PCS型配料秤使用说明书
配料称量电子秤操作规程

配料称量电子秤操作规程1. 引言配料称量电子秤是在生产过程中用于准确测量和称量配料的重要设备。
为了保证称量的准确性和工作的安全性,制定本操作规程,规范配料称量电子秤的使用。
2. 适用范围本操作规程适用于所有使用配料称量电子秤的人员。
3. 设备准备在使用配料称量电子秤之前,操作人员应按照以下步骤进行设备准备: - 检查电子秤是否安装牢固,无松动或损坏的部件。
- 检查电子秤的电源线是否接地可靠。
- 保证电子秤周围环境干燥、无尘、无异物。
- 确保电子秤的仪表显示屏幕清晰可见。
4. 操作步骤4.1 打开电子秤•按下电子秤的开关按钮,待仪表显示屏显示正常后方可进行后续操作。
4.2 零点校准•将电子秤上放置一个空容器或称量盘。
•按下电子秤上的零调按钮,等待数秒钟,待仪表显示屏显示为“0.00”后,零点校准完成。
4.3 放置待称量物料•将待称量的物料小心放置于电子秤的称量盘或容器中。
•注意避免物料溢出或散落,以免影响称量的准确性。
4.4 选择计量单位•根据需要选择合适的计量单位,如千克(kg)、克(g)或其他单位。
•操作人员需明确所选计量单位,并按照规定进行操作。
4.5 进行称量•等待电子秤显示屏稳定,确认重量读数已定格,记录称量数值。
•如需继续称量其他物料,将已称量物料取出,清空称量盘或容器,再进行下一次称量。
4.6 完成操作•关闭电子秤开关,将电子秤恢复到待机状态。
•清理和整理工作区域,保持干净整洁。
5. 操作注意事项•操作人员需经过专业培训,熟悉电子秤的使用方式和操作规程。
•在使用电子秤时,应避免使用过大或过小的称量容器,以免影响称量的准确性。
•物料清理后应及时清理电子秤,避免秤盘及感应线路积聚杂质而影响称量准确性。
•遇到故障时,应立即停止使用,并及时报修或联系维护人员进行检修。
•禁止擅自更改电子秤的设置或进行其他非正常操作。
6. 安全注意事项•使用电子秤时,应保持手部干燥和清洁,以免电子秤受潮或受污染。
PCS型配料秤使用说明书

PCS型配料秤使用说明书第一章、配料秤概述一、用途、使用围PCS系列配料秤主要用于不同物质的配比称重,适用于饲料厂配料、面粉厂后处理工段配粉以及化工、建材等行业的配料。
二、性能特点和主要技术参数1、性能特点:PCS系列配料秤由配料秤斗、控制仪表、称重传感器、控制电柜、计算机等组成,具有配比称量准确、可靠、结构合理,安装方便、维修简便,整体外形美观、无残留、带料、跑灰等不良情况,提高了配料精度和密封性能。
采用XK3201型大型称重控制器,对配料秤进行控制,控制器具有14位荧光管,显示批次、仓号、物料重量、配料累计值、触摸式键盘实现配方输入、控制参数设置、人工干预命令操作等功能。
(具体操作见称重控制器技术手册)。
2、主要技术参数:a. 规格(满秤量F·S):250㎏、500㎏、1000㎏、1500㎏、2000㎏b. 计量精度静态(砝码检定):优于±0.1%F·S动态(物料检定):优于±0.3%F·Sc. 喂料绞龙数目:一机一秤≤16 一机两秤≤24d. 气缸工作压力:0.4~0.6Mpae. 外形尺寸:见表一三、主要结构和工作原理:1.主要结构:1.1称重筒体:称重筒体由筒体、盖板、进料口等组成。
筒体采用圆形锥斗。
盖板、进料口通过螺栓与筒体联接,形成一整体。
进料口的位置可根据工艺定或根据现场出仓绞龙出料口的实际位置来确定。
通过软连接将进料口和绞龙出料口连接起来。
主要结构为:1、称重筒体,2、称重传感器,3、支撑腿,4、双门排料机构,5、出料口称重筒体与支撑腿之间通过传感器联接。
采用L-BX型悬臂梁式称重传感器,它一端固定,一端加载,受力后自动调心好,安装容易,使用方便,互换性好。
在每个传感器的两侧,各有一支撑螺杆——运输保护螺杆,将称重筒体与支撑腿联接,形成一整体,以便运输,同时也便于传感器的安装和维修。
1.3支撑腿:三个支撑腿在圆周方向均布,通过传感器支撑整个称重斗。
PCS说明书
分布式电源电能转换系统(PCS)说明书中船重工第七二四研究所鹏力科技产业集团中船重工鹏力(南京)新能源科技有限公司2012年2月前言适用读者范围工程技术人员、其他自动化控制装置选型、整定及检修人员,以及电力公用事业单位和相关从业人员。
适用范围该说明适用于分布式电源储能控制系统(PCS)。
技术支持如果需要分布式电源储能控制系统(PCS)产品的进一步信息,或者本说明书不能提供用户所需要的针对某些特殊问题的足够信息,请与我们技术部门联系。
指导与警告设备运行期间,须遵循安全运行条例,否则可能会导致严重的人身伤害或进一步的财产损失。
只有合格的经授权人员才可以操作此装置。
操作人员必须完全熟悉本说明书的所有警告、安全提示和相关用户文档,以及现场中装置运行安全条例。
只有具有授权的工作人员,完全遵照本说明书和相关说明书的所有警告很提示,进行正确的运输、储藏、搬运、安装、运行和维护此装置,才能保证装置的正确和安全运行。
尤其必须遵守正确的安全规定和条例(例如IEC,IN,VDE,EN或其他国家相关标准和国际标准)。
请遵守本说明书中的注意事项和警告!以保证您的安全和本产品的正常使用寿命。
合格的操作人员本说明书和产品标识所针对的授权人员需熟悉本产品的安装、组装和运行,以及了解此过程中的相关风险。
另外,他还应具备以下资格:接受过装置安装培训并被授权可以给装置上电、断电、清理,接地和给装置设置标签。
接受过紧急医疗救护培训。
责任声明虽然本说明书经过了严格校对。
但必要修订在所难免,本公司保留对此说明书修改的权利如果产品与说明书有不符之处,请您及时和我们联系,我们将为您提供相应的服务,并对您提出的建议表示感谢,但我们不承担由此带来的责任。
