零件报价表
国内非标备件报价/核价表(单件

国内非标备件报价/核价表(单件)
编号: 金额单位:不含增值税元
中文品名物料代码数 量( )申请单行编号
图 号
要求交货期
零件名称
数 量
材 质
工序名称
工序名称
工序名称
工序名称
工序名称
单 价
净
重
毛
重
单
价
总
价
单件 工时
单
价
单件 工时
单
价
单件 工时
单
价
单件 工时
单
价
单件 工时
2、本表由供应商按此格式填写(采用打印格式),有底纹的格子由采购员填写。
3、采购员审核后,填写“采购拟签呈批表”,按规定权限报批。
单
价
合计
其它费用
管 理 费
%
%
利 润
%
%
配 套 件
合 成 费
%
%
包 装 费
%
%
运 输 费
%
%
设 计 费
%
%
工装模具
用此单另审
承诺交货期
单套(件) 总 价
总 价
报
价
说
明
报价人: 年 月 日 联系电话: 报价单位(盖章):
专业室: 专业员: 年 月 日价格审核人: 年 月 日
核
价
说
明
采购员:
备注:1、计量单位:费用:元;重量:公斤;工时:小时。
零件报价表

Part Number: 零件编号: Supplier Part Number: 供应商零件编号: Old Part Number: 旧零件编号: New Part Name: 新零件名称:
报价类型 Plant Location: 工厂所在地:
Revision #: 修订版本编号: Decision #: 决策方案编号: RFQ #: 询价编号: 螺母 Usage measures 使用量的度量方法 UOM 计量单位 Unit Of Measure input 投入 a
Transportation (if not Deere provided) 运输(如不由迪尔负责的话) Customs & Duties: 关税与清关费用: Comments: 备注:
Provider: 承运人
汽运
-
Grand Total 总计
272.6368
-
272.6368
Issuer 发行者 For Deere Use Only 仅供迪尔使用 Approval Date: 批准日期: Date Entered: 输入日期:
Subtotal B: 小计 B:
Supplier 供应商 Country of Origin 原产国 Cost / Piece 单件成本 a
5.00
13.6842
Purchased Components采购部件 oper. 序号 # Part Number 零件编号 Part Description 零件说明
Machine 机器 Machine 机器 Application 应用 Burden 费用 Cost/hr.
成本/小时
a
People 人员 Labor cost 人工费用 per person 每人
五金零件报价明细表(冲压件核价)Excel版
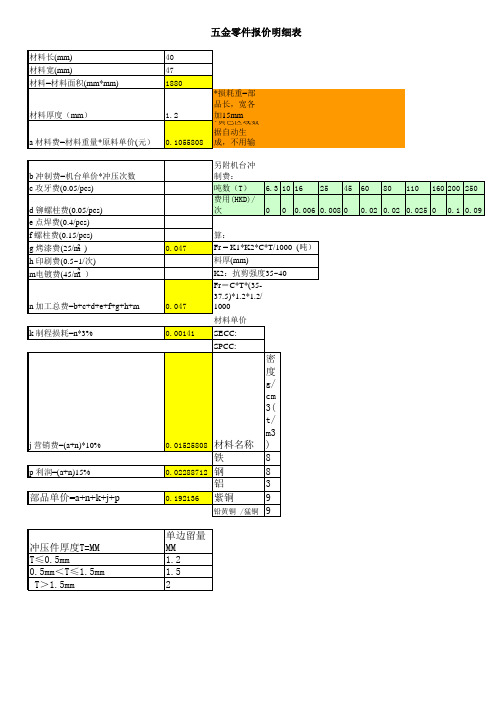
材料长(mm)40材料宽(mm)47材料=材料面积(mm*mm)1880
材料厚度(mm) 1.2*损耗重=部品长,宽各加15mm
a 材料费=材料重量*原料单价(元)0.1055808*黄色区域数据自动生成,不用输
b 冲制费=机台单价*冲压次数另附机台冲制费:
c 攻牙费(0.05/pcs)吨数(T) 6.3101625456080110160200250
d 铆螺柱费(0.05/pcs)费用(HKD)/
次000.0060.00800.020.020.02500.10.09
e 点焊费(0.4/pcs)
f 螺柱费(0.15/pcs)冲裁力计算:
g 烤漆费(25/m )0.047
h 印刷费(0.5~1/次)
m电镀费(45/m )
n 加工总费=b+c+d+e+f+g+h+m0.047Fr=C*T*(35-37.5)*1.2*1.2/ 1000
材料单价
k 制程损耗=n*3%0.00141SECC:
SPCC:
j 营销费=(a+n)*10%0.01525808材料名称密度g/ cm 3( t/ m3 )
铁8 p 利润=(a+n)15%0.02288712钢8
铝3部品单价=a+n+k+j+p0.192136紫铜9
铅黄铜 /猛铜9
冲压件厚度T=MM 单边留量MM
T≤0.5mm 1.2 0.5mm<T≤1.5mm 1.5 T>1.5mm2
Fr = K1*K2*C*T/1000 (吨)K1:安全系数1.5~2 T:料厚(mm)
K2:抗剪强度35~40
五金零件报价明细表
2 2。
汽车零部件成本报价表

