量具仪器内校记录表
卡尺内校记录表

记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
外径千分尺内校记录表

量具内校记录表(外径千分尺类)千分尺类型槽径千分尺校准员喻宇文校准日期年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。
车间计量工具内校记录表
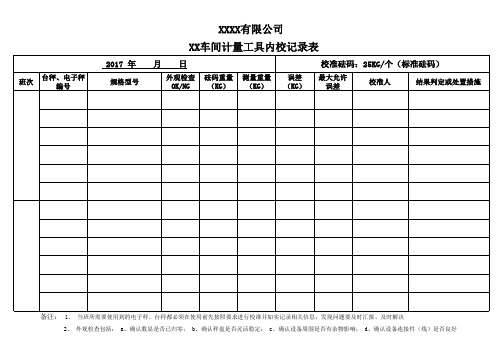
班次 台秤、电子秤 编号 规格型号
月
日
外观检查 OK/NG 砝码重量 (KG) 测量重量 (KG) 误差 (KG)
校准砝码:25KG/个(标准砝码)
最大允许 误差 校准人 结果判定或处置措施
备注: 1、 当班所需要使用到的电子秤、台秤都必须在使用前先按照要求进行校准并如实记录相关信息;发现问题要及时汇报、及时解决
2、 外观检查包括: a、确认数显是否已归零; b、确认秤盘是否灵活稳定; c、确认设备周围是否有杂物影响; d、确认设备连接件(线)是否良好
测量仪器校验记录表
46.孔位置度综合量规设计计算的一种新方法 47.螺纹深度规的资料 48.<技能手册 > 49.《最新实用电子测量仪器手册》 50.量具、量仪词汇中英文对照集锦 51.计量所长工作实务全书 52.《精密机械与仪器零件部件设计》 53.种常用设备的操作规程和大量仪器内校标准 54.《通用计量术语及定义解释》PDF+书签 55.《识图知识与常用量具操作方法》 56.《新型传感器及传感器检测新技术》 57.计量精品(一)--浅谈内径百分表的修理 58.计量精品(二)--内径百分表测量中应注意的两个问题 59.计量精品(三)--千分尺的检定与修理问答 60.计量精品(四)--游标卡尺检定调修时的技术处理 61.计量精品(五)--常用百分表类计量器具检定与修理问答 62.计量精品(六)--百分表示值误差的分析与调修 63.计量精品(七)--杠杆指示表的调修 64.计量精品(八)--百分表常见病的识别 65.计量精品(九)--量块测量中的温度问题 66.计量精品(十)--温度对长度计量的影响 67.检验工实用技术手册 [PDF+书签] 68.测量工具连载1-3 69.计量员资格专用培训教材 70.齿顶圆与齿根圆直径的测量及其量具 71.仪器误差百问 72.《长度计量人员实用手册》 73.測量技術的實驗設計法╱田口玄一 74.精密机械仪器零件(书籍) 75.机械量测量用传感器的设计(PDF扫描版书籍) 76.新常用量具正确使用和维护保养手册讲义
检具书籍和资料大全
1.机械加工专用检具图册 2. 连杆功能检具 3. 测量两端面距离的检具 4. 测量锥孔距的专用检具与方法 5. 《测量检具维护清单》 6. 测量止口深度检具 7. 汽车车身覆盖件检具设计技术要求 8. 通用公司检具设计标准 9. 测量曲轴中心距的专用检具 10. 检具资料 11. 检具材料介绍
测量仪器检验与校正记录表
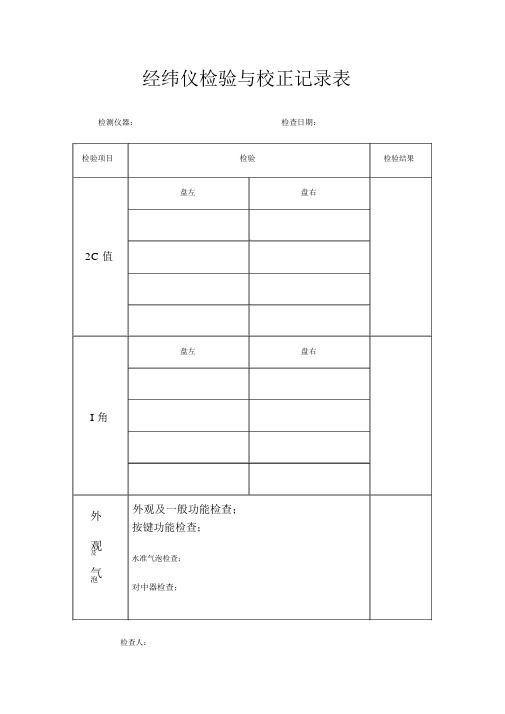
检测仪器:检查日期:
检验项目检验检验结果
盘左盘右
2C 值
盘左盘右
I角
外观及一般功能检查;
外
按键功能检查;
观
及
水准气泡检查;
气
泡
对中器检查;
检查人:
检测仪器:检查日期:
检验项目检验检验结果
盘左盘右
2C 值
盘左盘右
I角
外观及一般功能检查;
外
按键功能检查;
观
及
水准气泡检查;
气
泡
对中器检查;
检查人:
检测仪器:检查日期:
检验项目检验检验结果
盘左盘右
2C 值
盘左盘右
I角