目录技术说明书.................................................... - 3 -一、PCS概述 .................................................. - 4 -1.1 PCS概述 .................................................. - 4 - 1.2 PCS示意图 ................................................ - 5 -1.3 PCS应用领域............................................... - 6 -二、PCS原理介绍............................................... - 8 -三、PCS主要性能及技术特点..................................... - 9 -3.1 PCS主要性能............................................... - 9 -3.2 PCS的基本技术特点........................................ - 10 -四、PCS储能单元.............................................. - 11 -4.1电池堆(BP).............................................. - 11 - 4.2电池屏柜 ................................................. - 12 - 4.3电池管理系统(BMS)....................................... - 12 -4.4储能变流器(PCS)......................................... - 13 -五、PCS拓扑结构.............................................. - 14 -六、PCS工作模式.............................................. - 15 -6.1远程调度模式.............................................. - 15 -6.2就地操作模式.............................................. - 15 -七、PCS充放电模式............................................ - 16 -7.1并网充电模式.............................................. - 16 -7.2并网放电模式.............................................. - 16 -八、PCS控制和监控............................................ - 17 -九、PCS保护功能.............................................. - 18 -9.1电网过电压保护............................................ - 18 - 9.2低电压耐受能力............................................ - 18 - 9.3电网过、欠频保护.......................................... - 19 - 9.4过流保护及断路保护........................................ - 19 -9.5孤岛保护 ................................................. - 19 - 9.6充放电限制................................................ - 19 -9.7储能逆变器交流侧电压不平衡度.............................. - 19 -十、PCS孤岛运行.............................................. - 20 - 十一、PCS主要技术参数........................................ - 21 - 十二、PCS与电网调度系统典型组网方案.......................... - 23 - 十三、PCS典型应用及现场照片.................................. - 24 - 使用说明书........................................ 错误!未定义书签。
寺冈SM-80PCS电子秤设置方法
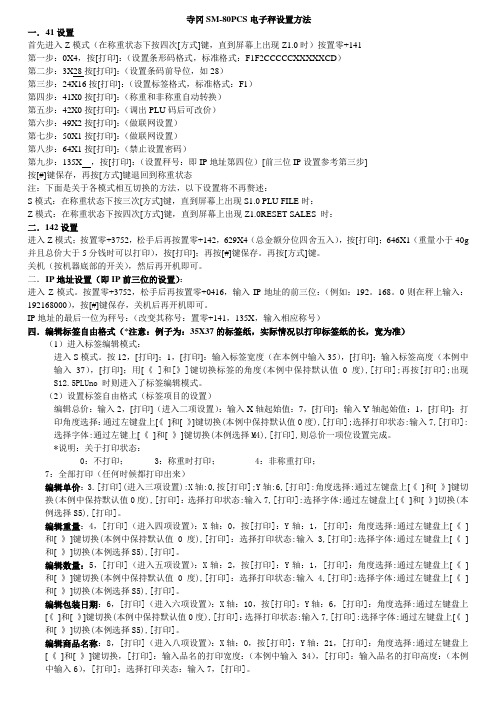
寺冈SM-80PCS电子秤设置方法一.41设置首先进入Z模式(在称重状态下按四次[方式]键,直到屏幕上出现Z1.0时)按置零+141第一步:0X4,按[打印]:(设置条形码格式,标准格式:F1F2CCCCCXXXXXCD)第二步:3X28按[打印]:(设置条码前导位,如28)第三步:24X16按[打印]:(设置标签格式,标准格式:F1)第四步:41X0按[打印]:(称重和非称重自动转换)第五步:42X0按[打印]:(调出PLU码后可改价)第六步:49X2按[打印]:(做联网设置)第七步:50X1按[打印]:(做联网设置)第八步:64X1按[打印]:(禁止设置密码)第九步:135X ,按[打印]:(设置秤号:即IP地址第四位)[前三位IP设置参考第三步]按[#]键保存,再按[方式]键退回到称重状态注:下面是关于各模式相互切换的方法,以下设置将不再赘述:S模式:在称重状态下按三次[方式]键,直到屏幕上出现S1.0 PLU FILE时:Z模式:在称重状态下按四次[方式]键,直到屏幕上出现Z1.0RESET SALES 时:二.142设置进入Z模式;按置零+3752,松手后再按置零+142,629X4(总金额分位四舍五入),按[打印];646X1(重量小于40g 并且总价大于5分钱时可以打印),按[打印];再按[#]键保存。
再按[方式]键。
关机(按机器底部的开关),然后再开机即可。
二.I P地址设置(即IP前三位的设置):进入Z模式。
按置零+3752,松手后再按置零+0416,输入IP地址的前三位:(例如:192。
168。
