游标卡尺培训教材
游标卡尺的使用——基本技能培训

11
6.3、游标卡尺读数练习
0
1
2
3
4
5 cm
0
10
20
30
40
50
答案:3mm+22*0.02mm=mm
12
6.4、游标卡尺读数练习
10
11 cm
0
10
答案:10mm+4*0.1mm=10.4mm
13
6.5、游标卡尺读数练习
9
10 cm
0
10
答案:91mm+7*0.1=91.7mm
14
6.6、游标卡尺读数练习
6
4.2、游标卡尺———游标理论
线距/精度=1-9/10=0.1mm
7
4.1、游标卡尺———游标理论
游标卡尺有三种最小读数:0.02mm、0.05mm、 0.1mm。
线距/精度=1-49/50=0.02mm
线距/精度=1-19/20=0.05mm 线距/精度=1-9/10=0.1mm
8
5、游标卡尺的读数
9
10 cm
0
10
答案:90mm+0*0.1mm=90mm
15
6.7、游标卡尺读数练习
4
5
6 cm
01234567890
答案:40mm+9*0.05mm=40.45mm
16
6.8、游标卡尺读数练习
2
3
4 cm
01234567890
答案:19mm+0*0.05=19mm
17
6.9、游标卡尺读数练习
游标卡尺的使用
——基本技能培训
培训人:卢艳涛
2019/9/24
1
卡尺的使用培训教材

感谢观看
汇报人:XX
测量面磨损
故障现象:测量面出现划痕、凹坑等磨损现象,影响测量精度。 原因分析:长时间使用或使用不当导致测量面磨损。 排除方法:轻微磨损可用油石或细砂纸轻轻打磨,严重磨损需更换测量面。
测量杆不灵活
故障原因:测量 杆与测微螺杆之 间有污垢或杂物
排除方法:清洁 测量杆与测微螺 杆,并确保其接 触良好
故障原因:测微 螺杆与测微螺母 之间松动或磨损
02
卡尺的正确使用方法
测量前的准备工作
ห้องสมุดไป่ตู้
清洁卡尺:使 用前应先清洁 卡尺的测量面 和测量爪,确 保无污渍和异
物。
检查零位:使 用前应检查卡 尺的零位是否 准确,以确保 测量结果的准
确性。
选择量程:根 据测量需求选 择合适的量程, 避免因量程过 大或过小导致
测量误差。
稳定放置:将 卡尺放置在稳 定的平面上, 确保测量过程 中不会出现晃 动或移位现象。
卡尺的存放和使用环境要求
存放环境:避免潮湿、 阳光直射和磁场干扰
使用环境:温度适宜, 无强烈震动和灰尘
卡尺的定期校准和维护
定期校准:确保卡尺的准确性和可靠性,通常建议每6个月进行一次校准 清洁:使用干燥的布定期清洁卡尺的表面和测量面,以防止污垢和磨损 润滑:使用专用的润滑剂对卡尺的移动部分进行润滑,以保持其顺畅移动 检查:定期检查卡尺的外观和功能,如有异常应及时处理或联系专业人员进行维修
延长卡尺使用寿命的注意事项
定期清洁卡尺,保持干净整洁 使用时避免剧烈碰撞和刮蹭 轻拿轻放,避免损坏测量刀和测量齿 定期检查卡尺的测量刀和测量齿是否磨损或松动 避免在高温、潮湿的环境中使用卡尺 正确使用卡尺,避免过载或超载
05
游标卡尺的使用——基本技能培训PPT课件
• 卡尺 • 卡尺的分类 • 卡尺的结构、功能 • 游标卡尺——游标理论 • 游标卡尺的读数 • 游标卡尺读数练习
第1页/共13页
1、卡尺
第2页/共13页
2、卡尺的分类
根据读数方式可分为
游标卡尺 带表卡尺
电子数显卡尺
第3页/共13页
3、卡尺的结构、功能
