现场原材料见证取样方法—钢筋
现场原材料见证取样规范要求
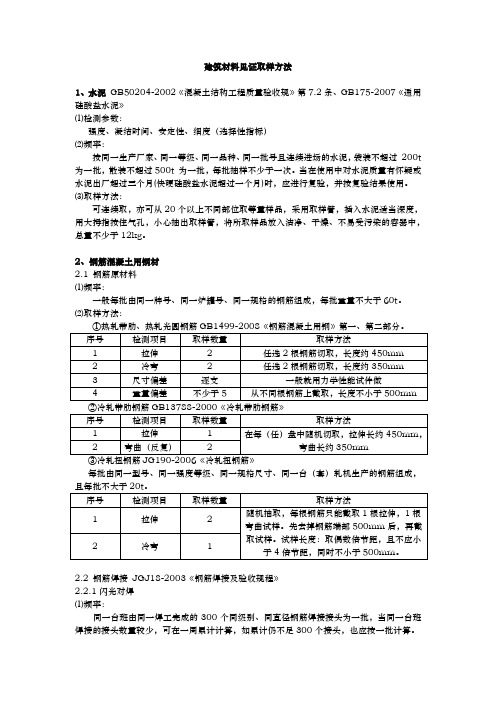
现场原材料见证取样的相关规定1、水泥GB50204-2002《混凝土结构工程质量验收规范》第7.2 条、GB175-2007《通用硅酸盐水泥》⑴检测参数:强度、凝结时间、安定性、细度(选择性指标)⑵频率:按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
⑶取样方法:可连续取,亦可从20 个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
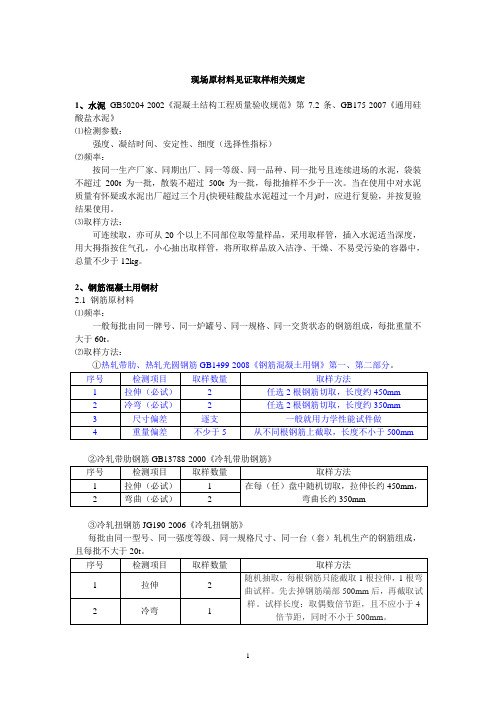
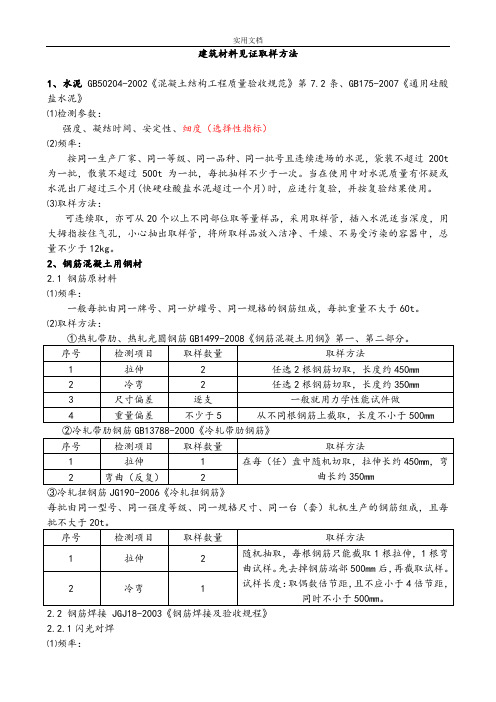
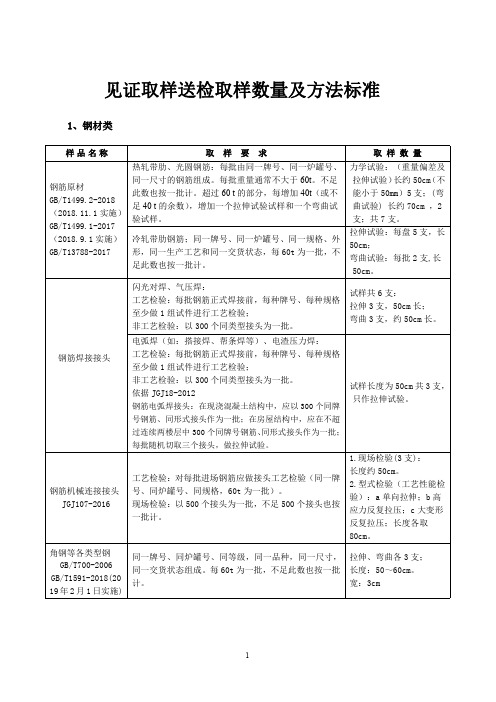
2、钢筋混凝土用钢材2.1钢筋原材料⑴频率:一般每批由同一牌号、同一炉罐号、同一规格的钢筋组成,每批重量不大于60t。
⑵取样方法:①热轧带肋、热轧光圆钢筋GB1499-2008《钢筋混凝土用钢》第一、第二部分。
②冷轧带肋钢筋GB13788-2000《冷轧带肋钢筋》③冷轧扭钢筋JG190-2006《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,且每批不大于20t。
2.2钢筋焊接JGJ18-2003《钢筋焊接及验收规程》2.2.1闪光对焊⑴频率:同一台班内由同一焊工完成的300 个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300 个接头,也应按一批计算。
每批随机抽取 3 个长约450mm 接头做拉伸,抽取3 个长约350mm 接头做冷弯。
2.2.2电弧焊、电渣压力焊、气压焊、⑴频率:在一般构筑物中,以300 个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300 个同牌号、同型式接头作为一批,不足300 个接头,按一批计算。
⑵取样方法:①电弧焊:每批随机抽取3 个长约450mm 的接头做拉伸②电渣压力焊:每批随机抽取 3 个长约450mm 的接头做拉伸③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3 个接头做拉伸,在梁、板水平钢筋连接中,随机抽取3 个接头做冷弯。
钢筋见证取样

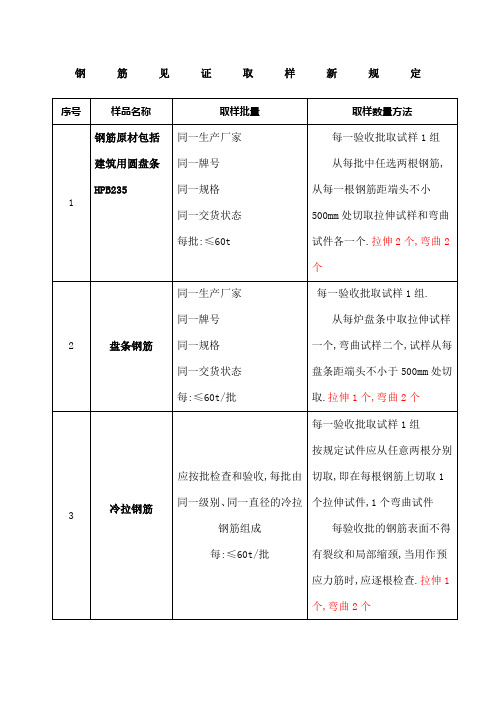
钢筋见证取样规范篇一:钢筋见证取样新规定钢筋见证取样新规定篇二:见证取样规范[(现行标准)] 现场原材料见证取样相关规定 1、水泥 GB50204-2002《混凝土结构工程质量验收规范》第7.2条、GB175-2007《通用硅酸盐水泥》检测参数:强度、凝结时间、安定性、细度(选择性指标)频率:按同一生产厂家、同期出厂、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过 200t 为一批,散装不超过 500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
取样方法:可连续取,亦可从20个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
2、钢筋混凝土用钢材 2.1 钢筋原材料频率:一般每批由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成,每批重量不大于60t。
取样方法:热轧带肋、热轧光圆钢筋GB1499-2008《钢筋混凝土用钢》第一、第二部分。
冷轧扭钢筋JG190-2006《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成, 2.2 钢筋焊接 JGJ18-2003《钢筋焊接及验收规程》 2.2.1闪光对焊频率:同一台班内由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300个接头,也应按一批计算。
取样方法:每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm 接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、频率:在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
