弹簧夹头及高速回转接头图纸
ZQ-100型钻杆动力钳背钳设计(全套图纸)

毕业设计说明书论文(全套CAD图纸) QQ 36396305摘要在人类的机械创新的不断进步,使机械代替了人。
以前在油田修井时或者下油管时,管与管连接时是用管钳来上扣和卸扣,现在使用这种液压钳,就给人类带来很多方便,使工作效率和安全系数提高,也减少了很多井口的工作人员,因此这是油田经常使用的卸管工具。
针对修井作业中人力上卸抽油杆螺纹效率低,劳动强度大,又不能保证不同规格抽油杆所要求的上扣扭矩等问题,研制了ZQ-100型液压抽油杆钳,这种抽油杆钳由主钳,手动换向阀,液压马达,底钳,弹簧吊筒和调节弹簧等组成,在设计中省掉了转速换挡机构,同时通过改变制动板上压簧螺栓的结构,解决了制动板减薄时颚板滚子爬坡力量不足这一技术难题,介绍了这种抽油杆钳的工作原理。
目前,国外钻杆动力钳的种类很多,而且产品性能及质量都相对稳定,特别是他们产品的体积与输出扭矩不会成比例变化,即使动力钳输出扭矩相当大时,其产品的体积也不会增加多少,因而适用于现场需要。
而国内产品还处在研发和改进阶段,产品性能及质量都有待进一步提高,国内产品的体积和重量都随输出扭矩的增大而增大,从而导致无法适用于某些大型钻管。
近10年来,中国国内生产动力钳有所增长,但相比国外我国动力钳结构复杂不方便使用与维护,使用期短等缺点,所以我国正大力发展动力钳设计改造,达到世界水平。
关键词:石油;机械创新;性能;转杆动力钳;研发改进;设计AbstractIn recent years, with continued rapid growth of our national economy, petroleum volume of consumption of our country increase year by year. The rank has already exceeded Japan, has become the second largest petroleum following U.S.A. and consumed the country. On being pole required to pump oil, pump the oil pole pincers after developing the hydraulic pressure of Model ZQ-100, this kind pumps the oil pole pincers by the main pincers , the manual reversing valve, hydraulic motor, bottom pincers , the spring hangs tube and regulates spring ,etc. to make up , save rotational speed shift gears organization , at the same time through change , apply the brake board pigeonhole reed structure of bolt in design, solve , apply the brake board jaw board roll sub climbing strength insufficient technological difficult problem this reduce thin ,, recommend this kind pump oil pole operation principle of pincers! Main technical parameter and experimental situation in the room, employ the result to indicate live, adopt Model ZQ-100 hydraulic pressure pump oil pole pincers can reduce , release oil pole take off number of times of spiking greatly, improve and build the quality of the well and build the pace of the well. Let out difficult to avoid and fluid have a sure one but compression, so, transmission than unable and invariable, suitable for transmission than requiring strict occasion. Energy caused to leak lose, hydraulic transmission main energy is lost, in addition resistance and machinery that fluid receive among pipeline rub etc., cause sure energy to lose, cause the efficiency of hydraulic transmission to be relatively low. The viscosity of the fluid changes with temperature, as the warm change of oil, will influence the working performance of the actuator directly. In addition, have greater difficulties to adopt hydraulic transmission under the low-temperature condition or high-temperature condition. Fluid through air, will produce noise is apt to cause vibration, the ones that influenced transmission are steady. It is relatively difficult to maintain, the work load is large. At the trouble of producing, trouble reason difficult to look for, get rid of getting difficult through design, optimize, reduce, shoulder, influence as hydraulic system. At present, the kind of the motive force pincers of foreign drilling rod is numerous, and properties of product and quality are all relatively stable, especially they the products one volume and output torsion can changes proportional, even if power, when毕业设计说明书论文(全套CAD图纸) QQ 36396305pincers quite heavy to export torsion, volume of product its how much does it increase either, suitable for needing at the scene. The domestic products are still at the stage of researching and developing and improving, properties of product and quality all remain to further improve, volume and weight of the domestic products all export the increase of the torsion to increase at the same time, thus it is unable to be suitable for some to cause and bore managing large-scaly. The past 10 years, produce power pincers increase to some extent, compare foreign of our country power pincers structure complicated to use and maintain while being inconvenient in China, the shortcoming such as being short of service time, so