SIEMENS Feeder 维修的检测过程中文版
feeder维修和保养规程

Feeder 维修、保养规程页次: 1/21.目的:为了减少feeder 更换次数,提高吸着率和降低抛料率。
2.适用范围:本规程适用SMT生产部、工程部、 SMT所有料架。
3.管理权责:3.1生产部:按照规范正确使用。
3.2工程部:负责对feeder 的维修、保养。
对维修、保养好的feeder 进行, 质量跟踪巡查。
100%满足生产线的需求。
4.feeder 类型:4.1电动:由设备供电,提供进料信号。
4.2气动:由设备供气,提供进料信号。
4.3机械:由设备的机械部控制行程。
4.作业流程图提取NG feeder并点数准备工治具Feeder调校OKNG吸取中心点检查配件更换NG上线试用工程师确认使用OK5.保养内容:5.1.进料齿轮的清洁。
5.2.卡带槽的清洁。
5.3.卷带轮轴心清洁打油。
5.4.各机械部品运动位置打油。
5.5.手柄螺丝松紧检查。
5.6.检查卷带马达、送料马达动作是否灵活。
5.7.检查蜗轮蜗杆之间的配合间隙,并加黄油润滑。
6.维修内容:Feeder 维修、保养规程页次: 2/25.检查料架上各零配件是否齐全。
6.检查feeder 的齿轮、鸟嘴有无磨损。
有磨损时需更换。
7.检查feeder 的吸取中心位置。
调整进料偏心螺丝。
使料带的中心孔处于feeder 吸取槽的中心位置。
8.调整feeder pin 的高度。
9.调整压料行程。
7.对应表单:3.3feeder 保养表。
3.4feeder 维修记录表。
控制系统检维修作业指导书(西门子200)

控制系统检维修作业指导书(西门子200)1 总则1.1编写目的1.1.1为规范浙江中控技术股份有限公司北海炼化维保团队对于SIMENS S7-200控制系统的日常维护和大修检修作业行为。
1.1.2 为有利于检修方提高检维修工作效率,确保检维修工作质量,避免检维修作业中的错误与失误,强化维修人员的故障处理能力,提供完善、标准、规范的检修作业程序。
1.1.3 为有利于检修资料归档。
1.2 适用人员本作业指导书为所有浙江中控技术股份有限公司北海炼化维保团队作业人员所共同遵守的质量保证程序。
1.3 适用范围适用于中国石化北海炼化有限责任公司对SIMENS S7-200控制系统的日常维护、故障处理、检修等作业,其他PLC控制系统可参考使用。
1.4 编写依据本规程依据西门子 S7-200系列可编程控制器的相关技术资料编写。
1.5 确保目标1.5.1确保SIMENS S7-200集散控制系统在日常维护及大修的检修全过程无不安全因素发生。
1.5.2确保SIMENS S7-200集散控制系统检修项目的验收率、合格率为100%。
2 系统简介从CPU模块的功能来看,SIMATIC S7-200系列小型可编程序控制器发展至今,大致经历了两代:第一代产品其CPU模块为CPU 21X,主机都可进行扩展,它具有四种不同结构配置的CPU单元:CPU 212,CPU 214,CPU 215和CPU 216,对第一代PLC产品不再作具体介绍。
第二代产品其CPU模块为CPU 22X,是在21世纪初投放市场的,速度快,具有较强的通信能力。
它具有四种不同结构配置的CPU单元:CPU 221,CPU 222,CPU 224, CPU224XP和CPU 226,除CPU 221之外,其他都可加扩展模块。
应该特别注意的是,安装和拆卸可编程序控制器的各种模块和相关设备时,必须首先切断电源。
如果没有做到这一点,可能会导致设备的损坏和人身安全受到伤害。
电动搅拌器维修手册
电动搅拌器维修手册一、前言电动搅拌器是一种常见的厨房电器,广泛应用于食品加工中。
然而,由于长时间使用或不当操作,电动搅拌器可能会出现故障。
为了帮助用户解决问题并正确维修电动搅拌器,本手册将详细介绍维修过程和注意事项。
二、常见问题及解决方法1. 电动搅拌器不能启动- 检查电源插头是否插紧- 检查电源是否正常供电- 检查开关是否损坏,如有损坏需更换开关2. 电动搅拌器运行时速度不稳定- 检查搅拌头是否安装正常,如有松动需重新安装固定- 检查电动机是否故障,如有故障需更换电动机- 检查搅拌器是否附带速度调节功能,如有则调整至适当速度3. 电动搅拌器过热- 检查搅拌头是否堵塞,如有堵塞需清理- 检查电动机散热孔是否有积尘,如有需清洁- 检查电动机是否损坏,如有损坏需更换电动机4. 电动搅拌器发出异常噪音- 检查搅拌头是否安装正常,如有松动需重新安装固定- 检查搅拌头是否磨损,如有磨损需更换搅拌头- 检查电动机座是否松动,如有松动需重新固定5. 电动搅拌器无法正常断电- 检查开关是否损坏,如有损坏需更换开关- 检查电源插头是否过热,如有过热需更换插头- 检查电源线是否破损,如有破损需更换电源线6. 其他问题若以上常见问题未能解决您遇到的故障情况,请联系售后服务中心或专业维修人员进行进一步检修。
