DEK印刷机高级培训教材
DEK印刷机培训

• 编制:祝双祥
安全知识
COURTESY(允许的) AND SAFETY(安全)
禁止明火 使用干粉灭 火器
操作员不
分性别
•
简单 救治
PERSONAL SAFETY(人身安全)
• Board clamps are SHARP • 板的夹边是锋利的,小心割伤 • Wear PERSONAL PROTECTIVE EQUIPMENT with paste and
STATIC HAZARD!
Warning! The DEK printer contains
Electro-Static Sensitive Devices
注意:DEK本身
有静电敏感元件
Do not touch any electronic component or PCB unless wearing a correctly grounded
Change Screen
Change Tooling
Change Exit language
取出鋼板
•按Open Cover
Run
Open Cover
Paste Load
Clean Screen
Adjust
Setup
monitor
maint
•按Change Screen
CHANGE
BOARD
PRIME
PRIME
Exit
SCREEN
CLAMPS
PAPER
SOLVENT
•出現‘Open Front Cover and Remove Screen’
•打開前蓋
•取出鋼板
•關上前蓋
•按亮‘系統鍵’
DEK培训课程(DOC 19页)

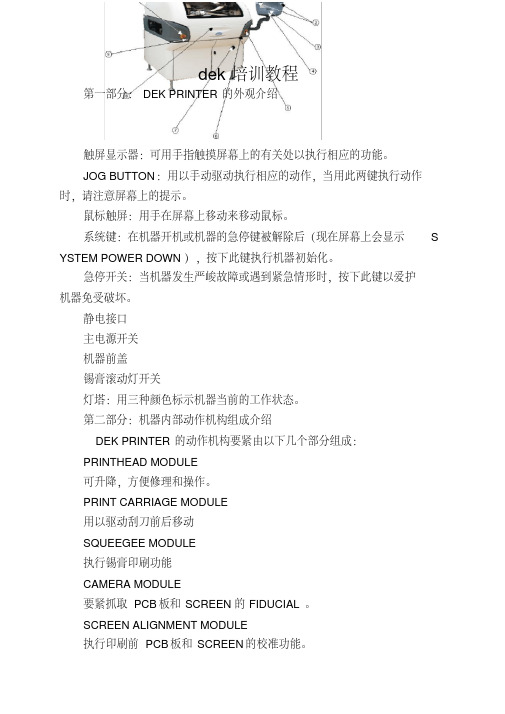
DEK PRINTER的外观及内部结构介绍第一部分:DEK PRINTER的外观介绍1,触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。
JOG BUTTON:用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。
2,3,鼠标触屏:用手在屏幕上移动来移动鼠标。
4,系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。
5,急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。
6,静电接口7,主电源开关8,机器前盖9,锡膏滚动灯开关10,灯塔:用三种颜色标示机器当前的工作状态。
第二部分:机器内部动作机构组成介绍DEK PRINTER的动作机构主要由以下几个部分组成:1,PRINTHEAD MODULE可升降,方便维修和操作。
2,PRINT CARRIAGE MODULE用以驱动刮刀前后移动3,SQUEEGEE MODULE执行锡膏印刷功能4,CAMERA MODULE主要抓取PCB板和SCREEN 的FIDUCIAL。
5,SCREEN ALIGNMENT MODULE执行印刷前PCB板和SCREEN的校准功能。
6,RAIL MODULE执行过板和夹板功能7,RISING TABLE MODULE上升到VISION和印刷高度,8,UNDERSCREEN MODULE清洁SCREEN底部和网孔。
DEK PRINTER 的常用参数表DEK PRINTER的常用操作第一部分:一些常见指令含义Abort:按下该键得重新初始化机器,或忽略当前提示。
Retry: 按下该键重新检查错误的情况。
Recover: 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。
Diagnostics(Diagnos): 按下该键进入诊断,为进一步研究该问题。
Head: 按下该键允许升头操作,进入印刷头下面。
dek培训教程
设定 PCB 板的支撑方 式
48:Right feed delay 右侧进板迟滞时刻
刮刀由前向后前运动时 ,调整在 Y 方向的印刷偏位 (Max= 1mm) 刮刀由前向后运动时 ,调整在角 度的印刷偏位 此参数为编写程式 Learn Fiducial 后,电脑自动运算出的值 , 在编写程式前请先归零 此参数为编写程式 Learn Fiducial 后,电脑自动运算出的值 , 在编写程式前请先归零 此参数为编写程式 Learn Fiducial 后,电脑自动运算出的值 , 在编写程式前请先归零 可设定由 2 个或 3 个 Mark 点对 位 可选择 :Autoflex 自动顶板﹑ Vacuum 真空支撑﹑ Magnetic 磁 铁式支撑方式 在右侧进板时必须设定 ,一样为 0.2—0.3sec
可选择干擦﹑湿擦﹑真空擦等组 合,最多至六次 min=0 表示不擦, max=200
Min=10mm/s, Max=120mm/s Min=10mm/s, Max=100mm/s Min=10mm/s, Max=100mm/s Min=0mm, Max 视 PCB 板大小 而定。 Min=0mm, Max 视 PCB 板大小 而定。 可选择的类型有;圆形﹑方形﹑ 三角形﹑十字﹑菱形及影像模组 等 可选择的类型有;圆形﹑方形﹑
作刮刀高度校正 1,按下 SETUP 2,按下 SETUP SQUEEGEE 3,按下 CALIBRAT HEIGHT 4,按下 CONTINUE (其自动完成校正)