our country is developing the motive force pincers to design and transform in a more cost-effective manner, reach the world standard. Transfer to ZQ100 type to pole power pincers carry pincers go on, design , realize, it is safe to apply the brake, it is reliable and durable. Make the hydraulic pressure control and drive the rack to clamp the steel tube effectively.Key words: Petroleum; Machinery innovates; Performance ; Transfer to the pole motive force pincers ; Research and develop and improve; Design目录1 绪论 11.1液压动力钳概述 (6)1.1.1 液压动力钳的发展状况 61.1.2 液压动力钳的应用71.2液压动力钳的结构及工作原理 (8)1.2.1 液压动力钳的结构及特点81.2.2 液压动力钳的工作原理91.3液压动力钳技术参数及特点 (10)1.3.1 ZQ-100型液压动力钳的技术参数101.3.2 液压动力钳的技术特点101.4液压动力钳的的操作说明 (11)1.4.1 液压动力钳的的安装111.4.2 液压动力钳的操作121.4.3 液压动力钳的维护与润滑121.4.4 液压动力钳的常见故障及排除方法132 ZQ-100型钻杆动力钳的背钳总体设计142.1ZQ-100型钻杆动力钳的背钳概述 (14)2.2ZQ-100型钻杆动力钳的背钳结构设计 (14)2.3背钳结构设计中的问题 (15)3 ZQ-100型钻杆动力钳的背钳液压缸设计173.1液压缸的类型和结构形式选择 (17)3.2液压缸基本参数确定 (17)3.2.1 液压缸工作负载及工作压力183.2.2 缸筒内径及柱塞杆直径183.2.3 液压缸最大工作行程和最小导向长度21毕业设计说明书论文(全套CAD图纸) QQ 363963053.3液压缸的强度及刚度校核 (22)3.3.1 缸筒壁厚的校核及外径计算223.3.2 液压缸柱塞杆强度验算233.4液压缸稳定性验算 (23)3.5液压缸的安装试验与维护 (24)4 ZQ-100型杆动力钳的背钳传动设计264.1背钳传动概述 (26)4.2背钳传动设计 (26)4.3轴的设计 (28)4.3.1 轴的结构设计284.3.2 轴的强度计算284.3.3 轴的刚度计算284.3.4 轴的稳定性324.4齿轮系的设计 (32)4.4.1 齿轮系的传动比324.4.2 齿轮的强度计算335 结论506 技术经济分析44致谢 52参考文献 53附录A译文55附录B英文文献611 绪论在人类的机械创新的不断进步,使机械代替了人。
阿尔弗雷德·雅格齿科电主轴手册 DentaDrive 60V S21说明书

手册DentaDrive 60V S21高频主轴气动直接换刀电主轴的标记系列号额定转速因为本公司的电主轴始终保持最新技术研发水平,所以我们保留更改和与本说明书中的实施方案相比的技术改进和不同内容。
本手册文字说明经过极为认真地编写。
但是错误和疏漏在所难免,对于因此而引起的后果,Alfred Jäger GmbH概不承担法律责任及任何其它责任。
未经 Alfred Jäger GmbH 明确的书面同意,不得翻译和复制(即使是节选)。
目录:原厂手册的翻译文本1初步信息 5 1.1手册用途 (5)1.2符号说明 (5)2运输和包装 6 2.1电主轴的供货范围 (6)2.1.1维修工具 (6)2.1.2可选配件 (7)2.1.3随产品附带的技术资料 (7)2.2电主轴的包装 (7)3按规程使用 8 3.1允许的加工类型 (8)3.2允许材料 (8)4安全注意事项 9 4.1工作要具备安全意识 (10)4.2电主轴的停止运转 (11)4.3安装维修 (11)4.4改装维修 (11)4.5不正确的操作方法 (11)5技术说明 12 5.1电主轴的接口 (12)5.2电气连接 (13)5.3冷却 (14)5.3.1通过电主轴托架冷却 (14)5.4密封空气 (15)5.5锥形清洗(可选附件) (15)5.6气动刀具更换 (15)5.7气缸排气装置 (15)6技术参数 16 6.1尺寸 (17)6.2电机数据 (18)6.2.1功率图 (19)6.2.2等效电路图数据 (19)参数 (20)6.3电机数据 (21)6.3.1功率图 (22)6.3.2等效电路图数据 (22)参数 (23)6.4电路图 (24)6.5电机保护 Pt1000(可选配件).......................... 256.6电机保护 PTC 100° C(可选配件) (26)6.7ESD 保护(可选配件) (26)6.8空气传播听觉范围内的声音 (27)7操作地点 278安装 28 8.1安装电主轴 (28)8.2介质引线直径 (28)8.3压缩空气 (29)8.3.1气体纯度等级 (ISO 8573-1) (29)8.3.2调节密封空气 (29)8.3.3调节值 (30)9调试 31 9.1进料示意图 (31)9.2每天启动 (32)9.3停止信息 (32)9.4存放之后启动 (32)10刀具更换 33 10.1顺时针旋转 (33)10.2气动直接换刀 (33)10.2.1更换夹头 (34)10.3刀具更换站(可选附件) (35)10.3.1气动直接换刀 (35)10.3.2安装更换站 (35)10.3.3维修 (35)11高速加工刀具 36 11.1折断的刀具 (36)12维修 37 12.1球轴承 (37)12.2每日清洁 (37)12.2.1开始工作前 (37)12.2.2每次刀具更换时 (37)12.2.3每次更换夹具时 (37)12.3存放时 (38)12.4月维修 (38)12.5在长期存放条件下 (38)12.6最长存放期限 (38)13拆除 39 13.1废物处理及环境保护 (39)目录:原厂手册的翻译文本14服务和维修 39 14.1特约维修站 (39)14.2工作故障 (40)15安装声明 43初步信息1初步信息高速电主轴(电主轴)是适用于高速加工的高质量精密刀具。
旋转接头的结构和工作原理(图解一)
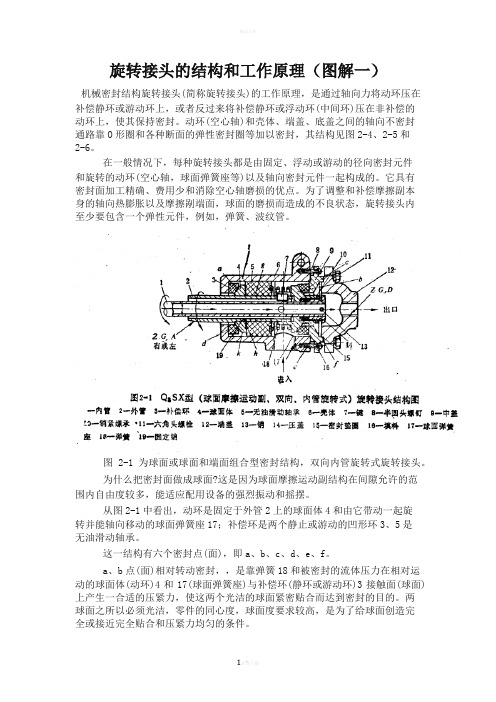
旋转接头的结构和工作原理(图解一)机械密封结构旋转接头(简称旋转接头)的工作原理,是通过轴向力将动环压在补偿静环或游动环上,或者反过来将补偿静环或浮动环(中间环)压在非补偿的动环上,使其保持密封。
动环(空心轴)和壳体、端盖、底盖之间的轴向不密封通路靠O形圈和各种断面的弹性密封圈等加以密封,其结构见图2-4、2-5和2-6。
在一般情况下,每种旋转接头都是由固定、浮动或游动的径向密封元件和旋转的动环(空心轴,球面弹簧座等)以及轴向密封元件一起构成的。
它具有密封面加工精确、费用少和消除空心轴磨损的优点。
为了调整和补偿摩擦副本身的轴向热膨胀以及摩擦剐端面,球面的磨损而造成的不良状态,旋转接头内至少要包含一个弹性元件,例如,弹簧、波纹管。
图2-1为球面或球面和端面组合型密封结构,双向内管旋转式旋转接头。
为什么把密封面做成球面?这是因为球面摩擦运动副结构在间隙允许的范围内自由度较多,能适应配用设备的强烈振动和摇摆。
从图2-1中看出,动环是固定于外管2上的球面体4和由它带动一起旋转并能轴向移动的球面弹簧座17;补偿环是两个静止或游动的凹形环3、5是无油滑动轴承。
这一结构有六个密封点(面),即a、b、c、d、e、f。
a、b点(面)相对转动密封,,是靠弹簧18和被密封的流体压力在相对运动的球面体(动环)4和17(球面弹簧座)与补偿环(静环或游动环)3接触面(球面)上产生一合适的压紧力,使这两个光洁的球面紧密贴合而达到密封的目的。
两球面之所以必须光洁,零件的同心度,球面度要求较高,是为了给球面创造完全或接近完全贴合和压紧力均匀的条件。
c、d点(面),是两个端面密封。
当配用设备振动和摇摆不大,压紧力合适时,两个补偿环3一般处于静止状态,属于静密封情况。
当配用设备振动和摇摆强烈,压紧力较大时,由于补偿环3的外径与壳体6的内径之间因留有较大的间隙,它将随球面体(动环)4和17不·同步地在相应的端面上作相对游动,但相匹配的接触端面必须光洁、平直。
弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例

弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例本周为大家带来的是弹簧夹头结构尺寸的计算和夹具柱用动力源夹紧装置图例一、弹簧夹头结构尺寸的计算弹簧夹头大部分已标准化。
在自行设计弹簧夹头时,各部分尺寸的计算见表。
图1 弹簧夹头各部分尺寸的计算注:1. 公式适用于:D/d1=0.8~1.0。
