(完整word版)焊接接头的种类及接头型式
(完整word版)标准螺纹活接头

螺纹活接头
活接头(union)又叫由壬或由任,是一种能方便安装拆卸的常用管道连接件。
主要有螺母,云头,平接三部分组成。
由圆钢或钢锭模锻成型后机加工的管道连接件,它的连接形式分承插焊接和螺纹连接,承插焊接是将钢管插入承插孔内进行焊接,因此,被称为“承插活接头”,螺纹连接是将钢管旋入螺孔内进行连接,因此,被称为“螺纹活接头”,主要制造标准为ASME B16.11、MSS SP 83。
活接头 - 分类
承插活接头的品种有等径和异径。
承插活接头由插口、承口、承插槽等组成,其特征在于在插口上有承插槽,插口、承口分别位于两端;与现有技术相比,设计合理、操作简单、实用性强,提高操作质量与便捷性。
应用
承插活接头可广泛应用于不同口径的管道,也可用于水表、阀门。
由于采用承插结构,使得管道接头降低了成本、安装、使用、维修极为方便,同时还有极高的防漏能力,极有市场前景。
承插活接头主要参数。
(完整版)金属焊接与切割作业培训教案

目录目录第1章金属焊接与切割安全生产常识 (1)1.1安全生产方针 (2)1.2安全生产法律法规 (3)第2章金属焊接与切割基础知识 (9)2.1焊接与切割概述 (10)2.2金属学及热处理基本知识 (11)2.3常用金属材料的一般知识 (13)2.4焊接工艺基础知识 (15)第3章焊接与切割用电安全 (17)3.1安全用电基础知识 (18)3.2焊接与切割设备的安全用电要求 (21)第4章气焊与气割作业 (23)4.1气焊与气割的基本知识 (24)4.2气焊与气割火焰及工艺参数 (28)4.3气焊与气割常用气体 (33)4.4气焊与气割常用设备 (36)4.5气焊与气割的安全操作 (43)第5章焊条电弧焊与电弧切割 (46)5.1焊条电弧焊与电弧切割的基本知识 (47)5.2焊条及焊接参数的选择方法 (49)5.3焊条电弧焊与电弧切割设备 (52)5.4焊条电弧焊的安全操作技术 (53)5.5电弧切割的安全操作技术 (61)第6章埋弧焊 (65)I目录6.1埋弧焊的基本知识 (66)6.2埋弧焊的焊接设备与焊接材料 (67)第7章气体保护电弧焊 (68)7.1气体保护电弧焊的基本知识 (69)7.2气体保护焊的安全操作 (70)第8章等离子弧焊接与切割 (72)8.1等离子弧的基础知识 (73)8.2等离子弧的安全操作 (73)第9章电阻焊 (74)9.1电阻焊的基础知识 (75)9.2电阻焊的安全技术要求 (76)第10章钎焊 (77)10.1钎焊的基础知识 (78)10.2钎焊操作的安全与防护 (79)第11章特殊焊接与切割的安全技术 (80)11.1化工及燃料容器、管道的焊补安全技术 (81)11.2登高焊接与切割的安全技术 (86)11.3水下焊接与切割的安全技术 (87)第12章金属焊接与切割常见事故防范 (92)12.1火灾与爆炸事故防范 (93)12.2触电事故的防范与处置 (101)12.3补焊化工设备的防中毒措施 (103)第13章焊接与切割作业的职业危害与防护 (104)13.1有毒因素的来源及危害 (105)13.2焊接与切割作业的劳动卫生及防护措施 (106)II第一章 金属焊接与切割安全生产常识1第1章 金属焊接与切割安全生产常识一、本章教学目的:1、熟悉安全生产方针。
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
(完整word版)焊接常用代号及焊接重点要求

焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas—shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy—acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊.13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG 焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。
型钢标准焊接接头12页word