0则在秤上输入:192168000),按[#]键保存,关机后再开机即可。
IP地址的最后一位为秤号:(改变其称号:置零+141,135X,输入相应称号)四.编辑标签自由格式(*注意:例子为:35X37的标签纸,实际情况以打印标签纸的长,宽为准)(1)进入标签编辑模式:进入S模式。
按12,[打印];1,[打印]:输入标签宽度(在本例中输入35),[打印];输入标签高度(本例中输入37),[打印];用[《 ]和[》]键切换标签的角度(本例中保持默认值0度),[打印];再按[打印];出现S12.5PLUno 时则进入了标签编辑模式。
80pcs寺冈电子条码称操作步骤.doc
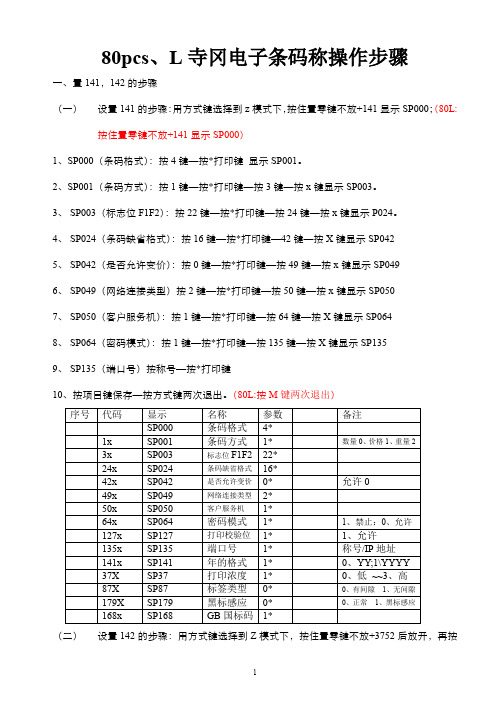
80pcs、L寺冈电子条码称操作步骤一、置141,142的步骤(一)设置141的步骤:用方式键选择到z模式下,按住置零键不放+141显示SP000;(80L: 按住置零键不放+141显示SP000)1、SP000(条码格式):按4键—按*打印键显示SP001。
2、SP001(条码方式):按1键—按*打印键—按3键—按x键显示SP003。
3、SP003(标志位F1F2):按22键—按*打印键—按24键—按x键显示P024。
4、SP024(条码缺省格式):按16键—按*打印键—42键—按X键显示SP0425、SP042(是否允许变价):按0键—按*打印键—按49键—按x键显示SP0496、SP049(网络连接类型)按2键—按*打印键—按50键—按x键显示SP0507、SP050(客户服务机):按1键—按*打印键—按64键—按X键显示SP0648、SP064(密码模式):按1键—按*打印键—按135键—按X键显示SP1359、SP135(端口号)按称号—按*打印键10、按项目键保存—按方式键两次退出。
(80L:按M键两次退出)(二)设置142的步骤:用方式键选择到Z模式下,按住置零键不放+3752后放开,再按置零键不放+142后放开显示SP600;(80L:按住置零键不放+3752后放开,再按置零键不放+142后放开显示SP600)1、SP600:按629键—按*打印键(80L:按X键)—显示SP626.2、SP629:按4键—按*打印键—按项目间保存—按方式键两次退出(3:四设五入、4:保留分)。
(80L:按M M键两次退出)3、SP628:按2键4、四次方式置零不放3752 置零不放142 628X 2 * 0 * 项目代码二、标签格式的设置步骤:(一)12X的设置(30*37空白打印纸)按方式键选择到S模式下:(80L:按M 键—按置零键—按M键—按12键—按X键—按1键—按*键(显示Y_Cn_t))1、输入12—按*打印键—按1键—按*打印键—输入56—按*打印键—输入37—按*打印键三次,显示S 12.5 PIU.1F1EM;(80L:按去皮键—输入56—按*打印键—输入37—按*打印键—按0键(显示P12.6no 1FrEE0))(二)、11X文本格式设置:按方式键选择在S模式下(80L: 按M 键—按置零键—按M键)1、按11键—按*打印键—按1键—按*打印键。
电子称设备操作说明书 范本
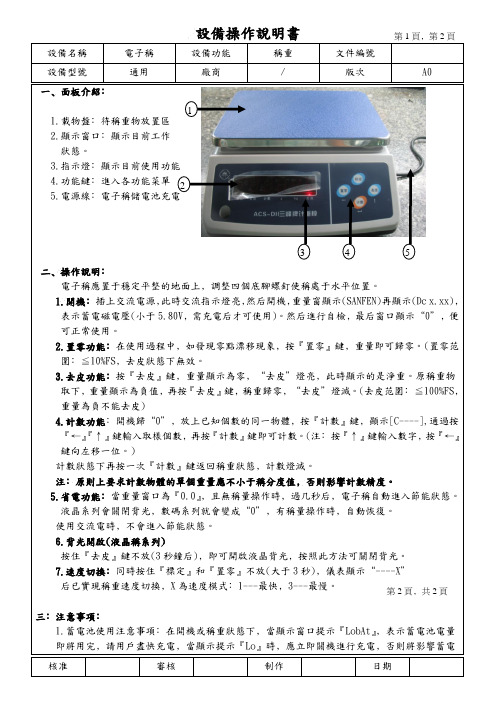
設備操作說明書設備名稱 電子稱 設備功能 稱重 文件編號設備型號通用廠商/版次A0一﹑面板介紹﹕ 1.載物盤﹕待稱重物放置區 2.顯示窗口﹕顯示目前工作 狀態。
3.指示燈﹕顯示目前使用功能4.功能鍵﹕進入各功能菜單5.電源線﹕電子稱儲電池充電二﹑操作說明﹕電子稱應置于穩定平整的地面上﹐調整四個底腳螺釘使稱處于水平位置。
1.開機﹕插上交流電源﹐此時交流指示燈亮﹐然后開機﹐重量窗顯示(SANFEN)再顯示(Dc x.xx)﹐表示蓄電磁電壓(小于5.80V ﹐需充電后才可使用)。
然后進行自檢﹐最后窗口顯示“0”﹐便可正常使用。
2.置零功能﹕在使用過程中﹐如發現零點漂移現象﹐按『置零』鍵﹐重量即可歸零。
(置零范圍﹕≦10%FS ﹐去皮狀態下無效。
3.去皮功能﹕按『去皮』鍵﹐重量顯示為零﹐“去皮”燈亮﹐此時顯示的是淨重。
原稱重物取下﹐重量顯示為負值﹐再按『去皮』鍵﹐稱重歸零﹐“去皮”燈滅。
(去皮范圍﹕≦100%FS ﹐重量為負不能去皮)4.計數功能﹕開機歸“0”﹐放上已知個數的同一物體﹐按『計數』鍵﹐顯示[C----],通過按『←』『↑』鍵輸入取樣個數﹐再按『計數』鍵即可計數。
(注﹕按『↑』鍵輸入數字﹐按『←』鍵向左移一位。
)計數狀態下再按一次『計數』鍵返回稱重狀態﹐計數燈滅。
注﹕原則上要求計數物體的單個重量應不小于稱分度值﹐否則影響計數精度。
5.省電功能﹕當重量窗口為『0.0』﹐且無稱量操作時﹐過几秒后﹐電子稱自動進入節能狀態。
液晶系列會關閉背光﹐數碼系列就會變成“0”﹐有稱量操作時﹐自動恢復。
使用交流電時﹐不會進入節能狀態。
6.背光開啟(液晶稱系列)按住『去皮』鍵不放(3秒鐘后)﹐即可開啟液晶背光﹐按照此方法可關閉背光。
7.速度切換﹕同時按住『標定』和『置零』不放(大于3秒)﹐儀表顯示“----X ”后已實現稱重速度切換﹐X 為速度模式﹕1---最快﹐3---最慢。
三﹕注意事項﹕1.蓄電池使用注意事項﹕在開機或稱重狀態下﹐當顯示窗口提示『LobAt 』﹐表示蓄電池電量 即將用完﹐請用戶盡快充電﹐當顯示提示『Lo 』時﹐應立即關機進行充電﹐否則將影響蓄電1 5234 第2頁﹐共2頁設備操作說明書。
电子秤配料操作手册
电子秤通用配料系统(洗煤厂焦化厂) 操作手册北京华海兴业电子设备公司操作手册我公司原煤配料系统及软件是专门为焦化、洗煤行业设计推出的产品。
它集计量、控制于一体,功能强大,全中文显示,界面友好、直观,易于操作与控制。
该软件具有两种操作级别:操作员方式主要是面对现场操作人员。
工程师操作方式作为高级操作方式,主要面对系统维护人员及管理人员,需输入密码才能进行操作。
后面详细介绍两种方式下的操作。
系统启动“xh.exe”(xh只是一个代称,该名称一般为各厂厂名的缩写,便于记忆,例如:兴华焦化厂,那么该程序名称为xh.exe)文件:是执行配料系统的命令文件。
