磨床型号的含义说明
MQ6025A型万能工具磨床技术说明书

MQ6025A型万能工具磨床技术说明书设备介绍:工具磨床是金属切削加工必要的辅助设备,用来刃磨各种金属切削刀具。
由于金属切削加工工艺不断改进,金属切削机床随之不断革新,这就需要新的切削刀具,而对刀具的刃磨也不断提出新的要求。
工具磨床制造业的历史,在机床行业中甚为年轻。
在磨床生产的一百多年的历史中,过去对工具磨床的生产一直不够重视,第一台万能工具磨床于1889年首先由美国辛辛那提公司制成,随后,美国诺顿公司于1890年试制成功了万能工具磨床,但当时都是采用齿轮皮带传动,结构简单,效率很低。
在近三十年来,随着工业的发展和科学技术的进步,才绽工具磨床的生产有了较快的发展,不但出现了半自动、全自动工具磨床,而且数控工具磨床也开始应用。
工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
主要部件:MQ6025A型万能丁具磨床是性能比较优良的改进型T具磨床。
它装上附件后,除可以刃磨绞刀、铣刀、斜槽滚刀、拉刀、插齿刀等常用刀具和各种特殊刀具以外还能磨削外圆、内网平面以及样板等,加工范围比较广泛。
1、床身床身是一个箱形整体结构的铸件,其上部前面有一组纵向V形导轨和平导轨;在后面有一组横向的V形导轨和平导轨。
纵向导轨装有工作台.横向导轨上装有横向拖板,床身左侧门及后门内装有电气元件等。
2、工作台工作台分上工作台和下工作台两部分,下工作台装在床身纵向导轨上,导轨上装有圆柱滚针,使工作台能轻便、均匀地快速移动。
工作台前后运动可有4个手轮操作,便于在不同位置操纵工作台进行磨削。
3、横向拖板横向拖板装在床身横向导轨上,导轨之间有圆柱滚针。
横向传动由手轮通过梯形螺杆和螺母传动。
手轮转1圈为3mm,1小格为0.01mm。
由于手轮装在同一根丝杆上,因此站在机床前面和后面均可进行操作。
在横向拖板上装有磨头架及升降机构,摇动手轮,磨头架做横向进给。
机床型号说明
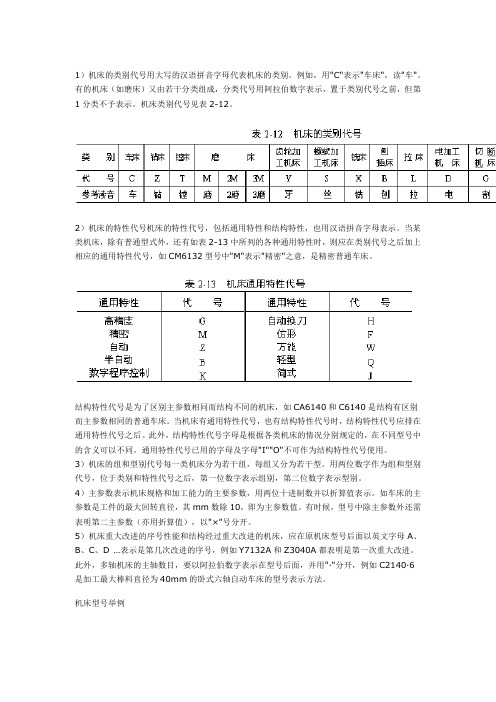
1)机床的类别代号用大写的汉语拼音字母代表机床的类别。
例如,用"C"表示"车床",读"车"。
有的机床(如磨床)又由若干分类组成,分类代号用阿拉伯数字表示,置于类别代号之前,但第1分类不予表示。
机床类别代号见表2-12。
2)机床的特性代号机床的特性代号,包括通用特性和结构特性,也用汉语拼音字母表示。
当某类机床,除有普通型式外,还有如表2-13中所列的各种通用特性时,则应在类别代号之后加上相应的通用特性代号,如CM6132型号中"M"表示"精密"之意,是精密普通车床。
结构特性代号是为了区别主参数相同而结构不同的机床,如CA6140和C6140是结构有区别而主参数相同的普通车床。
当机床有通用特性代号,也有结构特性代号时,结构特性代号应排在通用特性代号之后。
此外,结构特性代号字母是根据各类机床的情况分别规定的,在不同型号中的含义可以不同。
通用特性代号已用的字母及字母"I""O"不可作为结构特性代号使用。
3)机床的组和型别代号每一类机床分为若干组,每组又分为若干型。
用两位数字作为组和型别代号,位于类别和特性代号之后,第一位数字表示组别,第二位数字表示型别。
4)主参数表示机床规格和加工能力的主要参数,用两位十进制数并以折算值表示。
如车床的主参数是工件的最大回转直径,其mm数除10,即为主参数值。
有时候,型号中除主参数外还需表明第二主参数(亦用折算值),以"×"号分开。
5)机床重大改进的序号性能和结构经过重大改进的机床,应在原机床型号后面以英文字母A、B、C、D …表示是第几次改进的序号,例如Y7132A和Z3040A都表明是第一次重大改进。
此外,多轴机床的主轴数目,要以阿拉伯数字表示在型号后面,并用"·"分开,例如C2140·6是加工最大棒料直径为40mm的卧式六轴自动车床的型号表示方法。
3.5 磨床(了解)

滑座下部有燕尾形导轨与砂轮架相连,其内 部有液压缸,用以驱动砂轮架作横向间歇进 给运动或连续移动,也可以转动横向进给手 轮实现手动进给。 砂轮架的砂轮主轴与电
动机主轴直接连接,得到高速旋转运动(即主 运动) 。 工作台上装有电磁吸盘,用于装夹 具有导磁性的工件,对没有导磁性的工件,可 利用夹具装夹 。 工作台前侧有换向撞块,能 自动控制工作台的往复行程 。
