砂型铸造工艺流程图
87砂型铸造PPT课件

(一)铸造工艺对铸件结构的要求
悬臂支架
闭式结构
开式结构
以垛代砂芯
凸缘外伸
凸缘内伸
28
避免使用活块
未延伸凸台
结构斜度
延伸凸台
29
(二)合金铸造性能对铸件结构的要求
铸件的壁 厚且均匀
结构圆角
壁间大角 度连接
30
交叉接头
交错接头
环状接头
圆角过渡
倾斜过渡
复合过渡
31
写在最后
经常不断地学习,你就什么都知道。你知道得越多,你就越有力量 Study Constantly, And You Will Know Everything. The More
带轮的三箱造型
用外砂芯将三箱改为两箱
9
(二)机器造型
机器造型是将填砂、紧实和起模等主要工序实现了机 械化,并组成生产流水线。机器造型生产率高,铸型质量好, 铸件质量高,适用于中小型铸件的大批量生产。
造型生产线示意图
造型生产线
10
机器造型方法一
机器造型方法:振压造型、高压造型、抛砂造型。
1、振压造型工作原理
1、支座
方案Ⅱ 沿底面分型,铸件全部在 下箱,不会产生错箱,铸 件易清理。但轴孔内凸台 必须采用活块或下芯且轴 孔难以铸出。
方案Ⅰ 沿底版中心分型。轴 孔下芯方便,但底版上 四个凸台必须采用活块 且铸件在上、下箱各半。
23
(五)实例分析
2、C6140车床进给箱体
分型面和 浇注位置选 择方案?
重量:35kg 材料:HT150 保证基准面不得有 缺陷,以便定位。 勿需考虑补缩。
柔性造型单元流程:
待工作模板进入 模板快换机构
调整造型机 工作参数
砂型铸造手工造型技术PPT课件
课题二 手工造型基本操作技术
一、造型常用工具、辅具
1. 铁铲 铁铲也称铁锨,用来铲起或拌和型 (芯) 砂,也可以用作挖掘地坑或松散 砂地,如图1-4所示。 2. 筛子 筛子用来筛分和松散型砂或用以清 除砂内夹杂,有方形筛和圆形筛两种, 如图1-5所示。
图1-4 铁铲 图1-5 筛子
3. 砂舂
图1-22 提钩
16. 半圆、圆头
半圆也称竹片梗、平光杆,用来修整砂型垂直弧形的 内壁和底面,如图1-23所示。圆头用来修整砂型圆形及弧 形凹槽,如图1-24所示。
图1-23 半圆
图1-24 圆头
17. 法兰梗
法兰梗也称光槽镘刀,供修理砂型或砂芯的深窄底面 及管子两端法兰边用,由钢或青铜制成,如图1-25所示。
砂型铸造手工造型技术
—铸造工艺与技能训练
铸造生产基础知识
课题一 砂型铸造工艺过程 课题二 手工造型基本操作技术
课题一 砂型铸造工艺过程
一、铸造生产的特点及分类 1. 铸造生产的特点(见表1-1)
2.铸造的分类
根据铸造生产方法的不同,铸造主要分为砂型铸造和 特种铸造两大类。细分如下:
二、常用铸造(铸件) 材料的性能 1. 金属材料的性能
4. 熔炼
通过加热将固体的金属炉料转变成具有规定成分和 温度的液态合金,这项工作叫作熔炼。
5. 浇注
将熔融金属从浇包注入铸型的操作过程叫作浇注。
6. 落砂
用手工或机械使铸件和型砂、砂箱分开的操作过程 叫作落砂。落砂的方法有手工落砂和机械落砂两种, 大量成批生产时,一般用落砂机落砂,单件小批生产 多用手工落砂。
砂舂也称舂砂锤,舂实型砂用,如图1-6所示。其平 头用来锤打紧实、舂平砂型表面,如砂箱顶部的砂。舂 砂姿势如图1-7所示。
铸造工艺流程图

入库
抽检 混砂及造型 记录
工序
型砂抽检
检测
熔炼浇注工 记录 成分及金相
序
检测
检测
记录 后处理工序