三、注意事项1. 在维修电动搅拌器之前,请务必将电源插头拔掉,确保安全操作。
2. 维修过程中,如需要拆卸电动搅拌器的部件,请保存好拆卸的零部件,以备后续装配。
3. 若需要更换零部件,建议使用原装零部件或与制造商指定的可替代零部件,以确保兼容性和性能。
4. 维修完成后,请进行功能测试和安全检查,确保电动搅拌器正常工作。
5. 若不熟悉电动搅拌器的内部结构和维修过程,建议不要私自进行维修,以免造成二次损坏或安全风险。
四、总结本维修手册介绍了电动搅拌器常见问题及解决方法,提供了维修过程中需要注意的事项。
在维修电动搅拌器时,请确保安全操作,并严格按照本手册提供的方法进行维修。
SIEMENS系统的故障诊断与维修

SIEMENS系统的故障诊断与维修3.2.1 硬件故障的诊断SIEMENS系统的硬件特点是模块少、整体结构简单,用户一般无需调整,硬件的可靠性较高。
系统硬件故障时,通常情况下,需要对模块进行检测与维修,且应具备一定的测试条件、工装和相应的维修器件。
因此,现场维修时,一般只要求能够根据模块的功能结合故障现象,判断、查找出发生故障的模块,进行备件替换。
当CPU或存储器等模块更换后,还需要重新进行数据的输入和系统的初始化调整,使系统恢复正常工作。
以810/820系统为例,硬件故障的一般检查方法如下,其他系统的故障诊断方法与此类似。
1.电源模块的故障诊断SIEMENS 810与820系统电源模块的区别仅在于输入电压不同,模块的输出电压及外部接口一致。
810系统电源模块采用的是直流24V输入,显示器电源为直流15V;820采用交流220V输入,显示器为交流220V。
电源模块的输出直流电压有+5V,-5V,+12V,-12V,+15V等,具有过电流、短路等保护功能。
测量、控制端有+5V电压测量孔、电源正常(POWERSUPPLY OK)信号输出端子、系统启动(NC-ON)信号输入端子及复位按钮(RESET)等。
电源模块的工作过程如下:1)外部直流24V或交流220V电压加入;2)通过短时接通系统启动(NC-ON)信号,接通系统电源;3)若控制电路正常,直流输出线路中无过电流,“电源正常”输出触点信号闭合;否则输出信号断开。
电源模块的故障通常可以通过对+5V测量孔的电压测量进行判断,若接通NC-ON信号后,+5V测量孔有+5V电压输出,则表明电源模块工作正常。
若无+5V电压输出,则表明电源模块可能损坏。
维修时可取下电源模块,检查各电子元器件的外观与电源输入熔丝是否熔断;在此基础上,再根据原理图逐一检查各元器件。
当系统出现开机时有+5V电压输出,但几秒钟后+5V电压又断开的故障时。
一般情况下,电源模块本身无损坏,故障是由于系统内部电源过载引起的。
施耐德代理 变频器检测维修的操作步骤
施耐德代理: 变频器检测维修的操作步骤随着工业自动化的发展,变频器在生产中的应用越来越广泛。
变频器是电力变换装置,用于控制各种设备的电机转速和电流。
然而,变频器在使用过程中也会发生故障,给生产带来不便。
为了解决这个问题,施耐德代理提出了一套变频器检测维修的操作步骤。
1. 动力板替换在检测变频器之前,需要先检查动力板。
如果发现动力板上的元器件出现损坏或烧坏现象,需要将其替换。
步骤:1.确定动力板单板型号和维修件号,准备替换件。
2.拆卸故障单板,拆出当损坏组件。
3.安装替换件,使用万用表对故障点进行检测,验证更换效果。
2. 故障检测变频器出现故障,大多是由于电力部分或控制部分烧坏引起的。
这时候需要进行故障检测。
步骤:1.分析转速不稳定、电流异常、开机报错等现象,确认故障部位。
2.使用万用表、振荡计、示波器等设备对相应部分进行电气参数测试,确定故障点。
3.不同故障点使用对应的治疗方式进行处理,例如: 更换元器件,调整参数设置等等。
3. 电气系统维护电气系统故障是变频器正常运行的致命伤。
维护电气系统可以保证变频器的正常运行和延长寿命。
步骤:1.检查电缆连接是否良好,并做好固定。
2.定期检查接线端子是否松动、氧化,保证接触良好。
3.更换烧损零件,清理积尘、污染物。
4. 变频器的参数调整变频器的参数设置直接影响着设备的运行效率,调整合适的参数可以让设备运行更加稳定、高效。