1. 磨削加工的工艺范围和工艺特点
磨削加工的应用范围广泛,可以加工内外 圆柱面、内外圆锥面、平面、成形面和组 合面等,如图3-46所示 。 磨削可加工用其他 切削方法难以加工的材料, 如淬硬钢、高强 度合金、硬质合金和陶瓷等材料。
砂轮是一种特殊工具,每颗磨粒相当于一 个刀 齿,整块砂轮就相当于一把刀 齿 极多
(3)磨削速度高。一般磨削速度为35 m/s左右, 高速磨削时可达60 m/s。 目前,磨削速度已 发展到200 m/s。 但磨削过程中,砂轮对工件 有强烈的挤压和摩擦作用,产生大量的切削 热,在磨削区域瞬时温度可达1 000 °C左右。 在生产实践中,降低磨削时切削温度的措施 是必须加注大量的切削液,减小背吃刀量,适 当减小砂轮转速及提高工件转速 。
的铣刀, 其磨粒的分布状况如图3-47所示。 磨削时,凸出的且具有尖锐棱角的磨粒从工 件表面切下细微的切屑;磨饨了或不太凸出 的磨粒只能在工件表面上划出细小的沟纹; 比较凹下的磨粒则与工件表面产生滑动摩 擦,后两种磨粒在磨削时产生微尘。 因此,磨 削加工和一般切削加工不同,除具有切削作 用外,还具有刻划和磨光作用。
卧轴矩台平面磨床的磨削精度高,表面粗 糙度值小,加工范围较广,除可以用砂轮的圆 周面磨水平位置的平面外,还可以用砂轮端 面磨削沟槽、阶台等垂直位置的平面。
ቤተ መጻሕፍቲ ባይዱ
2020年常用的机床型号含义
MGB1432
M—磨床(类代号)
G—高精度(通用特性代号)
B—半自动(通用特性代号)
14—万能外圆磨床(组系代号)
32—最大磨削直径320mm(主参数)
C2150×6
C—车床(类代号)
21—多轴棒料自动车床(组、系代号)
50—最大棒料直径50mm(主参数)
6—轴数为6(第二主参数)
作者:非成败
作品编号:92032155GZ5702241547853215475102
时间:2020.12.13
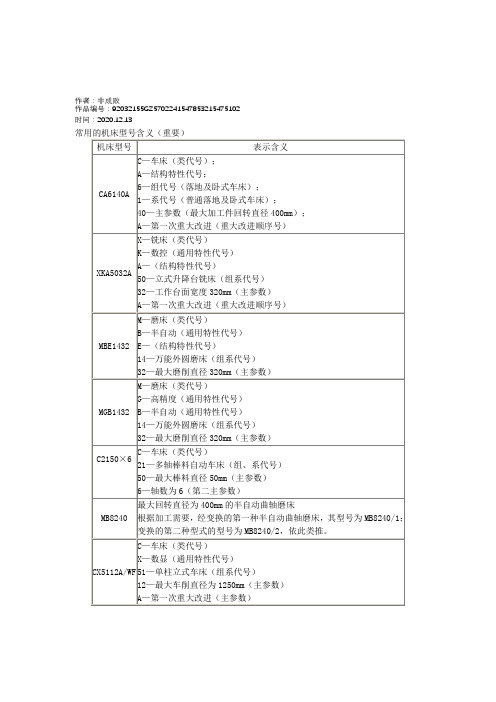
常用的机床型号含义(重要)
机床型号
表示含义
CA6140A
C—车床(类代号);
A—结构特性代号;
6—组代号(落地及卧式车床);
1—系代号(普通落地及卧式车床);
40—主参数(最大加工件回转直径400mm);
A—第一次重大改进(主参数)
WF—企业代号
作者:非成败
作品编号:92032155GZ5702241547853215475102
时间:2020.12.13
A—第一次重大改进(重大改进顺序号)
XKA5032A
X—铣床(类代号)ຫໍສະໝຸດ K—数控(通用特性代号)A—(结构特性代号)
50—立式升降台铣床(组系代号)
32—工作台面宽度320mm(主参数)
A—第一次重大改进(重大改进顺序号)
MBE1432
M—磨床(类代号)
B—半自动(通用特性代号)
E—(结构特性代号)
14—万能外圆磨床(组系代号)
MB8240
最大回转直径为400mm的半自动曲轴磨床
根据加工需要,经变换的第一种半自动曲轴磨床,其型号为MB8240/1;
项目四_磨床的认识

磨床的功用和类型
矩形工作台 ● 按照工作台形状不同 圆形工作台
① 卧轴矩台平面磨削 —— 用于长形平面加工
磨床的功用和类型
② 卧轴圆台平面磨削 —— 用于小件加工
磨床的功用和类型
③ 立轴矩台平面磨削 —— 常用于齿轮面、推力垫 圈、汽缸盖平面磨削。
磨床的功用和类型
磨床的功用和类型
(2)内圆磨削 内圆磨削是用砂轮外圆周面来磨削工件的 各种内孔(包括圆柱形通孔、盲孔、阶梯孔及 圆锥孔等)和端面,它可以在专用的内圆磨床 上进行,也能在具备内圆磨头的万能外圆磨床 上实现。 这种磨削方式按照工件与砂轮的相互运动关 系有下列三种:
磨床的功用和类型
● 工件夹持在工作头上,并作固定位置回转运
金属切削机床概论
项目四
磨床和M1432A型磨床的认识
2013年9月27日
磨床的功用和类型
磨削加工是用砂轮或其它磨具加工工件表面的方法。 磨床即磨料磨具(砂轮、砂带、油石或研磨料等)
作为工具对工件表面进行切削加工的机床
1、用途:用于零件的 内外圆柱表面
精加工,尤其是淬硬
钢件和高硬度特殊材
圆锥表面
平面 螺旋面 齿轮的轮齿表面 各种成形表面
料的精加工。
磨床的功用和类型
