新代系统常用小MACRO
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档%@MACRO//用户宏程序文档,必须包含“@MACRO”关键词IF@1=1THENG00X100.;ELSEG00Z100.;END_IF;M99;例二:ISO格式文档%这是标题行,可当作档案用途说明,此行可有可无G00X100.;G00Z100.;G00X0;第1页G00Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i(i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
用户宏程序中可以使用多个变量,以变量编号进行识别。
新代数控说明书
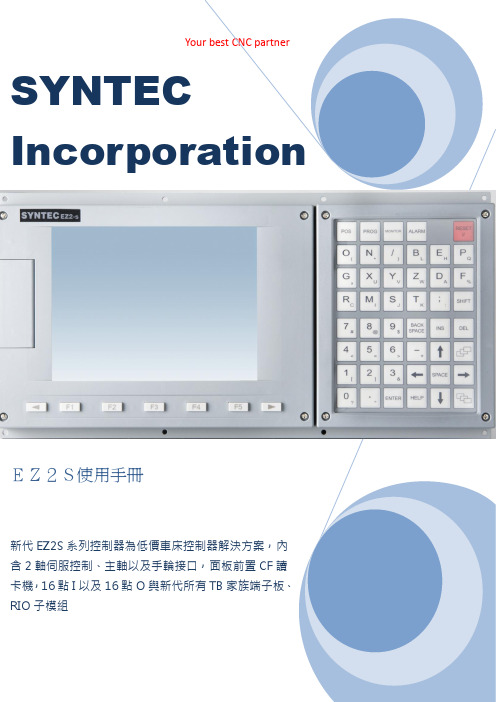
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
新代系统常用小MACRO
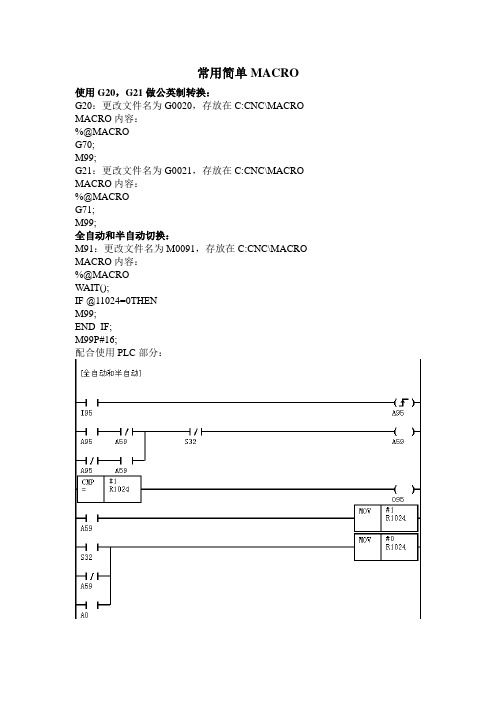
常用简单MACRO使用G20,G21做公英制转换:G20:更改文件名为G0020,存放在C:CNC\MACRO MACRO内容:%@MACROG70;M99;G21:更改文件名为G0021,存放在C:CNC\MACRO MACRO内容:%@MACROG71;M99;全自动和半自动切换:M91:更改文件名为M0091,存放在C:CNC\MACRO MACRO内容:%@MACROWAIT();IF @11024=0THENM99;END_IF;M99P#16;配合使用PLC部分:新代系统宏程序格式1.%@MACRO起头当标题行含有关键字@MACRO时,整个档案就会以MACRO语法处理,如果该行无@MACRO时此档案就会被视为一般ISO档案格式处理,无法使用MACRO语法。
且@MACRO关键字必须是大写字母!! 2.每一行结束需加“;”3.程式最后需加M99,才能返回到主程式,当前编辑的正是主程式不用跳转的话就可以直接M30结尾4.指定变量需使用“:=”符号,不可仅用“=”符号,新代系统中等号=只是用来进行比较两值大小时所用。
对变量赋值一律使用“:=”5.档名储存需依以下原则:a)扩充G码撰写 G100 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO目录底下,且文件名需为G0100,不需扩展名。
撰写 G100.1 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO 目录底下,且文件名需为G100001,不需扩展名。
b)非扩充G码此时如果为主程式的话随意命名即可,如果是主程式中有调用副程式,那么例如:G65P10如上那么我们副程式需命名为O0010,保存路径为C:\CNC\NCFILES,主程式路径一样。
6.系统在执行加工时对于MACRO程式会事先预解,因此MACRO 执行速度会超前G。
Mcode指令,因此变量指定或资料读取时须与G。
Mcode指令发出时间相同时,请对变量指定或资料读取前加WAIT()指令,否则该变量指定或资料读取无法与G、MCODE同步。
新代数控宏程式MACRO说明文件

OpenCNC MACRO 發展工具 操作手冊
By: SYNTEC Date: 2013/06/04 Version: 9.20
版本更新記錄
項次 更改內容紀錄 01 追加版本更新記錄 02 修正#1010 說明 03 修正#1504 說明 04 修改文件格式 05 新增#1461~1476 說明
1.4
IF ............................................................................................................ 7
1.5
REPEAT ................................................................................................ 8
1.2