2. d1=为弹簧夹头配合直径。
展开剩余85%图2 弹簧夹头推荐尺寸注:1. 材料:一般用T7A、T8A、T10A、65Mn,薄壁弹性夹头用4SiCrV、9SiCr。
2.热处理:工作部分T7A43~52HRC;T8A55~60HRC;T10A52~56HRC;4SiCrV57~60HRC; 9SiCr56~62HRC;65Mn57~62HRC。
尾部T7A30~32HRC;T8A32~35HRC;T10A40~45HRC;4SiCrV47~50HRC;9SiCr40~45HRC;65Mn40~45HRC。
二、夹具柱用动力源鉴于本书前后阐述了多种不同型式的动力源,此节仅提出特重型动力源,主要是凸轮型式。
图3凸轮A必须按它与孔的配合来设计,使它在夹紧柱拉下时能在孔中滑动。
由于滚柱减少了摩擦,必预有一个持续作用在A上的力。
图4凸轮A置于圆销的两端,拉下轴上的圆销。
图5当轴G按顺时针方向旋转(从俯视图看)时,G上用来同C和H(见B一B剖面图)的凹座相配的两个凸缘使H和C转动。
C是固定在H上的。
当C转动时,C上的爱克米螺纹使环D和两夹紧柱A升起。
固定在C上的键F(见A一A剖面图)在E的槽中移动,从而把受弹簧载荷的内夹紧柱B拉下。
图6本设计的动力源为一强力弹簧经由齿轮驱动带齿条的夹紧柱,或是经由齿轮驱动在本节其它图例中所介绍的楔形凸轮。
气缸作用在C上就可松开由弹簧产生的夹紧动作。
以下是关于此示图的说明。
弹簧的力很大,假如卸去E上的带帽螺钉,而又没有采取其他一些控制弹簧的措施,弹簧就会使D和E飞射出去。
装拆弹簧时,插进一根穿过D而拧在A上的长螺杆。
液压泵上体三孔车床夹具设计(含全套CAD图纸)

题目:液压泵上体三孔加工机床专用夹具设计摘 要为车床上加工液压泵上体3个阶梯孔设计夹具, 此夹具是一种安装在花盘上的直线移 动式车床专用夹具。
分析夹具的结构特点、工作原理, 计算其定位误差和夹紧力, 进行加 工精度分析, 该夹具能保证三孔中心尺寸精度、三孔轴线与底面垂直精度以及与四小孔位 置精度。
机床夹具设计是制造系统的重要组成部分,随着先进制造技术的发展和市场竞争的加 剧,传统的夹具设计方式已影响企业中产品的生产,企业迫切需要提高夹具设计的效率。
计算机辅助设计适应这一要求,主要包括以下方面研究:1、现代技术把 CAD 技术引入夹 具设计中,形成计算机辅助夹具设计方法,研制相应软件系统;2、从零件的 CAD 建模发 展到面向产品的CAD建模,实现系统化、多样化设计;利用Pro/E等三维绘图软件绘制大 量夹具标准件,建立数据库和图形库。
关键词:阶梯孔加工;夹具;分度滑块;定位误差;Pro/E建模液压泵上体三孔加工机床专用夹具设计AbstractThe jig was designed for processing three trapezoid holes of upper hydraulic pump in lathe. It was a kind of special linear motion type jig fixed on the panel. The configuration features, operating principle of this jig were analyzed, positioning error and pinch force were calculated and machining accuracy was analyzed. The size precision of threehole core, perpendicular precision between three axes and bottom surface, positioning precision of four holes can be assured by this jig.Jigs and fixtures design is an important part of the manufacturing system, with advanced manufacturing technology development and market competition intensifies, traditional fixture design approach has affected the production enterprise, enterprises urgently need to improve the efficiency of the fixture design. Computeraided design to meet this requirement, including the following aspects: 1, the modern technology of CAD technology to introduce fixture design, a computeraided fixture design method, the development of corresponding software system; from parts of the CAD modelingoriented CAD modeling of the product to achieve a systematic, diversified design; use of Pro / E and 3D graphics software to draw a large number of fixture standard, to establish a database and graphics library.Keywords:Trapezoid hole processing; Jig; Graduated sliding block; Positioning error目录引言....................................................................................................................................... 1 第 1章 绪论.......................................................................................................................... 11.1 夹具概念.................................................................................................................. 11.2 夹具的主要功能...................................................................................................... 11.3 夹具的分类.............................................................................................................. 11.3.2按夹具的动力源分类............................................................................................. 21.4 夹具的组成.............................................................................................................. 21.5 常用定位元件及选用............................................................................................... 31.6 工件的夹紧.............................................................................................................. 71.7 机床夹具的现状及发展方向................................................................................... 9 第 2章 零件的分析............................................................................................................ 