步骤:1.确定变频器的基础参数集,包括转速、电流、电压等等。
2.依据设备的需求,根据变频器的参数表进行调整。
5. 机械系统检测变频器的机械系统也需要进行检测,包括检查振动、温度等参数。
步骤:1.根据机械系统参数表进行检测,确认其所处状态。
2.分析检测结果,并进行处理。
总结施耐德代理的变频器检测维修的操作步骤能够帮助用户快速定位和处理设备问题,维护设备安全和稳定运行。
这些操作步骤必须由经过专门培训和认证的操作员实施,这样才能保证设备的安全可靠。
数控维修专讲-SIEMENS 系统的基本检查
数控维修专讲-SIEMENS 系统的基本检查SIEMENS 系统的基本检查与信号诊断3. 3. 1 I/ O信号的构成根据系统型号的不同,各SIEMENS系统的I/O(输入/输出)信号构成有所区别,对于常用的系统,一般有使用I/O模块与直接使用SIEMENS标准PLC的软、硬件两种结构形式。
前者一般用于功能较简单、控制轴数较少的数控系统,如:SIEMENS 810/820/802等:而后者一般用于功能较强、控制轴数较多的数控系统,如:SIEMENS810D/840D等。
SIEMENS 810/820M/802D是使用I/O模块的结构形式。
在SIEMENS 810/820M 系统中,I/O信号是通过I/O子模块直接与系统的I/O总线连接的。
根据机床的不同要求,I/O模块的数量可以增减,最大为4个I/O模块,每一子模块的I/O点为64/32点(见图3-6)。
在SIEMENS802D系统中,I/O信号子模块直接作为系统PROFIBUS总线的外设,因此,称之谓PP(PROFIBUS Peripheral)。
根据机床的不同要求,PP模块的数量是1个或2个模块,每一子模块的I/O点为72/48点(见图3-7)。
SIEMENS 810D/840D系统是直接使用SIEMENS标准PLC的软、硬件结构形式。
系统中的I/O信号子模块直接使用SIMATIC S7-300的软件与硬件,PLC的CPU集成在系统的NCU(或CCU)中,I/O模块与系统间通过SIMATIC S7-300IM 连接电缆与系统的I/O总线相连接。
在840D中最大可以连接3个SIMATIC S7-300扩展模块框架,每个扩展模块框架最大可以安装8个I/O子模块。
SIMATIC S7-300I/O子模块的I/O 点数与输入/输出规格要求,可以根据机床的不同要求选配,每个SIMATIC S7-300I/O子模块最多可以有16点输入或16点输出。
几乎所有的SIEMENS 802/810/840系统(例外的有SIEMENS PRIMOS等经济型系统),由于系统都有内部PLC功能,所以各I/O模块上的I/O信号的用途与意义无规定。
Feeder 维修流程
Feeder维修流程
1:产线发现有损坏的Feeder交给当班的SMT技术员。
2:当班技术员将Feeder故障信息输入Bartector系统。
输入步骤:
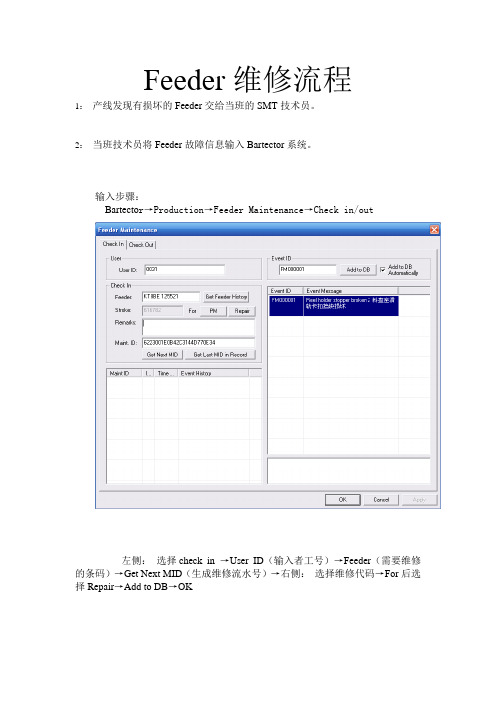
Bartecto r→Production→Feeder Maintenance→Check in/out
左侧:选择check in →User ID(输入者工号)→Feeder(需要维修的条码)→Get Next MID(生成维修流水号)→右侧:选择维修代码→For后选择Repair→Add to DB→OK
代码与结Feeder构图:
代码
000001
000002
000003
000004
000005
000006
000007
000008
000009
000010
000011
000012
000013
000014
000015 000016
例行维护保养
保养维修完毕
马达齿轮有异声
无电源输入
挡板不良(W32以上)
导轨松动
料膜卷取滚轮不良
料膜卷取齿轮不良
变速皮带不良
进料报错
维修项目
夹杆夹块钢丝不良
料带升降板不良
料带导盖不良
料盘座滑轨损坏
定位点导盖不良
送料间距设定开关不良
3:入完系统后由入系统者将需要维修的Feeder送到车间西南角待维修Feeder 车子上
4:Feeder维修好后使用check out 完成维修,步骤与check in 一样。
5:完成维修后由维修者将修好的Feeder送到产线上。
FEEDER维修保养操作规程

FEEDER维修保养操作规程
1.1 FEEDER保养
1.1.1保养作业:除定期对所有 FEEDER做保养清洁外,根据FEEDER使用状況,FEEDER上有异物而影响生产的FEEDER进行保养,清洁动作.