第4页/共13页
4.1、游标卡尺——游标理论
0
10
20
30
40
50
读整数:3mm,读小数:读出游标尺与主尺对齐刻线的格数22乘以精度0.02
答案:3mm+22*0.02mm=3.44mm
第11页/共13页
6.9、游标卡尺读数练习
小结: 1、先读整数部分,再读小数部分,然后二者相加 得读数结果。并以mm位单位; 2、10分度的游标卡尺的读数应有1位小数; 3、20和50分度的游标卡尺的读数应有两位小数。
线距/精度=1-9/10=0.1mm
第7页/共13页
5、游标卡尺的读数
游标卡尺的读数=主尺读数+游标读数*精度
步骤1、 判断精度 2、读出主尺上的读数。(带单位)看游标尺的零刻线在主尺的
多少毫米刻度线的右边,读出所测长度的以毫米为单位的整数部分X 3、读出游标上的读数。(不需要估读) 看游标尺上哪条刻度线与
答案:30mm+6*0.1mm=30.6mm
第9页/共13页
6.2、游标卡1234567890
读整数:10mm,读小数:读出游标尺与主尺对齐刻线的格数18乘以精度0.05
答案:10mm+18*0.05=10.9mm
第10页/共13页
6.3、游标卡尺读数练习
0
1
各种量具的使用方法及维护培训教材-
• 按照公司相关规定及时保养和检定精度。
19
二.千分尺的使用与保养
20
外径千分尺的结构
• 外径千分尺是应用螺旋测微原理制成的量具之一, 它 的测量精度比游标卡尺高, 多应用于加工精度较高的 地方。千分尺的读数值为0.01mm, 可以从微分筒上估 读到0.001mm。有的习惯上叫分厘卡。目前车间里使 用的是读数值为0.01mm的千分尺, 下面以介绍这种千 分尺为主。
2.千分尺的读数方法
在千分尺的固定套筒上刻有轴向中线,作为微分筒读数的基准 线。另外,为了计算测微螺杆旋转的整数转,在固定套筒 中线的两侧,刻有两排刻线,刻线间距均为1mm,上下两 排相互错开0.5mm。
千分尺的具体读数方法可分为三步: (1)读出固定套筒上露出的刻线尺寸,注意一定不能遗 漏应读出的0.5mm的刻线值。 (2)读出微分筒上的尺寸,要看清微分筒圆周上哪一格 与固定套筒的中线基准对齐,将格数乘0.01mm即微分筒 上的尺寸,有时中线对准微分筒的两条刻线间,则应读中线 前的一根微分筒刻线及估读微分筒的读数。 (3)将上面两个数相加,即为千分尺上测得尺寸。
25
3.千分尺的读数举例
• 如图1-3(a), 在固定套筒上读出的尺寸为8mm, 微分筒 上读出的尺寸为27(格)×0.01mm=0.27mm, 上两数相加 即得被测零件的尺寸8.27mm。
• 图1-3(b), 在固定套筒上读出的尺寸为8.5mm, 在微分筒 上读出的尺寸为27(格)×0.01mm=0.27mm, 上面两数相 加即得被测零件的尺寸8.77mm。
卡尺内部培训教材
1
1.确认量具最大量程能够满足被测物的尺寸要求,并合理选用适当量程的量具.
『例』测量2mm尺寸,我们可优先选用150mm/200mm卡尺,次而选用500mm/1000mm卡尺.
2.确认量具分辨率是否满足尺寸精度要求.
『例』某尺寸要求误差允许误差范围为±0.01mm,此时使用卡尺就无法满足要求,必须选用千分尺等可精确到 0.001mm或精度更高的量具测量.
1.精度 = 0.02 (mm) ; 2.主尺读数 = 5 (mm) ; 3.表盘读数 = 47 * 0.02 = 0.94 (mm) .