序号
项目
1
原材料2外购外协 Nhomakorabea4
制造费用
5
废品损失
一 制造成本
二 管理费用
三 财务费用 四 销售费用 五 工厂成本 六 产品利润 七 专用费用 八 产品单价 九 含税单价
有限公司配套零部件报价表
厂商代号:
厂商地址:
金额(元) 主要材料名 供应厂家
称
(简称)
原材料分析(不含税) 规格 单 位 数量
制造费用分析
合计
其余材料
单件分摊金额(元)
备注栏:
合计 销售费用分析
重要工序
设备类型及型号 设备金额 折旧年限
燃料动力费
——
——
——
每天产量 ——
加工费换算(每天)
劳务费 (元/天)
折旧
其他
——
——
——
加工费合计 加工成本 (每天) (单件)
0
0
0
0
0
——
合计
0
项目 包装费 运输费
合计
金额(元) 0.00
单价(元) 金额(元)
产 品计 量零 件
外购外协件分析(不含税)
主要材料名 供应厂家
称
(简称)
规格
单位
数量
0.00
0.00
0.00
单价(元) 金额(元)
0.00 其余材料
合计
0.00 重要工 序 模具名称 0.00 0.00 0.00 0.00 其他 0.00
专用费用分析
模具总投资(万 元)
使用寿命
经办人:
联系电话:
填表日期:
*请配套单位将表格填写完整,以有利于双方有关商业操作 **此表格填不下时允许配套单位另加附页
塑胶件产品注塑报价估算表
GF122
500.00 6.48 7.33
1000.00 5.49 6.20
50.00 27.24 30.78
ABS
100.00 15.86 17.93
2
镜面 奇美 35
105.00 1.84 300 45 0.85
4
0.30 0.09 0.50 0.50 0.41
4.49 2.00 322.73 9.00 315.00 500.00 200.00 10.18 11.50
1000.00 4.92 5.55
50.00 14.73 16.64
ABS
100.00 8.74 9.87
4
镜面 奇美 35
105.00 0.92 300 45 0.43
3
0.11 0.04 0.50 0.50 0.25
2.75 2.00 322.73 5.00 175.00 101.00 200.00 5.74
考。
8.46
GF122
500.00 5.69 6.43
1000.00 5.09 5.75
50.00 24.44 27.62
ABS
100.00 14.46 16.35
2
镜面 奇美 35
105.00 Biblioteka .84 300 45 0.854
0.30 0.09 0.50 0.50 0.41
4.49 2.00 322.73 5.00 175.00 500.00 200.00 9.48 10.71
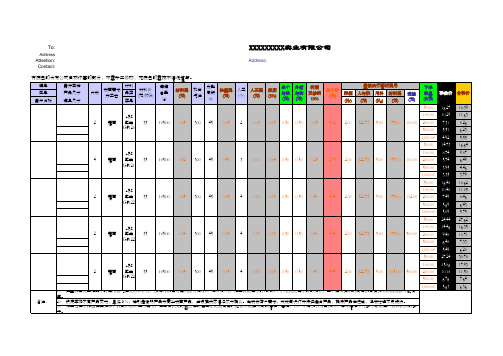
To:
Address Attention:
Contact:
XXXXXXXXX实业有限公司
Address:
有底色的为有公式自动计算的部分,不需手工修改,无底色的需按不情况填写。
最新线割加工报价表报价表