外观及一般功能检查;
外
按键功能检查;
观
及
水准气泡检查;
气
泡
对中器检查;
检查人:
检测仪器:检查日期:
检查项目
水准管轴平行于视准轴的校
正
校正方法
其它项目
检验检验结果a1b1H a1b1
a2b2h a2b2
外观及一般功能检查;
水准气泡检查;
十字丝横丝的检验 ;
检查人:。
万用表测量设备内校记录表
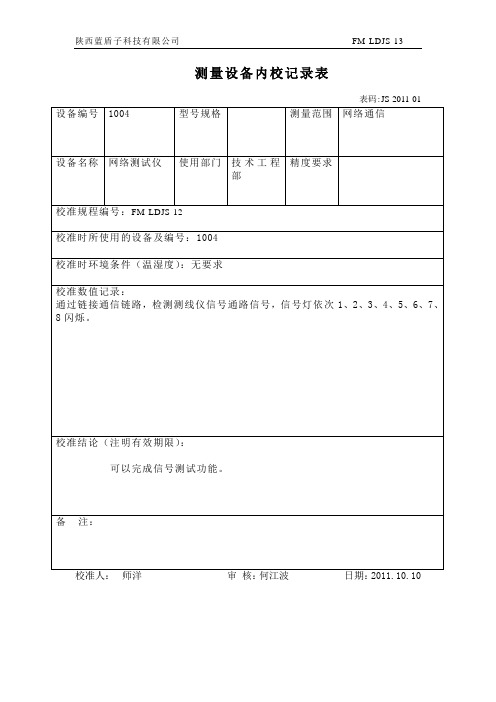
通过10次测量高精度色环电阻(330欧),记录数据,取平均值R=R1/10;
通过10次测量高精度色环电阻(1K欧),记录数据,取平均值R=R1/10;
通过10次测量高精度色环电阻(10K欧),记录数据,取平均值R=R1/10;
通过10次测量恒压电源5v记录数据取平均值vv110通过10次测量恒压电源12v记录数据取平均值vv110通过10次测量恒压电源24v记录数据取平均值vv110通过10次测量恒压电源48v记录数据取平均值vv110通过10次测量高精度色环电阻100欧记录数据取平均值rr110通过10次测量高精度色环电阻330欧记录数据取平均值rr110通过10次测量高精度色环电阻1k欧记录数据取平均值rr110通过10次测量高精度色环电阻10k欧记录数据取平均值rr110通过10次测量高精度色环电阻1000k欧记录数据取平均值rr110结果在05内
校准时环境条件(温湿度):无要求
校准数值记录:
通过10次测量恒压电源(5V),记录数据,取平均值V=V1/10;
通过10次测量恒压电源(12V),记录数据,取平均值V=V1/10;
通过10次测量恒压电源(24V),记录数据,取平均值V=V1/10;
通过10次测量恒压电源(48V),记录数据,取平均值V=V1/10;
通过10次测量高精度色环电阻(1000K欧),记录数据,取平均值R=R1/10;
结果在0.5%内。
校准结论(注明有效期限):
精度符合要求。
备 注:
校准人:师洋审 核:何江波日期:2011.10.10
测量设备内校记录表
表码:JS-2011-01
设备编号
100设备名称
带表卡尺内校记录表
5 0.003 0.001 0.002 0.001 0.003 0.006 0.006 0.004 0.004 0.005 0.004 0.006 0.005 0.004 0.005 0.004 0.002 0.004 0.003 0.004 0.003 0.003 0.003 0.005
10 0.002 0.002 0.004 0.002 0.004 0.005 0.005 0.006 0.005 0.004 0.005 0.004 0.004 0.005 0.004 0.005 0.003 0.005 0.002 0.005 0.004 0.002 0.002 0.006
15 0.003 0.002 0.002 0.001 0.004 0.004 0.006 0.005 0.004 0.005 0.004 0.005 0.005 0.004 0.005 0.004 0.004 0.003 0.003 0.003 0.005 0.004 0.004 0.005
20 0.003 0.003 0.004 0.002 0.005 0.005 0.004 0.005 0.005 0.004 0.006 0.005 0.005 0.005 0.006 0.005 0.004 0.002 0.004 0.004 0.003 0.005 0.005 0.004