11 2.1 零件分析................................................................................................................ 112.2 零件工艺分析........................................................................................................ 112.3 确定毛坯的制造形式与基面选择.......................................................................... 122.4 工艺路线拟定........................................................................................................ 122.5确定切削用量及基本时间...................................................................................... 122.6 设计计算过程........................................................................................................ 172.7加工精度分析......................................................................................................... 202.8 夹具主要尺寸与公差分析..................................................................................... 212.9 夹具与机床连接方式............................................................................................. 22 第 3章 夹具体零件的创建及装配................................................................................... 233.1 零件的创建............................................................................................................ 233.2 夹具体的装配........................................................................................................ 24 结论与展望.......................................................................................................................... 25 致谢..................................................................................................................................... 26 参考文献............................................................................................................................. 27如有兴趣联系作者 QQ 401339828或 197216396 附录:论文附全套 CAD图纸及完整版说明书 word版本,最后希望能帮到你!!!!液压泵上体三孔加工机床专用夹具设计插图清单图21液压泵上体零件图.............................................................................................. 11 图22一面两销定位简图.............................................................................................. 19 图23夹具总装配图...................................................................................................... 21 图24过渡盘与车床主轴的连接示意图....................................................................... 22 图31分度盘创建效果图.............................................................................................. 23 图32花盘创建效果图.................................................................................................. 23 图33对定块创建效果图.............................................................................................. 23 图34分度滑块创建效果图.......................................................................................... 23 图35压板创建效果图.................................................................................................. 24 图36螺栓创建效果图.................................................................................................. 24 图37夹具的总装配图.................................................................................................. 24 图38夹具体爆炸图...................................................................................................... 24查表清单表21定位元件限制的自由度 ........................................................................................... 18引言机械制造业是国民经济的支柱产业, 现代制造业正在改变人们的生产方式、 生活方式、 经营管理模式乃至社会的组织结构和文化。
快速夹具工作原理【图解】
面对生产任务的逐年增加,在现有生产条件下,提高生产效率是技术部门不断努力的方向。
机械加工过程要降低成本、提高生产效率,就要从最重要的环节工艺设计及工装准备入手。
机械加工现有生产模式主要体现在工装应用落后,效率低下,工人加工零件时装夹及找正时间长,特别是单件或小批生产频繁更换工装时,大多数时间都是在安装夹具及找正。
实现这一目标的必要措施,就是对现有的夹具进行改造,替换。
在机床上应用组合夹具,快换夹具实现加工的同时,减少了频繁更换夹具及找正时间,对整体的生产效率提高起到非常重要的作用。
一、快换工装设计思路快装夹具的应用比我们常用的电动(或液压)卡盘要方便快捷,夹紧也可靠,而且加工不同的工件,生产准备相对简单并且周期短,只需更换不同的弹簧夹头和定位销轴,重新编制加工程序即可方便快捷地加工出各种所需的工件,从而可以低成本地实现较大规模的自动化生产,为企业节省资金。
图1 快换夹具系统下面本文将介绍经济型数控车床快速安装夹具的设计原理与思路:1、夹紧机构在数控车床的床头箱前端增加快装夹紧机构(见图2),其工作原理:拨叉13在齿条轴的推动下由右向左移动,通过瓦6带动活动套8向左移动,钢球12在活动套8的作用下沿夹具体5的斜面向中心移动,同时钢球12向左挤压夹紧套7,使夹紧套7和锁紧挡圈11向左移动,从而使弹簧夹头10向左移动锁紧工件,工件的轴向定位由定位销9来实现。
当工件加工完后,拨叉13在齿条轴的推动下向右移动,通过瓦6带动活动套8向右移动,从而使弹簧夹头10松开工件,这样工件的加工就完成了。
用户可根据所加工工件的不同来更换不同的弹簧夹头和定位销就可以实现不同工件的加工。
