914 1/819 1/424 1/429 3/8U3/4-169 3/415 1/820 5/82631 1/2火星塞博用最小最大适用钻头10L15L20L4 5/8 6 1/29 3/413 1/8螺纹牙套做纹步调表一. 钻孔使用功具两.攻牙使用功具三.护套拆进目标四. P型工具拆进护套五. S型工具拆进六.敲断护套导舌七.使用后结构八.益坏时与出要领(以差异目标与出)问:请问怎么样采用功具?问:工具其脚段是把牙套拆进工件中,修议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上细牙P型S型两种工具多可采用.问:请问怎么样采用博用丝攻?问:牙套丝攻可分为脚攻[2收组]及板滞攻用螺旋丝攻[单收].问:为甚么所购的少度规格量起去出有敷少?问:果为牙线加进螺纹里会随螺纹线展启少,故请依规格表采用牙套.问:牙套拆出有进去母件有那几种本果?问:(A)牙套目标错了(B)使用P型工具出通过导牙端便曲交用前端锁进(C)出使用博用丝攻(D)钻孔钻大了出有自愿,里头已出螺纹[出有适用牙套].问:使用牙套机本上应注意那些事项?问:钻孔请依确定钻孔捡查是出有是有扩孔攻牙后捡查螺纹是出有是偏偏了会做用牙套功能,牙套拆进只可逆目标,出有克出有及反目标可则牙套及工具会益坏.螺纹纹套之功能螺纹护套系利用弹簧弛力之个性,将护套拆进母件螺纹内,使其螺纹啮合之能源、静力背荷均衡,故能使所有螺纹之强度减少,达到更好的锁合效验.螺纹纹套之用途板滞五金整件中,有铝、铜、铸铁、电木....等,其螺纹部位,果母材强度出有敷,常制成溃牙,螺纹护套可办理此一问题,普及产品价格.正在普遍的制制历程中,可补救过失的孔径或者益坏之牙孔,达到本规格之螺栓,脆持其产品之品量.螺纹护套适用止业,有使用螺丝之产品,皆是其对于象,比圆:汽车工业、五金制品、各式板滞、国防工业、中销产品.....等,使用螺纹护套可普及其产品价格.螺纹纹套使用材纹螺纹护套系使用下档出有锈钢SUS304弹簧线材,以热轧加工成细稀的菱形断里,再采与进步之CNC估计机博用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套个性越发宁静出有简单金属疲倦,硬度达RC43°~50°,故使用护套之螺纹部位战淬火之钢品一般耐用,更超出普遍攻牙资料.。
螺纹牙套规格及钻孔尺寸及作业程序表
螺纹牙套作业程序表一. 钻孔使用工具二.攻牙使用工具三.护套装入方向四. P型工具装入护套五. S型工具装入六.敲断护套导舌七.使用后结构八.损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买的长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳的锁合效果。
螺纹护套之用途机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
螺纹牙套规格及钻孔尺寸表

螺纹牙套规格及钻孔尺寸表螺纹牙套作业程序表一、钻孔使用工具二、攻牙使用工具三、护套装入方向四、P型工具装入护套五、S型工具装入六、敲断护套导舌七、使用后结构八、损坏时取出方法(以相反方向取出)问:请问如何选择工具?答:工具其目得就是把牙套装入工件中,建议M6[U1/4]以下请使用P 型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。
问:请问如何选择专用丝攻?答:牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。
问:为甚么所买得长度规格量起来不够长?答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。
问:牙套装不进去母件有那几种原因?答:(A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入(C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙套]。
问:使用牙套机本上应注意那些事项?答:钻孔请依规定钻孔捡查就是不就是有扩孔攻牙后捡查螺纹就是不就是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。
螺纹护套之功能螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加,达到更佳得锁合效果。
螺纹护套之用途ﻫ机械五金零件中,有铝、铜、铸铁、电木、、、、等,其螺纹部位,因母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。
在一般得制造过程中,可补救错误得孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。
螺纹护套适用行业,有使用螺丝之产品,都就是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品、、、、、等,使用螺纹护套可提高其产品价值。
螺纹护套使用材质螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密得菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位与淬火之钢品一样耐用,更超越一般攻牙材料。