设备
孔径
Φ 1~Φ 9 Φ 10~Φ 14
价格
10 15 20 25
设备
沙迪克 数控铣 精雕机 点穿孔
价格
按每小时 70元计算 按每小时 45元计算 按每小时 25元计算 按每小时 10元计算
备注
中走丝
Φ 15~Φ 19 Φ 20~Φ 30
以上报价均不含税。
Φ 30以上按0.01元/mm2
线割小圆 孔 计算方法
0.8~1.9mm 2.0~4.9mm 5.0~7.9mm 8.0~10.0mm 周长
割一刀 割一修一 11 12 13 14 25 35 13 14 16 18 30 40
异形/方 孔 计算方法
0.3~5.99mm 6.0~15.69mm 15.7~25.11mm 25.12~31.40mm
线割零件 计算方法
零件正割 零件侧割
1.模板一次性装夹线割费不足300元的加收模架费30元,含模具线割,架模找数,模具线割审核。 2.本报价为Φ 0.2-Φ 0.25铜线线割,用Φ 0.15铜线加工以2倍计算,Φ 0.1铜线以6倍计算。
说明
3.线割8字模、小模数齿轮类、滑块、上下异形、斜度2~5度,按以上价格1.5倍计算,5.1~10度 按以上价格1.8倍计算,特殊工件加工另行报价。 3.模板厚度70mm~90mm按1.2倍计算,90mm~110mm按1.3倍计算,110mm~140mm按1.5倍计算, 140mm~200mm按2倍计算,超过200mm的另行报价。
报价单
慢走丝
加工项目
模仁 模板
材质
普通钢材 铜电极 钨钢 孔径
割一刀 割一修一 割一修二 割一修三
0.018 0.023 0.026 0.028
冲压零件表

金额(元) 所需时间
(天)
所需时间 (天)
2 人工成本
3
3 外协外购
4
4 冲床费用
5
5 焊接成本
6
6 铆接成本
7
7 攻牙成本
8
8
辅料易耗 品
9
9 包装费用
10
10 其他费用
11
11 产品利润
12
12 管理费用 ¥0.00
合计
0
ห้องสมุดไป่ตู้
¥0.00
0
¥0.00 ¥0.00
13 税点
17% 工业废料价值
¥0.00
连续模冲压报
冲床吨 位
/分钟冲 /分钟产 /次冲床
压次数 量
成本
操作人 数
/分钟人 工成本
架模成本
生产数 量
价明细
单工序冲压成本明细
成本单价明细 序号 工序
序 号
项目 金额(元) 1
冲床吨 位
/分钟冲 /分钟产 /次冲床
压次数 量
成本
操作人 数
/分钟人 工成本
架模成本
生产数 量
1 原材料
2
合计成本 合计成本
客户名称
单工序
模具类型
单工序
产品尺寸
冲压产品报价表
零件名 称
计量单位
冲压数量(件)
长
宽
高
零件图
号
KG
产品重 量
产品单
价
产品合计重量
报价日期 kg
2021年4月10日 运费
原材料分析
材质
规格尺寸(长X宽X 高)
重量 (KG)
余料价格
单价 (元)
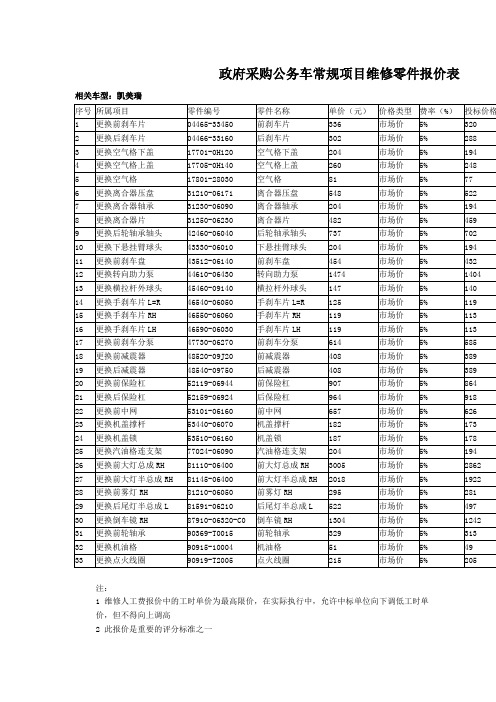
政府采购公务车常规项目维修零件报价表
该费用
政府采购公务车常规项目维修工时费报价表
相关车型丰田凯美瑞(4缸)
序号
项目编号
维修项目名称
工时个数
保备工时费(元
费率(%
投标工时费(元
质保期
1
1378
换机油机滤器
2
1379
换电瓶
3
1380
换防冻液
4
1381
换高压线
34
1411
换曲轴后油封
25
550
27
402
20000/120天
35
1412
换曲轴前油封
24
380
27
380
20000/120天
36
1413
换水箱
8.2
180
27
131
20000/120天
37
1414
换涨紧轮
3.6
80
27
58
20000/120天
38
1415
换马达
5.5
120
27
88
20000/120天
329
市场价
5%
313
广汽丰田
凯美瑞
32
更换机油格
90915-10004
机油格
51
市场价
5%
49
广汽丰田
凯美瑞
33
更换点火线圈
90919-T2005
点火线圈
215
市场价
5%
205
广汽丰田
凯美瑞
注:
1 维修人工费报价中的工时单价为最高限价,在实际执行中,允许中标单位向下调低工时单
产品加工报价表