2、使用刀具:砂轮(最常用)
由结合剂将磨料颗粒粘接而成的多孔体,其中每
一个磨粒都可以看成 是一个不规则的刀齿,可看成 是无数刀齿的铣刀。 3、分类 (1)外圆磨床 包括万能外圆磨床、普通外圆磨床、无心外圆磨 床等。 主要用于轴、套类零件的外圆柱、外圆锥面,阶 台轴外圆面及端面的磨削。
磨床的功用和类型
工作原理:砂轮和导轮的旋转方向相同,但由于砂轮 的圆周速度大(约为导轮的70~80倍),通过切向切 削力带动工件旋转,但导轮(用摩擦系数较大的树脂 或橡胶作粘接剂制成的刚玉砂轮)则依靠摩擦力限制 工件旋转,使工件的圆周线速度基本上等于导轮的线 速度,从而在砂轮和 工件间形成很大速度 差产生磨削作用。改 变导轮的转速,便可 以调节工件的圆周进 给速度。
M7130型平面磨床

7
8
9
10
11
M7130型平面磨床电气控制电路分析
电源开关 及保护 砂轮 电动 机 冷却泵电 动机 液压泵 电动机 控制 电路 保护
FU2 1 0 FU1 QS1 KM1 KM2 QS2 2 KH2 3 KA 205 207 4 SB2 SB1 X1 PE M M 3~ M2 M 6 SB3 KM2 8 203 5 KM1 SB4 7 R1 204 202 C VC 206 208 X2 退 放 吸 磁 松 合 R2 KH1 FU3 XS
FU2 L1 L2 L3 QS1 FU1 KM1 KM2 QS2 KH1 KH2 4 SB2 SB1 X1 PE M 3~ M1 M 3~ M2 M 3~ M3 2 2 2 KM1 7 KM2 4 9 4 4 6 SB3 KM2 8 203 5 KM1 0 2 KH2 3 KA 205 207 SB4 7 R1 204 202 C VC 206 R2 T1 201 1 KH1
砂轮 控制
液压 泵控 制
整流 变压 器
整流器
电磁吸盘
照明
T2
101 SA1
按下SB2,SB4 扳动SA2,电磁吸盘放松
1 2 3 4 5
6
7
8
9
10
11
12
13
14
15
16
17
M7130型平面磨床电气控制电路分析
电源开关 及保护 砂轮 电动 机 冷却泵电 动机 液压泵 电动机 控制 电路 保护
FU2 L1 L2 L3 QS1 FU1 KM1 KM2 QS2 KH1 KH2 4 SB2 SB1 5 KM1 0 1 KH1 FU3 XS T1 201 R2 KA 209 210 I< 205 207 SB4 7 SB3 KM2 8 R1 204 202 C VC 206 SA2 208 X2 退 放 吸 203 磁 松 合 6 M 3~ M1 M 3~ M2 M 3~ M3 2 2 2 KM1 7 KM2 4 9 4 4 X R3 YH 102 EL
机床型号的名词解释

机床型号的名词解释机床是制造工业中常见的一种机械设备,主要用于将原料加工成所需的零部件或成品。
机床为各种制造行业提供了高效、精确和重复可靠的加工工艺,从而推动了现代工业的发展。
不同类型的机床适用于不同的加工需求,而机床型号则是对机床进行分类和标识的体系。
在机床型号中,通常使用数字、字母或其组合来表示机床的具体型号。
下面我将对一些常见的机床型号进行解释,以帮助大家更好地理解和使用机床。
1. CNC机床:CNC是Computer Numerical Control的缩写,即计算机数控。
CNC机床是通过计算机指令控制的机床,它能够实现精确、高效和复杂的加工任务。
CNC机床可以根据不同的加工需求进行编程,并且具备自动换刀、自动测量和自动纠偏等功能,可以显著提高生产效率和产品质量。
2. 车床:车床是一种用于旋转加工工件的机床。
它通过将工件固定在主轴上,然后利用刀具对工件进行切削和加工。
车床可以分为手动车床和数控车床两种类型。
手动车床由操作人员手动控制,适用于简单和小批量的加工任务;而数控车床则由计算机控制,适用于精密、复杂和大批量的加工需求。
3. 铣床:铣床是一种用于平面加工的机床。
它通过将工件固定在工作台上,然后利用铣刀进行切割和加工。
铣床可以实现各种形状的加工,如槽、孔、齿轮等。
与车床类似,铣床也可以分为手动铣床和数控铣床两种类型。
数控铣床由计算机控制,可以自动进行加工过程,提高工作效率和产品质量。
4. 钻床:钻床是一种用于钻孔的机床。