→ 测量值 = 主尺读数 + 表盘读数 → = 5 + 0.94 → = 5.94 (mm) 『0.02mm精度的卡尺,如果指针在两个刻度中间位置,可估读为半格即0.01mm』
→ 测量值 = 主尺读数 + 游标尺读数 → = 3 + 0.44 → = 3.44 (mm)
游标尺对齐格数:22格
6
4.带表卡尺读数:
带表卡尺读数 = 主尺读数 + 表盘格数 * 精度
步骤:⑴确认精度: 以表盘标示为准,一般为0.02mm、0.01mm. ⑵读出主尺上读数,单位mm; ⑶读出表盘上读数 = 格数 * 精度.
5.确认量具测量面没有变形、损坏(如图4、5、6). 6.确认量具刻度无磨损、电子屏幕显示正常. 7.用酒精将测定面、滑动面的油迹及污垢. 8.确认滑块等可活动组件的移动是否顺畅.
2
紧固 螺丝
图1
紧固螺丝
图2
图3
测量外径时将外量 爪合拢时,透过光线 看看有无间隙.
图4
图5
图6
3
1.测量时尽可能使用量爪根部(如图5). 2.量测时的力度以卡尺与物件水平接触即可(如图6).
卡尺测量操作培训教材
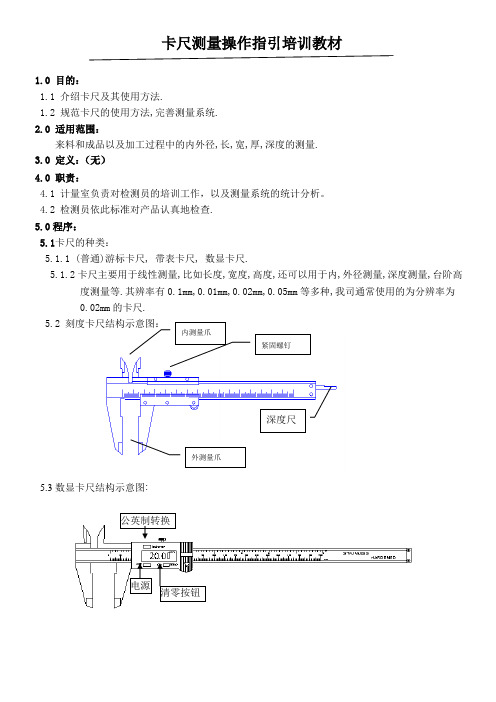
卡尺测量操作指引培训教材1.0 目的:1.1 介绍卡尺及其使用方法.1.2 规范卡尺的使用方法,完善测量系统.2.0 适用范围:来料和成品以及加工过程中的内外径,长,宽,厚,深度的测量.3.0 定义:(无)4.0 职责:4.1 计量室负责对检测员的培训工作,以及测量系统的统计分析。
4.2 检测员依此标准对产品认真地检查.5.0程序:5.1卡尺的种类:5.1.1 (普通)游标卡尺, 带表卡尺, 数显卡尺.5.1.2卡尺主要用于线性测量,比如长度,宽度,高度,还可以用于内,外径测量,深度测量,台阶高度测量等.其辨率有0.1mm,0.01mm,0.02mm,0.05mm等多种,我司通常使用的为分辨率为0.02mm的卡尺.5.25.3数显卡尺结构示意图:紧固螺钉外测量爪深度尺清零按钮电源公英制转换5.4 带表卡尺结构示意图:5.5 测量前的检查工作:5.5.1卡尺是否在检定的有效使用期内. 5.5.2卡尺的分辨率达到公差带的十分之一,精度达到公差带的十分之一到三分之一.5.5.3卡尺打开和合上灵活,用布清除尺面上的污渍,合上卡尺检查是否对零,若使用的为刻度卡尺或带表卡尺不对零则要申请计量,若使用的是数显卡尺则可按清零键对零,但必须先清除尺面上的污渍和两外量爪间的污渍.5.6卡尺的使用:5.6.1右手握卡尺,保持尺身水平,张于两测量爪使其间的距离大于被测长度.5.6.2将被测件卡入两爪间,使被测直线与尺身平行,被测件在测量时不能有变形或弯曲.5.6.3读数时应卡着被测件读数而不能松于被测件后再读数.5.6.4读数:如图示:主尺上每一格为1mm,而游标上50格为49mm,每格为0.98mm,即游标上的一格比主尺上的一格小0.02mm.光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的读数为n*0.02mm.5.6.5读数方法:A: 10mm B: 15*0.02=0.30mm读数: 10.30mmA. 从卡尺的主尺上读出毫米整数. 注意观察指针转动一周几毫米B. 看光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的小数部分为n*0.02mm.C. a,b两部分相加即为测量的读数.5.7注意:5.7.1保持各测量面和其它表面的清洁。