在“xh”(xh是子目录名称,一般也为各使用厂家的厂名缩写,例如兴华焦化厂,该目录即为xh)目录下,直接键人“xh”即可进入配料系统,[c:\xh>xh(回车)]。
启动时还可使用如下选项:xh/W:关掉报警功能xh/Q: 快速进入系统(不显示系统首页画面)操作员方式系统启动后,直接进入电子秤计量配料系统“动态参数表”画面(图一),此时系统默认为操作员方式(缺省模式)。
进入系统画面后,可看到两个窗口,上部为“动态参数表’窗口,主要显示系统运行时的各种实时参数,以备现场技术人员随时监控生产系统;下部为“信息”窗口,可记录任何操作、报警与故障信息。
运行中,“信息”窗口的内容在运行中自动存盘,可备日后查阅。
此状态下,按空格键或单击鼠标左键可激活操作菜单(图二)。
通过方向键、鼠标选择目标并确认即可实现该功能。
(图一)(图二)“操作菜单”:一、“配料参数设置”:由化验室提供原料成分所用数据及各种原料配比将其输入“配料参数设置”参数屏(如图三)。
其修改方法为:用方向键、Tab 键或鼠标选中所需修改的数据栏,将数据直接输入即可。
持全部修改完成后,接回车键或用鼠标键点中“确定”栏进行确认。
二、“查看本月产量”,可以查看使用期间任意一天的产量(这一功能仅限于有硬盘的主机,而且必须在使用期间连续运行,不关机)三、“查看台时产量”,可以查看一天内每小时的产量。
申克配料秤仪表使用说明书

申克配料秤仪表说明书目录第一章概述 (1)第二章控制 (4)第三章系统参数 (10)第四章效验与标定 (24)第五章系统服务值 (27)第六章事件信息 (28)第七章安装与调整 (31)第八章维护 (33)通讯协议第一章概述一、FIP-403称重控制仪FIP-403是DEL/DEM定量给料机的测量和控制系统。
本说明书涉及配有传送皮带的控制系统。
1.称重给料机通过调节皮带速度来控制给料速率。
2.控制预给料机的皮带秤通过调节皮带负载来控制给料速率。
3.具有恒定负载的皮带秤通过控制传送带速度来调节皮带负载。
二、显示5×7点阵规格,6mm高字符上部显示左侧:运行信息右侧:设定的给料速率,单位为kg/h或t/h 下部显示左侧:事件信息右侧:可设定给料速率、皮带速度等三、信号灯2个绿色和3个红色LED。
绿色信号灯:就绪待用红色信号灯:错误或极限值信息四、键盘微动开关启动或停止。
预选下部显示;功能选择。
复位计数器。
FUNC 调用功能菜单和事件信息正文。
DEL 确认事件信息;删除输入。
ESC 中止功能。
ENT 启动功能;确认输入。
DAT 准备输入,如输入设定值。
输入参数。
输入符号和小数点。
五、符号定义I = 给料速率单位:kg/h或t/h在单位时间里从皮带上卸下的物料数量。
P = 给料速率设定值单位:kg/h或t/hZ = 给料速率单位:kg或t给料数量=给料速率×给料时间。
V = 传送皮带速度单位:m/sQ = 皮带负载单位:kg/m每米传送皮带上的物料重量。
重量测定:受控方式体积测定:非受控方式六、测量原理连续测量传送带负载Q和传送带速度V,并将二者相乘,乘积便是给料速率,进而可计算出给料数量。
I=Q·V·3600I kg/h Q kg/m V m/s第二章控制一、上电上电出现故障期间·计数器读数·计数器脉冲无输出·预选项正常显示服务值等,如ON-time以上各项能持续保持。
微机配料系统操作说明

微机配料系统操作说明(总26页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March微机配料系统操作说明唐山金鼎自控技术有限公司2008年修目录一、概述――――――――――――――――――――――――――――――2二、本软件系统讲解―――――――――――――――――――――――――3①料名管理―――――――――――――――――――――――――――4②仓料对照―――――――――――――――――――――――――――5③配方管理―――――――――――――――――――――――――――6~9④生产参数―――――――――――――――――――――――――――10~11⑤系统检测―――――――――――――――――――――――――――12~13⑥正常生产―――――――――――――――――――――――――――14~17⑦数据报表―――――――――――――――――――――――――――17~20三、选定功能――――――――――――――――――――――――――21一、概述:此微机控制配料系统是我公司集十多年丰富经验开发的控制系统,取多家同行业、同类控制系统之所长,功能齐全,运行稳定,具有较高的性价比。
在2007年以前本软件运行于WIN98平台下,自2007年后经过一年的多次测试和实验本软件升级到WIN2000或WINXP操作系统下,外围设备采用PLC中间控制,从原有基础上大大提高了稳定性,增强对外界恶劣环境的耐久性!本软件主要功能如下(部份功能由客户选定):◆变频配料和非变频配料两种方式(区别:变频与非变频区别说在-慢加料过程中,变频更改电机频率,非变频采用点动加料!)◆在线修改提前量、允许误差、变频速度、快慢加料提前量、点动时间,也可以设定为自动修正落差。
◆在线打印数据报表(每批次报表、阶段报表、日报表、月报表、年报表)。
◆在线换仓,如果某一仓中原料已用完,可以通过换仓按钮跳到另一存储相同原料的仓位,同时当前配方号也做相应的调整。
PCS型配料秤使用说明书

PCS型配料秤使用说明书第一章、配料秤概述一、用途、使用范围PCS系列配料秤主要用于不同物质的配比称重,适用于饲料厂配料、面粉厂后处理工段配粉以及化工、建材等行业的配料。
二、性能特点和主要技术参数1、性能特点:PCS系列配料秤由配料秤斗、控制仪表、称重传感器、控制电柜、计算机等组成,具有配比称量准确、可靠、结构合理,安装方便、维修简便,整体外形美观、无残留、带料、跑灰等不良情况,提高了配料精度和密封性能。
采用XK3201型大型称重控制器,对配料秤进行控制,控制器具有14位荧光管,显示批次、仓号、物料重量、配料累计值、触摸式键盘实现配方输入、控制参数设置、人工干预命令操作等功能。
(具体操作见称重控制器技术手册)。