GOTO .................................................................................................... 5
1.3
CASE ..................................................................................................... 6
1.8
EXIT .................................................................................................... 11
1.9
程式註解(Comment) ........................................................................... 12
新代数控车床宏程序说明学习资料
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代数控系统宏程序 -回复
新代数控系统宏程序-回复如何使用新代数控系统宏程序进行高效加工。
首先,我们来了解什么是新代数控系统宏程序。
新代数控系统宏程序是数控机床上的一种编程语言,它可以将一系列的机床操作指令组合在一起,并通过简单的命令就能实现复杂的加工操作。
使用宏程序可以有效地提高加工效率,简化编程流程,减少出错率,同时也方便了加工过程的调试和修改。
新代数控系统宏程序具有许多基本功能,下面我们将一步一步地回答如何使用宏程序进行高效加工。
第一步,确定加工任务:首先,我们需要明确加工任务的要求和加工工件的零件尺寸、形状等参数。
明确加工任务的关键因素有助于提高编程效率,确保加工的准确性和质量。
第二步,编写宏程序:在新代数控系统中,宏程序通常以主程序的形式存在。
我们可以使用宏指令和宏变量来编写一个完整的宏程序。
宏指令是一条特殊的指令,通过它可以调用系统定义的一些功能模块,如定位、切削等。
而宏变量则用于存储和传递加工过程中的参数值。
通过合理地运用宏指令和宏变量,我们可以组合各种机床操作指令,实现复杂的加工过程。
在编写宏程序时,我们需要关注以下几个方面:1. 利用循环结构:循环结构是宏程序中常用的一个功能,它可以重复执行一系列的机床操作指令。
通过合理地利用循环结构,我们可以减少代码的冗余,提高程序的可读性和编写效率。
2. 宏指令的使用:新代数控系统中,会预定义一些常用的宏指令,如进给、回零、梯形加减速等。
我们可以通过调用这些宏指令来实现特定的功能,减少代码的编写量,提高代码的可重用性。
3. 宏变量的设置和传递:宏变量是宏程序中重要的组成部分,通过宏变量可以实现参数的传递和共享。
我们可以在宏程序中定义一些需要在不同的工序中共享的变量,然后在程序运行过程中赋予不同的值。
这样,我们就可以在程序的不同部分使用相同的变量,实现参数的传递和共享。
4. 错误处理和异常处理:在编写宏程序时,我们要考虑到可能出现的错误和异常情况,并进行相应的处理。
通过设置合适的判断条件和错误处理语句,我们可以及时发现并处理潜在的错误,保证加工的安全性和稳定性。
台湾新代宏程序(Macro)用户手册
鑫泰科技 2007/02/10
�
目录
第一章 用户宏编程的基本概�和基本书写格式 ----------------------------------------4 第一节 用户宏编程的基本概� -------------------------------------------------------4 第二节 基本书写格式-------------------------------------------------------------------6 一、用户宏文档格式 --------------------------------------------------------------6 二、普通数控程序段格式 --------------------------------------------------------6 三、用户宏程序段格式 -----------------------------------------------------------8
变量�1 及�4 来代表。
