焊缝符号尺寸比例
常用焊缝符号及其标注方法全)..
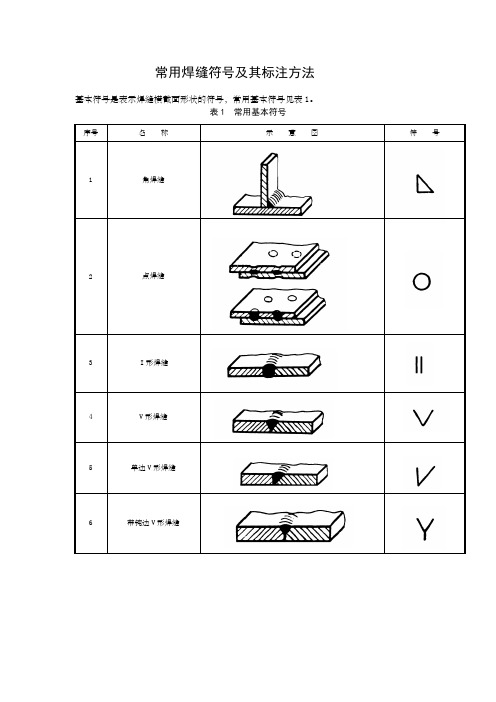
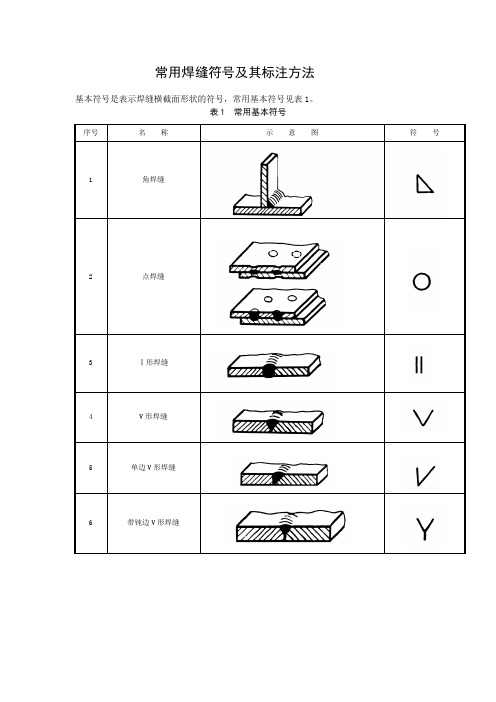
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
常用焊缝符号与标注方法(全)
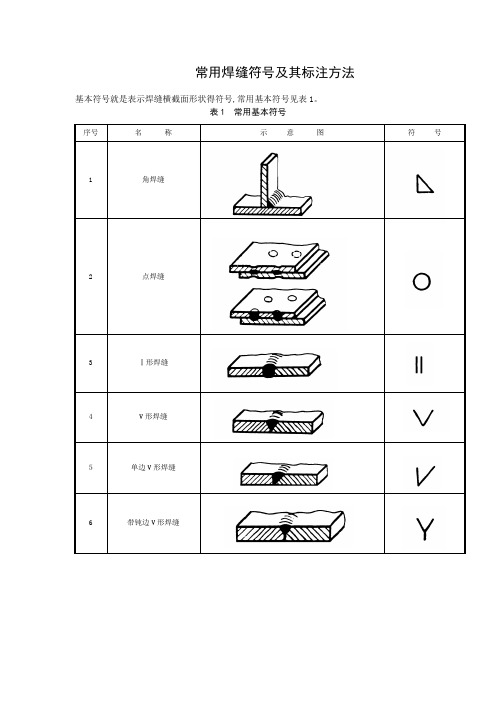
常用焊缝符号及其标注方法基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4、1、2在焊接标注时,焊缝得基本符号必须标注。
4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4、2 辅助符号4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4、2、2 对焊缝得表面无要求时,则不标注辅助符号。
4、3 补充符号4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。
4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号V形对接焊缝,底面有垫板2三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号) 标注焊接方法及处数N等说明4、4 尺寸符号4、4、1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2 焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d 点焊缝焊点直径d4焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n 5焊缝长度l6焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K相同焊缝处数为N4、4、2 确定焊缝位置得尺寸不在焊缝符号中给出,而就是将其标注在图样上。
焊缝符号及焊接方法代号讲解
名称
符号 焊 缝 形 式
标注示例
平面符号
说明
表示V形对接焊缝表面平 齐(一般通过加工)
凹面符号
表示角焊缝表面凹陷
凸面符号
表示双面V形对接焊缝表 面凸起
三、焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的
符号,名用称 粗实符号线绘焊制缝 形,式如果标需注要示 例可随基说本明符号标注
在相应的位置上。 带垫板符号
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示有n个焊点的点 ( ) 焊,焊核直径为d,焊
点的间隔为e。
接头形式 对接接头
焊缝形式
T形接头 角接接头 搭接接头
标注示例
K K K
说明
表示V形焊缝的坡口角 度为 ,根部间隙为b, 有n段长度为l的焊缝。
表示单面角焊缝,焊角 高度为K。