它通过钻头对工件进行旋转削除来实现钻孔操作。
钻床适用于单孔或多孔的加工任务,并且可以根据不同的加工需求选择不同的钻头。
钻床也可分为手动钻床和数控钻床两种类型,数控钻床具备自动定位和钻孔功能,提高了加工的准确性和效率。
5. 磨床:磨床是一种用于精密磨削的机床。
它通过旋转磨石对工件进行切削和磨削,以达到精细加工的目的。
磨床可以用于加工高精度、高光洁度和特殊形状的工件。
不同于前面提到的机床,磨床通常只有手动操作,因为磨削过程需要操作员的经验和技巧。
7160磨床参数
7160 磨床参数本文介绍了 7160 磨床的主要参数,包括砂轮直径、砂轮宽度、最大磨削深度、最小磨削深度、磨削速度、砂轮转速等,以及如何根据这些参数选择合适的磨床。
下面是本店铺为大家精心编写的5篇《7160 磨床参数》,供大家借鉴与参考,希望对大家有所帮助。
《7160 磨床参数》篇17160 磨床是一种常见的平面磨床,主要用于加工金属零件的平面和表面。
选择合适的磨床参数可以提高加工效率和加工质量,以下是 7160 磨床的主要参数及其选择方法:1. 砂轮直径砂轮直径是磨床最重要的参数之一,它决定了磨床的加工能力和加工精度。
通常来说,砂轮直径越大,磨床的加工能力越强,加工精度也越高。
但同时也会导致砂轮的转速降低,磨削速度变慢,因此需要根据具体的加工需求选择合适的砂轮直径。
2. 砂轮宽度砂轮宽度也是磨床的重要参数之一,它决定了磨床的磨削宽度和加工效率。
砂轮宽度越大,磨削宽度也越大,加工效率越高。
但同时也会导致砂轮的磨削深度减小,因此需要根据具体的加工需求选择合适的砂轮宽度。
3. 最大磨削深度最大磨削深度是指磨床能够一次磨削的最大深度,它取决于砂轮的直径和宽度以及工件的材料和硬度。
选择合适的最大磨削深度可以提高加工效率和加工质量,但同时也需要注意不要超过砂轮的承受能力,以免导致砂轮破裂或者加工失误。
4. 最小磨削深度最小磨削深度是指磨床能够一次磨削的最小深度,它通常取决于工件的材料和硬度,以及砂轮的直径和宽度。
选择合适的最小磨削深度可以提高加工精度和加工质量,但同时也需要注意不要过度磨削,以免影响工件的强度和寿命。
5. 磨削速度磨削速度是指砂轮的旋转速度,它决定了磨床的加工能力和加工精度。
通常来说,磨削速度越高,磨床的加工能力越强,加工精度也越高。
但同时也会导致砂轮的磨损加剧,因此需要根据具体的加工需求选择合适的磨削速度。
6. 砂轮转速砂轮转速是指砂轮每分钟旋转的圈数,它取决于磨床的磨削速度和砂轮的直径。
M7130平面磨床操作[业界研究]
![M7130平面磨床操作[业界研究]](https://img.taocdn.com/s3/m/39ddac2da417866fb94a8e4c.png)
• 17. 工作中禁止戴手套,衣服拉链必须锁好,衣服袖子没有
卷上来时钮扣要扣好,干磨或修整砂轮时要带好防护眼镜。
专业倾力
15
基本操作及注意事项
• 18.磨削过程中要坚守工作岗位,随时注意机床运转情况, 如发现有不正常响声或磨头温度过高,应立即停机检查并 报告现场管理人员。
• 19.每日下班前10分钟:
4
3
5
• 5.工作台磁性控制开关,
旋至右边为上磁吸紧工 件;旋至中间位工作台 磁性消失;旋至左边位 工作台会上与吸紧工件
68
1
0
7
9
1
1
1 2
时相反的磁性。
专业倾力
7
5.控制面板
• 6.冷却水开 • 7.冷却水关 • 8.工作台左右移动开 • 9.工作台左右移动关 • 10.砂轮启动运转 • 11.砂轮停止运转 • 12.急停按钮
专业倾力
12
基本操作及注意事项
• 新砂轮平衡前要检查砂轮是否有裂纹、缺口,首次使用的 砂轮至少要空转5分钟,之后每次使用砂轮之前至少要空 转2分钟,安装砂轮应注意砂轮内孔与法兰盘之间的间隙,
紧固螺钉时应用专用扳手对称、分次、逐渐拧紧,严禁使 用补充工具接长或敲打。
• 1.用干净布将工作台上的防锈油擦净。
• 20.关闭机床电控总开关及电控柜空气开关。
• 21.对磨床进行清扫擦拭,涂油,清除磨屑泥垢、黄袍, 并对工作场地进行清理、清扫,周末和节假日前要进行彻 底清扫,
• 22.把手柄开关、节流阀、旋钮恢复到原位或关闭位置。 23.清理磨下铁屑时,要用专门工具。
• 24.不能用空气枪清洁工作台台面;清洁工件时应远离机台, 防止砂粒进入导轨.