2、主要技术参数:a. 规格(满秤量F·S):250㎏、500㎏、1000㎏、1500㎏、2000㎏b. 计量精度静态(砝码检定):优于±0.1%F·S动态(物料检定):优于±0.3%F·Sc. 喂料绞龙数目:一机一秤≤16 一机两秤≤24d. 气缸工作压力:0.4~0.6Mpae. 外形尺寸:见表一三、主要结构和工作原理:1.主要结构:1.1称重筒体:称重筒体由筒体、盖板、进料口等组成。
筒体采用圆形锥斗。
盖板、进料口通过螺栓与筒体联接,形成一整体。
进料口的位置可根据工艺定或根据现场出仓绞龙出料口的实际位置来确定。
通过软连接将进料口和绞龙出料口连接起来。
主要结构为:1、称重筒体,2、称重传感器,3、支撑腿,4、双门排料机构,5、出料口表一:规格ΦA ΦB ΦC H2 H H1 250㎏1460 1400 300 1500 1570 540 500㎏1560 1500 400 1850 1930 837 1000㎏1960 1900 500 2150 2236 678+600 2000㎏2260 2200 600 2700 2820 937+600 1.2称重传感器:称重筒体与支撑腿之间通过传感器联接。
配料秤说明书[1]
![配料秤说明书[1]](https://img.taocdn.com/s3/m/35217fd0240c844769eaee4d.png)
ICS-800H3-PL型配料电子皮带秤使用手册编制:审核:标准化:批准:ICS-800H3-PL型配料电子皮带秤使用手册注意使用本产品前,请仔细阅读本使用手册,用户在遵守产品的维护保养、使用和安装运输规则的条件下,从制造厂发货到用户之日起一年内,若产品因制造质量不良而发生的损坏或不能正常工作,制造厂无偿为用户修理产品或更换零部件。
本产品执行标准GB/T7721-1995鲁制00000055®2011年月第1次印刷第一章概述 (1)第二章主要技术参数 (1)第三章环境条件 (1)第四章机械结构形式 (1)第五章工作原理 (3)第六章安装与调试 (3)6.1 安装前的准备工作 (3)6.3 电气安装 (4)6.4 调试 (4)第七章维护及注意事项 (5)第八章运输与贮存 (5)第一章概述配料电子皮带秤是一种集输送、称量、给料于一体的机电一体化产品,它不仅能检测物料累计量和物料流量,而且能够根据输送带上物料的瞬时流量和设定值的差值,去调整物料流量的大小,构成一个闭环系统,达到物料恒速或调速给料的目的。
配料皮带秤可应用在冶金、建材、化工、食品等行业中,对散料进行配料、定量给料、流量控制等,是一种应用广泛的工艺过程中的计量器具。
第二章主要技术参数1、输送带宽度: 8000mm2、输送机长度(头尾滚筒距): 2800mm3、输送带运行速度: 0.4m/s4、物料密度: 0.7t/m35、物料粒度:不大于80mm6、输送量: 40t/h第三章环境条件1、环境温度:秤体 -20~+50℃2、相对湿度:不大于90%RH3、拖动电机电源:电压:380±38V;频率:50±1Hz。
4、秤体应远离振动源,附近不得有强磁场及大型机电设备的干扰。
5、室外安装时应有防雨和避雷措施。
第四章机械结构形式配料电子皮带秤为整机式皮带秤,它实际上是一种小型的皮带输送机,在输送机的上下皮带之间内装上皮带秤。
配料秤使用说明书
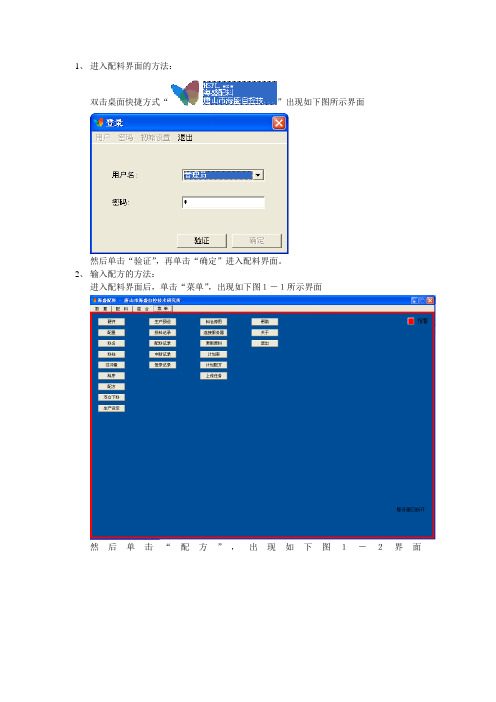
1、进入配料界面的方法:双击桌面快捷方式“”出现如下图所示界面然后单击“验证”,再单击“确定”进入配料界面。
2、输入配方的方法:进入配料界面后,单击“菜单”,出现如下图1-1所示界面然后单击“配方”,出现如下图1-2界面然后输入配方即可,配方输入完成点击“保存”即保存配方。
若要继续输入配方可点击“新建”继续输入配方;若点击“初始化”将删除所有配方,所以不要点击"初始化";3、更改料名的方法:单击“菜单”,然后出现如1-1界面,然后点击“料名”,出现如下图1-3所示界面然后输入或更改料名即可,输入或更改料名完成,点击“确定”即保存。
4、更改料柱的方法“单击“菜单",然后在点击”料柱“出现如下图1-4所示界面然后更改对应仓的料柱即可,若误差是正数增加对应仓的料柱;若误差是负数减小对应仓的料柱;更改完成,点击“确定“保存5、更改“料序”的方法单击“菜单”然后点击“料序”出现如下图1-5所示界面然后可根据实际情况,更改料序,注意:不能出现两个仓的料序一样。
更改完成点击“确定”保存。
6、更改“双仓下料”的方法:单击“菜单”然后再点击“双仓下料”出现如下图1-6所示界面然后更改需要同时下料的仓即可。
左边仓号为主仓号,右边仓号为副仓号。
如果主、副仓号相同,则双仓下料无效;如果不同,则双下料有效。
主仓下料时,副仓也下料。
更改完成单击“确定”保存。
7、设置“生产设定的方法”即设定将要生产的配方单击“菜单”然后点击“生产设定”出现如下图1-7所示界面在“产品名称”对话框内选择要生产的配方;在总秤数对话框内输入需要生产的总秤数;在混合机混合时间对话框内输入混合时间;在混合机卸料时间对话框内输入卸料时间;然后单击“+”将配方加入,然后单击“确定”即可。
然后单击“数据”出现如下图1-8所示界面然后单击“开始”将开始配料单击“暂停”停止配料单击“继续”继续配料8、打印“配料记录”的方法单击“菜单”,然后单击“配料记录”出现如下图1-9所示界面选择相应的打印方式,然后点击“更新”将出现所需数据,然后单击“打印”打印数据9、退出配料界面的方法:单击“数据”然后单击“退出”出现如下1-10所示界面然后单击“是”退出配料界面。
配料机说明书

称料机使用简要说明
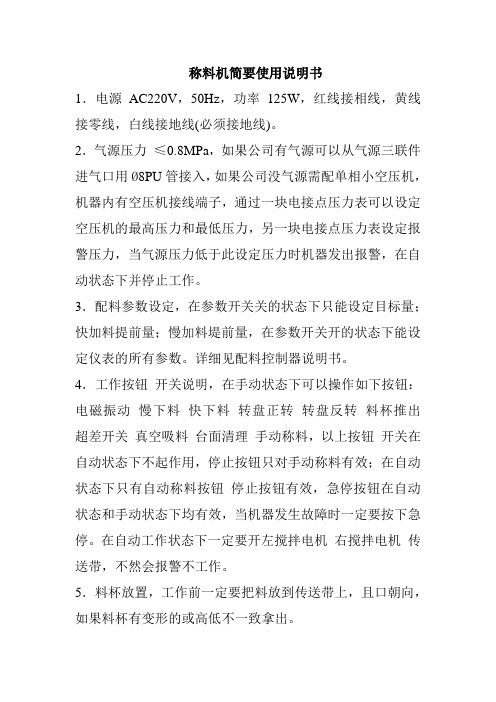
称料机简要使用说明书1.电源AC220V,50Hz,功率125W,红线接相线,黄线接零线,白线接地线(必须接地线)。
2.气源压力≤0.8MPa,如果公司有气源可以从气源三联件进气口用Ø8PU管接入,如果公司没气源需配单相小空压机,机器内有空压机接线端子,通过一块电接点压力表可以设定空压机的最高压力和最低压力,另一块电接点压力表设定报警压力,当气源压力低于此设定压力时机器发出报警,在自动状态下并停止工作。
3.配料参数设定,在参数开关关的状态下只能设定目标量;快加料提前量;慢加料堤前量,在参数开关开的状态下能设定仪表的所有参数。
详细见配料控制器说明书。