最常见建筑材料见证取样规定(最新常见建筑材料见证取样规定)

最常见建筑材料见证取样规定(最新常见建筑材料见证取样规定)篇一:常见建筑材料见证取样规定1. 概述建筑行业是一个与人们日常生活密切相关的行业,而合格的建筑材料是保障工程质量的基础。
为了确保建筑材料的质量可靠,建筑行业制定了一系列的见证取样规定,以确保材料符合相关标准和要求。
本文将介绍常见建筑材料见证取样规定的细化内容。
2. 水泥类材料见证取样规定2.1 混凝土见证取样规定2.1.1 取样方法:根据工地实际情况,采用现场取样或从搅拌车提取样品。
2.1.2 取样点位:应在搅拌车排料口或混凝土泵的接口处设置取样点。
2.1.3 取样数量:根据工程用量和施工进度,每批次取样量应符合相关标准要求。
2.2 砂浆见证取样规定2.2.1 取样方法:从砂浆搅拌机的出料口或现场手工调和的砂浆取样。
2.2.2 取样点位:取样点位应位于砂浆搅拌机的出料口。
2.2.3 取样数量:根据工程用量和施工进度,每批次取样量应符合相关标准要求。
3. 钢筋类材料见证取样规定3.1 钢筋见证取样规定3.1.1 取样方法:从运输车辆中取样,保证取样的代表性。
3.1.2 取样点位:取样点位应位于运输车辆的出料口或卸料区域。
3.1.3 取样数量:根据每车运输量和工程需要,合理确定每车取样量。
3.2 预应力钢筋见证取样规定3.2.1 取样方法:从预应力钢筋的运输车辆中取样,保证取样的代表性。
3.2.2 取样点位:取样点位应位于运输车辆的出料口或卸料区域。
3.2.3 取样数量:根据每车运输量和工程需要,合理确定每车取样量。
4. 高分子材料见证取样规定4.1 弹性体见证取样规定4.1.1 取样方法:从弹性体制备设备的出料口或现场手工调和的材料取样。
4.1.2 取样点位:取样点位应位于制备设备的出料口。
4.1.3 取样数量:根据工程用量和施工进度,每批次取样量应符合相关标准要求。
4.2 密封胶见证取样规定4.2.1 取样方法:从密封胶生产设备的出料口或现场手工调和的材料取样。
建筑工程材料见证取样
建筑工程材料见证取样根据建筑工程质量监督要求,现进行材料见证取样工作,重点检测与建设项目相关的材料质量,确保施工过程中材料的合格性。
一、水泥材料取样见证1. 水泥原材料取样见证:在水泥厂或供应商处取样,确保所采集的样品与施工现场使用的水泥一致。
在取样过程中,应注意以下事项:a. 确保取样工具干净,避免杂质污染样品。
b. 从不同部位、不同袋号或批次中取样,以获得具有代表性的样品。
c. 样品应用标准封样袋进行密封,上面写明取样地点、取样日期、取样人员等信息。
2. 水泥搅拌过程取样见证:在施工现场取样,确保混凝土搅拌过程中水泥的质量符合要求。
取样过程应注意以下事项:a. 选择符合规范要求的混凝土生产工段进行取样。
b. 在搅拌过程中,定期取样并检验水泥的标准强度。
c. 样品应标注取样地点、取样日期、取样时间等信息。
二、钢筋材料取样见证1. 钢筋原材料取样见证:在钢铁工厂或供应商处取样,确保所采集的样品与施工现场使用的钢筋一致。
取样过程应注意以下事项:a. 确保取样工具洁净,避免杂质污染样品。
b. 从不同部位、不同批次中取样,以获得有代表性的样品。
c. 样品应用标准封样袋进行密封,上面写明取样地点、取样日期、取样人员等信息。
2. 钢筋焊接过程取样见证:在施工现场取样,检查钢筋焊接质量是否合格。
取样过程应注意以下事项:a. 选择焊接工艺合格的焊工进行焊接操作。
b. 焊接完毕后,进行取样,并通过寻找焊缝的瑕疵、气孔等进行质量检测。
c. 样品应标注取样地点、取样日期、取样时间等信息。
三、混凝土材料取样见证1. 混凝土原材料取样见证:在施工现场取样,确保混凝土材料的质量符合要求。
取样过程应注意以下事项:a. 选择符合规范要求的混凝土生产工段进行取样。
b. 取样地点应选取不同位置的材料以获得有代表性的样品。
c. 样品应用标准封样袋进行密封,上面写明取样地点、取样日期、取样人员等信息。
2. 混凝土浇筑过程取样见证:在施工现场取样,检验混凝土浇筑质量是否符合要求。
建筑施工常用材料试验程序及见证取样方法

建筑施工常用材料试验程序及见证取样方法建筑施工常用材料试验程序及见证取样方法一点号乐建网络2天前1、原料管理原材料进场后,分类码放。
由材料员收集相关的证明材料、证书,对照合格证明文件、物质进场报验、标识(钢筋取下钢牌后应及时标识)。
试验员在第一时间内取样复试,需要见证时,通知监理见证人员进行见证取样,试验合格后,再投入使用。
