密封面研磨工艺规范
阀门的研磨

阀门研磨阀门研磨工艺阀门经长期使用后,阀瓣和阀座的密封面会发生磨损,严密性降低。
修复密封面是一项量大而重要的工作。
修复的主要方法是研磨。
对磨损严重的密封面,是先堆焊经车削加工后再研磨。
1、研磨材料常用的研磨材料有砂布和研磨膏等。
砂布是以布料为衬底、上面胶粘砂粒。
依砂粒的粗细可分00,0,1,2等号。
研磨膏是用润滑剂和磨料调配而成的。
润滑剂可用机油、煤油、黄油、甘油、油酸、硬脂酸和石蜡等。
常用的磨料:2、研磨工具阀瓣和阀座密封面由于损坏程度不同,不能直接对研,而是先用事先专做的一定数量和规格的假阀瓣(即研磨头)、假阀座(即研磨座)分别对阀座、阀瓣进行研磨。
研磨头和研磨座用普通碳素钢或铸铁制做,尺寸和角度应与置于阀门上的阀瓣、阀座相等。
研磨若手工进行,需配置各种研磨杆。
研磨杆和研具要装配得当,不能歪斜。
为减轻人的劳动强度,加快研磨速度,常采用电动研磨机或振动研磨机研磨。
3、阀门的研磨阀瓣和阀座密封面上产生的麻点、刻痕,当深度在0.5mm以内时,可采用研磨方法修复。
其研磨过程按粗磨、中磨和细磨三步进行。
粗磨一般选用240号~W40磨料或2号砂布,使用较大的研磨压力,主要是为磨去麻点和划痕。
中磨选W28~W14磨料或1号、0号砂布,研磨压力比较小,研磨前要更换新的研具。
经过中磨,密封面基本达到要求,表面平整光亮。
细磨是用手工方式,将阀门上的阀瓣和阀座直接对研。
选用细研磨膏(磨料粒度W14~W5),并稍加一点机油稀释,先顺时针再逆时针,轻轻地来回研磨。
磨一会儿检查一次,直至磨得发亮,并可在阀瓣和阀座的密封面上见到一圈黑亮的闭合带。
最后再用机油轻轻磨几次,用干净的棉纱擦干。
采用砂布研磨时,砂布应固定在根据阀门阀瓣和阀座的形状尺寸制成的研具上。
对于大型闸板阀的闸板,通常采用刮研法修复。
刮研时将闸板放在研磨平板上用着色法研磨,刮去不平部位,直至每1平方cm接触点达到两点以上。
然后再用刮好的闸板着色刮研阀座,接触点也应达到每1平方cm接触点达到两点以上。
研磨作业操作规程

阀门密封面研磨工艺作业指导书编制:审核:批准:日期:1、总则:1.1 确保阀门密封面的表面质量满足产品性能要求;1.2 本指导书适用于压力管道元件产品密封面的研磨作业。
2、范围:适用于产品主要起密封作用的密封件(如产品的阀瓣、闸板、阀门密封部位等)。
3、研磨材料3.1研磨砂纸3.1.1 按照用途分:干磨砂纸:适合粗加工或者打磨一些比较粗糙的东西,比如铁管金属等。
耐水砂布:质感比较细,适合打磨一些纹理较细腻的工件,而且适合后加工;3.1.2 按照磨料分:棕刚玉砂布;氧化铝砂纸;碳化硅砂纸;锆刚玉砂纸等。
3.1.3按照粘结剂分:普通粘结剂砂纸;树脂粘砂布;结剂砂纸。
3.2 研磨膏常用类型:碳化硅类研磨膏,主要用于硬质合金、铸钢件等研磨;3.3 稀释剂常用稀释剂:一般为机油、柴油、煤油。
4、研磨工具及研磨方法4.1阀瓣平面磨设备及操作方法4.1.1 阀瓣平面磨设备(1)直径φ500研磨盘,设备编号为038-003-3,该设备主要用于研磨止回阀阀瓣及闸阀闸板、截止阀阀瓣,研磨的规格范围一般为DN250/300/350/400/450/500。
(2)直径φ255及φ100研磨盘,设备编号为038-004-3,该设备主要用于研磨止回阀阀瓣、截止阀阀瓣及闸阀闸板等。
φ255研磨盘的规格范围一般为DN100/125/150/200;φ100研磨盘的规格范围一般为DN40/50/65/80。
4.1.2阀瓣平面磨操作方法4.1.2.1粗磨:研磨盘贴P60~P120之间的棕刚玉耐水砂布干磨,达到去除划痕的目的。
(1)取出研磨砂布用剪刀按研磨盘的直径将贴有双面胶带砂纸剪下,粘贴于擦净的研磨盘上;(2)研磨前一定要察看工件的研磨面是否有高点。
如果有高点要先行修掉,以免撞击研磨盘或改变被研磨密封面的角度;(3)接通研磨机电源;(4)开启电机,研磨机处于自行运转状态;(5)将工件放在研磨机上进行研磨,不断观察研磨面的表面粗糙度;(6)停机后一定要拔掉电机电源,以免误撞电机开关,研磨盘转动伤人或损坏机器。
阀门的研磨工艺

阀门研磨工艺阀门经长期使用后,阀瓣和阀座的密封面会发生磨损,严密性降低。
修复密封面是一项量大而重要的工作。
修复的主要方法是研磨。
对磨损严重的密封面,是先堆焊经车削加工后再研磨。
1、研磨材料常用的研磨材料有砂布和研磨膏等。
砂布是以布料为衬底、上面胶粘砂粒。
依砂粒的粗细可分00,0,1,2等号。
研磨膏是用润滑剂和磨料调配而成的。
润滑剂可用机油、煤油、黄油、甘油、油酸、硬脂酸和石蜡等。
常用的磨料:2、研磨工具阀瓣和阀座密封面由于损坏程度不同,不能直接对研,而是先用事先专做的一定数量和规格的假阀瓣(即研磨头)、假阀座(即研磨座)分别对阀座、阀瓣进行研磨。