或手动校正: a: 选 Front squeegee b:用 up 或 down 校正前刮刀 c:选 Rear squeegee d:用 up 或 down 校正后刮刀 e:选 save
dek 培训教程
DEK印刷机机教材

• Dwell Speed 刮刀运动到Dwell高度的速度 最小 10mm/sec 最大 30mm/sec • 增量 1mm/sec 缺省 24mm/sec • Screen Adapter 钢网类别,选项有 NONE,255,SANYO,HERAEUS,20X20,12X12 • Screen Image 钢网框架定位选择,有EDGE和CENTRE 两个选项,其中EDGE只 适用于SANYO和FUJI钢网框。 • Custom Screen 用于对钢网位置的定义和调整,我们多数 情况使用DISABLED。 • Board Width 板宽,40--508mm,增量0.1mm • Board Length 板长,50--510mm,增量0.1mm • Board Thickness 板厚,0.20--6.0mm,增量0.01mm • Print Speed 印刷速度,2--150mm/sec,增量1mm/sec
• Forward x offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 +时,印刷位置相对PCB板右移。-1.0--+1.0mm 增量0.004mm • Forward y offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 +时,印刷位置相对PCB板后移。-1.0--+1.0mm 增量0.004mm • Forward ɡ offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移 量为 + 时,印刷位置相对PCB板顺时针移动。-1000--+1000arc seconds 增量2 arc seconds • Revers x offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 +时,印刷位置相对PCB板右移。-1.0--+1.0mm 增量0.004mm • Revers y offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 + 时,印刷位置相对PCB板后移。-1.0--+1.0mm 增量0.004mm • Revers ɡ offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量 为 + 时,印刷位置相对PCB 板顺时针移动。-1000--+1000arc econds 增量2 arc seconds
德森印刷机培训教材

版本/版次A0页次/页数2/21 、目的:、确保能够熟练,高校的运用德森1.2 使操作员正确规范使用德森、范围:仅限于SMT 德森印刷站、定义:无、职责:工程课: 负责机器的保养/调试/维护生产课: 操作员在培训后规范的操作机器、内容:、德森PRINTER 的外观介绍:外观介绍.7.监视器)机器菜单介绍.版本/版次A0页次/页数3/21打开机器主电源开关,将自动进入主窗口画面。
操作程序如下:打开总电源开关打开气源开关打开机器主电源开关进入机器主画面(主菜单)归零操作版本/版次 A0 页次/页数4/21第四章 操作系统说在主窗口显示的“现在进行归零操作吗?”对话框中,选择“否”,机器仍回到主窗口画面;选择“是”,机器进行归零操作,出现如图4–2画面,并显示[当前位置]对话框,显示各运动轴当前的坐标值:主菜单栏如图4–3所示、主菜单包含[文件]、[操作]、[设置]、[查看]、[帮助]所有的控制命令。
4-3 主菜单栏4-3 主菜 4-3 主菜单栏图单击主菜单中的每一项均有下拉菜单出现,如单击[文件],出现下拉菜单,可以进行文件[新建]、[打开]、[保存]、[保存为]、[退出]等项操作,如图4–4所示。
选择“新建”按钮,输入密码后再输入新建文件目录名(Prj 文件形式),在以后的操作中所有设置即保存在此文件名下。
图4-4 〈档〉下拉菜单单击主菜单中的[操作],出现下拉菜单,可以进行 [开始生产]、[停止生产]、[ I/O 检测]、[归零操作]、[过板]、[复位]、[联机工作]、[产量清零]、[生产设置]、[刮刀后退] [刮刀前进] [运动测试] [机器参数]等项操作,如图4–5所示。
版本/版次A0页次/页数5/21图4-7〈查看〉下拉菜单单击主菜单中[帮助],出现下拉菜单击主菜单中[帮助],出现下拉菜单击主菜单中[帮助],出现下拉菜单,可对本机器的[操作说明],[故障查询]及公司简介[关于DESEN]等项目进行阅读,如图4–8所示。
DEK高级培训资料
* Print Carriage, Squeegee mechanism, ProFlow, Paste Dispenser, ASM, Screen Alignment, Rails, Camera assembly (Linear and Rotary), Blue USC, Cyclone, Rising Table
confidential and the copyright of Dek. It is intended for the exclusive use of the recipient.