• 7.第一次进刀时要缓慢进给,根据工件长度调整并固定好往复限位档 铁。
磨床型号的含义说明

磨床型号的含义说明Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M 表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200m m,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
M1332外圆磨床说明书

M1332B型外圆磨床 使用说明书最大磨削直径ф320mm最大磨削长度 3000mm出厂编号中华人民共和国上海机床厂有限公司目录 名称 编号 页数 目录 M1332B-SB-00 共 3 页 安全使用要求 HB05-2-00 共 23 页注意事项 MB1332B-SB-01 共 1 页 主要用途和特征 M1332B-SB-03 共 1 页 主要规格与参数 -SB-04 共 4 页 机械系统 机械传动原理图及说明 M1332B-SB-05/1 共 3 页 操作手轮、手柄示意图 -05/2 共 3 页 -05/3 共 1 页 齿轮、齿条、丝杆、螺母 主要参数明细表 滚动轴承明细表 -05/4 共 1 页 皮带、橡胶管、密封件明细表-05/5 共 2 页 主要部件结构及性能 -06 共 7 页 液压系统 液压原理图及说明 M1332B-SB-07/1 共 3 页 液压元件型号规格明细表 -07/2 共 1 页 液压管路图 -07/3 共 1 页 结构示意图 -07/4 共 3 页 名称 编号 页数 电气系统 电气文件目录 M1332B-SB-08/0 共 1 页 电气设备位置识别代号表 -08/1 共 1 页 电气原理说明 -08/2 共 2 页 电气原理图 -08/3 共 5 页 电气设备清单 -08/4 共 5 页 机床互连图 -08/5 共 4 页 电气设备安装图 -08/6 共3页 配电板位置图 -08/7 共 2 页 润滑系统 润滑系统图及说明 M1332B-SB-13/1 共 1 页 吊运与安装 吊运图 MB1332B-SB-14/1 共 1 页 安装地基图 M1332B-SB-14/2 共 3 页 机床移动部份极限位置图 -14/3 共 4 页 开车注意事项 形象化标牌图及其说明 M1332B-SB-15/3 共 4 页 机床操作方法 -15/4 共 3 页 附件、备件及易损件 随机供应的附件目录 M1332B-SB-17/1 共 2 页 特殊订货供应的附件目录 -17/2 共 1 页 随机供应的备件及易损件 -17/3 共 1 页 备件和易损件目录 -17/4 共 4 页 附录 名称 编号 页数 一般电气设备的保养与维护 HB05 – 2 - 4 共 1 页 - 6 共 2 页 一般液压设备的故障产生原因及消除方法 机床开动须知 HB05- 2 - W7 共 1 页 砂轮的静平衡方法 - 8 共 1 页 安装水平的调整 -W18 共 2 页 切削液(冷却液)的牌号与稀释 -23 共 1 页 企 业 标 准 编号 HB05-2-00根据 代替 类别 上 海 机 床 厂 有 限 公 司 安 全 使 用 要 求 共 23 页 第 1 页 目 录 1危险区………………………………………………………………(2) 2储运、安装、调整、使用、维修、保养时的安全注意事项……(3) 3紧急情况的应付方法………………………………………………(19) 4与安全有关的文件信息……………………………………………(19) 5外购件有关安全方面的资料和使用说明…………………………(19) 6机床发生下列情况不使用警告信息………………………………(20) 7噪声检查……………………………………………………………(20) 8责 任……………………………………………………………(20) 9培 训 (21)注意用户应严格遵守本安全使用要求。
M1432A万能外圆磨床的介绍
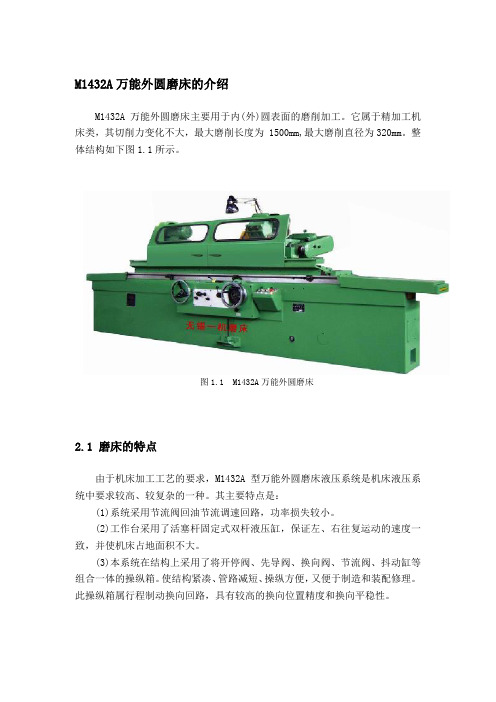
M1432A万能外圆磨床的介绍M1432A万能外圆磨床主要用于内(外)圆表面的磨削加工。
它属于精加工机床类,其切削力变化不大,最大磨削长度为 1500mm,最大磨削直径为320mm。
整体结构如下图1.1所示。
图1.1 M1432A万能外圆磨床2.1 磨床的特点由于机床加工工艺的要求,M1432A型万能外圆磨床液压系统是机床液压系统中要求较高、较复杂的一种。
其主要特点是:(1)系统采用节流阀回油节流调速回路,功率损失较小。