2、混凝土试验程序商品混凝土进场,收取混凝土小票、配合比单,核对强度等级,每车坍落度测试,随机取样,试块制作,填写记录、登记台账,拆模、编号、养护、填写委托单、送试。
回收报告单,交资料员报审后归档。
3、钢筋原材试验程序钢筋原材进入现场分类码放、标识,收集钢材出厂证明书及钢牌,物资进场报验,见证取样,随机取样编号,填写台账、委托单,送试,回收报告单,交资料员报审后归档。
4、钢筋连接试验程序工艺检验(班前焊),现场钢筋连接施工,结构上取样编号,填写(台账)委托单,送试,回收报告单,交资料员报审后归档。
5、水泥、砂、石的试验程序水泥、砂、石原材料进场,按规定取样(见证),填写(台账)委托单,送试,回收报告单,交资料员报审后归档。
6、砂浆配合比的申请程序拿回原材料实验单,填写配合比申请单,取试配原材料,送试,回收报告单,交资料员报审后归档。
7、防水材料的试验程序原材料进场,按规定取样或见证取样,编号填写台账,填写委托单,回收报告单,交资料员报审后归档。
8、见证取样程序试验员准备好原材料进场报验单、合格证或质量证明书、牌号、进场验收记录,请监理工程师到现场随机抽取试样,用封样箱封样、标识完整,编号填写台账和委托单,办理见证手续送试,回收报告,交资料员报审后归档。
9、取样方法【混凝土试件制作】1).混凝土:基础部分大于1000m3每200m3取样一组。
其他部分:小于100m3,每个施工段施工工作班不少于一组。
2).监理、施工方商议共同选定结构实体所需要的试件。
留置数量的多少根据混凝土的工程量和结构的重要性来确定,同条件养护试件同一强度等级的不宜多于10组,且不应少于3组。
工程建筑材料见证取样规范标准
建筑材料见证取样方法1、水泥GB50204-2002《混凝土结构工程质量验收规》第7.2条、GB175-2007《通用硅酸盐水泥》⑴检测参数:强度、凝结时间、安定性、细度(选择性指标)⑵频率:按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
⑶取样方法:可连续取,亦可从20个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
2、钢筋混凝土用钢材2.1 钢筋原材料⑴频率:一般每批由同一牌号、同一炉罐号、同一规格的钢筋组成,每批重量不大于60t。
⑵取样方法:每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,2.2 钢筋焊接JGJ18-2003《钢筋焊接及验收规程》2.2.1闪光对焊⑴频率:同一台班由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班焊接的接头数量较少,可在一周累计计算,如累计仍不足300个接头,也应按一批计算。
⑵取样方法:每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、⑴频率:在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
⑵取样方法:①电弧焊:每批随机抽取3个长约450mm的接头做拉伸②电渣压力焊:每批随机抽取3个长约450mm的接头做拉伸③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3个接头做拉伸,在梁、板水平钢筋连接中,随机抽取3个接头做冷弯。
2.2.3预埋件钢筋T型接头⑴频率:以300件同类型预埋件为一批,一周连续焊接时可累计计算。
见证取样方案

见证取样施工方案本工程为以质量为第一,对工程质量实行全面监督检查,根据建筑工程施工质量验收标准以及强制性规范标准,对本单位工程“二材”、“三块”的见证取样,送检进行全面监督控制,对材料的质量严格把关,不合格产品不得用于工程中,我项目部争对本工程的实际情况及强制性条例对“二材”、“三块”的见证取样送检测试工作统一安排。
一、钢筋部分1、钢材1.1钢材进场,材料部门或供产商随时提供质保单,由项目部汇同监理根据不同钢材分别进行外观检查及钢牌与质保单上的炉批号核对,在由监理现场监督取证,对钢筋进行现场取样,并对钢筋的屈服强度,抗拉强度,伸长率及冷弯性进行复试检测。
1.2取样及送验每批进场钢筋根据型号、直径、炉批号的不同分别取样(注:同一品种规格不超过30T,不足30T也按30T取样),按要求每组原材料试验一组取7根,长度为50cm、30 cm,经监理见证封存后送实验室检测。
1.3试验和试验报告试验时应对钢筋尺寸、规格、钢种级别进行核对,并检查外观。