研磨头和研磨座用普通碳素钢或铸铁制做,尺寸和角度应与置于阀门上的阀瓣、阀座相等。
研磨若手工进行,需配置各种研磨杆。
研磨杆和研具要装配得当,不能歪斜。
为减轻人的劳动强度,加快研磨速度,常采用电动研磨机或振动研磨机研磨。
3、阀门的研磨阀瓣和阀座密封面上产生的麻点、刻痕,当深度在0.5mm以内时,可采用研磨方法修复。
其研磨过程按粗磨、中磨和细磨三步进行。
粗磨一般选用240号~W40磨料或2号砂布,使用较大的研磨压力,主要是为磨去麻点和划痕。
中磨选用W28~W14磨料或1号、0号砂布,研磨压力比较小,研磨前要更换新的研具。
经过中磨,密封面基本达到要求,表面平整光亮。
细磨是用手工方式,将阀门上的阀瓣和阀座直接对研。
选用细研磨膏(磨料粒度W14~W5),并稍加一点机油稀释,先顺时针再逆时针,轻轻地来回研磨。
磨一会儿检查一次,直至磨得发亮,并可在阀瓣和阀座的密封面上见到一圈黑亮的闭合带。
最后再用机油轻轻磨几次,用干净的棉纱擦干。
采用砂布研磨时,砂布应固定在根据阀门阀瓣和阀座的形状尺寸制成的研具上。
对于大型闸板阀的闸板,通常采用刮研法修复。
刮研时将闸板放在研磨平板上用着色法研磨,刮去不平部位,直至每1cm2接触点达到两点以上。
然后再用刮好的闸板着色刮研阀座,接触点也应达到每1cm2接触点达到两点以上。
阀门研磨工具、磨料及研磨方法

阀门研磨工具、磨料及研磨方法(总17页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除阀门研磨工具、磨料及研磨方法第一节阀门研磨工具一、研磨头与研磨座阀门检修时,大量而重要的工作是进行阀瓣和阀座密封面的研磨。
开始研磨密封面时,不能将门芯与门座直接对磨,因其损坏程度不一致,直接对磨既浪费材料,又易将门芯、门座磨偏,故在粗磨阶段应采用胎具分别与门座、门芯研磨。
研磨头和研磨座不但应数量足够,尺寸和角度也都要与阀瓣、阀座相符,所用材料的硬度应比阀座、阀瓣略小,一般用普通碳素钢和铸铁制成。
常用的研磨头和研磨座如图3-1所示。
手工研磨时,研磨头或阀瓣要配置各种研磨杆(图3-2)。
研磨头与研磨杆装配到一起置于阀座中,可对阀座进行研磨;阀瓣与研磨杆装配到一起置于研磨座中,可对阀瓣进行研磨。
研磨杆与研磨头(或阀瓣)用固定螺栓连接,要装配得很直,不能歪斜。
使用时最好按顺时针方向转,以免螺栓松动。
研磨杆的尺寸根据实际情况来定,较小阀门用的研磨杆长度为150mm,直径为20mm左右;40~50mm阀门用的研磨杆长度为200mm,直径为25mm左右。
为便于操作常把研磨杆顶端做成活动头如图3-2(a)。
研磨杆的头部也可安装锥度铣刀头5(一般根据门座结构进行配制),直接对门座进行铣削,以提高研磨效率,如图3-2(b)图所示。
图3-1 研磨头和研磨座(a)研磨小型节流阀用的研磨头;(b)研磨斜口阀门用的研磨头;(c)研磨平口阀门用的研磨头;(d)研磨小型节流阀用的研磨座;(e)研磨斜口阀门用的研磨座;(f)研磨平口阀门用的研磨座;(g)研磨安全阀用的研磨座图3-2 研磨杆1-活动头 2-研磨头 3-丝对 4-定心板 5-洗刀头在研磨过程中,研磨杆与门座要保持垂直,不可偏斜。
图3-2(b)所示的研磨杆用一嵌合在阀体上的导向定心板进行导向,使研磨杆在研磨时不发生偏斜。
阀体密封面研磨工艺流程

阀体密封面研磨工艺流程英文回答,Valve Body Sealing Surface Grinding Process.Valve body sealing surface grinding is a critical process in the manufacturing of valves. The quality of the sealing surface directly affects the sealing performance of the valve. Therefore, it is essential to have a well-defined grinding process to ensure the quality of the sealing surface. The following is a detailed description of the grinding process for valve body sealing surfaces.1. Preparatory Work.Before the grinding process, it is necessary to clean the valve body and the grinding equipment thoroughly to remove any dirt, debris, or residual material that may affect the