操作 校对
承办
成本构成
No.
项目
金额
名称 规格
1
材料费
2
人工费
3
燃动费
4
机物料费
5
设备折旧
6
模治具费
7 外协外购件
8
废品损失
9 制造成本(1~8)
10
三项费
11
包装费
12
运输费
13 所得税后利润
14 税金-所得税
15 税金-附加税
16 不含税售价
17 售价中增值税
18 含税售价
19
20
21
22 净利润售价比
项目 外包装 内包装
产品成本及售价明细表
客户:
零件图号:F601 零件名称:1″
编号:
加工数量:
加工质量标准:
预计加工周期:
预计交货期:
单位 克
1材料费用明细 零件毛重 零件净重
455
不含税单 价
0.0333
加工资源匹配 成本金额 No. 加工工序 所需设备 功率 15.1667 1
人员
产能
2人工费
23 附税检查
24 所得税检查 合 计
10.9720 0.7000
壳体-铜棒
出售铜粉 铜粉回收
费 配件
11.6720 1.5454
0.0811 1.5454 0.5151 0.0903 15.4492 2.6264 18.0755
合计
No. 外协内容 1 2 3 4 5 6 7 合计
10.00% -
零件图号:F601 零件名称:1″ 加工质量标准: 预计交货期:
5折旧费
6模治具费用明细
冲压件报价明细表

j=k+l+m+n k l m n n
o=p/q p q
=J+o
r s t u
0.10
0.03 0.01 0.05 0.01
0.00
100000 0.10
0.30
0.10 0.02 0.14 0.04
0.05 5000 100000 0.35
0.30
0.10 0.02 0.14 0.04
0.04 4000 100000 0.34
编号:FQ7200-03 A 询价内容: 冲压件
询价明细表
生产纲领:
100000 件
报出日 期:
2019-6-19
单位:人民币(元)RMB
供应厂家:风起三月机械制造有限公司
零件编号 零件名称
FQ123456-01 夹板
供应厂家地址:河北省唐山市风起区 三
工序4
工序5
小计
比例
材料名称 材料规格 材 采购价格(元/吨)
h=c
i=f/b
0.58 2.79 2.93
95%
0.58 2.79 2.93 2.87 95%
76.14%
加工工序 机床规格
下料 剪板机
落冲 125T冲床
翻边 80T冲床
制 加工费用(元/件) 其中: 设备折旧 工资 能源费用 其它费用
造 模具工装摊销 模具工装原值 摊销比例 制造费用小计:
费 财务费用 包装费用 运输费用 管理费用
0.09
0.79 20.95%
0.02 0.02 0.02 0.05
0.53% 0.53% 0.53% 1.33%
0.90 3.77 0.00 0.00% 3.77 100.0%
水厂物资配件报价表