钢材的各项力学性质严格按照《GB/T701-1997》和《GB1499-1998》执行标准实行,经试验后合格出具试验报告,后报监理核查,钢材可以用于工程中,对第一次试验不合格的,应在同一批钢材中加倍取样试验。
对复试中不合格品当场作退场处理。
2、钢筋焊接2.1本工程钢筋焊接主要以搭接、直螺纹连接和电渣压力焊为主,焊接试验以300个接头为一组,按钢筋不同规格、型号分别取样,焊接经取样送检测试合格后方可开始钢筋的绑扎工作。
3、基础底板d22以上为直螺纹连接,每栋房不少于一次,主体电渣压力焊每层一次。
本工程钢筋原材料及焊接见证取样按以上部位全部送相城区检测中心检测。
二、水泥部分1、水泥1.1水泥进场后先核查单子上的生产日期与出厂日期,同一批号,同一标号,质保单28天强度报告(后补)。
2、试验2.1水泥进场后汇同监理对水泥进行抽样送检,按实验室规定每一批取12.5公斤进行安定性、强度测试,经监理见证检查后封闭存放送检,合格后出示报告后方可投入使用。
现场原材料见证取样指南
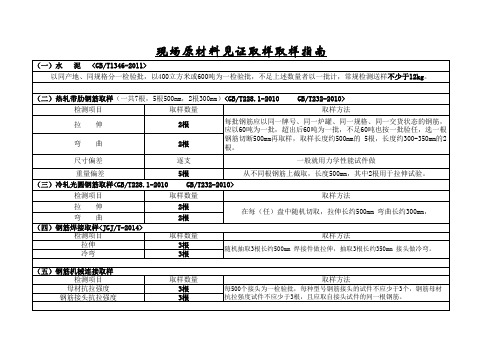
防水涂料
(十五)门窗三性(物理性能)检测取样: 门窗三性检测主要是指建筑外窗的气密性能、水密性能、抗风压性能。 取样要求 (一)检验批: (二)抽样数量:
1、同一厂家的同一品种、类型、规格的门窗每100樘划分为一个检验批,不足100樘也为一个检验批。 2、对于异型或有特殊要求的,检验批的划分应根据其特点和数量,由监理或建设单位和施工单位协商确定。 建筑门窗每个检验批应抽查5%,并不少于3樘,不足3樘时应全数检查,高层建筑每个检验批应抽查10%, 10%, 并不少于6樘,不足6樘时应全数检查。
尺寸偏差 重量偏差 (三)冷轧光圆钢筋取样<GB/T228.1-2010 检测项目 拉 伸 弯 曲 (四)钢筋焊接取样<JGJ/T-2014> 检测项目 拉伸 冷弯 (五)钢筋机械连接取样 检测项目 母材抗拉强度 钢筋接头抗拉强度
取样数量 3根 3根
取样方法
每500个接头为一检验批,每种型号钢筋接头的试件不应少于3个,钢筋母材 抗拉强度试件不应少于3根,且应取自接头试件的同一根钢筋。
注:管道及其它特殊材料的检测,由于种类繁多,请与检测公司联系。
取样方法 6个一组 在浇筑地点随机取样,且与强度试件必须是同一次拌合物,从同一盘或同一车混凝土 中取样,每组制作6个试件为一组。采用185*175*150圆柱体试件。 取样方法 按水泥、砂、石等取样规定抽取各)砌块<GB/T2542-2012 GB/T2114-2007> 送检数量 取样方法 10块/组 以2-5万块为一检验批,不足2万块也一检验批论。 标砖 5块/组 同一生产厂家、同型号,每1万块至少应抽检一组,不足1万块也一检验批论。 空心砖 5块/组 同一生产厂家、同型号,每1万块至少应抽检一组,不足1万块也一检验批论。 蒸压加气块 注:空心砖和蒸压加气块,5块只是做抗压强度,如要做其他参数的请咨询检测公司。 (十三)建筑石材 检测项目 抗压强度 压缩强度、体积密度、吸水率 耐磨度
五大建筑材料见证取样方法

五大建筑材料见证取样方法建筑材料的取样方法是确保建筑材料质量的重要环节,下面将介绍五种常用的建筑材料取样方法。
1.水泥的取样方法:水泥是常用的建筑材料之一,取样时需要使用钢钎在袋子中抽取几个点位的样品。
每个点位应分散在袋子不同地方,深入袋内至少30cm,并确保取样点处没有其他杂质。
取样完毕后将袋子封口,标明取样位置及日期。
2.混凝土的取样方法:混凝土是常用的建筑材料之一,取样时需要在施工现场设立取样点,每个取样点宽度不小于10cm。
取样时要确保混凝土的各个部分都能被覆盖到,因此需在取样点深度大约为1/3处进行取样。
取样后,将混凝土样品放入密封的容器中,标明取样位置及日期。
3.钢筋的取样方法:钢筋是常用的建筑材料之一,取样时需要在钢筋的各个部位进行取样。
取样点应尽可能多,同时取样点与钢筋的表面必须成直角,取样长度不应小于400mm。
取样后,将钢筋样品放入密封的容器中,标明取样位置及日期。
4.砖块的取样方法:砖块是常用的建筑材料之一,取样时需在不同批次的砖块中取样。
每个批次至少取样3块砖,并要保证取样点分布均匀。
取样时要确保取样点处无损坏,样品尺寸不应小于80mm×80mm×80mm。
取样后,将砖块样品放入密封的容器中,标明取样位置及日期。
5.石材的取样方法:石材是常用的建筑材料之一,取样时需在不同批次的石材中取样。
每个批次至少取样3块石材,并要保证取样点分布均匀。
取样时要确保取样点处无损坏,样品尺寸不应小于100mm×100mm×100mm。
取样后,将石材样品放入密封的容器中,标明取样位置及日期。
以上是建筑材料常用的五大材料取样方法。