图2 夹紧机构图1-锥套2-定位套3-主轴4-过渡盘5-夹具体6-瓦7-夹紧套8-活动套9-定位销10-弹簧夹头11-锁紧档圈12-钢球13-拨叉14-传动链15-插销螺栓16-带肩螺母2、夹具动力部分夹具动力部分机构见图3:由固定块7和支架3将传动轴2、齿条轴6和回转气缸4等零件固定在车床床头箱前端,与夹紧机构通过拨叉8相连接。
TK13250E说明书

1) 旋转分度工作原理:转台整个传动链由电机13、一对啮合齿轮14.15、单级蜗杆副 及工作台组成,当电机接到由控制单元发出的启动信号后,经传动链驱动工作台旋转分 度,角度由程序控制。工作台到位后,电机精确停转定位,工作台靠蜗杆副自锁功能保 持准确的定位。此时,可进行较低切削扭矩的零件的加工。
2) 工作台刹紧工作原理:工作台后端安装刹紧片,当工作台刹紧腔通入压力气(油) 后,活塞压紧刹紧片,实现工作台的刹紧,当工作台刹紧腔压力气(油)后卸压后,活 塞在弹簧作用下,由压紧位置回到脱开位置,实现工作台的松开。即:活塞的压紧运动 是由压力气(油)完成,松开时靠弹簧弹力,因此转台松开时,刹紧腔必须迅速卸压。 在工作台刹紧腔的旁边还设计有与之贯通的小气(油)缸,小活塞上安装有发信块,其 用于感应传感器发出松开、刹紧电信号。当工作台刹紧缸腔通入压力气(油)的同时, 小气(油)缸的气(油)腔通压,小活塞弹出,发信块感应刹紧传感器,发出刹紧电信 号,同时,松开传感器处自由状态。当工作台松开口通入压力气(油)的同时,刹紧口 压力气(油)卸压,小活塞也受到气(油)压的作用移入,发信块感应松开传感器,发 出工作台松开电信号,同时刹紧传感器恢复自由状态。
共
第
12
4
页
页
共
12
页
OLI SPEED 电主轴说明书

OLI SPEED 电主轴说明书电主轴使用说明电主轴是一种高速高刚度精密的电动机,其由精密滚动轴承支承,油脂润滑,外循环水冷却,雕刻(铣)主轴一般为立式使用,使用的方法正确与否将直接影响雕刻和雕铣质量,以及主轴的工作寿命。
1、避免撞击强烈撞击,特别是主轴端部及前端盖部位绝不许撞击,否则会损坏精密轴承及主轴精度,造成主轴回转精度的丧失。
2、正确安装和夹紧安装前应确认主轴电机状态正常,主要指外观无损伤,主轴转动轻匀。
用500V摇表查定子之对地绝缘电阻在100мΩ以上。
主轴电机套筒外径与夹持座孔间的配合公差必须保证主轴电机之套筒能顺利滑入座孔,在任何情况下都不能使用锤子或其他工具来使主轴定位,夹紧力不宜过大,否则会造成精密轴承的钢球滚道变形,使主轴精度及寿命受到影响。
夹持后要检查主轴前端锥孔定心面的跳动应不大于0。
005MM,主轴回转轻匀。
3、筒夹(ER型)压帽和刀具的安装刀具的安装必须保证回转精度,否则会产生剧烈振动,影响雕刻(铣)质量和效率及轴承寿命。
必须十分小心的地擦净筒夹,压帽和刀具以及主轴前端之锥孔,装拆刀具应避免用力过猛。
组装后要查看刀具根部跳动﹤0。
015MM若超差要通过反复放松和拧紧并调整变换刀具柄接触面来纠正,若无改善要检查各接触面是否处于正常状态,切忌乱敲打。
4、启动前必须1)确认主轴套筒所须的循环冷却水已开通,冷却水的温度一般不要超过35°c,但也不宜过低,不宜直接接用自来水,因水温过低会造成主轴电机内部热空气遇冷而形成凝水影响绝缘和轴承生锈,冷却水流量一般可在3-5L、MIN,冷却水应干净无杂屑以防堵塞通道。
冷却水箱中水量约50L—100L,建议水泵用AB-25或AB-50。
进出水口不能相距太近,必须使水在箱内有一冷却过程,力求使进出口水温差能达到2—3°c,要避免造成热水循环而达不到冷却效果。
2)确认电源电压,频率与主轴匹配关系正确,按主轴名牌数据或产品检测报告中提供的电压与频率对应关系设置变频器的U、F 曲线,主轴插头座的1号芯接地,2、3、4号芯接变频器的UVW。
АТК 24.218.01-90螺纹加强管接头、丝堵、垫片典型结构图册(中俄)

АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙБОБЫШКИ. ПРОБКИ И ПРОКЛАДКИКОНСТРУКЦИЯ. РАЗМЕРЫ И ОБЩИЕТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ螺纹加强管接头、丝堵、垫片典型结构图册结构、尺寸及总体技术要求АТК 24.218.01-90 24.218.01-90典型结构图册Предисловие前言1 РАЗРАБОТАНАкционерным обществом "Центральное конструкторское бюро нефтеаппаратуры" (АО "ЦКБН")《炼油设备中央设计所》股份公司编制。
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Указанием Министерства тяжелого машиностроения СССР ВА-002-1-6288 от 19 июня 1990 г.根据苏联重型机械制造部1990年6月19日BA-002-1-6288号令通过并生效。
3 ВЗАМЕН АТК 24.201.06-90 в части прокладки取代24.201.06-90典型结构图册中关于垫片部分的内容。
4 ПЕРЕИЗДАНИЕ 1995 г. июль с ИЗМЕНЕНИЕМ № 1根据1995年1号变更命令重新出版。
5 СРОК ПЕРВОЙ ПРОВЕРКИ - 2000 г.首次审查日期-2000年。
Периодичность проверки - 5 лет重审年限-5年。
АЛЬБОМ ТИПОВЫХКОНСТРУКЦИЙБОБЫШКИ. ПРОБКИ И ПРОКЛАДКИКонструкция. размеры и общиетехнические требования螺纹加强管接头、丝堵及垫片典型结构图册结构、尺寸及总体技术要求Дата введения 1995-08-01执行日期1995年8月1日1 Область применения适用领域Настоящий альбом типовых конструкций устанавливает конструкцию. размеры и общие технические требования на бобышки. пробки и прокладки. применяемые в сосудах. аппаратах и трубопроводах блоков для нефтеперерабатывающей. нефтехимической. нефтяной и газовой промышленности на условное давление Ру 16.0 МПа.本典型结构图册对炼油、石化、石油及天然气工业工作压力为16兆帕的容器、设备及成撬装置管线中所采用的螺纹加强管接头、丝堵及垫片的结构、尺寸和技术要求进行了规范2 Нормативные ссылки规范援引В настоящем альбоме использованы ссылки на следующие стандарты:本手册中援引了以下标准:ГОСТ 380-88 Сталь углеродистая обыкновенного качества. Марки. GOST-380-88 普通碳钢型号ГОСТ 481-80Паронит и прокладки из него. Технические условия. GOST481-80 橡胶石棉板及橡胶石棉垫技术条件ГОСТ 535-88Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия.GOST535-88普通碳钢型材轧件及定型轧件ГОСТ 1050-88Прокат сортовой. калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.GOST1050-88 优质碳素结构钢冷拔条钢一般技术条件ГОСТ 1173-93 Ленты медные. Технические условия.GOST1173-93 铜条技术条件ГОСТ 2208-91 Ленты латунные общего назначения. Технические условия.GOST2208-91普通黄铜条技术条件ГОСТ 4543-71Сталь легированная конструкционная. Марки и технические требования.GOST4543-71合金结构钢技术条件ГОСТ 4986-79 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия.GOST4986-79 耐腐蚀抗高温冷轧钢条技术条件ГОСТ 5520-79Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов. работающих под давлением. Технические