表示有n段长度为l的 双面断续角焊缝,间 隔为e,焊角高为K。
表示有n段长度为l的 双面交错断续角焊缝, 间隔为e,焊角高为K。
表示为双面焊接,上 面为单边V形焊缝, 下面为角焊缝。
表示V形焊缝的背面底 部有垫板
三面焊缝符 号
周围焊缝符 号 现场施工符 号
尾部符号
工件三面施焊,为角焊 缝
表示在现场沿工件周 围施焊,为角焊缝
111表示用手工电弧
条 焊 的 长,角 为4条 焊 10表 0缝在接示 ,焊 该工有缝符艺4条 高号方相 为后法同 5可及标焊注缝焊条 数等。
四、焊缝尺寸符号及其标注方法
常用焊缝符及其标注方法全

常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1表1常用基本符号序号角焊缝点焊缝I形焊缝II V形焊缝单边V形焊缝带钝边V形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号421 辅助符号是表示焊缝表面形状特征的符号,见表2表2辅助符号4.2.2 对焊缝的表面无要求时,则不标注辅助符号4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3 4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值443塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
5焊接符号在图样上的表示及其标注完整的焊接标注除了上述基本符号、辅助符号、补充符号、尺寸符号及数据以外,还包括指引线及必要的说明。
5.1指引线指引线一般由带有箭头的指引线(箭头线)和两条基准线(一条为细实线,另一条为虚线)组成,两条基准线间隔为2b(b为视图轮廓线宽度),见图1。
基准线一般应与图样的底边相平行,但在特殊条件下亦可与底边相垂直细实线基准线虚线基准线(可省略)箭头线(细实线)图1指引线5.1.1 箭头线和焊缝的关系a)焊缝在箭头侧:如图2(a)所示,即箭头线指在焊缝上;b)焊缝在非箭头侧:如图2 (b)所示,即箭头线指在焊缝的背面。
图2带单角焊缝的T型接头5.1.2箭头线的位置a )箭头线相对焊缝的位置一般无特殊要求,但是在标注形焊缝时,箭头线应指向带有坡口一侧的工件,见图3。
b )必要时,允许箭头线弯折一次,见图4。
(a)(b)图3箭头线的位置图4弯折的箭头5.2 焊缝在图样上的表示5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:a )可见焊缝纵向可用2b〜2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5( a);b )不可见焊缝纵向可用2b〜2.5b等粗的粗虚线表示,见图5 (b);c )焊缝的横截面应按焊缝实际截面形状绘制并涂黑,见图 5 (c)。
焊缝符号
出」 洲
l d=焊缝图形符号的线宽和字体的笔划宽度 l b二细实线的线宽
图1 3 表 1
轮廓线宽度( b ) 数字和大写字母的高度( 的
05 . 07 .