型钢标准接头在施工现场,型钢接料是广泛应用的,接料多长?焊缝多高?节点的处理是有一定要求的。
以下是各种型钢的标准接头。
一、等肢角钢标准接头间隙(δ)焊缝高度(hf)角钢型号连接角钢长度(L)50*52508556*530010563*635010570*737010675*740010680*841010790*8460127100*10490129110*10540129125*126401410140*146901412160*147901412180*168601414200*208402018二、不等肢角钢标准接头角钢型号连接角钢长度间隙(δ)焊缝高度(hf)(L)50*32*425054 56*36*427554 63*40*530085 70*45*5340105 75*50*5370105 80*50*6390105 90*56*6440105 100*63*8450107 100*70*8460127 100*80*8460127 125*80*10540129 140*90*125901211 160*100*147001212 180*100*107801412 200*125*168501414三、普通工字钢标准接头型号翼缘水平盖板腹板连接板b1t1l1hf1h1h2t2l2hf2 mm mm工1055102505654061105工12.660113005905561405工14651229061006581506工16701334061157581706工18801439061358582006工20a851444061509082406工20b851545061507583006工22a9016400817010082806工22b901641081708583406工25a95174408195130102608工25b95174508195115103208工28a100184908225150103108工28b1001841010225135103708工32a1052047010260165103808工32b1052047010260150104508工32c1102048010260130105308工36a11023510102952001238010工36b11023520102951851244010工36c11023450122951701251010工40a11025470123302251243010工40b11524480123302051251010工40c11524490123301851258010工45a12026540123752451252010工45b12026540123752251260010工45c12524510123752051269010工50a13028620124202701260010工50b13028620124202501269010工50c13026580124202251278010工56a13031590144753251460012工56b13530600144753051468012工56c13528560144752851477012工63a14032650145453751469012工63b14531660145453501479012工63c14529610145453251488012四、普通槽钢标准接头型号翼缘水平盖板腹板连接板b1t1l1hf1h1h2t2l2hf2 mm mm830131905452061005 1035132205603061205 12.640132206854561505 14a45132406955581606 14b45142506954562006 16a501427061156581906 16b501428061155582306 18a55142906130758220618b551531061306582706 20a601534061509082406 20b601534061507583006 22a6016360616510082606 22b651536061658583306 25a6017300819512083006 25b6017310819510583706 25c651732081958084506 28a6517320822013583506 28b6517340822011084406 28c651834082209085206 32a70193808255175108308 32b70193908255155104108 32c75194008255135104808 36a75244608285185104108 36b75254608285165104908 36c80244808285145105708 40a8026450103202101243010 40b8027450103201951250010 40c8028460103201751258010五、等边双角钢标准接头型号拼接角钢垫板l1a b hf1b1l2hf2 mm mm40*42004601304 40*52304601304 45*42204651404 45*52205651404 45*62206651404 50*42404701504 50*42304701504 50*52305701504 50*62406701504 56*42604801604 56*52605801604 56*83306801604 63*42904851704 63*52905851704 65*62906851704 63*83706851805 63*103508851805 70*43204901804 70*5320590180470*63206901804 70*73706901905 70*84106901905 75*53405951605 75*63506951605 75*73906952005 75*84406952005 75*104108952005 80*536051002105 80*637061002105 80*742061002105 80*846061002206 80*1044081002206 90*641061102006 90*746061102006 90*852********* 90*1049081102306 90*12480101102306 100*645061202106 100*751061202106 100*858061202506 100*1054081202506100*12530101202506 100*14520121202908 100*16470141202908 110*756061302206 110*863061302206 110*1059081302206 110*12570101302706 110*14560121302708 125*87201803061452906 125*106701803081452906 125*1265018030101453406 125*1464018030121453408 140*107501803081702708 140*1272018030101702708 140*1471018030121703108 140*1664018030141703108 160*108501803081903508 160*1282018030101903508 160*1480018030121903908 160*1673018030141903908 180*1292018040102104308 180*1490018040122104308180*1681018040142104308 180*1890018040142104308 200*1499018040122304608 200*1690018040142304608 200*1899018040142304608 200*20108018040142304608 200*24127018040142304608注:垫板厚度t等同节点板的厚度。
(完整word版)焊接符号大全(详解)
焊接符号大全焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。
符号中的信息和单元问题1:焊接符号能够提供什么信息?答:焊接符号能够提供如下信息。
接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。
问题2:焊接符号由哪些单元组成?答:一个焊接符号可以包括如下单元。
参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。
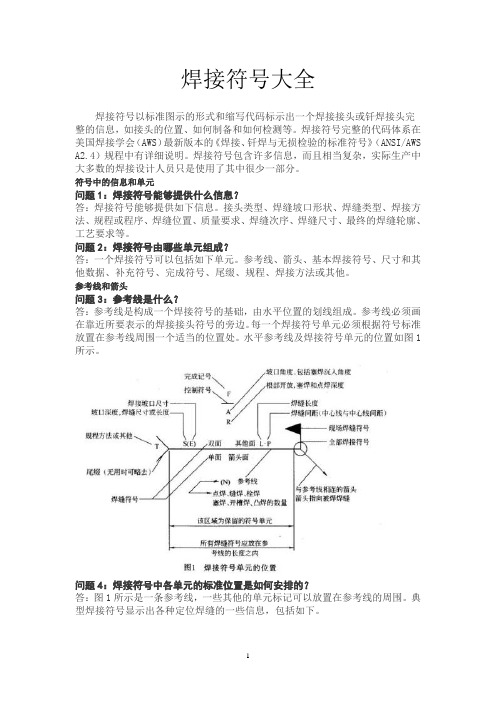
参考线和箭头问题3:参考线是什么?答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。
参考线必须画在靠近所要表示的焊接接头符号的旁边。
每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。
水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的?答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。
典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。
如果没有参考意义或无须规范,尾缀可以省略。
②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。
③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。
有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。
焊缝的标注