• The content may not be copied in whole or
part without the prior written permission of an authorised officer of Dek.
Issue 2: July 2007
Courtesy and safety
Issue 2: July 2007
Personal Safety
• Wear PERSONAL PROTECTIVE EQUIPMENT with
paste and solvent based products
• If in doubt press the E STOP...
finding
• Recover from complex machine faults • Perform machine SPC benchmarking tests
Issue 2: July 2007
Course Content
• Machine Installation • Software Installation • Electrical systems theory & replacement procedures • ISCAN Healthcheck • All sub-assembly modules:*
Dek印刷机中文培训
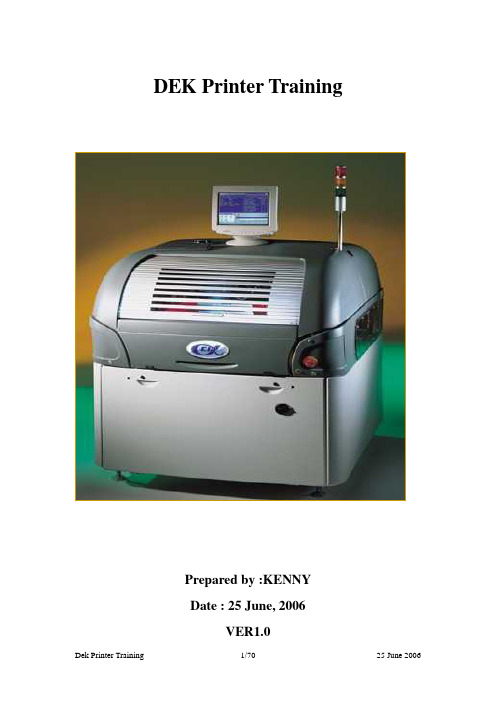
DEK Printer TrainingPrepared by :KENNYDate : 25 June, 2006VER1.01.Machine Overview机器概述DEK 710Stencil Size : 29” X 29”. If the stencil is not this size. Need to using Adapter.钢网大小: 29 寸 X 29 寸.如果不是这大小要用钢网适配器Camera: Cyber optic digital camera(Interface : IEEE1394 ,camera model is GREEN)相机用Cyber optic 数码相机(用IEEE1394连接, 相机型号 : GREEN)2XCMOS用二倍CMOS 镜头FOV=11.3 x 8.5 mm每次可照大小是11.3 x 8.5 mm15 microns per pixelFiducial Size : 0.5mm - 3.0mmConveyor type : Front Fixed , L-L,R-R,L-R,R-L(If using Right to Left, it have right feed delay time) 送板模式: 固定边在前面, 左进左出,右进右出,左进右出,右进左出(如果设定是右进左出‧,会有一延迟时间设定)PCB support : 81mm height 顶针是81mm高Setup Machine Frame Leg : 36mm & 24 mm Spanner.机器脚的板手用36mm及24mm Voltage : 230V single phase(max 10A)230伏单相电‧最大电流10安培Weight :650kg 重量650kg.Table is fixed. Stencil can adjust.抬XY固定.只可上落U,钢网可XY方向走动Screen Offset Adjust钢网走动X,Y offset : +-3 degreeX & Y正负三度X have two offset motor (Fwd & rear) X 方向有两个马达Y only have one offset motor. Y方向有一个马达Only 2 fiduical moark can setup. 只有二个MARK(PCB 2 个, 钢网2个)Board stop : Only mechnical stopper. 停板用机械气动顶住One Board detect sensor有一个看PCB的感应器Board Handling :Minimum Size 40 x 50mmMaximum Size 508 x 508mmThickness 0.2mm - 6mmMaximum Weight 1KgWarpage Up to 8mm including PCB thicknessUnderside Clearance Programmable 3mm - 42mmOperating EnvelopeTemperature 10 - 35°C (50 - 95°F)Humidity 30 - 70% Relative Humidity (non condensing)Approx. Weight 650kgApprox. Dimensions 1314mm X 1608mm X 1825mm (Machine)2.E-STOP Button & Signal Tower紧急按纽及信号灯3.PCB Clamping & System Switch 夹板刀和开机按纽PCB clamping is very SHAPE(0.1mm Thickness). Please take care.夹板刀十分锋利(0.1mm厚)!请小心4.Left & Right Toggle Button左右两按纽控制Left & Right Toggle Button are using in Diagnostic Mode.左右两按纽控制在诊断模式用5.Power up machine.开机的次序3Check Air Pressure. Normal is 0.5Bar – 0.6Bara. If Lower than 0.3Bar will have pressure too low alarm.检查气压,正常在 0.5Bar 至 0.6 Bar.如果少于0.3 Bar 会有气压过低的报警机器开不了的3Measure the AC input power is within 230V +/- 10%. Power Consumption Max 10A.检查电源在230 伏正负百分之十内.最大电流10安培3Release E-stop Button.放开紧急停止按纽3Turn on the Main Power Switch.At Machine Front Right Middle Position. 打开总电开关在机器前面右中位置3Computer will automatic Turn on. 计算机会自动开机3Please make sure the Under screen cleaner at the Front Home position.If not, I will have an Screen Cleaner out of position Alarm要把擦网纸的部分拉到最前面原点的位置o不然就会出擦网纸超出位置3Take out all Table’s tooling support pins.先把所有放在的顶针取出来3After computer boot up , it will automatic start the DEK Printer Software.当计算机开了!自动会启动DEK Printer应用程序.然后出现以下图像It will do Dongle Initialised & Vision System initialised.先启动加密狗及相机初始化If Dongle Initialised Fail, please check the USB Key & Flash disk. 