4.工作按钮开关说明,在手动状态下可以操作如下按钮:电磁振动慢下料快下料转盘正转转盘反转料杯推出超差开关真空吸料台面清理手动称料,以上按钮开关在自动状态下不起作用,停止按钮只对手动称料有效;在自动状态下只有自动称料按钮停止按钮有效,急停按钮在自动状态和手动状态下均有效,当机器发生故障时一定要按下急停。
在自动工作状态下一定要开左搅拌电机右搅拌电机传送带,不然会报警不工作。
5.料杯放置,工作前一定要把料放到传送带上,且口朝向,如果料杯有变形的或高低不一致拿出。
6.投料,机器上面有二个料斗,一个用于快下料,一个用慢下料,也可以只用慢下料。
一次投料不要太多,以免发生堵料塞料,加料量比传送带上的料杯总容量大一多倍就行。
7.快加料,慢加料调整,一通过配料控制器设定快加料提前量,慢加料堤前量,二通过调整快下料电机和慢下料电机的转速。
8.误差率,在设定配料参数时如果误差设定越小精度越高,机器的误差率会越高,效率也会越低。
对于称量合格的料杯会推出来,不合格会落到台面下的滑道上,需要工人拿出,将料杯清理干净后放回到传送带上。
9.计数,操作面板上有一计数器用于合格料杯的计数,每次工作前需要人工复位清零。
10.补充说明,工作开始时需要人工调整,同时配料控制器自身也在调整,所以开始误差率会很高。
电子秤设备操作说明书

第1頁,共1頁設備名稱电子秤設備功能称量文件編號
設備型號通用廠商双杰版次
核准審核製作日期
一﹑面板介紹﹕
1 2 3 4 5 6 7
1.显示屏
2.单位转换
3.平均值
4.归零
5.计数
6.电源开关
7.电源线
二、操作步骤:
1、打开电子秤电源开关(图六)所示。
2、按归零键进行归零操作(图四)所示。
3、按(图二)调整到单位转换栏进行精确到两位小数和四位小数转换。
三、注意事项:
1、注意保持按键及表面的整洁。
2、不要将较重的物体放置于电子秤表面以免造成内部部件损坏,导致称量数据不准确。
3、电子秤最大量程为300g,切勿将过重物体放置称量,以免造成电子秤损坏。
4、电子秤电源为交流220V,切勿将其电源线插错。
PCS型配料秤使用说明书

PCS型配料秤使用说明书第一章、配料秤概述一、用途、使用范围PCS系列配料秤主要用于不同物质的配比称重,适用于饲料厂配料、面粉厂后处理工段配粉以及化工、建材等行业的配料。
二、性能特点和主要技术参数1、性能特点:PCS系列配料秤由配料秤斗、控制仪表、称重传感器、控制电柜、计算机等组成,具有配比称量准确、可靠、结构合理,安装方便、维修简便,整体外形美观、无残留、带料、跑灰等不良情况,提高了配料精度和密封性能。
采用XK3201型大型称重控制器,对配料秤进行控制,控制器具有14位荧光管,显示批次、仓号、物料重量、配料累计值、触摸式键盘实现配方输入、控制参数设置、人工干预命令操作等功能。
(具体操作见称重控制器技术手册)。
2、主要技术参数:a. 规格(满秤量F·S):250㎏、500㎏、1000㎏、1500㎏、2000㎏b. 计量精度静态(砝码检定):优于±0.1%F·S动态(物料检定):优于±0.3%F·Sc. 喂料绞龙数目:一机一秤≤16 一机两秤≤24d. 气缸工作压力:0.4~0.6Mpae. 外形尺寸:见表一三、主要结构和工作原理:1.主要结构:1.1称重筒体:称重筒体由筒体、盖板、进料口等组成。
筒体采用圆形锥斗。
盖板、进料口通过螺栓与筒体联接,形成一整体。
进料口的位置可根据工艺定或根据现场出仓绞龙出料口的实际位置来确定。
通过软连接将进料口和绞龙出料口连接起来。
主要结构为:1、称重筒体,2、称重传感器,3、支撑腿,4、双门排料机构,5、出料口称重筒体与支撑腿之间通过传感器联接。
采用L-BX型悬臂梁式称重传感器,它一端固定,一端加载,受力后自动调心好,安装容易,使用方便,互换性好。
在每个传感器的两侧,各有一支撑螺杆——运输保护螺杆,将称重筒体与支撑腿联接,形成一整体,以便运输,同时也便于传感器的安装和维修。
1.3支撑腿:三个支撑腿在圆周方向均布,通过传感器支撑整个称重斗。
配料秤SYSTEM仪表说明指导书
配料秤SYSTEM-6仪表使用手册江苏天秤计控设备有限责任公司目录一、概述二、显示和阐明三、端子和接线四、功能和设立五、皮带秤标定六、故障排除附图:1、端子阐明2、接线阐明第一章概述SYSTEM-6仪表是我公司自行研制开发现场总线型称重仪表,该仪表采用世界先进技术,性能可靠,功能强大。
SYSTEM-6仪表广泛应用于各种行业动态称重领域。
合用于皮带秤、螺旋秤、料斗秤、失重秤、计量秤、包装秤、钢坯秤、地中衡、钢卷秤等各种工业称重设备。
注:本手册合用于配料皮带秤。
一、重要技术指标1.静态计量精度级别:三级2.系统动态计量精度:0.25%3.控制精度:0.50%4.适当皮带宽度:500—1600mm5.皮带带速:0.05—2m/s6.合计脉冲传送距离:1500m7.瞬时流量传送距离:1500m8.周边空气温度:—25~+40℃9.空气相对湿度:45%~75%10.电源:AC,220V±10%,50±2%Hz二、重要功能1.具备PID功能,构成闭环控制系统,可独立运营或在中控系统控制下完毕配料功能。
有4~20mA控制电流输出。
(负载为500Ω)2.具备光电隔离485通讯接口,通讯合同可选用PROFIBUS DP或者MODBUS。
可作为PROFIBUS DP从站。
3.具备多点DC、AC输出输入功能;4-20mA流量输出;0-5V和4-20mA 给定值输入4.具备各种组合及回路控制方式;5.具备非线性修正功能;6.具备抗干扰数字滤波功能;7.具备断电保护功能;8.具备抗干扰自启动功能;9.具备日历功能;阐明:关于通讯内容,请参阅仪表通讯手册。
三、重要特点1.该产品按照当今流行集散系统设计思想设计,可以便地和DCS或PLC 控制系统相联接;具备强大通讯功能,可以便地接入工业控制网络。
通讯合同可选用PROFIBUS DP或者MODBUS(RTU)。
2.采用当前国际上先进EPLD技术,在超大规模集成电路芯片内设计电路,大量地减少了印刷电路板上焊点数,有效地提高了可靠性。
包装秤操作说明

包装秤操作规程1 范围本标准规定了包装秤的操作规程、维护检修规程。
2 规范性引用文件GB/T1.1-2000《标准的结构与和编写规则》。