(2)工作台采用了活塞杆固定式双杆液压缸,保证左、右往复运动的速度一致,并使机床占地面积不大。
(3)本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。
使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。
此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
2.2 磨床的功能和主要部件结构M1432A型万能外圆磨床主要用于磨削IT5~IT7精度的圆柱形或圆锥形外圆和内孔,该机床的液压系统具有以下功能:(1)能实现工作台的自动往复运动,并能在0.05~4m/min之间无级调速,工作台换向平稳,起动制动迅速,换向精度高。
(2)为方便装卸工件,尾架顶尖的伸缩采用液压传动。
(3)工作台可作微量抖动:切入磨削或加工工件略大于砂轮宽度时,为了提高生产率和改善表面粗糙度,工作台可作短距离(1~3mm)、频繁往复运动(100~150次/min)。
(4)传动系统具有必要的联锁动作:a、工作台的液动与手动联锁,以免液动时带动手轮旋转引起工伤事故。
b、砂轮架快速前进时,可保证尾架顶尖不后退,以免加工时工件脱落。
c、磨内孔时,为使砂轮不后退,传动系统中设置有与砂轮架快速后退联锁的机构,以免撞坏工件或砂轮。
(5)砂轮架快进时,头架带动工件转动,冷却泵启动;砂轮架快速后退时,头架与冷却泵电机停转。
2.3 磨床的工作原理2.3.1 工作台的往复运动(1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。
磨床型号的含义说明
磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200mm,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
外圆磨床认知.

4)转动砂轮架横磨圆锥
当磨削锥度较大而又较长的工件 时,只能用转动砂轮架的方法来 磨削。
5)用内圆磨装置转动头架磨内圆锥
在万能外圆磨床上装有内圆磨装置,内圆磨装置用于支撑磨内孔的砂 轮主轴部件,由单独的电机驱动,不用时可以翻转到砂轮架的上方。
谢 谢
1)纵磨法磨外圆
用纵磨法磨外圆柱面,是长轴零 件的首选磨削方法。
2)转动工作台用纵磨法磨 削长圆锥面
万能外圆磨床工作台由上下两层组成。 上工作台装有头架和尾座,可相对于 下工作台在水平面内转动很小的角度 (±10°),磨削锥度不大的长圆锥面。
3)转动头架用纵磨法磨削圆 锥面
当工件的圆锥半角超过工作台所 能回转的角度时,可采用转动头 架的方法来32A型万能外圆磨床
M1432A型万能外圆磨床主要用于磨削内外圆柱面、内外圆锥面、阶梯轴轴 肩以及端面和简单的成形回转表面等。它属于普遍精度级机床,磨削精度可 达IT7~IT6级,表面粗糙度值在1.25~0.08µm之间。这种机床万能性强,但
自动化程度较低,磨削效率不高,适用于工具车间,维修车间和单件小批生 产类型。其主参数为:最大磨削直径为320mm。
常用的机床型含义

M—磨床(类代号)B—半自动(通用特性代号)E—(结构特性代号)14—万能外圆磨床(组系代号)32—最大磨削直径320mm(主参数)
MGB1432
M—磨床(类代号)G—高精度(通用特性代号)B—半自动(通用特性代号)14—万能外圆磨床(组系代号)32—最大磨削直径320mm(主参数)
C2150×6
C—车床(类代号)21—多轴棒料自动车床(组、系代号)50—最大棒料直径50mm(主参数)6—轴数为6(第二主参数)
MB8240
最大回转直径为400mm的半自动曲轴磨床根据加工需要,经变换的第一种半自动曲轴磨床,其型号为MB8240/1;变换的第二种型式的型号为MB8240/2,依此类推。
CX5112A/WF
C—车床(类代号)X—数显(通用特性代号)51—单柱立式车床(组系代号)12—最大车削直径为1250mm(主参数)A—第一次重大改进(主参数)WF—企业代号
常用的ቤተ መጻሕፍቲ ባይዱ床型号含义(重要)
机床型号
表示含义
CA6140A
C—车床(类代号);A—结构特性代号;6—组代号(落地及卧式车床);1—系代号(普通落地及卧式车床);40—主参数(最大加工件回转直径400mm);A—第一次重大改进(重大改进顺序号)
XKA5032A
X—铣床(类代号)K—数控(通用特性代号)A—(结构特性代号)50—立式升降台铣床(组系代号)32—工作台面宽度320mm(主参数)A—第一次重大改进(重大改进顺序号)