如果加密狗初始失败,先检查一下加密锁及U盘有没有弄松If Vision System initialized, Please check the IEEE1394 cable to Camera & PC. 如果相机初始化失败,先检查一下IEEE1394的线有没有弄松3Press System power Blue Button. It will Perform Reference Position按蓝色的按纽,自动回到原点!3Dongle initialized3Vision system unit3Squeegees(go to front & rear squeegees home sensor)3Rising table(go to table home sensor)3Camera(go to X & Y home sensors)3Print carriage(go to print carriage home sensor)3Screen changer(X fwd , X rear & Y offset motor home position)3Rail to board width(go to rail home sensor at 508mm)3Tooling(go to lifter table home sensor)6.LOAD PRODUCT 运行程序7.SETUP MENU设定菜单WORK PARAMETER网络参数9.OPTION PARAMETER选择参数11.PERFORMANCE PARAMETER施行参数13.CREATE PRODUCT MENU建立产品14.TOOLING顶板工具Tooling Type = MAGNETIC 顶针一般都用磁铁的Board Stop X = Board Length板长 / 2 Board Stop Y = Board Width 板宽* 2/3 Setup ToolingUnder Clearance 板底的空间高度点Transport Height送板高度点Contact Height印刷板高度点Board Clamp板会夹紧点VISION HEIGHT 位置会走到看MARK 点的高度右进左出方向15.SETUP CONSUMABLES设定消耗品Select Blue Cleaner.Setup Wet Clean, Dry clean & Vacuum Clean(Max 6 sweep) 设定湿擦,干擦及真空.最多六个16.SETUP SQUEEGES设定刮刀17.SCREEN SETUP钢网类别ADJUSTMENTS AND SETTINGS Screen Depth AdjusterThe screen depth adjuster has two scales as follows:The rear of stencil to front of image scale, marked on the top of the screen depth adjuster, can be used for either centre justified or front justified stencils. The scale has both imperial and metric units as follows:•Metric - 150mm to 650mm •Imperial - 6” to 26”When using this scale the screen depth adjuster is set to the rear of stencil to front of image value. The figure below shows this measurement for both centre and front justified stencilsFigure 12-3 Rear of Stencil to Front of Image MeasurementIf the Screen is Center justified image,use Right Hand Side Marker Put the screen location. Position must the PCB width.放钢网的时侯要注意!中间开孔要看右手边!位置定了是PCB的宽度If the Screen is Edge justified image, Use Right Hand Side Marker Put the screen location. Position must the distance from Front Stencil to Front Image. 放钢网的时侯要注意!钢网边开孔的要看右手边!位置定了是钢网边开孔的长度.18.SPC SETUP统计设定19.LOAD BOARD送PCB板****Must select Auto Board.一定要用自动送PCB板20.SETUP FIDUCIAL设定MARK点.21.CONFIRM ALIGN确定校正22.Print Board & Unload Board印PCB板及送PCB板走23.RISING TABLE CHANGING PRINT POSITION更改印刷高度Go to Diagnostic Mode.一定要在诊断模式24.Squeegee print height calibration(In Diagnostic menu)•Select Calib Machine menu•Select Pressure•Select Continue•Select Step up /Step down to adjust the squeegee pressure•It will setup the Front & Rear Squeegee pressure.DEK印刷机调机教材1、正确了解程序中的每一参数在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
DEK高级培训资料
Issue 2: July 2007
Software Installation
Issue 2: July 2007
Software Installation
Issue 2: July 2007
Software Installation
Issue 2: July 2007
Electrical theory
finding
• Recover from complex machine faults • Perform machine SPC benchmarking tests
Issue 2: July 2007
Course Content
• Machine Installation • Software Installation • Electrical systems theory & replacement procedures • ISCAN Healthcheck • All sub-assembly modules:*
Touch screen
USB
Keyboard Mouse
Flash disk
OR
USB Hub
The flash disk is bolted to the printer frame (at the rear on latest machines). Now combined with the DK2 dongle.