外观及尺寸 检测
不合格 报废处理
合格 砂型质量检 查
本体检测或 不合格 报废 合格 记录保存
砂型硬度及 表面质量
返修或报废 不合格
合格
入库
检验记录要可靠 统计分析才有效
谢谢
造型工序工艺流程图 SHELL MOULDING PROCESS FLOW CHART
混砂工序
模具检查
工装模具 (行车)
合
格
型
砂型硬度
砂
检查外观 吹净散砂
造型 (造型机)
喷脱模剂 (造型机)
砂芯检查 (下芯前)
合 格 砂 芯
制芯工段
下芯平稳 一次到位 放置滤网
下芯 (手工)
合箱 (造型机)
浇注 (行车)
检测合格
造型工序
性能检测 (检测仪器)
水分 紧实率 透气性 湿压强度
为社会做贡献 为企业求发展
原材料验收 标准
制芯工序工艺流程图 CORE-MAKING PROCESS FLOW
覆膜砂 (入厂检验)
工装、芯盒 检查
加热温度和 结壳时间
制芯 (射芯机)
飞边、披缝 及散砂清理
干净
修芯 (手工)
砂芯型Hale Waihona Puke 制芯时间原材料验收 标准
生铁 (入厂检验)
原材料验收 标准
废钢 (入厂检验)
灰铁球铁区 分开
配料单
温度、除渣
成分、性能
配料
熔炼
炉前分析
成分化验
砂型铸造工艺流程
砂型铸造工艺流程砂型铸造工艺流程图制作木模-造型-熔化-浇注-落砂-冒口拆除-检验入库熔模铸造工艺失蜡铸造现在称为熔模铸造。
这是一种很少切割或不切割的铸造工艺,是铸造行业的一项优秀技术。
它被广泛使用。
它不仅适用于各种类型和合金的铸造,而且可以生产出比其他铸造方法具有更高尺寸精度和表面质量的铸件,甚至复杂的、耐高温的、难以加工的、其他铸造方法难以铸造的铸件也可以通过熔模精密铸造来铸造。
熔模铸造是在古代蜡模铸造的基础上发展起来的。
作为一个古老的文明,中国是最早使用这项技术的国家之一。
早在公元前几百年,中国古代劳动人民就创造了这种失传的铸蜡技术,用来铸造钟鼎和具有各种精美图案和文字的器皿,如春秋时期曾侯乙墓的青铜板。
曾侯乙墓雕像板的底座是多条龙缠绕在一起,首尾相连,上下交错,形成一个中间镂空的多层云纹图案。
这些图案很难用普通的铸造工艺来制作,而失蜡法的铸造工艺可以利用石蜡无强度、易雕刻的特点,用普通的工具雕刻出与曾侯乙墓的雕像板相同的石蜡工艺品,然后加入浇注系统,经过上漆、脱蜡、浇注,得到精美的曾侯乙雕像板现代熔模铸造法在20世纪40年代实际应用于工业生产当时,航空喷气发动机的发展要求制造具有复杂形状、精确尺寸和光滑表面的耐热合金部件,如叶片、叶轮和喷嘴。
由于耐热合金材料难以加工,零件形状复杂,因此不可能或难以用其他方法制造。
因此,需要找到一种新的精确的成型工艺。
因此,现代熔模铸造法借鉴了古代传下来的失蜡铸造法,通过对材料和工艺的改进,在古代工艺的基础上取得了重要的发展。
因此,航空工业的发展促进了熔模铸造的应用,熔模铸造的不断改进也为航空工业进一步提高性能创造了有利条件。
中国在20世纪50年代和60年代开始将熔模铸造应用于工业生产此后,这种先入为主的铸造技术得到了极大的发展,并已广泛应用于航空、汽车、机床、船舶、内燃机、燃气轮机、电信仪器、武器、医疗器械、切割工具等制造业,以及工艺品的制造。