游标卡尺使用培训教材

游标卡尺使用培训教材
一、用途说明:
游标卡尺广泛用于诸多行业在机械制造、零件加工过程中对各种外径、长度、深度和厚度规格尺寸的检测。
它主要由两大部分组成,即是由主尺和标尺。
目前大体可分为刻度游标直读式、带表深度游标式、电子游标显示式三种。
适用于品质、计量等方面的人员在制造、检测过程中衡量产品尺寸及其零件、物品和修理等方面中不可缺少的重要工具之一。
二、结构说明:
1、主要参数:
①主尺长度150mm, 标尺精度0.01, 0.02,0.05
②主尺长度200mm, 标尺精度0.01, 0.02,0.05
③主尺长度300mm, 标尺精度0.02,0.05
④主尺长度500mm, 标尺精度0.02,0.05
⑤主尺长度1000mm, 标尺精度0.02,0.05
2、主要结构:
①主尺:用于读取游标尺刻度线对应的整毫米数;
②游标尺:用于读取对准主尺上某一条刻度线的游标尺上的刻度数;
③内测量爪:用于测量内径;
④外测量爪:用于测量外径;
⑤深度尺:用于测量深度;
⑥紧固螺母:用于固定游标尺
⑦紫铜楔子:用来调整标尺间隙用精度。
⑧微调附件:用来读取数据前的精度调整。
三、附件说明:
①电子式游标副尺
②带表式游标副尺。
游标卡尺的使用培训ppt课件

游标卡尺的读数方法:
先看游标尺的零刻线在主尺的多少毫米 刻度线的右边,读出所测长度的以毫米为单 位的整数部分;再看游标尺上第几条刻度线 与主尺上的刻线对齐,将对齐的游标尺刻线 与游标尺零线间的格数乘以卡尺的精确度, 就是所测长度以毫米为单位的小数部分;以 上两部分相加就是卡尺的读数。
.
如果我以光速 行进,你看会有什 么现象发生?
.
怎么样?相信 我的相对论了吧!
.
为保持游标卡尺的精度,并延长其使用寿命,必须正 确的维护和保养游标卡尺。
不准把卡尺的量爪尖端当作划针、圆规、钩子或螺钉 旋具等使用,也不可将卡尺代替卡钳或卡板等用。 游 标卡尺受到损伤或发觉量爪的测量面和尺身等表面有 毛刺、弯曲、变形等情况应及时送计量部门修理合格 才能使用,不能自行拆修。 ,放在专用盒内,避免生 锈或弄脏。
.
3、游标卡尺的测量原理
0
主尺
1 cm
游标向右移动27.7mm 游标
0
10
当被测量的物体厚度为27.7mm(2.77cm)时,主 尺上的哪一根刻度线与游标上刻度线相重合呢?
.
3、游标卡尺的测量原理
3
cm
主尺
27mm 0
游标 10
只当有被第测7条量刻的度物线体与厚主度尺上为的27刻.度7m线m(重2合.7,7c其m)余合呢?
2
3 主尺 cm
游标
0
10
1205.35
L= 15 + 0.35 =15.35mm
.