Issue 2: July 2007
Course Goals
Upon completion of the Advanced Maintenance training program you will be able to :
DEK教材

Dek Infinity Training 教材
3.1 開關機流程 3.1 .1 開機流程
第三章 基本操作
打開機器的主電源
,讓電腦運作,直到開起 DEK 的畫面
當看到畫面會問你 Press SYSTEM Switch To Initialize Printer or Select Diagnostics or Load Data
公司所制定的 SOP 放制)。但是有個一地方不能放頂 Pin,也就是進板方向 PCB 板右邊板寬的
2/3 處下方不能有頂 Pin,因若放在正常生產中將被 Sensor 所感應,將影響正常生產。
3.3 生產輔助操作
3.3.1 換清潔紙
更換擦拭紙紙的方式則是先將鋼板取出,再將擦拭機構前方的卷紙軸拿起,將已用過之擦拭
Dek Infinity Training 教材
在主畫面
內有一
個 CLOSE SYSTEM
,按下去後會出現
若
選擇右邊的 no,就會跳回主畫面,若選擇左邊的 yes 電腦就會執行關機動作,一直到出 現 It is now safe to turn off your computer 的時候,視窗內會有一個 Rest 若按下去會重新
DEK SSMMDD PPllaacceemmeenntt SSyysstteemm
Dek Infinity Training 教材
距離較遠的,放在後刮刀,也就是面對機台裏面的位置,螺絲距離較近的,放在前刮刀
3.2.4:調整頂 Pin
在 Main Menu 中 Open Cover(F2)
中
出現 Change Screen(F2)、Board Clamps(F3)、Prime Paper(F5)、Prime Solvent(F6)、Exit(F8)
DEK 265GSX印刷机培训教材 (2)

DEK 265GSX印刷机培训教材目录第一部分基础部分一.概述二.开机三.屏幕显示四.生产程序的调用五.钢网的安装与拆卸六.支撑顶针的设置七.刮刀的安装八.自动清网系统的设置及消耗品的更换第二部分视觉系统一.基准点的类型二.基准点的认识三.注意事项第三部分维护和保养一.维护二.保养第一部分.基础知识一.概述DEK印刷机是由英国DEK公司制造生产的,印刷机的主要参数为PCB 尺寸:45×45mm~510×508mm、PCB厚度为:0.4~6mm、印刷速度:2~150mm/s、印刷压力:0~20Kg、Cycle time:10s。
机器配置:温度控制单元(TCU)、自动擦网系统(Wipe system)、真空单元、自动轨道调节、2D检查(horizon现可用)、SPC数据收集。
相关特性:pcb板一段式传送、夹板式定位,真空泵外置,视觉系统的camera 由直流马达驱动,通过移动钢网来进行视觉校正。
二.开机1.首先检查机器内是否有异物,确保各运动部位间畅通无阻。
2.打开机器右下方的主电源开关。
3.等待机器显示屏出现“Press System button to Initialize”。
4.按绿色的“System”按键。
三.屏幕显示按“System”按键后,机器的每个回转轴会依次初始化(按照机器最后调用的程序参数),随后显示主菜单屏幕。
主菜单包括以下四部分:1.日期和时间2。
主控制屏幕3。
信息提示栏4。
菜单栏(图表1)其中1~3项的内容仅是显示,不能直接修改。
第4项的菜单栏各对应不同的(图表1)四.生产程序的调用1.在主菜单屏幕下按F6---Setup(设置) (图表1),菜单栏会出现新的菜单。
(图表2)3.用Left(左)、Right(右)、Up(上)、Down(下)键(各对应F4~F7),选择一个待生产的文件。
4.按F1---Load完成。
5.然后机器会根据程序的参数进行初始化。
五.钢网的安装与拆卸1.在主菜单屏幕下按F6---Setup (图表1)。
DEK印刷机培训教程

DEK印刷机培训教程2010.6.25目录1安全注意事项………………………………………………………1-2页2开机………………………………………………………………………….3页3程序的调用………………………………………………………………3-7页4印刷机程序制作……………………………………………………….7页4.1新产品建立……………………………………………………………...7-9页4.2程序参数界面设置………………………………………………………9页4.2.1.支撑……………………………………………………………………9页4.2.2.耗材选项………………………………………………………………10页4.2.3.刮刀……………………………………………………………………12页4.2.4.钢网……………………………………………………………………13页4.2.5.基准点…………………………………………………………………13页4.2.6.2D检测………………………………………………………………..17页4.2.7.基板限定数……………………………………………………………23页5关机………………………………………………………………………..22-24页6耗材的更换………………………………………………………………..24页6.1,网板擦拭纸的更换……………………………………………………..25页6.2,网板清洗液的添加……………………………………………………..28页7设备异常处理……………………………………………..28页1、安全注意事项: (3)1.1、接触焊锡膏时应佩戴手套 (3)1.2、取放刮刀时,避免刀锋划 (3)1.3、手动移动设备内各部件时, (3)1.4、手动移动设备时,必须确认 (4)1.6、设备使用中如果发生非正常 (4)2 开机 (5)1、安全注意事项:1.1、接触焊锡膏时应佩戴手套如果焊锡膏接触皮肤,应立即用水冲洗.1.2、取放刮刀时,避免刀锋划过皮肤,防止划伤身体。