所谓的熔模铸造工艺简单地指用易熔材料(如蜡或塑料)制作易熔模型(称为熔模或模型),在其上涂覆几层特殊的耐火涂层,干燥并硬化形成整体外壳,然后用蒸汽或温水将外壳上的模型熔化,然后将外壳放入砂箱中,在其周围填充干砂,最后将模具放入穿透式烘烤器中进行高温烘烤(例如,当使用高强度外壳时,脱模后的外壳可以不造型直接烘烤)、模具或外壳熔模铸件尺寸精度高,一般可达CT4-6(砂型铸造CT10~13,压铸CT5~7)。
砂型铸造工艺流程(砂型铸造的8个基本步骤)
砂型铸造工艺流程(砂型铸造的8个基本步骤)砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。
砂型铸造是最传统的铸造方法。
由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂型铸造依旧是铸造生产中应用最广泛的铸造方法,尤其是单件或小批量铸件!传统砂型铸造工艺的基本流程有以下几步:配砂、制模、造芯、造型、浇注、落砂、打磨加工、检验等步骤砂型铸造工艺流程图砂型铸造工艺示意图1,混砂阶段,制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。
混砂机2,制模阶段,根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模(俗称铁模或钢模),大批量铸件可以制作型板。
现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。
铸造木模型板3,造型(制芯)阶段:包括了造型(用型砂形成铸件的形腔)、制芯(形成铸件的内部形状)、配模(把坭芯放入型腔里面,把上下砂箱合好)。
造型是铸造中的关键环节。
制芯造型4,熔炼阶段:按照所需要的金属成份配好化学成份,选择合适的熔化炉熔化合金材料,形成合格的液态金属液(包括成份合格,温度合格)。
熔炼一般采用冲天炉或者电炉(由于环保要求,冲天炉现在基本取缔,基本使用电炉)。
电炉熔炼铁水5,浇注阶段:用铁水包把电炉里融化的铁水注入造好的型里。
浇注铁水需要注意浇注的速度,让铁水注满整个型腔。
另外浇注铁水比较危险需要注意安全!铁水浇注6,清理阶段:浇注后等融熔金属凝固后,拿锤子去掉浇口并震掉铸件的砂子,然后使用喷砂机进行喷砂,这样铸件表面会显得很干净!对要求不严格的铸件毛坯经过检查基本就可以出厂了。
浇口去除机处理铸件喷砂机喷砂后的铸件7,铸件加工,对于一些有特别要求的铸件或一些铸造无法达到要求的铸件,可能需要简单加工。
一般使用砂轮或磨光机进行加工打磨,去掉毛刺,让铸件更光洁。
铸件简单打磨加工8,铸件检验,铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。
砂型铸造

f)应使合箱位置、浇注位置和铸件冷却位置一致 )应使合箱位置、
2、分型面的选择 分型面为铸型组元间的接合面,选择分型面应考虑以下原则: 分型面为铸型组元间的接合面,选择分型面应考虑以下原则: 分型面应尽量采用平面分型,避免曲面分型, a)分型面应尽量采用平面分型,避免曲面分型,并应尽量选在最 大截面上,以简化模具制造和造型工艺。见图9 大截面上,以简化模具制造和造型工艺。见图9-4。
b) 高压紧实
震击紧实主要依靠震击 力坚实砂型。 力坚实砂型。该方法机 器结构简单, 器结构简单,制造成本 但噪声大、 低,但噪声大、生产率 要求厂房基础好。 低、要求厂房基础好。 砂型坚实度沿砂箱高度 方向愈往下愈大。 方向愈往下愈大。主要 适用于需成批生产的中, 适用于需成批生产的中, 小型铸件。 小型铸件。