1
nl m
1 4 .
2
35 .
5
7
l 0
l 4
焊符宽体J- 缝号1的・1 一 图的和笔(O 形线字戈dh ) 宽/ I )
注 :1 )
0 5 .
07 .
什刊分魁 日 用田士 丑七 肚 舒 日 任挂日 旺 公, 田 i士曲 1 十 , 囚 生 斗十 圈 耳 田 妇 出 二 抖旧 日利 ̄ 姗 卿 用王 1长 时 比 士 王 田 拜 卜 什 耳 引」 价阳 用 斗翩 下 什晰解 湃 “ 一 和 汗下 日 十曲 卜 甲压 开 耳日 书行二 H 片州 H」 - 解 R 用干翻 陌 绷 耳 日 只干
1 4 1 。
} 一
当焊缝图形符号与基准线( 细实线或细虚线) 的线宽比 较接近时, 允许将焊缝图形符号加粗表示。
52 1 ..
基本符号的尺寸和比 表 2 例见 。
Gs 221 1 2一 90
表2
说 明
. 月 尸8 球 月十 洲叫 r - 魏翻粼裁y 3 d
下 斗 扫抖1+ j 日 件片 谁 辛件卜 招 斗+ 钊
扭t n r lig mb l i f wedn s os o o y
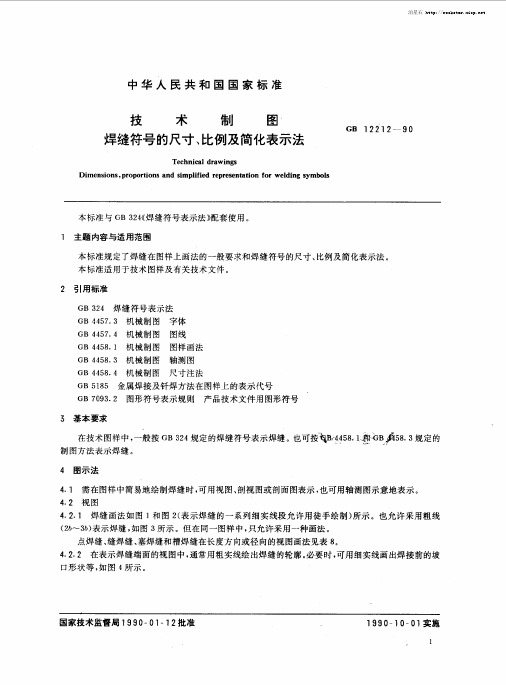
本标准与 G 34焊缝符号表示法》 B 《 2 配套使用。 1 主题内容与适用范围
本标准规定了焊缝在图样上画法的一般要求和焊缝符号的尺寸、 比例及简化表示法。 本标准适用于技术图样及有关技术文件。
2 引用标准
G 34 焊缝符号表示法 B 2 G 45. 机械制图 字体 B 73 9 G 45. B 74 机械制图 图线 4 G 45. 机械制图 图样画法 B 81 4
焊缝尺寸符号及标注要求

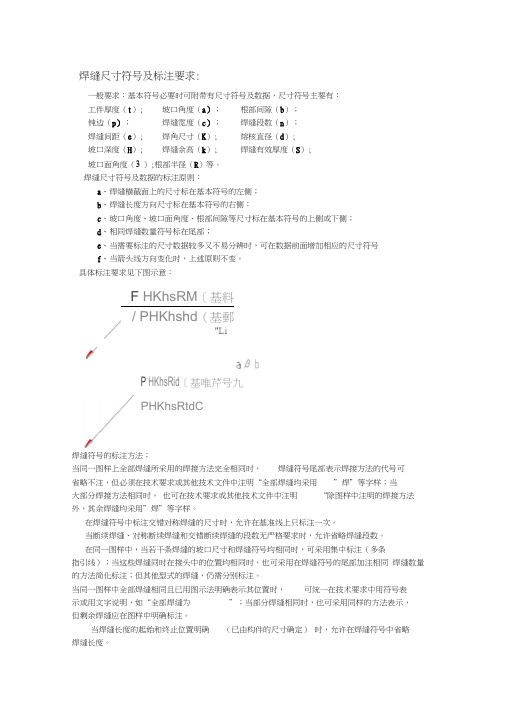
焊缝尺寸符号及标注要求:一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有:工件厚度(t);坡口角度(a) ;根部间隙(b);钝边(p);焊缝宽度(c);焊缝段数(n);焊缝间距(e);焊角尺寸(K);熔核直径(d);坡口深度(H);焊缝余高(k);焊缝有效厚度(S);坡口面角度(β);根部半径(R)等。
焊缝尺寸符号及数据的标注原则:a、焊缝横截面上的尺寸标在基本符号的左侧;b、焊缝长度方向尺寸标在基本符号的右侧;c、坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;d、相同焊缝数量符号标在尾部;e、当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号;f、当箭头线方向变化时,上述原则不变。
具体标注要求见下图示意:焊缝符号的标注方法:当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用……焊”等字样;当大部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用……焊”等字样。
在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。
当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数。
在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用集中标注(多条指引线);当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注;但其他型式的焊缝,仍需分别标注。
当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
当焊缝长度的起始和终止位置明确(已由构件的尺寸确定)时,允许在焊缝符号中省略焊缝长度。
在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无焊缝要求时,允许省略非箭头侧的基准线(虚线)。
焊缝尺寸符号及标注要求