35 0.002 0.001 0.003 0.001 0.004 0.008 0.006 0.005 0.004 0.005 0.004 0.006 0.004 0.004 0.004 0.004 0.002 0.004 0.004 0.003 0.002 0.005 0.005 0.003
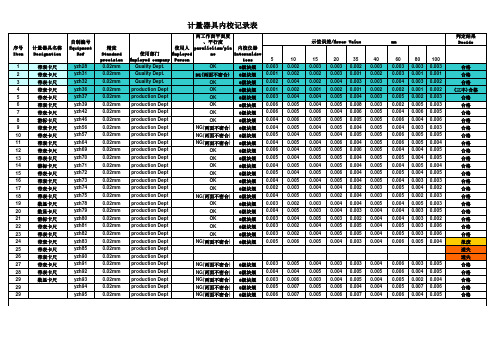
计量器具内校记录表
序号 Item 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 29 29 计量器具名称 Designation 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 数显卡尺 数显卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 数显卡尺 自制编号 Equipment Ref yzh28 yzh31 yzh32 yzh36 yzh37 yzh39 yzh42 yzh46 yzh56 yzh57 yzh64 yzh69 yzh70 yzh71 yzh72 yzh73 yzh74 yzh75 yzh78 yzh79 yzh80 yzh81 yzh82 yzh83 yzh85 yzh90 yzh91 yzh92 yzh93 yzh94 yzh95 精度 Standard precision 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 0.02mm 两工作面平面度 、平行度 使用人 parallelism/pla 内校仪器 使用部门 Employed ne Internaldev Employed company Person ices Quality Dept. OK 0级块规 Quality Dept. Quality Dept. production Dept production Dept production Dept production Dept production Dept production Dept prห้องสมุดไป่ตู้duction Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept production Dept NG(两面不密合) NG(两面不密合) NG(两面不密合) NG(两面不密合) NG(两面不密合) 0级块规 0级块规 0级块规 0级块规 0级块规 0.003 0.004 0.003 0.005 0.006 0.005 0.004 0.006 0.007 0.007 0.004 0.005 0.003 0.005 0.005 0.003 0.004 0.004 0.006 0.006 0.003 0.005 0.005 0.004 0.007 0.004 0.005 0.004 0.004 0.004 0.006 0.006 0.005 0.005 0.006 0.003 0.004 0.002 0.007 0.004 0.005 0.005 0.004 0.006 0.005 NG(两面不密合) OK OK OK OK OK OK NG(两面不密合) NG(两面不密合) NG(两面不密合) OK OK OK OK OK OK NG(两面不密合) OK OK OK OK OK NG(两面不密合) 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 0级块规 示值误差/Error Value mm 判定结果 Decide