二、砂型铸造工艺设计 铸造工艺图: 铸造工艺图:在零件图中用各种工艺符号表示出铸造工 艺方案的图形,铸造工艺图是表示铸型分型面、浇冒口系统、 艺方案的图形,铸造工艺图是表示铸型分型面、浇冒口系统、浇
注位置、型芯结构尺寸、控制凝固措施(冷铁、保温衬板) 注位置、型芯结构尺寸、控制凝固措施(冷铁、保温衬板)等的图 图中应表示出:铸件的浇注位置、分型面、型芯的数量、形状、 样。图中应表示出:铸件的浇注位置、分型面、型芯的数量、形状、 尺寸及固定方法、加工余量、起模斜度、浇口、冒口、 尺寸及固定方法、加工余量、起模斜度、浇口、冒口、冷铁的尺寸 和位置。 和位置。 1、浇注位置的选择 浇注位置的选择应考虑以下原则: 浇注位置的选择应考虑以下原则: 体积收缩大的合金及壁厚差较大的铸件,应按定向凝固的原则 a)体积收缩大的合金及壁厚差较大的铸件,应按定向凝固的原则, 将壁厚较大的部位和铸件的热节部置于上部或侧部, 将壁厚较大的部位和铸件的热节部置于上部或侧部,以便设置冒口 进行补缩。 进行补缩。
机械制造基础:03砂型铸造
原因:便于造型操作和降低
模板制造费用。
图2-33 起重臂的分型面
2.2 砂型铸造
图2-34 三通铸钢件的分型面
2.2 砂型铸造
2)尽量避免活块、减少型芯数量,尽量采用砂垛代替型芯 原因:节省造芯操作和芯盒费用。
第一种方案需两个活块 第二种方案不需活块
图2-35 支架的分型方案
2.2 砂型铸造
图3-36 底座的分型方案 第一种方案为分模造型,上下内腔均需型芯 第二种方案为整模造型,沙垛代替型芯
图2-32 机床床脚的浇注位置
2.2 砂型铸造
二、分型面:铸型组元间的结合面 分型面决定了铸件在造型时的位置。通常造型位置和浇注位置一致。分
型面对铸件质量及铸造工艺有很大影响。首先应保证铸件质量要求,其次应 使操作尽量简化,再考虑具体生产条件。
选择原则如下:
上
1)分型面应尽量选用平直面,
下
且尽量只有一个分型面
2.2 砂型铸造
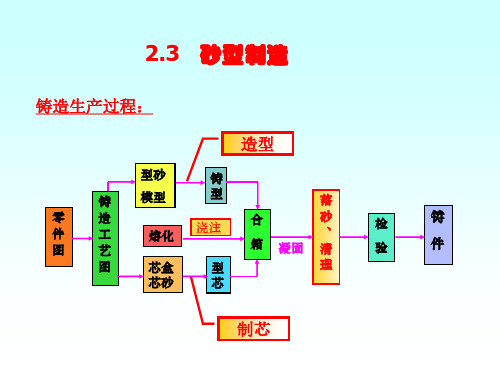
砂型铸造生产过程: 先根据零件的形状和尺寸,设计制造模样和型芯盒,配制好型砂和芯
砂,然后用模样制造铸型(在砂型铸造中叫作砂型),用型芯盒制造型芯, 再把烘干的型芯装入铸型并合型,将熔化的液态金属浇入铸型,待凝固后 经落砂、清理、检验即得铸件。
砂型铸造是应用最广的铸造方法,约占总产量的80%以上。
2.2 砂型铸造
(a) 造下型 (b) 造上型 (c) 开浇道、扎通气 (d) 起出模样 (e)合型
图2-16 整箱造型
2.2 砂型铸造
➢ 分模造型 特点及适用范围:
当铸件最大截面在 中部,不适宜做成整模, 需将模样沿最大截面处 分成两半,并用定位销 加以定位。
应用最广的一种。
图2-17 分模造型
砂型铸造技术
砂型铸造技术当直接形成铸型的原材料主要为砂子,且液态金属完全靠重力充满整个铸型型腔,在砂型中生产铸件的铸造方法,称为砂型铸造。
砂型铸造原料来源丰富,生产批量和铸件尺寸不受限制、成本低廉,是最常用的铸造方法,砂型铸件目前约占铸件总产量的90%。
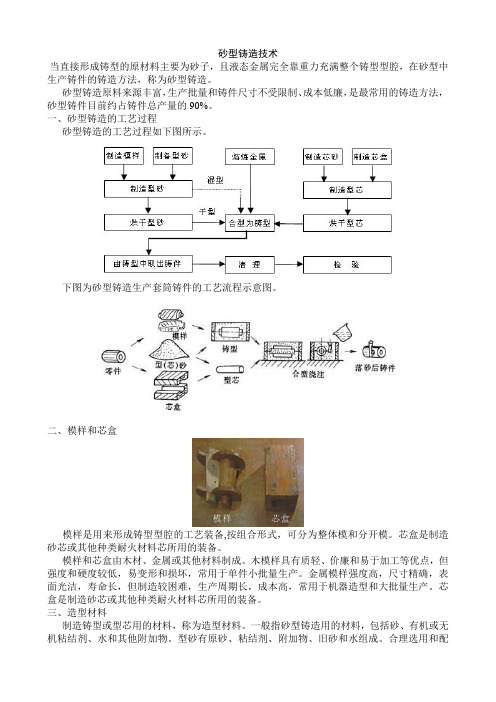
一、砂型铸造的工艺过程砂型铸造的工艺过程如下图所示。
下图为砂型铸造生产套筒铸件的工艺流程示意图。