grinding quality. Additionally, the grinding equipment should be calibrated to ensure precision and accuracy during the grinding process.2. Rough Grinding.The first step in the grinding process is rough grinding, which aims to remove any surface irregularities, corrosion, or other imperfections on the sealing surface of the valve body. This is typically done using a coarse grinding wheel to quickly remove material and establish a uniform surface.3. Fine Grinding.Once the rough grinding is completed, the next step is fine grinding. This step involves using a finer grinding wheel to further refine the surface of the valve body sealing surface. The goal is to achieve a smooth and even surface finish, free of any scratches or imperfections.4. Lapping.After the fine grinding process, lapping is performed to further improve the surface finish of the valve body sealing surface. Lapping involves the use of a lappingcompound and a lapping tool to create a highly polished surface with a tight tolerance for flatness and parallelism.5. Inspection.Once the grinding process is completed, the valve body sealing surface should be thoroughly inspected to ensurethat it meets the specified requirements for surface finish, flatness, and parallelism. Any deviations from the requirements should be addressed promptly to avoid compromising the sealing performance of the valve.6. Final Cleaning.After the inspection is completed and the sealing surface is deemed acceptable, the valve body should undergo a final cleaning process to remove any grinding debris, lapping compound, or other contaminants that may have accumulated during the grinding process.In conclusion, the grinding process for valve body sealing surfaces is a critical step in ensuring the qualityand performance of valves. By following a well-defined process that includes preparatory work, rough grinding, fine grinding, lapping, inspection, and final cleaning, manufacturers can produce valves with high-quality sealing surfaces that meet the stringent requirements of various applications.中文回答,阀体密封面研磨工艺流程。