1.1.2保养原则及计划
标示FEEDER维修区域的FEEDER架,区分出不良,待维修以及维修OK区,产线发现生产不顺的FEEDERR由专人收集放入待维修区待维修,维修人员对其进行维修保养并校正.所有保养、维修的 FEEDER都必须记录.
1.2 FEEDER维修及校正
1.2.1 FUJI FEEDER维修
a.工程部制作FEEDER维修标签发放于FEEDER维修技术人员处。
b.作业人员发现 FEEDER不良,通知技术人员确认。
c.技术员确认FEEDER不良后,将FEEDER放置于维修区域的待维修架上。
d.技术员对 FEEDER进行保养、维修、校正。
(所有维修的 FEEDER都必须进行校正)。
e.确认维修OK后在维修标签上填写维修日期标明已维修。
f.线长或技术品将维修区域的维修OK架上的维修后的FEEDER投入在线使用并跟踪使用状况。
g.若经维修仍不良或不可以使用的则重复b-f流程直至OK为止。
1.2.2 YAMAHA FEEDER维修
1.拆卸。
2.检查步进轮子上是否有缺口破损。
3.清洁齿轮上的灰尘、油、污垢。
4.检查连接汽缸的气管是否损坏。
5.检查驱动轮的齿是否磨损。
6.把FEEDER放在YAMAHA FEEDER测试架上进行测试。
7.测试几次确保FEEDER是正常的,并检查驱动齿轮能否正常地转动。
Siemens抛料分析

西门子FEEDER抛料问题经验共享个人从事FEEDER维护管理行业多年,积累了些许经验,发出来与大家分享一下,希望对大家有点帮助。
说的对的地方。
大家顶一下。
不足的地方欢迎大家予以指出,谢谢!由于长度与篇幅问题。
我先和大家说说FEEDER抛料的问题,可能这也是我们从事SMT这一行比较关注的问题。
抛料主要分为:真空抛料、影像抛料(识别抛料)、特殊抛料三大类,而因FEEDER 问题引起的抛料在这三大类里面都汲及到了。
要定位为FEEDER问题引起的抛料就要满足以下条件:#确定你的机器真空(当然也括吸嘴等与真空有关的东西在内)、影像及GF全OK。
#FEEDER是连接TABLE与贴片机的一个重要组件,其主要功能是供料。
首先我们讲一下供料过程:FEEDER的供料过程:机器向TABLE发送一个要信号(此信号为一个数据包,里面包括进料数与TRAK及其它信息)。
TABLE接收到贴片机的要料信号,并对此信号进行编/解码。
同时将转换后的信号发送给相应站位上的的FEEDER,FEEDER接到到TABLE的送料信号,FEEDER控制卡对此信号进行解码,并发出相应动作。
FEEDER电磁阀收缩sony 贴片机找工作,通过连动杆带动COVER收缩,FEEDER前马达得到一个脉冲信号(得电),向前进一个PICH,同时FEEDER电磁阀断电,收缩的COVER被释放,受弹簧的弹力与马齿轮作同步同向动作。
FEEDER前马达SENSOR感应到到位信号,FEEDER后马达SENSOR感应到到位信号,同时将到位信号反馈给TABLE,进行下一个供料动作,以此循环。
注意:1、取料前贴片机会对FEEDER的准备信息进行检测(与贴片机版本有关)。
2、贴片头过来取料与反馈信号没有直接上的关系,是间接的,而在时序上有直接的关系。
FEEDER之所以抛料有以下几个原因:1、FEEDER COVER不良,动作不灵活或动作速度不太标。
2、取料位置不准确。
3、FEEDER在送料动作过程中行成的振动过大。
不良FEEDER维修流程(1)
不良FEEDER判定及维修流程
1.操作员发现不良料架时,通知当班跟线工程师
2.跟线工程师判定料架是什么原因导致不良
3.跟线工程师将不良料架贴上FEEDER不良标贴,如图:
将不良原因写清楚后在确认人一栏填上自己的名字和时间
4.将不良料架送到SMT工作室的桌子上摆放整齐
5.FEEDER维修人员将不良料架检修保养
6.FEEDER维修人员将维修保养完后的料架带不良标贴送回线体
7.再次使用时若不良已经解决将不良标贴撕掉,若不良仍未解决请在维修后跟踪一栏里注明,送回工作室继续维修
8.。
FEEDER使用指导手册

西门子供料器使用手册1.1 送料器1.1.1 种类:我们现用两种送料器,8mm SII 和12/16mms1.1.2 8mms SII 送料器用于8mm宽料带,可选4mm 或 2mm两种步距,每个 8mm SII 送料器分两个轨道,每个轨道可分别装一盘料。
如图所示:1.1.2.1 控制板* 黄色圆形键是转动键。
按下此键时通过齿轮的转动,使料带盖卷到位。
* 指示灯:指示送料器的工作状态* 绿色键头形键是进给键。
按下此键送料器将料带前进一步。