условия.GOST5520-79锅炉和压力容器用碳素钢、低合金钢、合金钢板轧材技术条件ГОСТ 5632-72Стали высоколегированные и сплавы коррозионно-стойкие. жаростойкие и жаропрочные. Марки итехнические требования.GOST5632-72高合金钢和耐腐蚀、耐热及热强合金型号及技术要求ГОСТ 6211-81 Основные нормы взаимозаменяемости. Резьба трубная коническая.GOST6211-81 可互换性主要标准管道锥形螺纹ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.GOST6357-81可互换性主要标准管道柱形螺纹ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия.GOST7338-90橡胶板及夹布橡胶板技术条件ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая. жаростойкая и жаропрочная. Технические условия.GOST7350-77耐腐蚀、抗热及热强后钢板技术条件ГОСТ 8479-70Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.GOST8479-70碳化构造和合金钢制锻件一般技术条件ГОСТ 5949-75 Сталь сортовая калиброваная коррозионностойкая жаростойкая и жаропрочная. Технические условия.GOST5949-75标准耐腐蚀、抗热及热强优质钢材技术条件ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него.GOST9347-74 填充硬纸板及同材质的密封垫片ГОСТ 10007-80 Фторопласт-4. Технические условия.GOST10007-80氟层-4 技术条件ГОСТ 10549-80 Выход резьбы. сбеги. недорезы. проточки и фаски. GOST10549-80螺纹、尾扣、切槽、车削及坡口的末端ГОСТ 14637-89Прокат толстолистовой. из углеродистой стали обыкновенного качества. Технические условия.GOST14637-89 冷轧炭素钢规格ГОСТ 16093-81 Основное нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором.GOST16093-81 可互换性主要标准公制螺纹公差带间隙安装ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. GOST19257-73 公制螺纹切制开孔ГОСТ 19281-89Прокат из стали повышенной прочности. Общие технические условия.GOST19281-89 刚强度轧钢一般技术条件ГОСТ 21348-75 Отверстия под нарезание трубной цилиндрической резьбы. Диаметры.GOST21348-75 管道柱形螺纹切制开孔直径ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры.GOST21350-75 管道锥形螺纹切制开孔直径ГОСТ 21631-76Листы из алюминия и алюминиевых сплавов. Технические условия.GOST21631-76 铝板及铝合金板技术条件ГОСТ 24705-81Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры.GOST24705-81 可互换性主要标准公制螺纹基本直径ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия.GOST25054-81 耐腐蚀钢和合金制锻件一般技术条件ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия.OST 26-291-94 钢材质焊接容器及设备一般技术要求ТУ 14-1-4853-90 Прокат толстолистовой стойкий к коррозионному растрескиванию. Технические условия.TU 14-1-4853-90 耐腐蚀龟裂厚轧钢板技术条件3 Конструкция и размеры结构及尺寸3.1 Бобышки по конструкции и размерам предусматриваются трех типов:螺纹加强管接头按照结构和尺寸分为三种类型:Тип 1 - для сосудов и аппаратов с толщиной стенки корпуса до 60 мм. который имеет четыре исполнения:类型1:用于本体壁厚为60毫米以下的容积及设备,分四种结构形式:исполнение 1 - с метрической резьбой (рисунок 1; 3. таблица 1);结构形式1—带公制螺纹(图1、3,表1)исполнение 2 - струбнойцилиндрическойрезьбой(рисунок1; 4. таблица 2);结构形式2—带管式柱形螺纹(图1、4,表2)исполнение 3 - с трубной конической резьбой (рисунок 1; 5. таблица 3);结构形式3—带管式锥形螺纹(图1、5,表3)исполнение 4 - с метрической резьбой. со скосом под приварку (рисунок 1; 6. таблица 4).结构形式4—公制螺纹带焊接斜角(图1、6,表4)Тип 2 - длясосудовиаппаратовстолщинойстенкикорпусасвыше60 мм. которыйимееттриисполнения:类型2:用于本体壁厚为60毫米以上的容积及设备,分三种结构形式:исполнение 1 - с метрической резьбой (рисунок 2; 3. таблица 5);结构形式1—带公制螺纹(图2、3,表5)исполнение 2 - струбнойцилиндрическойрезьбой(рисунок2; 4. таблица 6);结构形式2—带管式柱形螺纹(图2、4,表6)исполнение 3 - с трубной конической резьбой (рисунок 2; 5. таблица 7).结构形式3—带管式锥形螺纹(图2、5,表7)Тип 3 - бобышка специальная под пробку. для заглушкирезьбовых отверстий в устройствах для установки приборов на сосудах и аппаратах (рисунок 7).类型3:丝堵型专业螺纹加强管接头,用于容器及装置仪表设备的螺纹孔堵盖(图7)Тип 1类型1Рисунок 1图1Тип 2类型2Остальное - см. рисунок 1其他详见图1Рисунок 2图2Исполнение 1结构形式1Рисунок 3图3Исполнение 2结构形式2Рисунок 4图4Исполнение 3结构形式3Рисунок 5图5Исполнение 4结构形式4Рисунок 6图6Таблица 1表1 Размеры в миллиметрах 尺寸以毫米为单位М12 1.5M18 1.5М18 2.0М20 1.5М27 1.5М27 2.0М30 1.5М33 2.0М39 3.0Таблица 2表2 Размеры в миллиметрах尺寸以毫米为单位Таблица 3表3 Размеры в миллиметрах尺寸以毫米为单位Таблица 4表4 Размеры в миллиметрах尺寸以毫米为单位М12 1.5М18 1.5М18 2.0М20 1.5М27 1.5М27 2.0М30 1.5М33 2.0М39 3.0Таблица 5标5 Размеры в миллиметрах尺寸以毫米为单位М12 1.5М18 1.5M18 2.0M20 1.5М27 1.5M27 2.0M30 1.5M30 2.0M29 