密封面顺纹抛光工艺流程
密封面顺纹抛光工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 准备工作:清洁密封面:使用清洁剂和软布彻底清洁密封面,去除表面的污垢、油脂和杂质。
阀门修复密封面的清洗和检查、研磨、检验过程

阀门修复密封面的清洗和检查、研磨、检验过程2020.2.9阀门经长期使用后,阀瓣和阀座的密封面会发生磨损,严密性降低。
修复密封面是一项量大且十分重要的工作。
修复的主要方法是研磨。
对磨损严重的密封面,是先堆焊经车削加工后再研磨。
阀门的研磨包括:1、清洗和检查过程2、研磨过程;3、检验过程。
1清洗和检查过程清洗密封面在油盘内,使用专业清洗剂,边洗边检查密封面的损坏情况。
用肉眼难以确定的细微裂纹可用着色探伤法进行。
经过清洗后,应检查阀瓣或闸阀与阀座密封面的密合情况,检查时用红色和铅笔。
用红丹试红,检查密封面印影,确定密封面密合情况;或用铅笔在阀瓣和阀座密封面上划几道同心圆,然后将阀瓣与阀座密合旋转,检查铅笔圆圈擦掉情况,确定密封面的密合。
如果密合不好,可用标准平板分别检验阀瓣或闸板密封面和阀体密封面,确定研磨部位。
2研磨过程研磨过程实质上是不用车床的切削过程,阀头或阀座上的麻点或小孔深度一般都在0.5mm以内,可以采用研磨的方法进行检修。
研磨过程分为粗磨、中磨和细磨。
粗磨是为了消除密封面上的擦伤、压痕、蚀点等缺陷,使密封面得到较高平整度和一定的光洁度,为密封面的中磨打下基础。
粗磨利用研磨头或研磨座工具,采用粗粒砂纸或粗粒研磨膏,其粒度80#-280#,粒度粗,切削量大,效率高,但切削纹路较深,密封面表面较粗糙。
因此,粗磨只要平整地把阀头或阀座的麻点去掉即可。
中磨是为了消除密封面上的粗纹路,进一步提高密封面的平整度和光洁度。
采用细粒砂纸或细粒研磨膏,其粒度为280#-W5,粒度细,切削量小,有利于降低粗糙度;同时应更换相应的研具,研具应清洁干净。
中磨完后,阀门的接触平面应达到光亮。
如用铅笔在阀头或阀座上划几道,将阀头或阀座对着轻转一圈,应把铅笔线抹去。
细磨是阀门研磨的最后一道工序,主要是提高密封面的光洁度。
细磨时可用W5或更细的微份与机油、煤油等稀释后,用阀门的阀头对着阀门的阀座进行研磨,而不用演剧,这样更有利于密封面的密合。
施工管理-阀门研磨试压守则

阀门研磨试压守则目录一总则 (2)二阀门的研磨 (2)二、磨料粒度 (2)3.1一般规定 (3)3.2阀门强度试验 (4)3.3阀门的阀座密封面按照SH3064的规定进行密封性实验 (4)四引用标准 (6)一总则1.1本守则中的阀门试压有关规定,适用于设计压力400Pa(绝压) 100Mpa,设计温度-200℃至850℃的石化通用的铸铁、碳素钢、合金钢、不锈钢等阀门,不适用于非金属阀门。
二阀门的研磨2.1密封面的缺陷(划痕、撞伤、压伤、凹坑等)深度小于0.05mm时,可用研磨消除;深度大干0.05mm时,应先车削加工,再进行研磨,深度大于0.20m时,则应更换新密封圈或堆焊,按加工工艺处理,最后研磨。
2.2研磨一般工艺2.2.1选用磨料一、研磨阀门常用磨料见下表名称代号硬度性能适用材料氧化物系棕刚玉GZ2000韧性好,锋利,价廉碳钢、合金钢的研磨白刚玉GB2200较棕刚玉切削能力稍高,但韧性略低,研磨时易压裂淬硬钢的研磨碳化物系黑色碳化硅TH2800锋利,但很脆,适用抗拉强度低的工件研磨铝、铜、铸铁的研磨绿色碳化硅TL3000较TH略硬,更脆,锋利,散热好,在研磨韧性材料时易破裂,除了可作TH相同之处,还可用于较硬材料的研磨铸铁、淬硬钢、堆焊硬质合金的研磨碳化硼TP5000较TL略硬,颗粒能自行修磨保持锋利,高温时易氧化,常用于较硬材料的研磨淬硬钢堆焊硬质合金的研磨二、磨料粒度粒度分组粒度号数用途磨粉100-320粗研磨傲粉W40-0.5粗研腰、细研磨(表中磨粉系采用过筛法取得,粒度号大,磨料细;号数小、磨料粗) (表中徽粉系采用沉淀法取得,粒度号大,磨料粗;号数小,磨料细) 2.2.2选用磨具2.2.3研磨质量检查如缺陷用由肉眼分辨不清时,可涂红丹,用校验平板检查,也可以用下述方法检查:先将密封面擦净,用软铅笔在密封面上画同心圆或通过中心的幅射线,再将校验平板放在密封面轻轻按住并旋转2-3转,然后检查密封面.如画的铅笔线全部被拭去,说明密封面是平整的,如有部分铅笔线残留,说明密封面不平整,质量检查合格后,应进行严密性水压试验。
锥形密封面阀门研磨工艺改进

密封面研磨过程分为粗磨 、 中磨和细磨。 首先采
用 电动 工具 或手 动方 法 , 研磨 头对 阀座进行 粗 磨 、 用
尺寸不统一 , 给阀门检修工作带来极大的不便 。 为改
变 此局 面有 必要 对 旧 的研 磨工 艺进 行改 进 。 21 标准 研磨 头选 择 .