1.1.2.2 调整步距* 8mm SII 送料器有2mm 和 4mm两种步距可以根据材料包装进行选择* 按住进给键2秒钟,再按一下转动键,同时松开两键,指示灯将闪烁一次,送料器步距变成2mm* 按住进给键2秒钟,再按两下转动键,同时松开两键,指示灯将闪烁两次,送料器步距变成4mm1.1.2.3 调整元件吸取位置* 按进给键再按转动键* 按住转动键松开进给键,元件遮盖关闭,料带前进2mm* 若再按一次进给键,料带将再前进2mm* 松开进给键1.1.2.4 料带压紧卡料带压紧卡用于绷紧料带盖,如果送料器出现任何故障,使料带盖不能绷紧时,控制板上的指示灯就不停的闪烁。
如下图箭头指的部分是两个齿形轮啮合处,用于卷进废料盖带。
压杆锁扣料带盖压紧卡齿形轮1.1.2.5 上料 :* 从送料器尾部进料口将料带送入,从送料器头部出口将料带头牵出,掀起料带盖 2~3cm,并将掀起部分向后折起。
将料带盖送到剥料带盖锋边和去料折板之间。
料带孔对准送料器针轮,用压板压住料带和取料折板。
按进给键,使料带孔与针轮完好的配合,并进给料带。
向后拉住料带盖,最终使揭开的料带盖达到35cm ,放开料带盖压紧卡,使料带盖从压紧卡的小齿轮下穿过,再向下按住压紧卡使之重新锁住。
把料带盖的头对准齿形轮啮合处,按住转动键,使料带盖拉紧到齿形轮不能转动为止。
1.1.2.6 清料带盖:打开送料器后盖,轻轻拉出料带盖,用剪刀剪断。
Feeder校准知识--张德方

显示器:
• 电源为12V直流电源,信号为AV视频输入。
XY调整手柄:
• XY调整手柄用于调整CCD相机的位置。
3*8mmFEEDER的校正
• 一:用3*8mm专用校正器校准CCD相机中心位
பைடு நூலகம்
• 二:将FEEDER放置在校正仪上查看其进料齿轮在不在其中心位(需校正的
料槽只需将FEEDER定位块移动到相应的定位孔即可)
• 三:如进料齿轮与CCD相机中心点有偏差,则需
校正。
• 四:拆开马达盖板(第一轨需拆左面的盖板,二三轨需拆右面的盖板)
• 五:拧松马达尾部凸轮上的两颗螺丝(1.5mm六角)
• 六:用手压住马达后部凸轮,使其顶住凸轮顶针
• 七:用手拨动螺杆齿轮,同时观察其进料轮齿轮的位置。
• 八:调准位置后,用1.5mm六角把进料马达凸轮的螺丝扭紧(用手动按进料键
看其位置有无偏差)
九:装盖板后OK
定位板:
• 2*8mm-88mm定位板安放说明在校正仪底板的左
下方
校正器:
• 校正器分为2*8mm校正器跟3*8mm校正器,用于FEEDER校正的基准
CCD相机:
• 电源12V直流,信号为AV视频信号输出。40倍放大。光源为12V直流环形灯管
将feeder放置在校正仪上查看其进料齿轮在不在其中心位需校正的料槽只需将feeder定位块移动到相应的定位孔即可wwwalongcc三
西门子FEEDER 校正
By: 陈小兵 2012.09.13 Version 01
FEEDER校准仪的构成:
FEEDER校准仪的构成:
[分享]feeder维修
![[分享]feeder维修](https://img.taocdn.com/s3/m/882991ca32d4b14e852458fb770bf78a65293ae8.png)
FEEDER的保養與日常維修MANUAL一.F EEEDER的簡介1.FEEDER的說明這里介紹的FEEDER主要是指用在NXT上的料槍式供料器,當然NXT應用了很多種供料裝置,FEEDER是其應用最廣泛的一種.2.FEEDER的種類.FEEDER的供料原理大體一樣,只是在結夠上有些區別,它主要分為以下三種:從以上各圖可以清楚的看出FEEDER的基本構造,就是用步進馬達驅動一系列的傳動裝置來對機器進行供料,因此為了更穩定的供料就需要對它進行一定的保養與維修了.二.F EEFER的保養由于FEEDER的機械部分占很大一部分,而且機械部分的精度對供料狀況影響很大,所以這里的保養主要是機械的清潔與上油.1.FEEDER的清潔清潔的工具主要有氣槍,棉棒,酒精,六角扳手如下图:大部分地方用氣槍吹就可以達到目的,下面是清潔的一覽表:在齒輪部分有些油污需要用棉棒醮些酒精, 來去除污垢.2.FEEFER的加油FEEDER在清潔完畢后就要對其運動摩擦部分進行加油,一般用黃油或者AFC 都可以:以下就是W8的FEEDER加油部位,而其它的兩種跟它大致一樣,而W32系列背面齿轮也要加油不要在图示部位粘油3.部品的更換這部分跟維修有很大的關系,所以把它放到后面一起說明.4.FEEDER的检查与校正当做完FEEDER的保养后, 就要对它进行精度检查,若精度不符合要求就要对其进行校正.这里要用到FEEDER CHECK软件及其相关治具.它的实物图如下:三.FEEDER的維修FEEDER是各個零件組成的,零件工作不正常也就代表FEEDER工作不正常.因此本部分我從各部分來一一講述FEEDER的維修:1.馬達FEEDER的心臟,是FEEDER的動力部分.毫無疑問,若馬達工作不正常了,FEEDER就不會動.所以當按下動作鍵而不能動時,就要檢查MOTOR的動作:(1)檢查馬電源線是否接好.