焊缝尺寸符号及标注要求:一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有:工件厚度(t );坡口角度(a ); 根部间隙(b ); 钝边(p );焊缝宽度(c ); 焊缝段数(n ); 焊缝间距(e );焊角尺寸(K ); 熔核直径(d ); 坡口深度(H ); 焊缝余高(k ); 焊缝有效厚度(S );坡口面角度(3 );根部半径(R )等。
焊缝尺寸符号及数据的标注原则:a 、 焊缝横截面上的尺寸标在基本符号的左侧;b 、 焊缝长度方向尺寸标在基本符号的右侧;c 、 坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;d 、 相同焊缝数量符号标在尾部;e 、 当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号f 、 当箭头线方向变化时,上述原则不变。
具体标注要求见下图示意:"LiP HKhsRid 〔基唯芹号九焊缝符号的标注方法:当同一图样上全部焊缝所采用的焊接方法完全相同时, 焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用 ”焊”等字样;当大部分焊接方法相同时, 也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法 外,其余焊缝均采用”焊”等字样。
在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次。
当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数。
在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用集中标注(多条指引线);当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同 焊缝数量的方法简化标注;但其他型式的焊缝,仍需分别标注。
当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表 示或用文字说明,如“全部焊缝为”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
当焊缝长度的起始和终止位置明确(已由构件的尺寸确定) 时,允许在焊缝符号中省略 焊缝长度。
常用焊缝符号及其标注方法
常用焊缝符号及其标注方法1.焊缝符号的种类:常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。
这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。
具体标注方法如下:(1)长焊缝:使用一根带箭头的直线来表示。
箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。
箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。
直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。
两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。
两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺:为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。
标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。
通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。
通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。
因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。
焊缝符号及标注

焊缝符号及标注
1.焊缝基本结构
2.在焊缝结构如图,若腿宽(z) 决定焊缝结构,则应按图17 所示在图纸上用字母(z) 将其标注出来。