在进行取样时,需要注意取样点的选择、深度、数量和位置的合理性。
同时,取样点的选取应尽可能代表整体材料质量,从而能够准确评估建筑材料的质量。
使用合适的取样方法可以保证建筑材料的质量,从而确保建筑工程的安全可靠性。
钢筋见证取样方法
钢筋见证取样方法一、钢筋钢筋进场时的验收:钢筋进场时,应按照现行国家标准《钢筋砼用热轧带肋钢筋》GB1499等的规定抽取试件作力学性能检验,其质量必须符合有关标准规定。
验收方法:检查产品合格证、出厂检验报告和进场复验报告。
取样方法:按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,进行现场见证取样;当不足60t也为一个检验批,进行现场见证取样。
试样分为抗拉试件两根,冷弯试件两根。
实验室进行检验时,每一检验批至少应检验一个拉伸试件,一个弯曲试件。
试件长度:冷拉试件长度一般≥500mm(500~650mm),冷弯试件长度一般≥250mm(250~350mm)。
(备注:取样时,从任一钢筋端头,截取500~1000mm的钢筋,再进行取样。
)冷拉钢筋:应进行分批验收,每批重量不大于20t的同等级、同直径的冷拉钢筋为一个检验批。
取样数量:两个拉伸试件、两个弯曲试件。
二、钢筋焊接钢筋焊接在建筑施工中一般分为:闪光对焊、电阻点焊、电弧焊、电渣压力焊、预埋件T型接头埋弧压力焊、钢筋气压焊。
取样方法:1、闪光对焊:在同一工作班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一检验批。
当同一台班内不足300个接头时也作为一个检验批。
其机械性能试验包括拉伸试验和弯曲试验,应从每批成品中切取6个试件,3个作拉伸试验,3个作弯曲试验。
拉伸试件长度一般≥500mm(500~650mm);冷弯试件长度一般≥250mm (250~350mm)。
验收方法:(1)接头处不得有横向袭纹;(2)与电极接触处的钢筋表面,Ⅰ~Ⅲ级钢筋焊接时不得有明显烧伤;Ⅳ级钢筋焊接时不得有烧伤;负温闪光对焊时,对于Ⅱ~Ⅳ级钢筋,均不得有烧伤;(3)接头处的弯折角不得大于4。
;(4)接头处的钢筋轴线偏移,不得大于0.1倍钢筋直径,同时不得大于2mm。
2、电阻点焊:凡钢筋级别、直径及尺寸均相同的焊接制品,即为同一类型制品,每200件为一批。
(完整版)见证取样规范
现场原材料见证取样相关规定1、水泥GB50204-2002《混凝土结构工程质量验收规范》第7.2条、GB175-2007《通用硅酸盐水泥》⑴检测参数:强度、凝结时间、安定性、细度(选择性指标)⑵频率:按同一生产厂家、同期出厂、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
⑶取样方法:可连续取,亦可从20个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
2、钢筋混凝土用钢材2.1 钢筋原材料⑴频率:一般每批由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成,每批重量不大于60t。
⑵取样方法:①热轧带肋、热轧光圆钢筋GB1499-2008《钢筋混凝土用钢》第一、第二部分。
③冷轧扭钢筋JG190-2006《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,2.2 钢筋焊接JGJ18-2003《钢筋焊接及验收规程》2.2.1闪光对焊⑴频率:同一台班内由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300个接头,也应按一批计算。
⑵取样方法:每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、⑴频率:在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
⑵取样方法:①电弧焊:每批随机抽取3个长约450mm的接头做拉伸②电渣压力焊:每批随机抽取3个长约450mm的接头做拉伸③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3个接头做拉伸,在梁、板水平钢筋连接中,随机抽取3个接头做冷弯。
建筑材料见证取样要求规范
建筑材料见证取样方法1、水泥GB50204-2002《混凝土结构工程质量验收规范》第7.2条、GB175-2007《通用硅酸盐水泥》⑴检测参数:强度、凝结时间、安定性、细度(选择性指标)⑵频率:按同一生产厂家、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过 200t 为一批,散装不超过500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