(2)馬達是否燒毀.(3)馬達是否被異物卡住..(4)马达的驱动齿轮是否松动等等.W8 W32-W882.齿轮齿轮是传动中的一个非常重要的一个部分,是传递电机动能的过度者/执行者,所以齿轮的精度对FEEDER的精度影响很大.它是个运行部分,所以会出现磨损.经常出现与它有关的问题有:(1)FEEDER运行有异声.这个现象与齿轮有很大关系.遇到此问题,我们首先拆开FEEDER的COVER,清洁齿轮并检查齿尖是否有异常,再看齿轮是否有松动,最后看齿轮间的齿合的是否精密.图示为W8FEEDER通常异声是由大齿轮与小齿轮齿合不紧造成,这样就要拆下两个齿轮,来重新固定它.(2)FEEDER 不能前进亮红灯.这种现象很有可能是齿轮被杂物堵住能不能进.最常见的是卷取齿轮被废料带卡死,特别是W8以上的FEEDER会经常发生.由于在维修和保养过程中,经常需要拆卸与组装FEEDER的齿轮,因此正确的拆卸方法致关重要.下面我们来简单的介绍一下他们的方法:I.W8-W24 FEEDER 两个电机侧齿轮的拆下.用一个五号六角扳手放到正面齿轮中心孔里,然后把二号六角扳手放进齿轮背面的螺钉孔内,反方向转动扳手,就可以松下固定它的螺钉.然后轻轻旋转齿轮使它与别的齿轮分离.背面固定螺钉II.W32-W88 FEEDER 电机侧齿轮的拆卸: 把中间固定拆下周围三颗小钉即可取下.III.。
FEEDER维修SOP

按下单动键观察吸料中心是否和显示器中心的交叉处吻合,如不吻合则调节 FEEDER上的偏心螺栓使之吻合,检查齿轮是否磨损。
三.维修后按要求记录FEEDER保养记录表,并对维修过的FEEDER进行上线跟踪。
4 扳手二.校正步骤:1 将校正钢片装到一支生产贴装率最好且吸取坐标最标准的飞 按CYCLE/STOP键一次,驱动MOTOR将带动FEEDER前进一步,持续按住此键 机器将自动前进,直至松开为止。
器和CAMERA。
2 校正进检查显示器是否清晰,十字线是否正常显示,否则要相应调整显示核准审核制作 东莞市迈思普电子有限公司Dongguan NB Power Electronic Limited SMT 产品维修作业指导书注意事项位置中心,于显示器中十字光标的交叉点上清晰可见再锁紧,再调整XY轴使变更记录所需工具日期1.内六角一.开机步骤:POWER(ON/OFF)电源开关:用来控制机器电源开关,按到ON1 方向开机,按OFF方向,断开机器电源。
101SMT FEEDER维修校正作业方法及标准6 对已修FEEDER须做好标识并上线跟踪维修效果。
生产段文件编号版本 达上,将FEEDER装到校正台上。
2 调整焦距H轴使显示器照到FEEDER的吸料4 校正不同FEEDER时须切换相应底座及调整CCD高度。
页码 FEEDE的吸料位置小孔中心于显示器中十字光标中心交叉锁紧。
3 取下装有 钢片的飞达,将要校正的FEEDER装上钢片放到校正仪FEEDER放置治具上,1 保持校正仪清洁,调试时请勿将FEEDER碰撞到机器本体。
使用完后须保持机器清洁。
2.FEEDER配件 3 大小起子等5 所有FEEDER X-Y偏心在5MM以内,以确保贴片机能同时取料。
3 校正时须接通气源并处于开启状态,查看气压表是否在5㎏/c㎡ 。
负责人变更事项2 校正钢片应保证其完整性,以免变形影响精度。
黄永青马亨孟陈友兵飞达固定座控制开关十字相机。
Feeder维修及保养作业规范

文件名稱:Feeder維修及保養作業1.0 目的Purpose為了保證良好的裝著率,提升生產效率,提高產品品質,對FEEDER實行良好的管控,特制定本系統. 2.0 範圍ScopeFEEDER維修及保養3.0 權責Responsibility3.1FEEDER使用人員: 正確使用FEEDER並做好FEEDER的日常保養與點檢,關注生產中機台的拋料狀況和FEEDER的使用狀況﹐并及時如實的填寫<<零件拋料記錄表>>(附表二),對不良FEEDER及時送修,并且線,組長進行教導和督促.3.2 FEEDER維修人員: 及時處理不良FEEDER, 對FEEDER進行管控, 實施FEEDER季度保養,做好各項維修和保養記錄,如實的填寫好<<FEEDER維修記錄表>>(附表一).3.3 主管: 監督維修工作按正常的程序進行,督導保養計劃的實施.3.4 現場生技人員: FEEDER送修前不良初步確認,確認方法詳見作業內容中(五)<機臺拋料管制方法>﹐教導產線正確使用FEEDER.4.0 名詞定義Definition無5.0 作業內容Content5.1作業流程:文件名稱:Feeder維修及保養作業5.2.1.FEEDER使用人員發現FEEDER不良後,做好不良現象的確認,填寫好<<不良FEEDER送修卡>>(附表三)并將其挂在不良FEEDER上﹐然后及時送修.5.2.2維修人員對送修FEEDER進行再次確認,分析不良原因, 參照(附件一)<<SONY Feeder校正作業>>進行維修,維修OK後送回產線使用或放置在良品FEEDER架上待使用.5.2.3. 