中磨 , 以消除阀座密封面上的缺陷, 同时使阀座密封 面光 洁度 符合要 求 。 铅笔 在 阀头或 阀座 上划 几道 , 用
角度 等于万能角度尺测量 的阀芯锥行 密封面斜 面角度 时, 固定好小刀架底板螺母 , 用上述两种方法 的其中一种完成小刀架角度调整 , 开始车削研磨头 , 由于对 阀门密封面的研磨是采用研磨头 自 粘砂纸来
实 现 , 不是 采 用 研磨 膏 对研 , 而 因此 , 磨 头 的材 料 研 可 选用 一 般 的 A 3钢 棒 。车 削后 的圆锥 斜 面长 度 应 大 于 2 0mm( 以便 于 更好 粘 稳 自粘砂 纸 )斜 面 的 中 , 径与 阀座 的密 封 面的直 径大 致相 等 ,车削 后 的精度
磨。
套研磨专用工具中, 带有许多常用的标准研磨头 , 因 此 , 研磨 前 先 根据 阀芯 锥形 角度 、 寸 大 小 , 选 在 尺 挑 完全符合要求的标准研磨头来对阀座进行研磨 。
22 调 整小 刀 车架 角度 .
挑选标准研磨头斜面角度 ( 标准研磨头斜面角
度 与 阀芯 密封 面斜 面角度 完全 相等 )及 中刀架 上标
号相同阀门的标准研磨头。
大 刀 挺
的方法后 , 调整小刀架角度的精度大大提高 , 在进行
锥形 密封 面 阀 门检 修 时 ,能 和平 面密 封 面 阀门检 修
一
样, 同一 种 规格 、 型号 、 大小 的 阀 门仅需 要 一 个 标
密封面研磨工艺规范

密封面研磨工艺规范
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
研具材料:一般选用HT200~HT250,要求组织均匀,具有一定硬度。
研具技术要求:
a研具在粗加工后应经时效处理HB120~180。
b研具工作面的平面度和粗糙度可用磨削或研刮达到ф600、,阀座密封面研具可在精车后
研磨或研制达到要求。
c.研具使用后需定期修复,可根据具体情况确定。
2密封面研磨方法
粗研磨
凡密封面粗糙度低或10°楔角经着色检查配合差的需粗研磨,关闭件可利用精度80目~10 0目的氧化铝
砂布在电动研磨机上进行;阀座密封面可在研具上夹压或粘贴粒度为80目~100目的氧化铝砂布,加少量柴油进行手工研磨或电动研磨。
精研磨
经磨削或精车的密封面,根据零件具体情况选择下列精研磨方法:
a用粒度120目白刚玉砂布进行干研磨,必要时再用金相砂纸进行最后干研磨。
b在研具工作面上涂上研磨剂,采用手工或研磨机进行研磨。
研磨剂由W10或W14白刚玉微粉磨料加柴
油调和而成。
c封闭件密封面可在研磨平板上进行手工研磨。
平板上施以b条所述研磨剂,工件表面与平板贴合后一
边旋转,一边作直线或“8”字形运动。
研磨时,为防止平板磨损不均,应在平板的表面不断变换位置研磨。
编制:审核:批准:。
基于高精度密封活门的研磨加工工艺方法
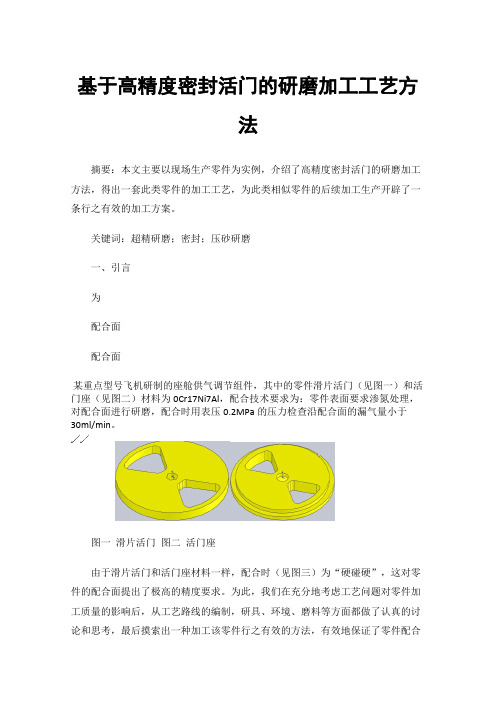
基于高精度密封活门的研磨加工工艺方法摘要:本文主要以现场生产零件为实例,介绍了高精度密封活门的研磨加工方法,得出一套此类零件的加工工艺,为此类相似零件的后续加工生产开辟了一条行之有效的加工方案。
关键词:超精研磨;密封;压砂研磨一、引言为配合面配合面某重点型号飞机研制的座舱供气调节组件,其中的零件滑片活门(见图一)和活门座(见图二)材料为0Cr17Ni7Al,配合技术要求为:零件表面要求渗氮处理,对配合面进行研磨,配合时用表压0.2MPa的压力检查沿配合面的漏气量小于30ml/min。