按DIN EN 22553规定
3.角焊缝应按下述规定施行焊接:
4.双面角焊缝的厚度a = 0 .35 x 最小钢板厚度;
5.单面角焊缝的厚度a = 0.7 x 最小钢板厚度,但最大不得超过12 mm
注:尺寸(a) 按所连接的最小板厚而定,但不得超过12 mm。
最小板厚> 12 mm 时,应采用半焊透或全焊透焊缝。
——SN200标准
6.焊缝余高
对接焊缝和角焊缝的最大焊缝余高(ü) 根据焊缝质量确定;单边V 形焊缝和双面单边V 形焊缝的半焊透和全焊透焊缝余高(ü) 规定为0 至0.3 x 焊缝高度(s),而单边U 形焊缝以及梯形焊缝的半焊透和全焊透焊缝余高规定为0 至0.2 x 焊缝高度(s)。
焊接表示方法

相应的缝焊、凸焊、闪光对焊、摩擦焊、螺柱电阻焊等属于基体 本身焊接的的视图中,不必再用粗实线绘出焊缝的轮廓。
在剖视图或断面图上,表示缝焊、凸焊、闪光对焊、摩擦焊、螺 柱电阻焊等属于基体本身焊接的金属熔焊区也不必要用涂黑来表 示。
凸焊
3.3 点焊用“+”表示焊点的位置,塞焊用“ + ”表示塞焊的位置。
焊接方法标注按GB/T 5185规定的数字代号,标注在指引线的 尾部。我们常用的焊接方法数字代号如下:
3 气焊 311 氧-乙炔焊 33 氧-乙炔喷焊(堆焊) 4 压焊 42 摩擦焊 7 其它焊接方法 781 螺柱电弧焊 782 螺柱电阻焊 76 电子束焊
焊接方法标注按GB/T 5185规定的数字代号,标注在指引线的 尾部。我们常用的焊接方法数字代号如下:
1.V形焊缝
一般用于对接焊缝。
示意图
符号
2.带钝边V形焊缝
一般用于对接焊缝。
示意图
符号
3.封底焊缝
是要打封底焊道的焊缝。封底焊道是单面对接坡口焊 完后,又在焊缝背面侧施焊的最终焊道。
示意图
符号
4. 角焊缝
沿两直交或近直交零件的交线所焊接的焊缝。
示意图
符号
5.点焊缝
点焊是一种高速、经济的连接方法。它适用于制造可以采用搭接、接头
在视图上表示电弧焊、气焊、钎焊用2-2.5倍轮廓线表示可见焊缝,用 粗虚线表示不可见焊缝。
5.用法举例 5.9 钎焊
在剖视图或断面图上,表示电弧焊、气焊、钎 焊焊缝焊缝的金属熔焊区通常应涂黑表示。
钎焊一周 焊料 HLSn60PbB 三角焊缝,焊角高 度是2
6.实际使用举例 6.1无论指引线在基准线的左边还是右边,基准线上标注焊缝形状、尺寸的符号
焊缝符号及标注方法
基准线包括实线基准线和虚线基准线。虚线基 准线可画在实线基准线的上方或下方。
焊缝符号标注在实线基准线上表示焊缝在箭头 侧,焊缝符号标注在虚线基准线上表示焊缝在非箭 头侧。
焊接基础知识培训
标注对称焊缝或者双面焊缝时,虚线可以省 略不画。
焊接基础知识培训
焊接基础知识培训
4、指引线及标注基准
指引线由箭头线和两条基准线(一条实线、 一条虚线)组成。
焊接基础知识培训
箭头线指向接头焊缝的位置,可由接头的焊缝侧 引出,也可由接头的非焊缝侧引出。箭头线可由基准 线的左端引出,也可由基准线的右端引出。
箭头线相对焊缝坡口的位置一般没有特殊的要求, 但对一侧接头是直坡口而另一侧接头是斜坡口的单边 焊缝,箭头线应指向带有坡口一侧的工件。
3、传动轴管与接头叉 焊缝符号的含义: ①环绕轴管周围焊接 的连续焊缝; ②带钝边单边V型坡口, 钝边尺寸1mm; ③坡口面角度45度; ④要求焊缝焊透,并 且表面凸起。
焊接基础知识培训
焊缝符号及标注方法
焊接基础知识培训
焊缝符号
焊缝符号一般由基本符号和指引线组成,传 达了焊缝的基本信息,属于必须标注的内容。此 外,在必要时还应加上辅助符号、补充符号、焊 缝尺寸符号等。
焊接基础知识培训
1、基本符号
焊缝基本符号是表示焊缝横断面形状的符号, 共有13个。
焊接基础知识培训
焊接基础知识培训
焊接基础知识培训
焊缝尺寸标注示例:
焊接基础知识培训
断续焊缝标注示例:
焊接基础知识培训
焊缝尺寸省略的含义 基本符号右侧无任何标注且无其它说明时,表
示要求焊缝沿整个长度连续焊好。如左图表示角焊 缝在全长度上连续焊好,焊角尺寸4mm。
焊缝符号标注详解

三,焊缝标注及技术要求中的注意事项
总之,设计者选择的焊缝大小,坡口大小,要有比较可靠的根据,当有人问你焊缝强度是否可靠时,你能够给予肯定的回答.