維修後如還不能正常投入使用的或無法保證精度的FEEDER由維修人員提出報廢申請, 主管確認后,進行報廢.5.2.4.針對一些使用量不大的feeder的保養﹐如﹕泛用機的feeder﹐將結合季度保養進行維護.5.3.5. FEEDER報廢原則:5.3.5.1. 本體斷裂或彎曲嚴重無法維修需報廢.5.3.5.2. Feeder吸料位置Y方向偏移達0.2mm以上且數次維修仍造成拋料嚴重,最終確認無法修复,可申請報廢5.3.5.3. 由于相同原因維修達3次以上且每次維修后跟蹤使用時每小時仍造成拋料嚴重(大0.3%), 最終確認無法修复,可申請報廢.5.3.5.4. 單支不良Feeder需更換各种備品的價格達Feeder總價格的2/3以上可申請報廢.5.3 FEEDER的點檢和保養:5.3.1.FEEDER的日常保養與點檢,各線操作員上料前需對feeder進行日常的點檢保養.5.3.2.日常保養點檢內容:5.3.2.1. 檢查螺絲有無松動,若有松動送修;5.3.2.2. 清潔本體;5.3.2.3. 用氣槍清除可動部件內的附著物.5.3.3. FEEDER敲擊1000000次保養內容:5.3.3.1. FEEDER敲擊連杆活動部清潔並加油潤滑;5.3.3.2. SHUTTER活動部清潔並加油潤滑;5.3.3.3. 緊固螺絲和固定栓;5.3.3.4. 檢查棘爪及卷帶輪的磨損狀況, 有必要時需進行更換.5.3.3.5. 檢查相關彈簧的狀況,有必要時需進行更換.5.3.4. FEEDER的季保養:維修人員負責FEEDER季保養的實施(一季時間為1月初至3月末, 二季為4月初至6月末,三季為7月初至9月末,四季為10月初至12月末),保養好之后在feeder指定位置貼上季保養OK標示,加以區分,按組別逐次進行,由主管核查文件名稱:Feeder維修及保養作業.5.3.5. 季保養的內容:5.3.5.1. 用干凈布將轉盤及轉盤軸承上的油漬和污物,擦乾淨并涂上适量的潤滑油.5.3.5.2. 清除齒輪內部的零件和異物.5.3.5.3. 校正送料中心.5.3.5.4. 保養完畢貼上相應標示,若發現條碼損壞或有掉落則及時更換或補上.5.4 FEEDER的管控:5.4.1. FEEDER數量的管控:每支FEEDER在上線使用前都要貼上唯一標識的FEEDER條碼﹐按FEEDER數量統計實施.5.4.2. FEEDER現場管控:由生技人員監督產線人員正確使用FEEDER,現場的FEEDER必須放入料站或FEEDER備料架上,拿取時輕拿輕放,不可疊放.5.4.3. 每支FEEDER經過維修或保養后都需進行中心校正.5.4.4. Feeder總編碼原則:XXXX XXXXX XXX5.4.4.1.前4位: FDSD Feeder sony 電動FDSJ Feeder sony 機械FDPD Feeder panasonic 電動FDPJ Feeder panasonic 機械5.4.4.2.中間5位: XXXXX前四位表示尺寸,后一位表示包裝內型0802P "P"表示紙袋0802E "E"表示膠袋0802D "D"表示紙袋膠袋通用5.4.4.3.后3位表示流水碼: 例如:001 002 0035.5機台拋料管制方法5.5.1. 針對機台拋料問題做如下要求及管制.5.5.1.1.拋料分Feeder拋料及Nozzle拋料進行分析及改善.5.5.1.2.<<零件拋料記錄表>>(附表二)每小時由操作人員記錄一次,異常發生時須立即通知工程師處理.每小時單支feeder/nozzle拋料5顆以上且拋料率大于0.3%要進行跟蹤.且前3項不良文件名稱:Feeder維修及保養作業5.5.1.3.Total Pick up rate & Mounting rate 須大於99.7%以上.5.5.1.4."Z/Nozzle"欄記錄拋料feeder/nozzle編號."拋料率"欄記錄單支feeder/Nozzle拋料率,統計方法為分子為拋料總數,分母為吸料總數.5.5.2 Nozzle 拋料分析改善:任一時段單支Nozzle總拋料大于5顆且拋料率大於0.3%.並且領先於其它Nozzle拋料,必須進行分析改善通用對策:(1) 點檢Nozzle是否堵塞或破損;(2)測量Nozzle中心及高度是否OK.(3)依標准測量Nozzle真空度是否OK.5.5. 3. FEEDER拋料分析改善:任一時段單支單支FEEDER總拋料大於5顆且拋料率大於0.3%﹐並且領先於其它FEEDER 拋料,必須進行分析改善.6.0相關文件/作業表單Concerned Documents/Forms7.0 附錄Appendix無。