8、请你读出下列游标卡尺的读数:
1
2 主尺 cm
游标
0
10
520 .95
L= 5 + 0.95 =5.95mm
量检具培训教材

第一节游标卡尺游标卡尺是一种较精密的量具,它利用游标和尺身相互配合进行测量和读数,游标卡尺的优点是结构简单,使用方便,测量范围大,用途广泛保养方便,可以直接测量出各种工件的内径外径、中心距、宽度、厚度、深度和孔距等。
一、游标卡尺的结构和规格游标卡尺根据其结构的不同一般可分为三用游标卡尺、双面量爪游标卡尺和单面量爪游标卡尺。
1.三用游标卡尺的测量范围有0~125mm和0~130mm两种,其结构比较简单,主要由尺身、游标和深度尺三部分组成。
2.双面量爪游标尺的测量范围有0~200mm和0~300mm两种它由上下两对测量爪,上测量爪用于外尺寸测量,下量爪用于外径和内径的测量。
3.单面量爪游标卡尺测量范围较大,可达1000mm,用于测量内外尺寸。
二、游标卡尺的读数原理及读法1.游标卡尺按其读数值的不同,可分为0.1mm、0.05mm和0.02mm三种,这三种游标卡尺的尺身刻度是相同的,即每格1mm,每大格10mm,只是游标与尺身相对应的刻线宽度不同。
2.游标卡尺的读数方法,使用游标卡尺测量时,应先弄清游标读数值和测量范围,游标卡尺上的零线是读数的基准,在读数时,要同时看清尺身和游标的刻线,两者应结合起来读,具体步骤如下:①读整数时,读出游标零线在边尺身上最接近零线的刻度数值,该数值就是被测件的整数值。
②读小数时,找出游标零线右边与尺身刻线相重合的刻线,将该刻线的顺序数乘以游标的读数所得的积即为被测件的小数值。
③求和时,将上述两次读数相加即为被测件的整个读数。
三、游标卡尺的使用和维修1.游标卡尺的正确使用,游标卡尺的正确使用对保证测量数值的准确性非常重要。
因此必须做到:⑴正确合理选择游标卡尺的种类和规格。
⑵在使用游标卡尺之前,要对卡尺进行检查,使尺身和游标的零位对齐,观察两量爪测量面的间隙,一般情况下,读数值为0.02mm的游标卡尺的间隙应不大于0.006mm,读数值为0.05mm和0.1mm游标卡尺的间隙应不大于0.01mm,若不符合要求应送检不能使用。
游标卡尺使用训练教材

游標卡尺使用訓練教材一.訓練目的:使受訓人員達到能運用游標卡尺進行正確地測量物件及正確地進行日常保養二.訓練工具:游標卡尺三.訓練內容;一)游標卡尺種類及部件的介紹1.游標卡尺分根據所使用的場所不同而不同,現在我們廠所使用的游標卡尺為液晶數字式電子卡尺(以前還有附錶游標卡尺);2.液晶數字式電子卡尺的數據是由光電裝置將位移轉換來的(數據的顯示分為公制與英制),所以沒有主副尺刻度;二)游標卡尺的用途游標卡尺有那些用途呢?1.測量小方塊物體的長度,寬度,高度;2.測量圓矩體的外徑;3.測量圓環的內外徑;4.測量深度及階級的寬度;三)游標卡尺的量測步驟1.使用前的準備:1)清潔兩測定面;2)量表歸零(推動游尺,使副尺顎夾面與本尺顎夾面靠緊,然後按zero按鈕即歸零);2.測量:1)以右手握持本尺固定不動;2)用右手大母指推動副尺,使副尺能在本尺上左右移動為宜;3)測量外徑時,被測物應盡量接近本尺的根部,並且不得激烈衝擊,更不可當鐵鎚的代用品;4)內徑測量時,內徑要取最大值,尖嘴和孔壁要保持平行且盡量插深;5)外徑測量時,量腳與被測物間要保持正確的直角方向;6)深度測量時,深度杆與被測物要貼緊且垂直,杆端凹弧向肩角,以免因圓弧肩角造成誤差;7)階級長度測量時,主尺顎夾之外側面要與被測物保持正確的直角方向;3.