3 设备作业环境要求保持控制柜周围环境清洁、整齐、电气部分严禁受潮、保持干燥、无不安全状态。
4 设备安全要求4.1 进入岗位前,必须按现有劳保发放标准穿戴齐全。
4.2 操作前认真检查各种电机、链条、等机械连接部份及管道连接是否可靠,各运转部份的电器4.3 操作设备时切勿将手或者身体某个部位放在输送机等转动器件上,以防设备伤人。
5 设备的操作程序和方法5.1 操作前的准备工作5.1.1检查设备周围环境是否满足使用要求。
5.1.2 检查设备外部线路有无脱皮裸露导电金属部分。
5.1.3检查设备电源是否满足技术要求。
5.2 开机、进入系统、画面说明5.2.1 开机:将控制柜上所有转换开关置于“自动”将柜体内所有“空开”置于ON。
5.2.2 触摸屏启动,点击按钮进入到主页面画面说明:此画面反应整个系统大致结构,工艺流程,包含旋转给料机,链运机手动操作,手动,急停切换,实时重量显示,各个部件运行状态显示等。
○1.:开启时根据缓冲仓料位自动控制链运机、给料机、闸板阀动作,频率需人工设置(④处于自动模式)。
○2.点击开始时会按照参数设置里面设置的重量完成下料,下料完成后自动关闭两个下料阀(④处于自动模式)。
○3.点击开始后会按照参数设置里面的启停时间完成运输动作,运输完成自动停止(④处于自动模式)。
○4.手动与自动之间的切换,手动模式:单个设备之间的点动动作。
○5.紧急情况下按下(按下显示:),所有设备停止工作,○6.链运机与给料机的手动启停控制5.2.3手动画面,点击主页进入手动操作画面此时将系统处于手动模式,即模式可对单一设备进行点动控制,设备启动后上面的名称将变绿,如表示下料阀1处于启动状态,带有备妥标志的都需要处于状态下才可手动动作和自动动作,如果处于则需将控制柜上面转换开关置于自动位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCS型配料秤使用说明书第一章、配料秤概述一、用途、使用范围PCS系列配料秤主要用于不同物质的配比称重,适用于饲料厂配料、面粉厂后处理工段配粉以及化工、建材等行业的配料。
二、性能特点和主要技术参数1、性能特点:PCS系列配料秤由配料秤斗、控制仪表、称重传感器、控制电柜、计算机等组成,具有配比称量准确、可靠、结构合理,安装方便、维修简便,整体外形美观、无残留、带料、跑灰等不良情况,提高了配料精度和密封性能。
采用XK3201型大型称重控制器,对配料秤进行控制,控制器具有14位荧光管,显示批次、仓号、物料重量、配料累计值、触摸式键盘实现配方输入、控制参数设置、人工干预命令操作等功能。
(具体操作见称重控制器技术手册)。
2、主要技术参数:a. 规格(满秤量F·S):250㎏、500㎏、1000㎏、1500㎏、2000㎏b. 计量精度静态(砝码检定):优于±0.1%F·S动态(物料检定):优于±0.3%F·Sc. 喂料绞龙数目:一机一秤≤16 一机两秤≤24d. 气缸工作压力:0.4~0.6Mpae. 外形尺寸:见表一三、主要结构和工作原理:1.主要结构:称重筒体由筒体、盖板、进料口等组成。
筒体采用圆形锥斗。
盖板、进料口通过螺栓与筒体联接,形成一整体。
进料口的位置可根据工艺定或根据现场出仓绞龙出料口的实际位置来确定。
通过软连接将进料口和绞龙出料口连接起来。
主要结构为:1、称重筒体,2、称重传感器,3、支撑腿,4、双门排料机构,5、出料口表一:称重筒体与支撑腿之间通过传感器联接。
采用L-BX型悬臂梁式称重传感器,它一端固定,一端加载,受力后自动调心好,安装容易,使用方便,互换性好。
在每个传感器的两侧,各有一支撑螺杆——运输保护螺杆,将称重筒体与支撑腿联接,形成一整体,以便运输,同时也便于传感器的安装和维修。
1.3支撑腿:三个支撑腿在圆周方向均布,通过传感器支撑整个称重斗。
支撑腿的高度可根据工艺安装要求制作成分体组装或整体的形式。
1.4排料机构:排料机构通过采用锁定机构通过双气缸控制双闸门,结构简单,开启灵活、密封性能好,在启闭过程中无带料、结料、跑灰的现象。
2.工作原理:每种物料根据设定的配方比例通过出仓机进入称重筒体内,传感器把物料的重量转换成电信号送入称重控制器又转变成数字量进入微电脑作处理。
当称量值达到预置点时,称重控制器发出信号关闭出仓机,转而进行第二种物料的配比。
当最后一种物料配比结束,称重控制器发出信号关闭出仓机后,经数秒种称重控制器显示的称量值稳定,电脑将它累计总重量中,必要时还可把数据传送到中央控制室计算机,此时称重控制器判断上批料从混合物内排空并将混合机门关闭后,将自动打开闸门放料。
放料完毕后闸门关闭,称重控制器复零,进行下批配料。
四、吊运、安装1. 配料称作为一个整体运输时必须处于垂直位置,在运输、储存等情况下都不得横卧或倾斜。
吊运时将吊钩钩住称重筒体上的四个吊环螺钉,并注意以下几点:1.1 吊运时必须使用运输保护螺杆,不得让称重传感器受力。
1.2 吊运时注意保持整体的垂直位置。
1.3 在吊运过程,不得让称重传感器、电磁阀、气缸以及其他各部件受到碰撞以免造成损坏。
2. 安装2.1 本产品经装配、检验合格后出厂,用户应按说明书的要求进行安装。
安装应由有经验的技术人员安排进行。
2.2 配料秤必须安装在牢固的楼板上,工作时不得受震动和冲击,进出料管道不得把外来震动传到称体上,也不应直接受到3级和3级以上风力。
2.3 秤体安装时,地面应水平,三个支撑腿应处于垂直,秤体应处于水平位置。
注意:安装时绝不可以踩在秤体上进行工作。
在配料秤的安装场地进行焊接,要确保焊接电流未经过秤体,控制仪表也必须关断电源,否则会损坏电控箱和传感器。
该配料秤的安装形式灵活,可安装在同一楼层穿过楼层安装(见图一)。
用户应在订货时提出要求。
注意:在整体安装过程中秤体必须由运输保护螺杆固定支撑,直至正式使用方可拆下。
2.4 配料秤周围应留有足够的操作空间。
其中,秤下面应留有1000mm以上的空间,四周应留800mm以上的空间。
2.5 秤体安装结束后,将称重传感器装上,拆下运输保护螺杆,由称重传感器支撑秤体。
并检查有无外力作用在秤体上。
五、操作使用1. 注意事项1.1 为避免由于对系统及有关设备不熟悉而发生误操作、或者安装调试与使用的维护方法不当造成性能丧失甚至引起严重故障,用户务必配备专人负责本系统的操作管理。