用户宏有以下四个主要特征�
1�在用户用户宏程序中可以使用变量�即宏程序体中能含有复杂的表达式�
2�能够进行变量之间的各种运算�
3�可以用用户宏指令对变量进行赋值�就象许多高级语言中的带参函数或过程�
实参能赋值给形参�
4�容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值�因而在加工
第三章 宏程序的调用----------------------------------------------------------------------- 27 第一节 简单宏调用-------------------------------------------------------------------- 27 一、简单宏调用指� ------------------------------------------------------------ 27 二、模态信息的回复 ------------------------------------------------------------ 27 第二节 模态宏调用-------------------------------------------------------------------- 27 一、模态宏调用指� G66 ------------------------------------------------------ 27
新代宏程序编程一百例 (1)

新代宏程序编程一百例随着科技的不断进步,计算机编程也在不断发展。
新代宏程序编程作为一种新兴的编程方式,正在逐渐受到人们的关注和喜爱。
它以宏为基础,通过宏的扩展和替换,实现了更加灵活和高效的编程方式。
下面,我将为大家介绍一百个新代宏程序编程的例子。
1. 定义一个宏,实现两个数相加的功能。
2. 定义一个宏,实现两个数相减的功能。
3. 定义一个宏,实现两个数相乘的功能。
4. 定义一个宏,实现两个数相除的功能。
5. 定义一个宏,实现计算一个数的平方的功能。
6. 定义一个宏,实现计算一个数的立方的功能。
7. 定义一个宏,实现计算一个数的平方根的功能。
8. 定义一个宏,实现计算一个数的绝对值的功能。
9. 定义一个宏,实现计算一个数的倒数的功能。
10. 定义一个宏,实现计算一个数的阶乘的功能。
11. 定义一个宏,实现计算一个数的对数的功能。
12. 定义一个宏,实现计算一个数的指数的功能。
13. 定义一个宏,实现计算一个数的正弦的功能。
15. 定义一个宏,实现计算一个数的正切的功能。
16. 定义一个宏,实现计算一个数的反正弦的功能。
17. 定义一个宏,实现计算一个数的反余弦的功能。
18. 定义一个宏,实现计算一个数的反正切的功能。
19. 定义一个宏,实现计算一个数的双曲正弦的功能。
20. 定义一个宏,实现计算一个数的双曲余弦的功能。
21. 定义一个宏,实现计算一个数的双曲正切的功能。
22. 定义一个宏,实现计算一个数的反双曲正弦的功能。
23. 定义一个宏,实现计算一个数的反双曲余弦的功能。
24. 定义一个宏,实现计算一个数的反双曲正切的功能。
25. 定义一个宏,实现计算一个数的最大值的功能。
26. 定义一个宏,实现计算一个数的最小值的功能。
27. 定义一个宏,实现计算一个数的平均值的功能。
28. 定义一个宏,实现计算一个数的和的功能。
29. 定义一个宏,实现计算一个数的差的功能。
30. 定义一个宏,实现计算一个数的乘积的功能。
新代加工中心宏程序格式

新代加工中心宏程序格式好嘞,咱们今天聊聊新代加工中心的宏程序格式,这可是个新鲜玩意儿,别说你不想了解。
想象一下,机器在那儿咔咔咔地工作,仿佛在跳舞,那节奏真是让人想跟着摇摆。
宏程序就像是这舞蹈的编舞者,给每一个动作下指令,让机器在生产线上流畅运转,简直像是看了一场精彩的表演。
先说说宏程序是什么。
这可不是个复杂的数学公式,实际上,它就是一系列指令,告诉机器该怎么做。
想象一下,就像你给朋友发了个微信,告诉他今晚去哪儿吃饭。
简单明了,直接上手。
这里的关键就是“简单”,你要用最少的指令,达到最大的效果。
真是聪明绝顶,绝不浪费时间。
这宏程序可是有格式的。
它就像是一份菜谱,每一步都有严格的要求。