DEK PRINTER 培训教程
step
OPEN COVER
Fiducial Setup
Adjust
Search step
Search Rest
Single
Exit
让机器搜索Mark点,如 果测量Mark时没有问题 的话,一般不会差太 远,也就不会用这个选 项,就可以直接到g步骤
本图例只是用于讲 解,机器上有这些菜 单,而不能代表机器 上的F1-F8!!!以 下类同
• 八:Maint(维修保养)
1 :Calib machine<效准机器> 2:House keeping a: Set Date, b: Set Time ,c: Print Data, d: copy Data e: Delete Data<慎用,里面有机器自带的程式,不能删除> f: EXIT<退出>
• • • • 不印刷,只是过板,Step单步,点一下一个动作。 2: Load Data<调程式 3:Edit Data<编辑程式> 4: Setup Squeegee<换刮刀> 5: Change screen<夹紧钢网/松开钢网>
•
• •
6: Change Tooling<换PIN> 7: Change language<换语言>慎用 8: EXIT<退出>
• 七:Monitor() • 1:Log Off<退出系统>
• • • • • • • • • • • • 2: 3: 4: 5: 6: 7:
Clear Batch<清除产量> Batch Limit<定额产量> Perform Display<机器的运转显示> Event Display<事件的显示> System Disable EXIT<退出>
最新印刷机培训教材

~20~
七.換頂針7 換頂針7
Exit退出此介面 按Exit退出此介面
~21~
七.換頂針8 換頂針8
固定後, HomeCamera將相 將PCB固定後,按HomeCamera將相 固定後 機移至原點位置。 機移至原點位置。
~22~
七.換頂針9 換頂針9
PrintHeight將頂針 將頂針Table升起來 按PrintHeight將頂針 升起來
~38~
核對辨識點7 核對辨識點7
資料輸入OK 資料輸入OK後可按 OK後可按 LocateFiducial進行測試 進行測試, LocateFiducial進行測試, 如果數值為“0”表示無 如果數值為“0”表示無 法通過, 0”則資料 法通過,非“0”則資料 正確
~39~
核對辨識點8 核對辨識點8
~27~
九.安裝與清洗刮刀
• 在取出鋼板的時候,松開固定刮刀的兩個螺絲 在取出鋼板的時候, 即可取出刮刀. 即可取出刮刀. • 應鬆開錫膏擋片以對刮刀進行徹底清潔. 應鬆開錫膏擋片以對刮刀進行徹底清潔. • 旋緊螺絲時應注意避免螺絲滑絲. 旋緊螺絲時應注意避免螺絲滑絲. • 安裝刮刀時應保持兩邊平衡. 安裝刮刀時應保持兩邊平衡. • 輕拿輕放,避免損壞刮刀. 輕拿輕放,避免損壞刮刀.
~16~
七.換頂針3 換頂針3
1.將位置調至機器顯示之寬度 將位置調至機器顯示之寬度 2.拿出機器內所有的頂針後按 拿出機器內所有的頂針後按 HomeCleaner將鋼板擦拭裝置放回 HomeCleaner將鋼板擦拭裝置放回
~17~
七.換頂針4 換頂針4
1.再按BoardStop使機器主擋移至 再按BoardStop使機器主擋移至 再按 PCB定位之位置。 定位之位置。 定位之位置
DEK印刷机操作培训教材(课堂PPT)

• 按Change Tooling
Mode Load Edit
Setup
Data Data Squeegee
• 按Open Cover
Change Screen
Change Tooling
Change Exit Language
Adjust Open Home Cover Cleaner
BOARD CLAMPS
•按Exit ,退回主菜单
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME SOLVENT
PRIME PAPER
PRIME SOLVENT
maint
Exit Exit
11
换顶针(1)
• 在主画面面,按Setup
Run Open Paste Clean Adjust Setup monitor maint
板时间). • Front Print Speed前印刷速度 • Rear Print Speed后印刷速度
5
主画面的识別(3)
• Front Pressure 前刮刀压力 • Rear Pressure 后刮刀压力 • Separation Speed 分离速度 • Clean 1 Count Rate:4/10 • 清洁频率为每刷十块 PCB擦一次钢网,現在已刷了