m7120型平面磨床

一、M7120型平面磨床的型号含义 与基本概述
• 1机床的型号含义
• M7120——M:磨床(机床);7:平面(工作表 面);1:卧轴柜台式;20:工作台工作面宽 200mm
• 2基本概述
• 磨床磨床是以砂轮周边或端面对工件进行 机械加工的精密机床,它不仅能加工普通 的金属材料,而且能加工淬火钢或硬质合 金等高硬度材料,使用范围十分广泛
二、M7120型平面磨床的主要结构
0型平面磨床的基本 结构如图所示:它由1—床 身、2—工作台、3—电磁吸 盘、4—砂轮箱、5—砂轮箱 横向移动手轮、6—滑座、 7—立柱、8—工作台换向撞 块、9—工作台往复运动换 向手柄、10—活塞杆、11— 砂轮箱垂直进刀手轮
得电吸合,液压泵电动机开始运转,由于接触器
KM1的吸合,自锁点自锁使M1电动机在松开按钮 后继续运行,如工作完毕按下停止按钮,KM1失 电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮 SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动 机可同时工作,正向运转。停车时只需按下停止按钮SB4, 即可使这两台电动机停止工作。
电柜内电器元件接线示意图
2、M7120型平面磨床电气原理图
五、M7120型平面磨床的电气控制线路分析
M7120型平面磨床电气控制线路由主电路、控制电路、电磁吸盘 控制电路和辅助电路四部分组成。
1 主电路分析 主电路中共有4台电动机。其中M1为液压泵电动机,用来拖动工 作台和砂轮的往复运动,由KM1主触点控制;M2为砂轮电动机,用 来带动砂轮做高速旋转;M3为冷却泵电动机,用以供给砂轮和磨削 工件冷却液,同时带走磨削屑,保证磨削环境,同由KM2的主触点 控制;M4为砂轮箱升降电动机,控制砂轮做上下垂直运动,由KM3 、KM4的主触点分别控制。FU1对4台电动机和控制电路进行短路保 护,FR1、FR2、FR3分别对M1、M2、M3进行过载保护。砂轮升降电 动机因运转时间很短,所以不设置过载保护。 2 控制电路分析 当电源正常时,合上电源总开关QS1,电压继电器KV的常开触点 闭合,可进行操作。
「第一章 磨削加工的基本知识」
第一章磨削加工的基本知识培训学习目标1.磨削用量包括那几个基本参数?如何计算砂轮圆周速度、工件圆周速度?2.试述切削液的作用、种类及特点。
3.砂轮由哪三要素构成?4.如何选择砂轮硬度?5.如何选择砂轮粒度?6.引起砂轮不平衡的原因是什么?试述平衡砂轮的目的和方法。
一、磨床的基本知识1.磨床工作在制造业中的地位磨削是一种比较精密的金属加工方法,经过磨削的零件有很高的精度和很小的表面粗糙度值。
目前用高精度外圆磨床磨削的外圆表面,其圆度公差可达到0.001mm左右,相当于一个人头发丝粗细的1/70或更小;其表面粗糙度值达到Ra0.025um,表面光滑似镜。
在现代制造业中,磨削技术占有重要的地位。
一个国家的磨削水平,在一定程度上反映了该国的机械制造工艺水平。
随着机械产品质量的不断提高,磨削工艺也不断发展和完善。
2.普通磨床简介以常用的万能外圆磨床为例,磨床主要由床身、工作台、头架、尾座、砂轮架和内圆磨具等部件组成。
见图1。
磨床还包括液压系统。
(1)床身:磨床的支承。
(2)头架:安装与夹持工件,带动工件旋转,可在水平面内逆时针转90°;(3)内圆磨具:支承磨内孔的砂轮主轴。
(4)砂轮架:支承并传动砂轮主轴旋转,可在水平面±30°范围内转动;(5)尾坐:与头架一起支承工件;(6)滑鞍与横进给机构:通过进给机构带动滑鞍上的砂轮架实现横向进给;(7)横向进给手轮(8)工作台:a.上工作台:上面装有头架与尾坐;b.下工作台:上工作台可绕下工作台在水平面转±10°角度。
3.磨床的型号磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
M7130平面磨床操作

• 15.砂轮未退离工件时,不得停止砂轮转动。 • 16.干磨工件时,中途不永许加冷却液;干磨转湿磨,砂
轮要空转2分钟,待砂轮散热后方可工作;湿磨工件冷却 液停止时应立即停止磨削;湿磨作业结束后,砂轮应空转 2分钟,以甩掉砂轮上的冷却液。 • 17. 工作中禁止戴手套,衣服拉链必须锁好,衣服袖子没有 卷上来时钮扣要扣好,干磨或修整砂轮时要带好防护眼镜。
基本操作及注意事项
• 6.磨削对刀时,需于容易接触之工件表面上(工件最高点)涂上颜色, 对刀时以砂轮擦掉该颜色为准。磨削进量要均匀,且只有当砂轮离开 工件时方可进刀。