3.0Таблица 6表6 Размеры в миллиметрах尺寸以毫米为单位Таблица 7表7 Размеры в миллиметрах尺寸以毫米为单位Пример условного обозначениябобышки типа 1. исполнения 2. с резьбой G-3/8 длиной 100 мм. из стали 10Г2:以螺纹加强管接头类型1,制造形式2图例为例,有螺纹G-3/8长度100mm,10Г2型号钢:Бобышка 1-2-G-3/8-100-10Г2 АТК 24.218.01-90螺纹加强管接头1-2-G-3/8-100-10Г2 АТК 24.218.01-90То же. бобышки типа 2. исполнения 3 с резьбой Rс 1/4. длиной 100 мм из стали 09Г2С:以螺纹加强管接头类型2,制造形式3图例为例,有螺纹Rс 1/4,长度100mm,09Г2С材质钢:Бобышка 2-3- R c 1/4-100-09Г2С АТК 24.218.01-90螺纹加强管接头2-3- R c 1/4-100-09Г2С АТК 24.218.01-90Тип 3 类型3Масса - 0.05 кг重量- 0.05千克(图中фаска-坡口)Рисунок 7 图7Примерусловногообозначениябобышкитипа 3 срезьбойМ12 1.25 изстали 10Г2:以螺纹加强管接头类型3图例为例,有螺纹М12 1.25,10Г2型号钢:Бобышка 3-М12 1.25-10Г2 АТК 24.218.01-90螺纹加强管接头3-М12 1.25-10Г2 АТК 24.218.01-903.2 Пробкипоконструкциииразмерампредусмотренытрехисполнений:丝堵结构和尺寸被规定了的三种制造形式:исполнение 1 - сметрическойрезьбой (рисунок 8. таблица 8);制造形式1—带有米制螺纹(图8,表8);исполнение 2 - струбнойцилиндрическойрезьбой(рисунок8. таблица 9);制造形式2—带有圆形管螺纹(图8,表9);исполнение 3 - с трубной конической резьбой (рисунок 9. таблица 10). 制造形式3—带有锥形管螺纹(图9,表10)。
1图看懂刀具装夹使用方法:弹簧夹头刀柄工作原理

1图看懂刀具装夹使用方法:弹簧夹头刀柄工作原理
弹簧夹头刀柄是用来装置在铣床上的一种用来禁锢钻头或者是铣刀的一种筒形的夹具。
弹簧夹头刀柄工作原理结构图如下:
夹头装入锁紧螺母内,然后将装有弹簧夹头的锁定螺母轻轻拧在刀柄、接杆或者主轴上。
依靠弹钢的弹性进行加紧,松夹方便,多用于夹持轻、中型载荷切削的刀具。
常用于立铣刀、钻头、丝锥、铰刀、中心钻等切削刀具的夹持。
通过更换不同的夹头,来改变夹持范围。
装夹时要将弹簧夹头、锁紧螺母的螺纹部分及定位面、锥面清理干净。
在夹头与锁紧螺母的安装过程中,夹头与锁紧螺母必须倾斜一定的角度,然后放入锁紧螺母的锁紧卡槽内。
不可用加长强力扳手扭力过紧,防止陨坏刀具和夹具。
车床上碟簧作动力时弹簧夹头夹紧及松开机构设计(全套图纸)

优秀机械毕业设计CAD图纸通过答辩QQ 194535455毕业设计说明书(论文)中文摘要摘要:本文是设计了一种车床用碟形弹簧做动力时弹簧夹头夹紧及松开机构。
该机构主要由弹簧夹头、拉杆、碟形弹簧、气动三联件等几部分组成。
工作原理主要是通过螺母套对碟形弹簧施加一定的轴向力,碟形弹簧安装在拉杆上,间接对拉杆产生推动力推动推承套向右移动,推成套装配在弹簧夹头上,弹簧夹头与法兰相接触,利用推承套上的锥度形状将轴向力转换成径向力,使弹簧夹头产生夹紧力对工件实现夹紧。
再通过气动三联件对气缸活塞杆产生推动力,而活塞杆与拉杆通过拨块相连接,所产生的推动力大于螺母套施加的力,拉杆得以向左移动,推承套失去推动力与弹簧夹头分离,弹簧夹头实现对工件的松开。
而本次设计的夹具与以往的卡爪式夹紧松开机构相比较,拥有更好的平衡性能、夹紧牢靠、结构紧凑、便于操作、加工及更换方便等主要优点。
在主轴高速旋转的情况下,也能达到需要的平衡要求。
是高效率和良好精度特点的现代车床夹具,可以有效地减少时间基本和配套工件加工的时间,大大提高了劳动生产率,有效地降低了劳动强度。
关键词:数控车床夹紧机构弹簧夹头夹紧动力毕业设计说明书(论文)英文摘要Title Design Control collet chuck clamping and release mechanism is in a lathe powered by a conical springAbstractThis article is designed to do when one kind of lathe with power disc spring collet chuck clamping and release mechanism. The agency consists of several parts collets, rod, disc springs, pneumatic FRL and other components. Works mainly on the disc springs exert a certain axial force through the nut sleeve, disc springs mounted on the rod, the rod indirectly generate driving force pushing the push bearing sleeve moves to the right, push the spring clip assembly head sets, spring chuck in contact with the flange using push bearing sleeve taper shape of the axial force is converted into a radial force, so that collet chuck generate clamping force on the workpiece clamping realization. And then the driving force generated by the cylinder piston rod pneumatic FRL, and the piston rod and the rod is connected by dialing block, the driving force is greater than the force exerted by the nut sleeve, lever to move to the left, push the bearing sleeve lose impetus with the spring chuck separation collets achieve workpiece release.The design of the fixture and conventional jaw clamp release mechanism compared with a better balance of performance, clamping reliable, compact, easy to operate, processing and easy replacement of major advantages. In the case of the main shaft rotates at high speed, but also to achieve the desired balance requirements. Modern lathe fixture high efficiency and good accuracy characteristics, can effectively reduce the time basic and auxiliary workpiece machining time, greatly improving labor productivity, effectively reducing labor intensity.Keywords:CNC lathes Clamping mechanism Collet chuck Clamping force目录目录 (I)前言 (1)第一章绪论 (2)1.1车床夹具及其应用 (2)1.1.1车床夹具的概述 (2)1.1.2车床夹具的分类 (3)1.1.3车床夹具的组成 (4)1.2选题目的和意义 (4)1.3国内外的研究现状和发展趋势 (6)1.3.1弹簧夹头的发展 (6)1.4车床上用碟簧作动力时弹簧夹头夹紧及松开机构。
图纸常用英语.