二、模样和芯盒模样是用来形成铸型型腔的工艺装备,按组合形式,可分为整体模和分开模。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
模样和芯盒由木材、金属或其他材料制成。
木模样具有质轻、价廉和易于加工等优点,但强度和硬度较低,易变形和损坏,常用于单件小批量生产。
金属模样强度高,尺寸精确,表面光洁,寿命长,但制造较困难,生产周期长,成本高,常用于机器造型和大批量生产。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
三、造型材料制造铸型或型芯用的材料,称为造型材料。
一般指砂型铸造用的材料,包括砂、有机或无机粘结剂、水和其他附加物。
型砂有原砂、粘结剂、附加物、旧砂和水组成。
合理选用和配制造型材料,对提高铸件质量,降低成本具有重要意义。
(铸型是指用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。
)造型材料应具有良好的流动性,以便于造出轮廓完整、清晰而准确的砂型(芯);足够的强度,可保证铸型在制造、搬运及浇注时,不致变形或毁坏;良好的透气性,可保证气体及时从液态金属中排出,避免铸件产生气孔缺陷;高的耐火度,可保证型砂在高温液态金属作用下不熔化,避免铸件产生粘砂缺陷。
四、造型和制芯造型是指用型砂、模样、砂箱等工艺装备制造砂型的过程。
制芯是将芯砂制成符合芯盒形状的砂芯的过程。
1 造型1)手工造型手工造型是全部用手工或手动工具完成的造型工序,主要有以下几种方法:(1)整体模造型特点:模样为一整体,分型面为一平面,型腔在同一砂箱中,不会产生错型缺陷,操作简单。
铸造工艺流程1PPT课件

常州精棱铸锻有限公司 . 人力资源部
整理版课件
1
铸造产品样本
• 左:日本牧野床身
右:美国MAG床身
整理版课件 2
铸造产品样本
左:美国GE压缩机缸体
右:风力发电机轮毂
整理版课件 3
铸造产品样本
整理版课件
• •
下上 :: 瓦大 钖型 兰船 扫用 气柴 室油
机 机 架
4
铸造产品样本
8
铸造概述
2.铸造的特点 铸造的特点是金属在液态下成形,即熔
化的液态金属在一定的压力作用下充满铸 型而获得铸件。
整理版课件
9
铸造概述
3.铸造的方法 铸造的方法主要分砂型铸造和特种铸造
两大类。本公司采用砂型铸造。
整理版课件
10
铸造概述
• 本公司砂型铸造生产过程: • 制模配砂-混砂 ―造型制芯―上涂料―配
* 炉前检测
三角试样 化学成分取样 Y型试块
*化学分析
附体试样 金相组织标准 力学性能
16
5.球铁生产工艺过程
砂处理 造型制芯
合箱
**
配料 熔炼 球化处理 孕育处理
热处理
*
浇注 落砂清理
检验
机加工
成品
* 炉前检测
三角试样 化学成分取样 Y型试块
*化学分析
附体试样 金相组织标准 力学性能
17
•铸造混砂
流程可以有很多种变化,但一般主要由旧砂回收、旧砂破碎再生、旧 砂风选、调温、砂输送及混砂等组成。
整理版课件 25
整理版课件 26
1、旧砂回收
• 旧砂、散落砂通过落 砂机落砂后,由输送 设备(振动输送、皮 带输送、斗式提升机 等)输送到砂块料斗 储存,其间通过磁选 设备去除砂中的金属 余料。
2砂型铸造工艺分析PPT课件
注为:GB/T 11350-1989 CT10 MA H/G。
通常3~15mm
30
3. 铸件加工余量
30
4. 铸造收缩率
铸造收缩率K定义如下:
式中: L模──模样尺寸; L件──铸件尺寸。