• 8.开动砂轮前应将液压传动手柄放在“停止”位置,调整速度手柄放 在“最低”位置,砂轮快速移动手柄放在“后退”位置,以防开机时, 突然撞击。
作台右边分享取出,尽量用右手操作。(如图ห้องสมุดไป่ตู้工作台砂轮工件
• 11.磨削结束后,应用油石修钝工件各棱边、毛刺,并把油污、磨削、 水份等污物擦拭干净,涂油防锈。
基本操作及注意事项
• 12.修整砂轮或磨削工件前,一定要首先确认工作台是否 上磁,以防修刀或工件飞出伤人或挤碎砂轮。
• 13.磨削前后将防护挡板挡好,禁止手摸加工面。加工中 及砂轮旋转中,禁止打开砂轮防护罩,禁止人站立在砂轮 旋转方向。
M7130型平面磨床的主要结构及功能
1.液压油箱
• 液压油箱内装液压油, 上面为一个电机带动 一个液压泵,其为磨 床的液压系统提供动 力,主要是工作台的 左右移动。
2.冷却水箱
• 内装冷却水(一般冷 却水为乳白色的冷却 液,用这种冷却液不 会使铁或者钢材生锈。 我公司用的是自来 水)。
3.机座 4.主电箱
2.3磨床
28
2.3.3 其他磨床
图2.51立轴圆台平面磨床的外形及其磨削运动,它采用砂轮端 面进行磨削,用于多件小零件(如活塞环)和大直径环形零件 端面的加工。磨削效率高,适合大批量生产。
29
2.3.3 其他磨床
2.内圆磨床
内圆磨床主要用于磨削各种内孔(包括圆柱形通孔、盲孔、 阶梯孔以及圆锥孔、环形沟槽等)和轴的端面。常用砂轮周 边进行磨削,也用砂轮端面进行磨削,其外形和磨削运动如 图2.52所示。
t 4mm ) — 半螺母
采用粗进给时,手轮B转1转,砂轮架横向移动:1× 50× 88 ×4=2mm;细进给时,手轮B转1转,砂轮架横向移动: 44 20 1× 80 × 88 ×4=0.5mm。手轮刻度盘圆周上的刻度为200 格,故粗进给时每格的进给量为0.01mm;采用细进给时的 每格进给量为0.0025mm。
26
2.3.3 其他磨床
1.平面磨床
平面磨床用于磨削各种平面。常用的平面磨床有卧轴矩台 平面磨床、立轴矩台平面磨床,立轴圆台平面磨床等。
图2.49 卧轴矩台平面磨床的组成及其磨削运动 , 图2.50 立轴矩台平面磨床的磨削 运动,主要采用砂轮端面进行磨削, 它采用砂轮周边进行磨削平面,还可用端面磨 磨削面积大、效率高、适合批量生 削沟槽、台阶端面等,适合单件小批量生产。 产
(5)砂轮架横向进给运动传动链 砂轮架横向进给可操作手轮B实现,也可由进给液压缸的活塞G 驱动,实现周期自动进给。手动进给的传动路线表达式为:
50 (粗进给) 50 手轮B — Ⅷ — 20(细进给) 80 44 —Ⅸ — — 横向 进向进给丝 88
7
2.3.2 M1432A型万能外圆磨床
2头架 3工作台 4内圆磨削装置 5砂轮架 6尾座
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磨床型号的含义说明发布时间:2012-8-7
磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3 M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM142 0、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200 mm,经第一次改进设计。
常用的磨床型号含义如下:
M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;
MM1420表示精密万能外圆磨床,最大磨削直径为200mm;
MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
MG1432A表示高精度万能外圆磨床,最大磨削直径为320mm,经第一次结构改进。
MB1632表示半自动端面外圆磨床最大回转直径为320mm;
M1080表示无心外圆磨床,最大磨削直径为80mm;
M2110表示内圆磨床,最大磨削孔径为110mm;
M7120A表示卧轴矩台平面磨床,工作台宽度为200mm,经第一次重大结构改进;
M7475B表示立轴圆台平面磨床,工作台直径为750mm,经第二次重大结构改进;
M6025A表示万能工具磨床,最大回转直径为250mm,经第一次重大结构改进;
S7332表示螺纹磨床,最大工件直径为320mm。
M代表“磨”,M7表示“平面及端面”,M71表示“卧轴矩台”;30代表“面宽度300mm”;G是重大改进顺序号,G相当于第7,表示第7次改进;F是其它特性代号,F代表“复合”。