86
PE160-63异径三通
个
87
PE110-63异径三通
个
88
PE63-32异径三通
个
89
PE63-25异径三通
个
90
PE63-20异径三通
个
91
PE40-25异径三通
个
92
PE32-25异径三通
个
93
PE32-20异径三通
个
94
PE25-20异径三通
个
95
PVC200-160异径三通
个
96
PVC200-110异径三通
PVC25直接
个
60
PVC20直接
个
61
PPR32直接
个
62
PPR25直接
个
63
PPR20直接
个
64
PE250正三通
个
65
PE200正三通
个
66
PE160正三通
个
67
PE110正三通
个
68
PE75正三通
个
69
PE63正三通
个
70
PE50正三通
个
71
PE32正三通
个
72
PE25正三通
个
73
PE20正三通
1
PE250管
米
2
PE200管
米
3
PE160管
米
4
PE110管
米
5
PE75管
米
6
PE63管
米
7
PE50管
米
8
PE32管
米
9
PE25管
常用维修工时费标准表、主要维修零件报价表

常用维修工时费标准表宁波市鄞州下应安泰汽车修理厂单位:元
注:以2012年4月份工时费标准为准;
宁波市鄞州下应安泰汽车修理厂
主要维修零件报价表标项
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂。
机械零件加工成本计算报价表

材料种类
零件参数 可锻铸铁、球墨铸铁 刀具直径 mm
推荐切削参数范围 8 ~ 20
钻
孔直径 mm 深度 mm 钻 刀具直径 实际每转进给量 实际主轴转速
理论工时 min
**孔直径为待加工 孔直径,即最终加 工得到的孔直径
20.00 每转进给量 mm
15.00
切削速度 主轴转速
m/min
请输入实际切削参数
1.00
切削速度 m/min 主轴转速
刀具齿数 实际切削深度 实际每转进给量 实际主轴转速 理论工时 min *镗杆以镗套支承 时,V取中间值; 镗杆悬伸时,V取 小值
8 509 请输入实际切削参数
3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
然而由于 刀具寿命 的制约, 当任一参 数增大 时,其它 二参数必 须减小。 因此,在 制订切削 用量时, 三要素获 得最佳组 合,此时 的高生产 率才是合 理的。
刀具寿命
切削用量 三要素对 刀具寿命 影响的大 小,按顺 序为v、f 、ap。因 此,从保 证合理的 刀具寿命 出发,在 确定切削 用量时, 首先应采 用尽可能 大的背吃 刀量;然 后再选用 大的进给 量;最后 求出切削 速度。
0.3
加工长度 mm
20.00 切削速度 m/min
50
车 直径余量 mm
实际切削深度 实际每转进给量
6.00 主轴转速
199
请输入实际切削参数 1.50 0.10
实际主轴转速
理论工时 min
**锥面车削加工长 度为锥面母线长度
**工件直径为上道 工序所留尺寸
800.00 1.25
一般机加工报价表
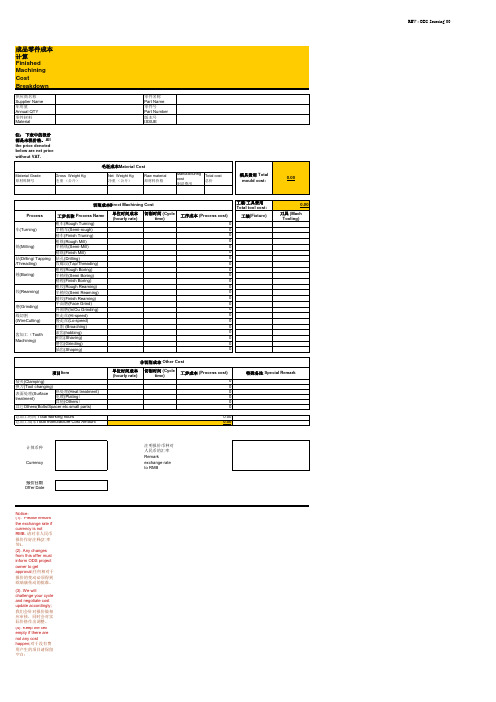
工装/工具费用 Total tool cost: 工装(Fixture)
0.00 刀具 (Mach Tooling)
粗车(Rough Turning) 车(Turning) 半精车(Semi-rough) 精车(Finish Truning) 粗铣(Rough Mill) 铣(Milling) 半精铣(Semi-Mill) 精铣(Finish Mill) 钻(Drlling/ Tapping 钻孔(Drilling) /Threading) 攻螺纹(Tap/Threading) 粗镗(Rough Boring) 镗(Boring) 半精镗(Semi Boring) 精镗(Finish Boring) 粗铰(Rough Reaming) 铰(Reaming) 半精铰(Semi Reaming) 精铰(Finish Reaming) 平面磨(Face Grind) 磨(Grinding) 外圆磨(In/Ou Grinding) 快走丝(Hi-speed) 线切割 (WireCutting) 慢走丝(Lo-speed) 拉削 (Broaching) 滚齿(hobbing) 齿加工(Tooth 剃齿(Shaving) Machining) 磨齿(Grinding) 插齿(Shaping)
特殊备注 Special Remark
计算币种 Currency 报价日期 Offer Date
注明报价币种对人民币的汇率 Remark exchange rate to RMB
Notice: (1). Please remark the exchange rate if currency is not RMB. 请对非人民币报价作好注释(汇率等)。 (2). Any changes from this offer must inform ODS project owner to get approval;任何相对于报价的变动必须得到欧瑞康传动的批准。 (3). We will challenge your cycle and negotiate cost update accordingly;我们会针对报价做相应审核,同时会对实际价格作出调整。 (4). Keep the cell empty if there are not any cost happen;对于没有费用产生的项目请保留空白;
汽车零部件报价单