⑶取样方法:可连续取,亦可从20个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
2、钢筋混凝土用钢材2.1 钢筋原材料⑴频率:一般每批由同一牌号、同一炉罐号、同一规格的钢筋组成,每批重量不大于60t。
⑵取样方法:③冷轧扭钢筋JG190-2006《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,且每2.2 钢筋焊接 JGJ18-2003《钢筋焊接及验收规程》2.2.1闪光对焊⑴频率:同一台班内由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300个接头,也应按一批计算。
⑵取样方法:每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、⑴频率:在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
⑵取样方法:①电弧焊:每批随机抽取3个长约450mm的接头做拉伸②电渣压力焊:每批随机抽取3个长约450mm的接头做拉伸③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3个接头做拉伸,在梁、板水平钢筋连接中,随机抽取3个接头做冷弯。
见证取样标准方法-修订版_20190612143229
闪光对焊、气压焊: 工艺检验:每批钢筋正式焊接前,每种牌号、每种规格 至少做 1 组试件进行工艺检验; 非工艺检验:以 300 个同类型接头为一批。
试样共 6 支: 拉伸 3 支,50cm 长; 弯曲 3 支,约 50cm 长。
钢筋焊接接头
钢筋机械连接接头 JGJ107-2016
电弧焊(如:搭接焊、帮条焊等)、电渣压力焊:
自 粘 橡 胶 沥 青 防 水 卷 材 同一类型、同一规格 10000 ㎡为 度、外观、单位面积质量检查,在上述检
GB23441-2009
一批,不足 10000 ㎡亦作为一批。 查合格后,从中随机抽取一卷去至少 1.5m2 的试样进行物理力学性能检测。
5、防水卷材类
样品名称
取样要求
取样数量
弹性体防水卷材(SBS) GB18242-2008 塑性体防水卷材(APP) GB18243-2008
切除距外层卷头 2.5m 后,取 3 米长的卷 同一类型、同一规格 10000 ㎡为
材按 GB/T328.4 取样方法均匀分布裁取试 一批,不足 10000 ㎡亦作为一批。
每 3.5 万-15 万块为一批,不足 3.5 万块时 强度 10 块;密度 5 块。
按一批计。
烧结多孔砖和多孔砌块 每 3.5 万-15 万块为一批,不足 3.5 万块时
强度 10 块;密度 3 块。
GB 13544-2011
按一批计。
蒸压灰砂砖 GB11945-1999
蒸压粉煤灰多孔砖 GB 26541-2011
同类型每 10 万块为一批,不足 10 万块亦为 一批
蒸压灰砂砖: 15 块/组,(尺寸允许偏差: 长度±3,宽度±3,高度±3) 蒸压粉煤灰多孔砖: H/B≥0.6:抗压、抗折各 5 块 H/B<0.6:抗压 10 块抗折 5 块
见证取样规范
现场原材料见证取样相关规定1、水泥GB50204-2002《混凝土结构工程质量验收规范》第7.2条、GB175-2007《通用硅酸盐水泥》⑴检测参数:强度、凝结时间、安定性、细度(选择性指标)⑵频率:按同一生产厂家、同期出厂、同一等级、同一品种、同一批号且连续进场的水泥,袋装不超过200t 为一批,散装不超过500t 为一批,每批抽样不少于一次。
当在使用中对水泥质量有怀疑或水泥出厂超过三个月(快硬硅酸盐水泥超过一个月)时,应进行复验,并按复验结果使用。
⑶取样方法:可连续取,亦可从20个以上不同部位取等量样品,采用取样管,插入水泥适当深度,用大拇指按住气孔,小心抽出取样管,将所取样品放入洁净、干燥、不易受污染的容器中,总量不少于12kg。
2、钢筋混凝土用钢材2.1 钢筋原材料⑴频率:一般每批由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成,每批重量不大于60t。
⑵取样方法:①热轧带肋、热轧光圆钢筋GB1499-2008《钢筋混凝土用钢》第一、第二部分。