焊缝的标注(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线(3) 基本符号相对基准线的位置当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置的位置标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注(4) 焊缝尺寸符号及其标注位置焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置(1) 焊缝的标注示例焊缝的标注示例如表15-5所示。
焊缝符号表示法GB 324-88国家技术监督局1988-12-10批准1989-07-01实施1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5185 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。
(完整word版)《钢筋焊接及验收规程》 JGJ18-2003
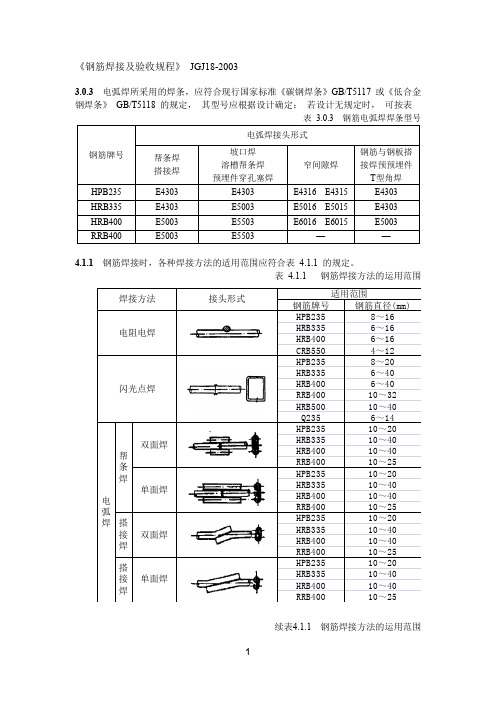
《钢筋焊接及验收规程》JGJ18-20033.0.3电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117 或《低合金钢焊条》GB/T5118 的规定,其型号应根据设计确定;若设计无规定时,可按表4.1.1钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1 的规定。
表4.1.1 钢筋焊接方法的运用范围续表4.1.1 钢筋焊接方法的运用范围注:1 电阻电焊时,使用范围的钢筋直径系指2根不同直径钢筋交叉叠接中较小的钢筋直径;2 当设计图纸规定对冷拔低碳钢丝焊接网进行电阻点焊,或对原RL540钢筋(Ⅳ级)进行闪光对焊时,可按本规程相关条款的规定实施;3 钢筋闪光对焊含封闭环式箍筋闪光对焊。
4.3.2 连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋牌号等具体情况而定,并应符合表 4.3.2 的规定。
表 4.3.2 连续闪光焊钢筋上限直径4.4.2 帮条焊时,宜采用双面焊(图 ; 当不能进行双面焊时,方可采用单面焊(图帮条长度l 应符合表 4.4.2 的规定。
当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号表4.4.2 钢筋帮条长度图4.4.2 钢筋帮条焊接头 (a)双面焊;(b)单面焊 d -钢筋直径;l -帮条长度4.4.8 预埋件钢筋电弧焊 T 型接头可分为角焊和穿孔塞焊两种(图 和焊接时,应符合下列要求:1 当采用 HPB235 钢筋时,角焊缝焊脚(k )不得小于钢筋直径的 0.5 倍;采用HRB335和 HRB400 钢筋时,焊脚(k )不得小于钢筋直径的 0.6 倍; 2 施焊中,不得使钢筋咬边和烧伤。
图 4.4.8 预埋件钢筋电弧焊T 型接头(a)角焊;(b)穿孔塞焊k - 焊脚4.4.9 钢筋与钢板搭接焊时,焊接接头(图1 HPB235 钢筋的搭接长度(l )不得小于 4 倍钢筋直径,HRB335 和 HRB400 钢筋搭接长度(l )不得小于 5 倍钢筋直径;2 焊缝宽度不得小于钢筋直径的 0.6 倍,焊缝厚度不得小于钢筋直径的 0.35倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接接头的种类及接头型式
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头
两件表面构成大于或等于135°,小于或等于18
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头
两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接
(a)单面削薄,(b)双面削薄
表1-2
(二)角接接头
两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头
(a)I形坡口;(b)带钝边单边V形坡口
(三)T形接头
一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—1 0。
图1—10 T形接头
(四)搭接接头
两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头
(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊
搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。