操作人员上岗前请仔细阅读本手册,熟悉全套设备的结构、性能、操作方法及维护保养的要求。
1.2 秤体的运输保护螺杆直到秤正式使用方可拆下。
拆卸后应妥善保管,以备日后维修时使用。
使用前应检查秤各部件是否正常,连接部位是否松动,气缸动作是否灵活。
1.3 仪表通电前,应检查秤体与周围物体不得相碰,尤其应检查传感器周围不能有物阻塞,秤体呈自由状态,传感器连线正确。
1.4 与秤体进料口相连的密封软连接应保持松弛状态,以免产生附加的力而影响称重精度。
1.5 空气压力源应保证0.4~0.6Mpa压力。
压缩空气保证干燥、洁净。
六、维护保养1. 排料机构的维修设备使用一段时间后,若发现闸门有漏料现象发生,可能磨损造成的,此时仅将气缸与接头间的距离调长,确保秤门关死,或在秤斗的V型下料处粘上羊毛毡。
第二章、奥思博配料监控管理软件概述2.1软件简介软件采用国际上流行的OPP开发方法,具有国内流行的工控组态软件的各个模块,硬件采用核心部件是美国最新技术及公认的优秀前置放大器,具有高精度快速地转换效果,超群的零点稳定性能和增益稳定性能。
该系统极大地提高了配料的效率及精度,全系统一个人即可通过电脑控制完成,实现在配料过程控制自动化可以节省大量的财力及人力,为企业带来可观的利润。
在国内有几十家用户,是经过多年考验的可靠稳定的产品。
2.2功能简介本软件由新乡市和协饲料机械制造有限公司独立开发的专用配料软件系统,可用于面粉厂、饲料厂等多种配料系统,软件简单易懂,配料精度高,其强大的数据库部分,保存配料中的数据,并可以可随时进行组态式的打印。
实时通信:能实现实时通信,直观地模拟生产现场的加料及卸料工况,实时传送配方和其他各种仪表及PLC的控制命令,实现对系统的控制功能,进而实现对配料生产过程的控制。
配方输入及查询功能:能在计算机中输入和查询配方表。
配料结果查询功能:能在计算机中查询任意一天的配料记录、进行精度计算,得到各种详细统计报表等。
2.3系统需求本软件基于Windows 2000开发,适合于运行在Microsoft Windows2000、Windows XP等平台下,主机最低要求奔腾166MHz,64 MB内存,100MB磁盘空间,显示器分辨率1024*768,要求最少一个的串口RS232C接口。
2.4安装与卸载软件的安装提供了标准的Windows应用程序安装向导,可根据提示一步一步完成,安装或者升级之前,请先关闭运行中的软件。
在开始菜单中,单击'Uninstall ',卸载程序将自动地删除本软件。
第三章、和协配料监控管理软件使用手册3.1主界面:系统工作状态监控图3-1 系统工作状态监控可以监控当前的配方号码、配方名称、混合时间、排料时间、配料批次预定、累计批数、秤量批次、添加剂的当前值。
图3-2 时间和配方设置时间设置中,可以将配料的混合时间、排料时间,通过软件传递给配料控制仪表。
预设批次:可以自动实现配料批次的设定,如:当在配料前设定预设批次为5时,配料系统将在配完5批料后自动停工,完成配料。
图3-3擦除大秤配方操作配方处理,选择想要写入的配方,系统将自动出现该配方所对应的配方名称,点击“应用配方”之后,便可写入大小秤仪表,将配方写入仪表中后,便可以在图表中显示数值。
图3-4 大秤小秤某配方用量3.2、监控画面工具栏:图3-5监控画面工具栏图3-6给出了整个配料实时监控画面,该画面能够实时反映每个仓的动作情况,包括下料、关仓门等,以及大秤、小秤、混合机的开关门情况;在状态一栏内可反映当前配料情况,是否已经停工;当前的配料的预置批次,已经配制的配次等;还配有“大秤紧停”、“小秤紧停”按钮,万一在此画面下出现异常情况可按此按钮强制停止配料。
点击“主画面”可以返回到主画面窗口。
图3-6配料实时监控画面3.3串口参数设置菜单:管理/设置\通讯设置\COM设置工具栏:图3-7串口设置工具栏配料系统中的采用DCS分布时控制系统,采用RS485总线连接设备进行通讯,根据下位机的要求请将串口的通讯参数设置位波特率=9600,校验方式:偶校验,停止位:2位,数据位:7位。
串口号码根据连接在RS232/Rs48转接口上的具体号码而定。
填写方式如图3-6所示。
图3-8通讯参数设置3.4、仪表机码设置菜单:管理/设置\通讯设置\仪表地址图3-10主表机码设置图3-11从表机码设置仪表采用的配料仪表,功能齐全,在机码设置部分请将主表、从表的地址要分开,默认情况设置为主表01,从表02,小数位数必须跟仪表的设置相一致,一般设置为1或2。
填写完毕之后请单击“发送”按钮存储,否则无效,单击“确定”可退出。
3.5时间参数设置菜单: 管理/设置\通讯设置\时间参数设置工具栏:图3-12 时间参数设置工具栏图3-13时间参数设定窗口混合机混合时间:即为配料秤放料结束后搅拌混合的时间混合机排料时间:混合机开门的排料时间在主界面上也有相应的设置图3-14时间设置窗体点击“设置时间”后,混合时间、排料时间变为可填写状态,填写后单击保存即可。
注意:时间的单位是秒,混合时间、排料时间不能太短,一般要填写100秒以上高级〉〉〉:点击“高级”按钮之后,窗体会进一步展开为,图3-15高级选项窗体高级选项的时间:为仪表的一些参数设置。
查询:点击查询按钮之后,系统会读取当前仪表中的相应的参数值确定:当修改了某一个时间参数之后,单击确定之后可以将这些时间参数写入仪表中3.6原料管理菜单:管理/设置(M)\ 原料管理工具栏:图3-16原料管理工具栏原料管理可以将您的产品中常用的原料的原料号及原料名称存入数据库中,则在以后的配方管理中,可以方便的调用已经存在的原料进行配料。
单击“添加”按钮可以在原料号,原料名称中添加,单击保存按钮完成,保存。
选中某一中原料也可以对其进行删除,若要修改,则可以删除原有的名称再进行添加。
图3-17原料管理窗体3.7、添加剂管理菜单:管理/设置(M)\ 原料管理工具栏:图3-18添加剂管理工具栏3.8配方管理菜单:管理/设置(M)\ 配方管理工具栏:图3-19配方管理工具栏点击“配方管理”之后,会切入配方管理窗口图3-20配方管理窗体按钮图3-21大秤、小秤配方设置配方号:选择配方号,之后会自动弹出所对应的配方名称窗口,同时在下面的窗口中出现本配方号所对应的大小秤的配方的具体信息。