②冷轧带肋钢筋GB13788-2000《冷轧带肋钢筋》③冷轧扭钢筋JG190-2006《冷轧扭钢筋》每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,且每批不大于20t。
2.2 钢筋焊接JGJ18-2003《钢筋焊接及验收规程》2.2.1闪光对焊⑴频率:同一台班内由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300个接头,也应按一批计算。
⑵取样方法:每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、⑴频率:在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
⑵取样方法:①电弧焊:每批随机抽取3个长约450mm的接头做拉伸②电渣压力焊:每批随机抽取3个长约450mm的接头做拉伸③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3个接头做拉伸,在梁、板水平钢筋连接中,随机抽取3个接头做冷弯。
钢筋见证取样新规定
应在工程结构中随机截取3个作单向拉伸试验.按设计要求的接头性能等级进行检验与评定
3
型钢原材
同一牌号、同一炉批号、同一等级、同一品种、同一尺寸、同一交货状态的每60t作为一批量.
左右对称性型钢如工字钢、T型钢,在距外端点1/6总长的地方截取长500mm,宽20mm的矩形试件,非对称性型钢如槽钢、L型钢,在距外端点1/3总长的地方截取长500mm,宽20mm的矩形试件.钢板在距外端125mm的地方直接截取长500mm,宽20mm的矩形试件.
序号
样品名称
取样批量
取样数量方法
1
钢
筋
焊
接
闪光对焊
在同一台班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一批.当同一班内焊接的接头数量较少,可在1周之内计算;累计仍不足300个接头,应按一批计算.
力学性能试验时,应从每批接头中随机切取,焊接等长的预应钢筋包括螺丝端杆与钢筋时,可按生产时同等条件制作模拟试件;模拟试件的试验结果不符合要求时,应从成品中再切取试件进行复试,其数量和要求应与试验时相同.拉伸3个,冷弯3个
5
冷轧带肋钢筋
同一规格20t为一批量,主要用在板筋,可以每一楼层作为检验批.
在同一批钢筋中随机抽取,去掉900mm的端头,截取三根试件,一根作拉伸试验,二根作冷弯试验.
6
冷轧扭钢筋
同一规格10t为一批量,主要用在板筋,可以每一楼层作为检验批.
在同一批钢筋中随机抽取,去掉900mm的端头,截取三根试件,一根作拉伸试验,二根作冷弯试验.
每验收批的钢筋表面不得有裂纹和局部缩颈,当用作预应力筋时,应逐根检查.拉伸1个,弯曲2个
4
最全见证取样方法一览表

最全的见证取样方法一览表钢筋一、执行标准《钢筋混凝土用热轧光圆钢筋》GB13013—91,《钢筋混凝土用热轧带肋钢筋》GB1499—98,《钢筋混凝土用余热处理钢筋》GB13014—19,《低碳钢热轧圆盘条》GB/T701—97,《混凝土结构工程施工及验收规范》GB50204—92,《冷轧带肋钢筋》GB13788—92,《钢筋焊接及验收规范》JGJ18—96。
二、检验项目机械性能:1.屈服点或屈服强度 2.抗拉强度3.伸长率 4.冷弯三、取样方法1.原材料①钢筋的取样规则⑴钢筋应按批进行检查和验收,每批重量不大于60t。
每批应有同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
⑵冷拉钢筋应分批进行验收,每批由重量不大于20t的同规格、同炉号、同厂别、同一进场时间的冷拉钢筋组成,不足20t亦按一验收批计。
⑶取样数量:钢筋的试样数量根据其供货形式的不同而不同。
直条钢筋:每批直条钢筋应任选2根钢筋,截取2个拉伸试件,2个弯曲试件。
从1根钢筋上先将钢筋端头不小于50cm截去,然后截取一根拉伸试验试件,再截取一根冷弯试验试件,另一根钢筋用同样方法截取。
盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
(4)试件的长度:.拉伸试验:5do十200mm(可根据试验机上下夹头间最小距离和夹头长度确定)冷弯试件:5do十150mm(do为钢筋直径)拉伸、冷弯试件不允许进行车削加工。
②型钢的取样规则(1) 样坯的切取:样坯应在外观尺寸合格的钢材上切取。
切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般应不小于钢材的厚度或直径,但最小不得少于20mm对厚度或直径大于60mm的钢材,其加工余量可根据双方协议适当减小。