如果你想做出一道美味的菜,得按部就班,才能让味道飙升。
宏程序里,指令要分得清楚,什么是输入,什么是输出,得有条不紊,才不会出错。
否则,机器一激动,可能就会给你制造个大乌龙,让你哭笑不得。
再说了,使用宏程序的好处多得是。
比如说,你可以把重复的工作给它自动化,这样就能省下不少力气。
就像你把洗衣服的活儿交给洗衣机,自己可以去追剧,简直是两全其美。
机械手臂上那一根根钢筋铁骨,听着命令,执行得稳稳的,真让人佩服得五体投地。
谁能想到,几行代码就能让一台机器像个听话的小孩,真是神奇。
不过,编写宏程序可不是说写就写。
得讲究技巧,得有点耐心。
这就像学骑自行车,刚开始总是摔得七荤八素,但一旦上手,就能风驰电掣。
要会调试、测试,不能一股脑就往上跑,得细水长流,才能把机器调教得服服帖帖的。
有人说,这就像在和机器谈恋爱,得了解它的脾气,知道它的喜好,才能让它乖乖听话。
最重要的就是要保持清晰的逻辑。
很多人可能觉得,哎呀,这不就是一堆数字和字母吗?实际上,宏程序就像是解谜游戏,每一个环节都得扣得紧紧的。
你要有个清楚的思路,才能让程序顺利执行。
不然,机器一乱,就好比失去了方向的船,哪儿都去不了。
真是让人捉急。
说到这里,大家肯定会问,怎么才能写出好的宏程序呢?其实也没什么秘笈。
台湾新代数控系统新代控制器警报说明文件V2.2
可能原因:
1.主机板过热。 2.PIO5 故障。 3.控制器接地线遭受干扰。 4.主机板故障。
排除方法:
1.检查机箱风扇是否正常运转。 2.更换 PIO5。 3.确认机台已正确接地。 4.更换主机板。
OP –003【加工数据文件存取失败,系统无法运作】 说明:正常使用之加工数据文件名称为 REGISTRY.DAT,存在 C:\CNC\USER 目录下
第一份备份之加工数据文件名称为 REGISTRY.LKN,存在 C:\CNC\LKN 目录下 第二份备份之加工数据文件名称为 REGISTRY.MIR,存在 C:\CNC\MIR 目录下 当正常使用与所有备份之加工数据文件都毁损无法存取时,会发出此警报
第二份备份
登录档名称为 REGISTRY.LKN,存在 D:\CNC\LKN 目录下)
可能原因: 1.控制器在加工中、暂停中或 B_Stop 中关机或停电。 2.加工数据文件毁损 3.第一片 CF 卡故障
排除方法:
-1-
新代科技
警报说明
1.在备份文件中重新把 REGISTRY.DAT 文件安装在系统中。 2.将控制器的第一片 CF 卡拔下来,插入 CF 卡读卡器并连接到个人计算机,在个人计算机上对 CF 卡执 行磁盘修复。 3.更换第一片 CF 卡。(请留意第一片 CF 卡需安装有 DOS 开机系统与 CNC 核心软件)
1.检查控制器参数 No.1 2.检查 BIOS 的 IRQ11 设定 3.检查轴卡指拨开关 4.更换轴卡 5.避免轴卡金手指与 ISA 插槽因异物或油垢而接触不良。
新代数控车床宏程序说明
一.用户宏程序的基本概念用一组指令构成某功能,并且象子程序一样存储在存储器中,再把这些存储的功能由一个指令来代表,执行时只需写出这个代表指令,就可以执行其相应的功能。
在这里,所存储的一组指令叫做宏程序体(或用户宏程序),简称为用户宏。
其代表指令称为用户宏命令,也称作宏程序调用指令。
用户宏有以下四个主要特征:1)在用户用户宏程序中可以使用变量,即宏程序体中能含有复杂的表达式;2)能够进行变量之间的各种运算;3)可以用用户宏指令对变量进行赋值,就象许多高级语言中的带参函数或过程,实参能赋值给形参;4)容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时.只得将实际的值赋予变量既可,而不需要对每个不同的零件都编一个程序。
二.基本书写格式数控程序文档中,一般以“%”字符作为第一行的起头,该行将被视为标题行。
当标题行含有关键字“@MACRO”时整个文档就会以系统所定义的MACRO语法处理。
如果该行无“@MACRO”关键词此档案就会被视为一般ISO程序文档格式处理,此时将不能编写用户宏和使用其MACRO 语法。
而当书写ISO程序文档时标题行一般可以省略,直接书写数控程序。
“@MACRO”关键词必须是大写字母。
对于程序的注释可以采用“//……”的形式,这和高级语言C++一样。