• 关上前盖
• 按亮‘系统键’
maint Exit
14
加锡膏(2)
• 按Continue
DEK培训教材
注
操
意
作
事
项
Rev: A0
1
操作
2
操作
•主画面的识別
DEK印刷机调机教材_CT
DEK印刷機調機教材1、正確瞭解程式中的每一參數在生產過程中,我們在做新程式的過程中,目前的做法是在一個老的程式的基礎上進行“修改”而獲得我們所需要的程式,儘管如此,我們還是有必要瞭解在SETUP狀態下EDIT功能表中各項參數的含義和使用、調整方法。
∙Product Name 產品名稱,最多可接受不包含標點的8個字元。
∙Product ID 是對產品的說明性文字,沒有實質性意義,最多32個字元,螢幕會顯示頭20個字元。
∙Product Barcode 產品條碼,最長20個字元。
目前我們沒有使用。
(僅265GSX可使用)∙Screen barcode 對應產品的鋼網的條碼,目前我們沒有使用。
(265GSX )∙Dwell Height 刮刀停留高度(主要用於觀察捲軸的情況)最小 5mm 最大 40mm增量 1mm 缺省 30mm∙Dwell Speed 刮刀運動到Dwell高度的速度最小 10mm/sec 最大30mm/sec增量 1mm/sec 缺省 24mm/sec∙Screen Adapter 鋼網類別,選項有NONE,255,SANYO,HERAEUS,20X20,12X12∙Screen Image 鋼網框架定位選擇,有EDGE和CENTRE兩個選項,其中EDGE只適用於SANYO和FUJI鋼網框。
∙Custom Screen 用於對鋼網位置的定義和調整,我們多數情況使用DISABLED。
∙Board Width 板寬,40--508mm,增量0.1mm∙Board Length 板長,50--510mm,增量0.1mm∙Board Thickness 板厚,0.20--6.0mm,增量0.01mm∙Print Speed 印刷速度,2--150mm/sec,增量1mm/sec∙Flood Speed 未用∙Print Front Limit 從板的前邊沿到印刷起點位置的距離,0--板寬,缺省0mm∙Print Rear Limit 從板的後邊沿到印刷起點位置的距離,0--板寬,缺省0mm∙Front Pressure 前刮刀壓力,0--20kg,增量0.2kg∙Rear Pressure 後刮刀壓力,0--20kg,增量0.2kg∙Flood Height 未用∙Print Gap 在印刷時,PCB板和鋼網之間的間隙,0-6mm,增量0.025mm ∙Underside Clearance 定義PCB板底面和機器頂針頂端間的距離,主要是針對底面有元件的板而言。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DEK印刷机高级培训教材
DEK INFINITY 培训教材
一、DEK软件的安装
DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。
DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示):
安装之前,用软盘备份CONFIG.CFG及CONFIG.TXT文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。
步骤如下:
1、备份CONFIG.CFG 及CONFIG.TXT文件。
2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。
3、拷贝回备份的CONFIG.CFG 及CONFIG.TXT文件。
4、设置触摸屏的中心位置。
5、中断控制程序。
6、安装06版本的补丁程序SP04(SP04安装盘)。
其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软
件。
二、安全控制
DEK机在以下几个方面进行了安全设计方面的考虑:
∙EMERGENCE STOP
∙保险和自动跳断开关
∙印刷头支撑
∙PRINT CARRIAGE BRAKE
PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时PRINT CARRIAGE不会碰装到设备后部机架。
工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动,从而起到阻止马达转动的功能。
当电磁铁带电以后,它就能使压力片在电磁力的作用下离开摩擦片,这
样摩擦轮就能自由的跟随马达转动。
.RISING TABLE BRAKE
RISING TABLE 刹车部分
工作原理:工作时电磁线圈带电,将ARMATURE PLATE 吸住,用键槽固定在丝杆上的摩擦片放松,丝杆可转动,当开盖、断电是电磁贴断电,弹簧会将ARMATURE PLATE推上和摩擦轮压紧,由于AMMATURE PLATE用螺丝固定在机座上,它不能随丝杆转动,所以这时TABLE不会因为重力等原因往下掉。
三、电源部分
电源供应系统由M23和M24两个电源箱控制,最终提供+5v,+12v,-12v,+24v,~44v的电源,分别供应给电脑,风扇,控制卡,各类直流马达等。
在这过程中完成了电源部分的测试与调整。
M23为机器的交流电源箱,根据实际的交流电源供应,通过电源箱内的跳线确定输出电压。