⑵样坯切取的位置及方向:工字钢和槽钢应从腰高四分之一处沿轧制方向切取矩形拉力、弯曲样坯。
建筑材料试验取样方法
建筑材料试验取样方法
1.混凝土取样方法:
2.钢筋取样方法:
钢筋的取样应根据《建筑工程钢筋焊接连接质量检验评定标准》
(GB/T1499.2-2024)的规定进行。
通常情况下,从现场取得的钢筋根据
需要分成若干根进行取样。
取样时应选择代表性好、表面无腐蚀、裂纹、
折叠等缺陷的钢筋。
3.沥青取样方法:
沥青的取样应根据《沥青和沥青混合料的试验规程》(JTGE20-2024)的规定进行。
通常情况下,从沥青储罐、输送管道或混合料生产过程中取样。
取样时应注意保持样品的温度,避免过热或过冷。
4.石材取样方法:
5.水泥取样方法:
在进行建筑材料试验取样时,还需要注意以下几点:
1.取样点的选择要具有代表性,能够准确反映材料的整体质量。
2.取样器具要干净无杂质,避免对试样造成污染。
3.取样时要注意保持试样的原始状态,避免损坏或改变试样的性质。
5.严格按照试验标准的要求进行取样和处理,确保试验结果的准确性
和可靠性。
总之,建筑材料试验的取样方法对于获得准确可靠的试验结果非常重要。
只有在符合试验标准要求的情况下进行取样,才能确保试验结果的准确性和可靠性,保证建筑工程的质量和安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现场原材料见证取样方法—钢筋
钢筋混凝土用钢材
1.1 钢筋原材料
⑴频率:
一般每批由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成,每批重量不大于60t。
⑵取样方法:
①热轧带肋、热轧光圆钢筋GB1499-2008《钢筋混凝土用钢》第一、第二部分。
②冷轧带肋钢筋GB13788-2000《冷轧带肋钢筋》
③冷轧扭钢筋JG190-2006《冷轧扭钢筋》
每批由同一型号、同一强度等级、同一规格尺寸、同一台(套)轧机生产的钢筋组成,且每批不大于20t。
1.2 钢筋焊接 JGJ18-2003《钢筋焊接及验收规程》
2.2.1闪光对焊
⑴频率:
同一台班内由同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,当同一台班内焊接的接头数量较少,可在一周内累计计算,如累计仍不足300个接头,也应按一批计算。
⑵取样方法:
每批随机抽取3个长约450mm接头做拉伸,抽取3个长约350mm接头做冷弯。
2.2.2 电弧焊、电渣压力焊、气压焊、
⑴频率:
在一般构筑物中,以300个同牌钢筋、同型式接头作为一批,在现浇钢筋混凝土结构中,在同一楼层中300个同牌号、同型式接头作为一批,不足300个接头,按一批计算。
⑵取样方法:
①电弧焊:每批随机抽取3个长约450mm的接头做拉伸
②电渣压力焊:每批随机抽取3个长约450mm的接头做拉伸
③气压焊:在柱、墙竖向钢筋连接及梁、板水平钢筋连接中,随机抽取3个接
头做拉伸,在梁、板水平钢筋连接中,随机抽取3个接头做冷弯。
2.2.3预埋件钢筋T型接头
⑴频率:
以300件同类型预埋件为一批,一周内连续焊接时可累计计算。
⑵取样方法:
每批接头随机抽取3个做拉伸试验,试件的钢筋长度大于等于200mm,钢板长度和宽度均应大于等于60mm。
1.3 钢筋机械连接 GJ107-2003《钢筋机械连接通用技术规程》
⑴频率:
工艺检验:钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行接头工艺检验
现场检验:同一施工条件下采用同一批材料的同等级、同型式、同规格接头,
以500个为一批
⑵取样方法:
工艺检验:每种规格钢筋接头的试件不应少于3个,钢筋母材抗拉强度试件不应少于3根,且应取自接头试件的同一根钢筋。
现场检验:在工程结构中随机截取3个接头做拉伸试件。
1.4 钢筋焊接骨架及焊接网
⑴频率:
钢筋牌号、直径及尺寸相同的焊接骨架和焊接网应视为同一类型制品,且每300件作为一批,一周内不足300件也按一批计。
由几种直径钢筋组合的焊接骨架或焊接网,应对每种组合的焊点作力学性能检验。
⑵取样方法:
热轧钢筋的焊点应作剪切试验,试件为3件,冷轧带肋钢筋焊点除作剪切试验外,尚应对纵向和横向冷轧带肋钢筋作拉伸试验,试件各为1件。
①剪切试件纵筋长度应大于或等于290mm,横筋长度应大于或等于50mm
②拉伸件纵筋长度应大于或等于300mm
③焊接网剪切试件应沿同一横向钢筋随机切取,切取剪切试件时,应使制品中
的纵向钢筋成为试件的受拉钢筋。