图一滑片活门图二活门座由于滑片活门和活门座材料一样,配合时(见图三)为“硬碰硬”,这对零件的配合面提出了极高的精度要求。
为此,我们在充分地考虑工艺问题对零件加工质量的影响后,从工艺路线的编制,研具、环境、磨料等方面都做了认真的讨论和思考,最后摸索出一种加工该零件行之有效的方法,有效地保证了零件配合面的精度,保证了产品的密封性,为公司今后更好的加工该类密封活门零件提供了好的依据及借鉴。
滑片活门活门座图三二、零件的工艺性分析从零件图样及技术要求来看,加工此零件的难度主要有三点:1.根据其装配关系,应保证零件上下端面的平行度,及时处理好零件在铣削加工后零件的变形问题。
2.配合密封面的表面粗糙度及平面度应具有极高的精度。
三、解决方案1.合理安排工艺路线及加工工艺为了防止零件在铣削孔及槽后出现变形,合理安排零件的时效处理,去除零件的加工应力。
安排磨削加工,采用平面磨床,对活门及活门座的上下两个端面进行磨削,通过高精度平面磨床来保证零件上下两个端面的平行度。
2.对零件进行高精度研磨1)研具的选择及校准根据零件的材料进行研具的选择。
零件材料为不锈钢,表面硬度HV 700,表面质量要求极高,我们选择球墨铸铁的研磨平板,球墨铸铁具有较好的嵌存性,能得到较好的研磨效果,磨损小。
于是取三块同等规格的研磨平板,采用原始平板刮研的方法对平板进行校准。
阀门的研磨工艺.docx

精心整理阀门研磨工艺阀门经长期使用后,阀瓣和阀座的密封面会发生磨损,严密性降低。
修复密封面是一项量大而重要的工作。
修复的主要方法是研磨。
对磨损严重的密封面,是先堆焊经车削加工后再研磨。
1、研磨材料常用的研磨材料有砂布和研磨膏等。
砂布是以布料为衬底、上面胶粘砂粒。
依砂粒的粗细可分00, 0, 1, 2 等号。
研磨膏是用润滑剂和磨料调配而成的。
润滑剂可用机油、煤油、黄油、甘油、油酸、硬脂酸和石蜡等。
常用的磨料:名称代号颜色硬度适用被研材料( HV)棕刚玉GZ暗棕2000碳素钢、合金钢、可锻铸铁、软黄铜等色白刚玉GB白色2200黑色碳化 TH黑色2800灰铸铁、软黄铜、青铜、紫铜硅绿色碳化 TL绿色3000硅碳化硼TP黑色5000硬质合金与渗碳钢2、研磨工具阀瓣和阀座密封面由于损坏程度不同,不能直接对研,而是先用事先专做的一定数量和规格的假阀瓣(即研磨头)、假阀座(即研磨座)分别对阀座、阀瓣进行研磨。
研磨头和研磨座用普通碳素钢或铸铁制做,尺寸和角度应与置于阀门上的阀瓣、阀座相等。
研磨若手工进行,需配置各种研磨杆。
研磨杆和研具要装配得当,不能歪斜。
为减轻人的劳动强度,加快研磨速度,常采用电动研磨机或振动研磨机研磨。
3、阀门的研磨阀瓣和阀座密封面上产生的麻点、刻痕,当深度在 0.5mm以内时,可采用研磨方法修复。
其研磨过程按粗磨、中磨和细磨三步进行。
粗磨一般选用240 号~W40磨料或 2 号砂布,使用较大的研磨压力,主要是为磨去麻点和划痕。
中磨选用 W28~W14磨料或 1 号、0 号砂布,研磨压力比较小,研磨前要更换新的研具。
经过中磨,密封面基本达到要求,表面平整光亮。
细磨是用手工方式,将阀门上的阀瓣和阀座直接对研。
选用细研磨膏(磨料粒度W14~W5), 并稍加一点机油稀释,先顺时针再逆时针,轻轻地来回研磨。
磨一会儿检查一次,直至磨得发亮,并可在阀瓣和阀座的密封面上见到一圈黑亮的闭合带。