FEEDER 校正治具操作、保指引

五. 点检、保养内容(參照《Feeder 校正治具點檢、保養表》內容) 版本 0 5 签名 日期
第 2 之 3 页
日期 18/JUN/200
更改内容 首次发行
版本
日期
更改内容 准备者 生产
审核者 品质 工程 批准者
東莞新進電子有限公司
IN NO: 版本:
SMD0
作業指導書 Production Working Instruction
東莞新進電子有限公司指導書 Production Working Instruction
作業名稱
Feeder 校正治具操作、保養指引
型號
通用
工時 (秒)
作業內容
加注” T&D” 润滑). 4.1.3 4.1.4 4.2 4.2.1 4.2.2 4.2.3 4.2.3 4.3 4.3.1 4.3.2 检查 X,Y,Z 各轴锁定开关是否锁紧. 用无尘纸把镜头灰尘擦拭干净. 开工: 取下镜头的保护罩,将 Feeder 校正标准治具安置于校正仪上. 确认校正治具状态: 从治具望镜中观察 Feeder 校正标准治具的取料位置标注圆是否位于望镜中央(如图一). 否则需调节治具 x,y 位移调节旋钮使其取料位置标注圆位于望镜中央. 检查金属料带有无变形,有则更换. 将无变形或更换的金属料带上在需校正的 Feeder 上准备校正. Feeder 校正過程請參見《FUJI FEEDER 維護、保養指引》 收工: Feeder 校正完畢之後,清潔校正儀,並在各活動部位加注防銹油. 蓋上望鏡蓋, 套上治具的防塵罩.
版本 0 5
日期 18/JUN/200
更改内容 首次发行
版本
日期
更改内容 准备者 签名 日期
第
审核者 生产 品质 工程 批准者
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Feeder 维修的检测过程:
1. 8mm Feeder 要检查 drive cover 处的damper,注意前面为黑色的damper;后面为红色的damper。
出
现磨损必须更换。
2. 12/16mm以上Feeder Locking Device 的更换和安装要求:clearance between the base and pick up window
is 0.05。
图解如下:
3. 8mm Feeder 拆卸时,应首先拆卸右手边的半只Feeder,以免损坏电线。
如图所示:
4. 检查 Feeder 上是否缺少螺丝和弹簧等,将所缺零件装上。
以保证Feeder 的状态是正常的。
比如:
pressure spring beneath component cover;12/16 mm 以上Feeder要注意螺钉有长短,不可以混装。
5. Component cover and Tape remove plate必须检查其是否有变形;是否灵活。
可以将其拆除,清洗,Component可以拿在手上前后晃动,检测它是否灵活。
装上时要注意,自锁螺钉上紧后,反转15 度,Component cover and Tape remove plate要活动自如。
6. Top Gearwheel group 需要拆下清洁,装上时要注意:The distance between the groove bottom of the meshing tooth and Stripping device ought to be 1/10 mm(0.01mm)。
7. Foil container要检查是否粘有胶,如果有必须用酒精擦干净,否则很容易堵塞Gearwheel group。
8.Feeder调校台,检查Feeder的取料位置,各种Feeder的标准如下图:
9. Feeder 功能测试
(1). 8 mm Feeder 五种功能测试
功能一:Tape leaf cover will activate and the driver motor will run and them alternate to
the other track side
功能二:Waste take up reel will activate
功能三:Tape leaf will activate 10 times
功能四:Feeder reel must turn evenly
功能五:Feeder reel travels at full speed (要求匀速运动,不可以时快时慢,否则需调整涡轮、涡杆啮合间隙。
)
(2) . 12/16mm以上Feeder 三种功能测试
功能一:Feeder 整体功能测试(F1)
功能二:Feeder 进给部分棘轮的运动测试(指示值不可以相差太多,大约为 57~62)
功能三:Feeder 收料带马达的测试,按下收料带sensor 杆,测试sensor好坏,只可以测9次,为11~99。