3,焊缝是否开坡口,开多大坡口,应由强度计算决定(或参照别人成功的经验).并不是板厚就必须开坡口,或开大坡口.
4,指引线 我们常见的错误是指引线不完整, 不完整的指引线常无法判断坡口方向。
基准线的虚线可以画在实线的上侧或下侧 基准线一般应与图面的底边相平行,但在特殊情况下也可与底边相垂直。 如果在接头的箭头侧,则将基本符号标在基准线的实线侧。 如果在接头的非箭头侧,则将基本符号标在基准线的虚线侧。 对称焊缝可不加虚线。 基准符号可以标在基准线的实线侧,也可标在虚线侧. 在实线侧的基准符号,其坡口形式开在箭头的指引侧,标在虚线上的基准符号其坡口形式在箭头的另一侧.
(此点与GB324-88略有不同)
双面不对称焊缝应根据不同情况决定是否可剩略虚线
5,焊缝尺寸及其标注
焊缝尺寸符号所代表的含意
焊缝尺寸符号标注示例
二,焊缝符号的综合标注举例 几点注意事项 焊缝横截面上的尺寸标在基本符号的左侧, 焊缝长度方向的尺寸标在基本符号的右侧. 坡口角度,坡口面角度,根部间隙标在基本符号的上部或下部, 相同数量符号标在尾部, 当需要标注的尺寸数据较多且又不易分辩时,应在数据前面增加相应的尺寸符号, 几个常用的尺寸符号: 角焊缝焊角高度K,坡口深度H,焊缝有效厚度S,坡口角度α,坡口面角度β,坡口钝边p,根部间隙b,U形坡口根部半径R,
我们在标注焊缝时常见的错误
2,焊缝基本符号的选用含糊不清
第一
第一种情况是对使用哪一种焊缝基本符号模糊不清. 第二种情况比较特殊,也是比较难掌握的一点,那就是两个工件的厚度相同,标注相同的焊接符号,为什么一个对,一个不对呢?这是因为宽度尺寸相对大的工件无坡口对接焊缝可以采用双面自动焊能够焊透,而宽度尺寸很小的工件,虽然也能用双面自动焊,但这么小的工件如用自动焊则非常麻烦,而用手工焊则很难焊透,如把它标为双面坡口焊缝用手工焊则比较方便.-----选用的焊缝基本符号必须与焊缝方法相适应.