最后再用机油轻轻磨几次,用干净的棉纱擦干。
机械密封研磨及检测方法和注意事项

机封密封面研磨方式和注意事项1、密封摩擦副研磨与抛光的作用?我们在设备密封维修中经常遇到密封的摩擦副变形,为了保证摩擦副的平面度,就需要进行研磨和抛光工作。
研磨与抛光加工一般是用磨料、磨液及磨具对时密封的动静环表面进行研磨与抛光后获得预定的形状和表面粗糙度。
它是一种高精度的加工方法,也是作为高硬度材料的一种加工方法。
机械密封摩擦副的表面的平面度要求高,粗糙度小,采用一般的加工方法很难达到,所以就需要用研磨和抛光的方法解决。
研磨与抛光加工是将工件表面与磨具接触,两者之间加入研磨剂,在运动过程中,从工作表面去除极薄的面层,从而获得高精度的表面。
研磨抛光改善了密封环工作端面的组织,为密封提供一个耐磨损的表面,其作用是:①使摩擦系数减小,②表面强度得到相应得提高③提高耐腐蚀性④表面美观它能提高表面反光系数,便于用光学平晶检测平面度。
研磨抛光改善了密封环工作端面的组织,为密封提供一个耐磨损的表面,其作用是:使摩擦系数减小,表面强度得到相应得提高提高耐腐蚀性,表面美观它能提高表面反光系数,便于用光学平晶检测平面度。
2、维修中常用磨料有哪些种?各种磨料具有不同的特性,研磨密封环常用磨料的有:①氧化铝系列氧化铝系列磨料有白色的结晶的纯氧化铝(AI203)俗称百刚玉,(Cr203)称为铬刚玉,常用的是百刚玉,初研时采用百刚玉和碳化硼,粒度在W14-W40,半精研用W14-W7,精研用W5-W1②炭化物系主要有纯炭化硅(Sic)为绿色,当有微量元素时为黑色,还有炭化硼(BC)为黑色硬度超过炭化硅而低于金刚石。
还有金刚石系。
正确选择磨料非常重要,根据修磨的工件的硬度来选择磨料。
磨料的硬度决定加工密封环的速度和表面粗糙度。
常用的是,百刚玉和碳化硼。
初研时采用粒度在W14-W40,半精研用W14-W7,精研用W5-W1。
3、常用的磨液和磨具有哪些?磨液磨料需要用磨液来作载体,将磨料悬浮在其中,这需要按一定的比例配制成磨液即称为研磨剂,研磨剂或抛光剂。
安全阀密封面研磨方法探讨

· Discussion on Grinding Method of Safety Valve Sealing Surface
杨波 YANG Bo
(吐哈油田公司技术监测中心,吐鲁番 838202) (Petrochina TuHa Oilfield Company Technical Monitoring Center,Tulufan 838202,China)
每年油田各单位送检的安全阀总量大约 3600 台/年,其中 约有 90%以上的是金属-金属密封面的安全阀,每年一次 的检修大量的安全阀需要进行密封面的研磨修复。研磨修 复是安全阀校验维修过程中最为耗时费力的工序,需要消 耗 50%以上的工时与人力。因此掌握好各种研磨技术合理 利用现有的研磨设备,可有效降低员工劳动强度、提高维
A(mm) L1(mm) L2(mm) L3(mm) 圆跳动(mm)
+0.1
230-0.1
0
576-0.2
0
681-0.2
0
805-0.2
0.1
图 2 扇形段 覫230mm 三种辊套尺寸控制要点