K L模-L件10% 0 L件
通常灰铸铁为0.7~1.0%,铸造碳钢为1.3~2.0%,铝硅 合金为0.8~1.2%,锡青铜为1.2~1.4%。
5. 铸型起模斜度
为了起模方便又不损坏砂型,凡垂直 于分型面的壁上留有起模斜度,如图2-22所 示。起模斜度值见JB/T 5105-1991。
6.最小铸出孔(不铸孔)和槽
批量 尺寸/mm
图2-16 有热节的浇注位置
图2-17 便于择原则
(1) 保证模样能从型腔中顺利取出,因此分型面应设在铸件最大截面处。 (2) 应使铸件有最少的分型面,并尽量做到只有一个分型面
25
(3) 应使型芯和活块数量尽量减少
26
(4) 应使铸件全部或大部分放在同一砂型, (5) 应尽量使加工基准面与大部分加工面在同一砂型内
ΣF直>ΣF横>ΣF内
ΣF直∶ΣF横∶ΣF内=1.15∶1.1∶1
② 开放式浇注系统 ΣF直<ΣF横<ΣF内
ΣF直∶ΣF横:ΣF内=1∶2∶4
2. 冒口 冒口是在铸型中设置的一个储存金属液的空腔。
明冒口 普通冒口
暗冒口
冒口
特种冒口
保温冒口 发热冒口 大气压力冒口 易割冒口
32
2.3.3 铸造工艺图的制定
29
2.3.2 主要工艺参数的确定
砂型铸造的基本过程 Jun-2014

•砂型铸造的基本过程/20111213/62031.html•砂型铸造有六个基本步骤:1) 把模样放入砂中制成一个模具。
2) 在浇注系统中把原型和砂子接合起来。
3) 把模样去掉。
4) 把模具的空隙用熔化了的金属填充起来。
5) 让金属冷却。
6) 把砂型模具敲掉取出铸件。
砂型铸造案例项目导入:轴承座铸件的造型工艺方案。
铸件简图:轴承座如图2-1所示。
铸件材料:HT150。
体积参数:轮廓尺寸240mm´65mm´75mm,铸件重量约5kg。
生产性质:单件生产。
项目要求:确定铸件的造型工艺方案并完成造型操作。
图2-1 轴承座将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造。
砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
套筒的砂型铸造过程如图2-2所示,主要工序包括制造模样型芯盒、制备造型材料、造型、制芯、合型、熔炼、浇注、落砂、清理与检验等。
图2-2 套筒的砂型铸造过程铸件生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。
其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等。
铸造工艺图是指导模样(型芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。
砂型铸造主要工序包括:(1) 根据零件图制造模样和型芯盒;(2) 配制性能符合要求的型(芯)砂;(3) 用模样和型芯盒进行造型和造芯;(4) 烘干型芯(或砂型)并合型;(5) 熔炼金属并进行浇注;(6) 落砂、清理和检验。
2.1.1 常用造型工模具1. 砂箱制造砂型时,需要用一种无底、无盖并围绕砂型的框架,以防型砂捣实时向外挤出,这种框架就叫做砂箱,砂箱的作用是便于造型,便于翻转砂型及搬运砂型。
砂箱可紧固着在它里面所捣实的型砂,它的四壁可承受金属液对型砂的侧压力,砂箱附有合型时的对准装置及吊运翻箱和夹紧装置,如图2-3所示。