车型: 汇总 序号 1 2 3 4 5 6 7 8 9 项目 原材料 外购件 外协费用 模具费用 包装及运费 加工费明细 期间费用 税金 利润 合计 5、包装及运输费用说明 项目 纸箱 内包装 运费 其他 供方(签章) 合计 大运公司确认 金额 单件摊销 核价 工序名称 使用机械 小计 6、加工费明细 工时数 台时值(元/时) 加工费 核价 小计 报价 零部件名称: 零部件代号: 1、主要原材料明细 材料 单价 核价材料名称及规格 废料 单价 用量 成品 重量 金额 核对 名称及规格 单价 金额
合计
经办人:
审批人:
审核:
批准:
3、外协费用说明 金额 核定 金额
4、模具费用说明 摊销单 核对 价 金额
8、税金计算 制造成本 (第1-7项之金额 核 定 金 项目
报价日期: 2、外购件明细 用量
小计 4、模具费用说明 模具 模具价格 名称
小计 7、期间费用说明 项目 管理费用 财务费用 营业费用 合计 核价: 金额 核 定 金 报价 核对 税金 (税率17% ) 报价 核对 审定: 8、税金计算 制造成本 (第1-7项之和)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
报价单位: 零件名称:
报价 人:
零件图号:
内容 报价
材料名称
材料牌号
材料规格
材料 代号
消耗g
审核
(文件编号: )
净重g
备注:
料价元 料费/ 压铸/ 注塑/
/kg 元
元
元
报价日 期:
年
冲压/ 机加工 振动/
元
/元 元
月
抛光/ 元
日
表面处 总价/ 理/元 元
零件名称:
零件图号:
内容
报价 审核
材料名称
/kg 元
元
元
元
/元 元
元
理/元 元
零件名称:
零件图号:
内容 报价
材料名称
材料牌号
材料规格
材料 代号
消耗g
审核
净重g
备注:
料价元 料费/ 压铸/ 注塑/ 冲压/ 机加工 振动/ 抛光/ 表面处 总价/
/kg 元
元
元
元
/元 元
元
理/元 元
项目确定人/日期:
审核/日期:
批准/日期:
材料牌号
材料规格
材料 代号
消耗g
净重g
备注:
料价元 料费/ 压铸/ 注塑/ 冲压/ 机加工 振动/ 抛光/ 表面处 总价/
/kg 元
元
பைடு நூலகம்
元
元
/元 元
元
理/元 元
零件名称:
零件图号:
内容 报价
材料名称
材料牌号
材料规格
材料 代号
消耗g
审核
净重g
备注:
料价元 料费/ 压铸/ 注塑/ 冲压/ 机加工 振动/ 抛光/ 表面处 总价/