例一:MACRO格式文档% @MACRO //用户宏程序文档,必须包含“@MACRO”关键词IF @1 = 1 THENG00 X100.;ELSEG00 Z100.;END_IF;M99;例二:ISO格式文档% 这是标题行,可当作档案用途说明,此行可有可无G00 X100.;G00 Z100.;G00 X0;G00 Z0;M99;三.用户宏程序的编写如前所述,变量是指可以在用户宏程序中的地址码后代替具体数值,在调用宏程序时进行赋值的符号#i (i=1,2,3,…)。
使用变量可以使用户宏程序具有通用性。
新代系统车床程式手册 A

車床程式製作指令說明一、G碼指令說明G碼指令一覽表G00:直線快速定位指令格式:G00 X(U)___ Z(W)___;X、Z:指定點位置 (絕對值方式)U、W:指定點位置 (增量值方式)說明:G00指令為快速移動之定位,只能作點到點之定位,而不能有任何切削動作,主要目地在節省無切削狀況的移動時間;在車床程式中,常使用在機械原點到工件切削起點行程,或工件切削結束點回到機械原點行程。
在絕對值方式(G90)中,刀具以快速移動定位至座標系的某一位置;在增量值方式(G91)中,刀具由目前位置,以某一距離,快速移動至另一位置。
範例:Z程式說明:刀具由A點到O點未必為只用一定之路徑,可考量使用之現況而採用所要使用的方式,其刀具接近工件可使用三種方式及各三種路徑。
1. 絕對值方式:(1). G00 Z0.0;// A.→B.X40.0;// B.→O.(2). G00 X40.0 Z0.0;//A.→C.→O.(3). G00 X40.0;//A.→D.Z0.0;//D.→C.→O.2. 增量值方式:G00 W-100.0;// A.→B.U-60.0;// B.→O.G00 U-60.0 W-100.0;//A.→C.→O.G00 U-60.0;//A.→D.W-100.0;// D.→C.→O.3. 絕對值與增量值方式合併使用:(1). G00 Z0.0;或G00 W-100.0;U-60.0;X40.0;(2). G00 X40.0;或G00 U-60.0;W-100.0;Z0.0;(3). G00 X40.0 W-100.0;或G00 U-60.0 Z0.0;G01:直線切削指令格式:G01 X(U)___ Z(W)___ F___;X、Z:指定點位置(絕對值方式)U、W:指定點位置(增量值方式)F:進給率※使用G98:mm/min . in/min使用G99:mm/rev . in/rev ←系統開機預設值說明:使用G01指令時,刀具由目前位置,以F 機能所設定的進給速度,做直線切削,移動到指定位置。
Macro餐饮管理系统说明书

Macro餐饮管理系统说明书名目名目 (2)第一章基础知识 (3)1.1系统简介 (3)1.2系统登录 (3)1.3系统退出 (4)1.4密码修改 (4)第二章预定治理 (6)2.1新建预定 (6)2.2预定取消/确定/登记 (8)2.3预定餐位治理 (9)第三章收银治理系统 (11)3.1开台 (12)3.2点餐 (15)3.3送单以及退菜 (18)3.4临时菜点选 (20)3.5标准餐点选 (22)3.6其他功能 (24)3.7结账收银 (25)3.8其他功能介绍 (27)3.9交班报表及系统清机 (31)第四章触摸屏应用 (33)4.1触摸屏登录及退出 (33)4.2点菜 (36)4.3标准餐点菜 (40)4.4功能介绍 (45)4.5常规功能与高级功能介绍 (50)第一章基础知识1.1系统简介Macro餐饮系统要紧由:、、三部分构成。
其中触摸屏应用要紧适用于开台点菜操作。
收银治理包含预订模块、收银模块以及报表查询模块,要紧适用于餐饮预订、结账收银以及报表查询。
系统设置包含代码设置模块、吧台模块、查询模块等,要紧适用于治理人员对系统做相应设置以及相关人员查询使用。
1.2系统登录系统治理员会将系统登录的快捷方式图标放置于电脑桌面上,操作人员只需双击便可打开登录窗口,不同的模块会有不同的登录窗口。
如图1.2.1显示为收银治理登录窗口:图1.2.1在此窗口下选择对应班次,输入操作职员号以及相应密码后点击登录即可登入收银系统进行相应操作。
系统设置模块登录方法同上。