使用後的保養1)用完後整支擦拭乾凈,以防切粉右灰塵進入滑尺空隙中,惟須注意拭布要使用不生細毛的清潔白紗布﹑綿布;2)不長期使用的游標卡尺,特別要注意妥善存放,並於滑動面及各部涂上防銹油;四)讀數1.游標刻劃原理1)游標卡尺的副尺與主尺一般有一格的差距。
副尺的刻度是將主尺的n+1或是n-1個刻度平均n等份而得;2)游標卡尺的最小刻度:當n等份平分為(n+1)等份時,(n-1)*M=n*V,V=((n-1)/n)*M,C=M-V=M-((n-1)/n*M=M/n,由此可知副尺的游標一格刻度較主尺一格短M/n(mm)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺身
外量爪
游標
背面高度
尾端深度
三、游標卡尺正確使用方法
• A、在測量物品前,必須要將尺框上活動測
量爪與尺身上的固定的測量爪帖合,尺框 上的“0”(簡稱游標零線)與尺身的“0”對 齊
• B、測量時卡尺的內、外量爪、高度或深度
要與被測物品垂直,先靠平被測物品一邊 (面)再測另一邊(面)。
在測量物品前,檢查卡尺外量爪合並時有無間隙 或雜物;要用一張潔淨白紙放入外量爪中間合並 夾緊,再將白紙拉出,這樣可以清除外量爪內的 雜物。
寶發工業(中國)有限公司 游標卡尺的使用
常用的卡尺分類---有三種:游標卡 尺、數顯(電子)卡尺、帶表卡尺
游標卡尺
數顯(電子)卡尺 帶表卡尺
一、游標卡尺的原理、稱呼及用途
• 原理---利用游標原理對兩測量面相對移動
分隔的的距離進行讀數的測量器具。
• 稱呼---游標卡尺(簡稱:卡尺) • 用途---游標卡尺可以測量產品的內、外
讀數時可分三步:1、標示
整數:15.0
最小刻度值:0.02 單位:mm 注數:0.26
游標卡尺的讀數=卡身讀數+注數(注數=游標對齊順序數x最小刻度值) 15.26mm = 15.0mm+ 13 x 0.02mm
五、保護
• A 、在使用卡尺時,要注意輕拿輕放,不要
(長度、寬度、厚度、內徑和外徑)、孔 距、高度及深度。
二、游標卡尺結構可分三種:單面 卡尺、雙面卡尺、三面卡尺
單面卡尺—只有一面的量爪 雙面卡尺—有內量爪、外
通•常是測量范圍較大的
量爪兩面量爪
(0—500mm)
內量爪
外量爪
外量爪
三面卡尺—內量爪(刀口形)、外量爪帶平 面和刀口形的測量面,背面帶深度和高度。
內量爪正確測量法
錯誤測量法
尾端深度正確測量法
錯誤測量法
外量爪正確測量法
錯誤測量法
背面高度尺正確測量法
錯誤測量法
四、游標卡尺的准確讀數
a、測量時,須要尺框向右邊到某一位置,這 時活動測量爪與固定的測量爪之間的距離, 就是被測尺寸。
B、讀數時,測量爪要在被測物上,測量爪不 可以離開被測物。
C、游標的讀數=卡身讀數+注數
與其它的物品相碰,否則會將卡尺的測量 部位碰壞。
• B、用完後,要把測量爪合攏,否則較細的
深度尺露在外面,容易變形或折斷;同時 其它的測量部位也會受損。
• C、卡尺使用完畢,要將卡尺放在傳用的卡
尺盒或卡尺袋裡面。
卡尺放入將兩 扣子扣緊