输出44Vac 到M24直流电源控制箱。
电压的测试及调整点如图。
调整到的范围是:
直流伺服马达有:
∙RISING TABEL AXIS MOTOR
∙PRINT CARRIAGE
∙VISION CAMERA X AXIS
∙VISION CAMERA Y AXIS
24V步进马达有:
∙FRONT SQUEEGE STEPPER MOTOR
∙REAR SQUEEGE STEPPER MOTOR
∙MOVING RAIL STEPPER MOTOR
∙MOVING SCREEN STEPPER MOTOR
12V步进马达有:
∙X FWD SCREEN ACTUATOR STEPPER MOTOR
∙X REAR SCREEN ACTUATOR STEPPER MOTOR
∙Y SCREEN ACTUATOR STEPPER MOTOR
∙PASTE DISPENSE STEPPER MOTOR
四、控制部分
电气控制系统由M19 PC箱和控制卡箱组成,控制各个马达的动作,sensor的感应处理,人机界面处理等。
各部件的机械控制系统包括PRINT CARRIGE,SCREEN ALIGNMENT,HEAD LIFT,CAMERA等各大部分。
控制单元的控制箱如图:
各卡的位置功能如下表:
上面的已完成
五、PRINTHEAD部分
PRINT HEAD由普通直流马达配合UP,DOWN两个SENSOR和DOWN极限限位开关控制行程。
1、下图是PRINTHEAD LATCH 结构示意图,该部分的调整要求是当HEAD LATCH打开时,图示四周的间隙在0.1-0.12MM之间,保证PRINTHEAD 的水平,通常这一部分是不需要调整的。
当铝垫磨损后可已将之更换。
2、 HEAD LIFT 结构,PRINTHEAD 上下极限位置感应器的调整
HEAD LIFT SENSOR位置可以按照下图的要求进行检查,在满足SENSOR位置条件下最后要确认将印刷头将下时CLEVIS与CLAMP之间一定保持1-2mm间隙。
在PRINT HEAD升起时,支撑杆刚好起支撑作用。
3、印刷头的水平检查
通常情况下,印刷机印刷头的水平是不需要重新调整的,检查这一水平是为了检查TABLE和钢网定位架的水平。
检查是按照图四的方法使用深度尺检查TABLE四个角上的高度,要求四个高度相差不超过
0.15mm,检查时可进入诊断模式驱动印刷头运动。
图四:
六、PRINT CARRIAGE 部分
1、PRINT CARRIAGE MODULE HOME SEQUENCE 图
2、图形分析:
当处理器向轴控制卡发出HOME指令时,轴控制卡向驱动卡发出HOME指令,马达向HOME SENSOR运动,当HOME SENSOR感应到FLAG的信号是,马达会接受到一个反向运动的指令,马达开始反向运动,当轴控制卡接到HOME 感应器中FLAG脱离信号时,轴控制卡向驱动卡发出马达停止的指令,马达在轴控制卡控制下停下来PRINT CARRIAGE MODULE到达HOME位置。
3、 PRINTCARRIAGE HOME 位置的检查与调整
参照下图,在诊断模式内将PRINTCARRIAGE运行到HOME位置,检查下图所示刮刀架定位架和前轨道皮带的后边之间的距离512MM+/-0.5MM是否合适,如果不合适可以调整下图右边PRINT CARRIAGE SENSOR,由于PRINT CARRIGE 轴伺服马达的INDEX PULSE不参与定位,所以调整HOME位置就可以调整PRINT CARRIAGE位置。
七、RISING TABLE 部分
RISING TABLE支撑PIN、PCB,同时在印刷过程中将轨道、支撑PIN、PCB运行到已经设定好的高度。
预备高度、照相高度、印刷高度等
RISING TABLE轴HOME SEQUENCE原理:
∙轴控制卡得到HOME指令
∙轴控制卡向驱动卡发出向HOME SENSOR运动的指令
∙驱动卡以中等速度驱动马大向HOME运动
∙当HOME SENSOR收到挡片进入SENSOR信号时会将这一信号送到轴控制卡,轴控制卡向驱动卡发出反向运动的指令,驱动卡驱动马达反向运动。
∙当HOME SENSOR感应到挡片离开时,轴控制卡开始找ENCODER的零脉冲,当找到零脉冲时同时检查HOME INTERLOCKSENSOR是否感应到信号,如果感应到挡片,HOME过程完成。
∙如果没有感应到信号,整个系统会将这一HOME过程重新进行一次,如果四次HOME过程都没有顺利完成,显示屏上就会出现POSITION ERROR。
注意事项:
∙不要去动和调整挡片,因为这一位置通常已经调好
∙更换感应器时一般也不需要调整挡片,但要注意挡片不要碰到了SENSOR
∙更换马达后需要进行VISION HEIGHT 和PRINT HEIGHT的CALIBRATION。
RISING TABLE 系统各SENSOR调整要求:
八、Frame马达的更换和 Air gap 的调整
更换SCREEN ALIGNMENT的三个马达,即XF,XR和Y,其拆卸比较方便,其中XR和XF可以互换。
在马达更换后,必须做VISION CALIBRATION和OFFEST CALIBRATION。
Air gap是FRAME和SCREEN ALIGNMENT之间的间隙,在吸合之后可以防止钢网在印刷过程中晃动,在吸合之前的间隙要求是0。
2mm到0。
25mm。