常用焊缝符号及其标注方法(全)
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号(同上述三面焊缝符号)标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
GB324-88 焊缝符号表示方法
对应的旧标准:GB 324-80UDC621.791.05:003.62J 04中华人民共和国国家标准GB 324—88焊缝符号表示法WeIds—symbolic representation on drawings1988—12—10发布1989—07—01实施国家技术监督局发布目次1.主题内容及适用范围2 引用标准3 总则4 符号5 符号在图样上的位置6 焊缝尺寸符号及其标注位置7 符号应用举例(见附录A)附录A符号应用举列(补充件)中华人民共和国国家标准UDC621.791.05:003.62GB 324—88焊缝符号表示法代替GB 324—80 Welds-symbolic representation on drawings国家技术监督局1988-12-10批准1989-07-01实施本标准等效采用国际标准ISO 2553—84《焊缝在图样上的符号表示法》。
1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5l85 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
4.2 辅助符号辅助符号是表示焊缝表面形状特征的符号,见表2。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
辅助符号的应用示例见表3。
4.3 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表4。
焊缝高度及焊缝符号
焊缝高度及焊缝符号买卖焊机网快速成为焊接高手--?有捷径?焊接符号什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(l)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一1988《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊缝高度【词目】焊缝高度【读音】hàn fèng gāo dù【释义】金属板之间的缝隙,通过焊条在烧焊冷却收缩后,其金属液体在焊缝间填充的总体高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.2尺寸和比例
4.2.1焊缝图形符号在双基准线上的尺寸位置及比例关系见图12。对称焊缝符号在基准线上的位置及尺寸比例关系见图13。
图12图13
4.2.2焊缝图形基本符号必须接触基准线。
4.2.3当焊缝图形符号与基准线的线宽比较接近时,允许将焊缝图形符号加粗表示。
5.焊缝符号的简化标注法
5.1焊缝位置的定位尺寸应符合Q/ZN102—2007《焊缝符号表示法》的规定;当焊缝的定位尺寸无严格要求时,标注时可省略。简化标注示例见表8。
点焊缝、塞焊缝在长度方向或径向的视图画法见表8。
图1图2
图3图4
在表示焊缝端面的视图中,通常用粗实线绘出焊缝的轮廓。必要时,可用细实线画出焊接前的坡口形状等,如图4所示。
3.2剖视图或剖面图
在剖视图或剖面图上,焊缝的金属熔焊区通常应涂黑表示,如图5所示。若同时需要表示坡口的形状时,熔焊区部分也可按第3.1条的规定绘制,如图6所示。
当采用简化代号标注焊缝时,在图样下方或标题栏附近的代号和符号应是图形上所注代号和符号的1.4倍(图18)。
图18图19
6.8在不致引起误解的情况下,当箭头线指向焊缝,而非箭头侧又无焊缝要求时,允许省略非箭头侧的基准线(虚线)如图19和表8所示。
6.9当焊缝长度的起始和终止位置明确(已由构件的尺寸等确定)时,允许在焊缝符号中省略焊缝长度,如图19所示。
6.10在实际应用中,当焊缝的横截面尺寸在其它执行的标准文件(如工艺守则等)中已作规定,焊缝标注时允许省略焊缝横截面上尺寸;当焊缝的段数(焊点数量)有明确的要求,焊缝的间距因此自然明确时,允许标注时省略焊缝间距。如图20、图21所示。
图20图21
6.11对于左右对称结构或部件,允许只在一侧标注,并可以在基本符号右侧的尺寸符号后加“×左/右”或“×L/R”来表示,如图22、图23所示。