一方面造成轴承座内部的干油润滑脂过热碳化,堵塞轴承 座油路入口,导致干油不能及时供油润滑。通过解体下线 扇形段内外弧辊子,拆开分节辊辊子轴承后检查发现轴承 卡阻及外圈过热变色,可判断是由于辊子轴承座内冷水连 接水道不畅导致冷却水流量不足,冷却强度较弱造成轴承 材料在高温条件下过烧。同时,轴承座下部供油管路在高 温现场极易碳化堵塞,从而加剧促使轴承失效报废[2]。
关键词院 研磨;安全阀;密封面;修复 Key words: grinding;safety valve;sealing surface;repair
法兰密封面研磨处理方法
法兰密封面研磨处理方法
法兰密封面的研磨处理是确保机械设备密封性能的关键步骤。
本文将详细介绍法兰密封面的研磨处理方法,帮助您获得更好的密封效果。
一、研磨前准备
1.清理法兰密封面:在研磨前,首先要将法兰密封面的油污、锈蚀、氧化物等清理干净,确保表面干净、平整。
2.检查法兰密封面:检查法兰密封面的平面度、粗糙度等,确保其符合研磨要求。
3.选择合适的研磨材料:根据法兰密封面的材质、硬度等因素,选择合适的研磨材料,如砂纸、研磨膏等。
二、研磨方法
1.手工研磨:
(1)采用砂纸研磨:将砂纸平铺在法兰密封面上,用手或橡皮锤轻轻敲打砂纸,使砂纸与法兰密封面充分接触,进行研磨。
(2)采用研磨膏研磨:将研磨膏涂抹在法兰密封面上,用研磨棒或研磨盘进行研磨,直至达到要求的表面粗糙度。
2.机械研磨:
(1)采用研磨机:使用研磨机对法兰密封面进行研磨,可选择平面研磨、内孔研磨等不同类型的研磨头。
(2)采用磨床:使用磨床对法兰密封面进行研磨,可进行高精度、高效率的研磨。
三、研磨注意事项
1.研磨过程中要确保研磨膏、砂纸等研磨材料充分湿润,避免研磨膏干燥。
2.研磨过程中要注意观察法兰密封面的研磨情况,及时调整研磨力度和方向。
3.避免在研磨过程中产生划痕、烧伤等缺陷,影响密封性能。
4.研磨完成后,要用清洁剂将法兰密封面清洗干净,去除研磨膏残留。
四、研磨后检查
研磨完成后,要对法兰密封面进行检查,确保其平面度、粗糙度等符合要求。
如有不合格之处,需进行补研。
总结:通过以上方法对法兰密封面进行研磨处理,可以有效提高机械设备的密封性能,确保设备正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1研具
1.1研具材料:一般选用HT200~HT250,要求组织均匀,具有一定硬度。
1.2研具技术要求:
a研具在粗加工后应经时效处理HB120~180。
b研具工作面的平面度和粗糙度可用磨削或研刮达到0.04/ф600、Ra1.6,阀座密封面研具可在精车后研磨或研制达到要求。
c.研具使用后需定期修复,可根据具体情况确定。
2密封面研磨方法
2.1粗研磨
凡密封面粗糙度低或10°楔角经着色检查配合差的需粗研磨,关闭件可利用精度80目~100目的氧化铝砂布在电动研磨机上进行;阀座密封面可在研具上夹压或粘贴粒度为80目~100目的氧化铝砂布,加少量柴油进行手工研磨或电动研磨。
2.2精研磨
经磨削或精车的密封面,根据零件具体情况选择下列精研磨方法:
a用粒度120目白刚玉砂布进行干研磨,必要时再用金相砂纸进行最后干研磨。
b在研具工作面上涂上研磨剂,采用手工或研磨机进行研磨。
研磨剂由W10或W14白刚玉微粉磨料加柴油调和而成。
c封闭件密封面可在研磨平板上进行手工研磨。
平板上施以b条所述研磨剂,工件表面与平板贴合后一边旋转,一边作直线或“8”字形运动。
研磨时,为防止平板磨损不均,应在平板的表面不断变换位置研磨。
编制:审核:批准:。