其中:〔1〕数据库:上图在数据库一栏显示的是正式库,说明登入后的系统为正式系统,是不能在里面进行随便操作的,否那么会导致营业数据的出错,系统工程师在实施过程中,一样会建立一个练习系统以便酒店内部进行培训或新职员练习,如打开登录界面时,数据库一栏显示为练习库,说明能够在里面进行练习操作,可不能阻碍正式数据。
〔2〕班次:为便于统计每天不同餐段的收入,依照营业情形,在系统中把班次依次分为:1-早班、2-中班、3-晚班、4-夜班、5-其他。
excel中macro的用法

Excel中的Macro宏是一种自动化工具,可以记录和执行一系列的操作,以便快速完成重复任务。
以下是Excel中宏的用法:
1. 录制宏:打开Excel,在“开发工具”选项卡上,单击“录制宏”按钮。
在弹出的对话框中,输入宏的名称和描述,选择录制的宏类型,单击“录制”按钮开始录制。
完成录制后,单击“停止”按钮,然后保存宏。
2. 运行宏:打开Excel,在“开发工具”选项卡上,单击“宏”按钮。
在弹出的对话框中,选择要运行的宏,然后单击“运行”按钮。
也可以使用快捷键Alt+F8来打开宏窗口。
3. 编辑宏:打开Excel,在“开发工具”选项卡上,单击“宏”按钮。
在弹出的对话框中,选择要编辑的宏,然后单击“编辑”按钮。
在VBA编辑器中,可以修改宏的代码,然后保存并关闭编辑器。
4. 使用相对单元格:在宏代码中使用相对单元格,可以使宏在不同的工作表和单元格中运行。
例如,使用Range("A1")代替绝对引用$A$1,就可以使宏在不同的单元格中运行。
5. 使用条件语句:在宏代码中使用条件语句,可以根据不同的条件执行不同的操作。
例如,使用If...Then...Else语句,可以根据单元格的值执行不同的操作。
6. 使用循环语句:在宏代码中使用循环语句,可以使宏重复执行相同的操作。
例如,使用For Each语句,可以遍历工作表中的所有单元格。
总之,Excel宏可以大大提高工作效率,减少重复操作,但需要一定的VBA编程知识和技能。
新代系统 支持CAD G代码

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用简单MACRO
使用G20,G21做公英制转换:
G20:更改文件名为G0020,存放在C:CNC\MACRO MACRO内容:
%@MACRO
G70;
M99;
G21:更改文件名为G0021,存放在C:CNC\MACRO MACRO内容:
%@MACRO
G71;
M99;
全自动和半自动切换:
M91:更改文件名为M0091,存放在C:CNC\MACRO MACRO内容:
%@MACRO
WAIT();
IF @11024=0THEN
M99;
END_IF;
M99P#16;
配合使用PLC部分:
新代系统宏程序格式
1.%@MACRO起头
当标题行含有关键字@MACRO时,整个档案就会以MACRO语法处理,如果该行无@MACRO时此档案就会被视为一般ISO档案格式处理,无法使用MACRO语法。
且@MACRO关键字必须是大写字母!! 2.每一行结束需加“;”
3.程式最后需加M99,才能返回到主程式,当前编辑的正是主程式不用跳转的话就可以直接M30结尾
4.指定变量需使用“:=”符号,不可仅用“=”符号,新代系统中等号=只是用来进行比较两值大小时所用。
对变量赋值一律使用“:=”
5.档名储存需依以下原则:
a)扩充G码
撰写 G100 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO目录底下,且文件名需为G0100,不需扩展名。
撰写 G100.1 之MACRO,需将该MACRO 程序存在C:\CNC\MACRO 目录底下,且文件名需为G100001,不需扩展名。
b)非扩充G码
此时如果为主程式的话随意命名即可,如果是主程式中有调用副程式,那么例如:
G65P10
如上那么我们副程式需命名为O0010,保存路径为
C:\CNC\NCFILES,主程式路径一样。
6.系统在执行加工时对于MACRO程式会事先预解,因此MACRO 执行速度会超前G。
Mcode指令,因此变量指定或资料读取时须与G。
Mcode指令发出时间相同时,请对变量指定或资料读取前加WAIT()指令,否则该变量指定或资料读取无法与G、MCODE同步。
7.程式尽量多加注解,增加程式可读性,为以后维护及问题排除创造有利条件(//后加注解即可)。