3.图示法
在技术图样中,一般按Q/ZN102—2007规定的焊缝符号表示焊缝。也可按GB4458.1和GB4458.3规定的制图方法表示焊缝。下面介绍图示法。
需在图样中简易地绘制焊缝时,可用视图、剖视图、剖面图或轴测图等图示方法示意地表示。
3.1视图法
焊缝画法如图1和图2(表示焊缝的一系列细实线允许用徒手绘制)所示。也允许采用粗线(2b-3b)表示焊缝,如图3所示。但在同一图样中,只允许采用一种画法。
图22图23
7.综合示例
焊缝的视图、剖视图画法和焊缝符号及其焊缝位置的定位尺寸简化注法示例见表8。
表8
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
1
对称断续角焊缝,构件两端均有焊缝。
按照第5.4条的规定,焊缝符号标注中省略了焊缝段数;按照第5.3条的规定,焊缝符号中的尺寸只在基准线上标注了一次。
焊缝符号的尺寸、比例、及简化表示法
本标准与Q/ZN102—2007《焊缝符号表示法》配套使用。
1.引用标准
引用GB 12212—90《焊缝符号的尺寸、比例及简化表示法》的标准。
2.主题内容及适用范围
本标准规定了本公司焊缝在图样上画法的一般要求和焊缝符号的尺寸、比例及简化表示法。
本标准适用于技术图样及有关技术文件。
2
交错断续角焊缝,其中L是确定箭头侧焊缝起始位置的定位尺寸;工件在非箭头侧两面三刀端均有焊缝。
说明见序号1
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
3
交错断续角焊缝,其中L1是确定箭头侧焊缝起始位置的定位尺寸;L2是确定非箭头侧焊缝起始位置的定位尺寸
说明见序号1
4
塞焊缝在箭头侧;其中L是确定焊缝起始孔中心位置的定位尺寸
5.2当同一图样上全部焊缝所采用的焊接方法完全相同时,焊缝符号尾部表示焊接方法的代号可省略不注,但必须在技术要求或其他技术文件中注明“全部焊缝均采用......焊”等到字样;当在部分焊接方法相同时,也可在技术要求或其他技术文件中注明“除图样中注明的焊接方法外,其余焊缝均采用......焊”等字样。
5.3在焊缝符号中标注交错对称焊缝的尺寸时,允许在基准线上只标注一次,如图14和表8所示。
图14图15
5.4当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略焊缝段数,如图15和表8所示。
5.5在同一图样中,当若干条焊缝的坡口尺寸和焊缝符号均相同时,可采用图16的方法集中标注;当这些焊缝同时在接头中的位置均相同时,也可采用在焊缝符号的尾部加注相同焊缝数量的方法简化标注,但其他型式的焊缝,仍需分别标注,如图17所示。
按照第5.10条的规定,焊缝符号标注中省略了焊缝横截面尺寸和焊缝间距
图5
3.3轴测图
用轴测图示意地表示焊缝的画法,如图7和图8。
图7图8
3.4局部放大图
必要时,可将焊缝部位放大表示并标注,如图9所示。
图9
3.5图示法与焊缝符号标注方法的关系
当在图样中采用图示法绘出焊缝时,通常应同时标注焊缝符号,如图10所示。
图10
4.焊缝符号的尺寸和比例
4.1基本规定
焊缝图形符号及其组成应按GB7093.6当同一图样中全部焊缝相同且已用图示法明确表示其位置时,可统一在技术要求中用符号表示或用文字说明,如“全部焊缝为5 ”;当部分焊缝相同时,也可采用同样的方法表示,但剩余焊缝应在图样中明确标注。
6.7为了简化标注方法,或者标注位置受到限制时,可以标注焊缝简化代号(图18),但必须在该图样下方或在标题栏附近说明这些简化代号的意义。
按照第5.4条和5.8条的规定,焊缝符号标注中省略了焊缝段数和非箭头侧的基准线(虚线)
序号
视图或剖视图画法示例
焊缝符号及定位尺寸简化注法示例
说明
点焊缝位于中心位置;其中L是确定焊缝起始焊点中心位置的定位尺寸
按照第5.4条的规定,焊缝符号标注中省略了焊缝段数
点焊缝位于中心位置,其中为了区分焊点所焊部品的不同,允许用不同的符号来表示
用于焊缝符号的字体和图线应符合相关国家标准。
在任一图样中,焊缝图形符号的线宽、焊缝符号中字体的字形、字高和字体笔划宽度应与图样中其他符号(如尺寸符号、表面粗糙度符号)的线宽、尺寸字体的字形、字高和笔划宽度相同。
焊缝符号的基准线由两条相互平行的细实线和虚线组成。基准线一般与图样标题栏的长边相平行;必要时,也可以与图样标题栏的长边相垂直。焊缝符号的箭头线用细实线绘制。如图11所示。