剖面图section, sectional view重合剖面coincide section, revolved section 移出剖面removed section剖面线section line剖面符号symbols for section-lining习惯画法conventional drawing局部放大图drawing of partial enlargement 零件图detail drawing, working drawing第三角投影third angle projection粗实线continuous thick line, full line, visible line细实线continuous thin line虚线dot line, dashed line, hidden line点划线dash and dot line双点划线double dots line波浪线断裂线break line剖切平面迹线cutting plane line尺寸线dimension line尺寸界线extension tine尺寸dimension size箭头arrowhead基准datum基准线datum line基准面datum plane中心孔central hole中心距center distance轴shaft, axle孔hole斜孔inclination装配图assembly drawing性能尺寸characteristic dimension 大小尺寸size dimension总体尺寸外形尺寸outer dimension配合尺寸fit dimension内圆角fillet外圆角round尖角sharp corner倒角chamfer轮缘flange of wheel缘、边、环rim轴肩shoulder凸台boss凹坑concave pit轴颈shaft neck直纹滚花straight knurling s网纹滚花hatching knurling 键槽key-way退刀槽escape拔模斜度pattern draft填料盒gland box油槽oil groove油封oil seal标准件standard parts螺纹thread外螺纹external thread内螺纹internal thread大径major diameter小径minor diameter螺距pitch of thread牙型form of thread旋向direction of turning右旋螺纹right-hand thread左旋螺纹left-hand thread头数number of thread导程lead粗牙coarse thread细牙fin thread螺栓bolt螺钉screw螺柱stud螺母nut垫片washer公差tolerance公差带tolerance zone零线zero line标准公差standard tolerance公差等级tolerance grade基本偏差fundamental deviation配合fit间隙配合clearance fit过盈interference过盈配合interference fit过渡配合transition fit基孔制hole-basic system of fits基轴制shaft-basic system of fits间隙clearance形状公差tolerance in form, form tolerance直线度straightness 平面度flatness圆度roundness面轮廓度profile of any plane位置公差toleranceinposition,positiontolerances平行度parallelism齿轮gear圆柱齿轮cylindrical gear正齿轮spur gear斜齿轮spiral gear轮齿gear tooth节圆pitch circle齿顶圆addendum circle, outside circle齿根圆root circle, addendum circle模数modulus齿数number of teeth齿高tooth height齿顶高height of addendum齿根高height of addendum齿厚circular thickness齿间tooth space齿宽tooth width压力角angle of pressure弹簧spring销pin圆柱销round pin圆锥销taper pin开口销cotter pin, split键key平键flat key半圆键half round key, woodruff key 轴承bearing滚动轴承rolling bearing向心铀承radial bearing密封装置sealing equipment锁紧装置locking equipment粗糙度roughness基本尺寸basic size实际尺寸actual size极限尺寸limits size最大极限尺寸maximum limit of size最小极限尺寸minimum limit of size偏差deviation上偏差upper deviation下偏差lower deviation垂直度perpendicularity倾斜度angularity同轴度concentricity跳动run-out圆跳动cycle run-out全跳动total run-out轴测投影axonometric projection轴测投影面plane of axonometric projection 轴测图axonometric drawing正等轴测投影isometric projection正二测bimetric projection斜二测oblique bimetric projection轴测轴axonometric axis轴间角axis angle, angle between ales缩短foreshortened轴向缩短率coefficient of axialdeformation ratio offore shortening for any axis切割法cutting method, by cutting方箱法boxing method坐标法coordinate method方框法enclosing-square method四心近似法four-center approximate method Abbreviation缩写Accuracy精度、准确性Acme thread梯形螺纹(29°) Addendum齿顶高Addendum angle齿顶角Addendum circle齿顶圆Addendumofmatinggear啮合齿轮的齿顶高Adjacent-part lines相邻零件线Aligned sections旋转剖视Aligned view旋转视图Allowance容差、加工余量Alloy合金Alloy steel合金钢Alphabet字母Alteration变更、更改Alternate-position views位置改变的视图Alternator交流发电机Induction alternator感应(交流)发电机Motor alternator电动(交流)发电机Single-phase alternator单向(交流)发电机Synchronous alternator同步(交流)发电机Three-phase alternator三相(交流)发电机Amount总量、总计Analyzable assembly分析装配图Anchor bolt地脚螺栓Angles角Acute angle锐角Blunt angle钝角Right angle直角Sliding angle摩擦角Spiral angle螺旋角Taper angle锥角Angular有角的Angular bearing径向止推轴承Angular bevel gears斜交伞齿轮Angular gear人字齿轮Angular section斜剖面Anneal退火Approval批准、许可Arc弧、圆弧Arc thickness弧长厚度(齿厚) Arc welding弧焊Arrangement布置、装置Arrangement of views视图的布置Clamping arrangement夹紧装置Arrow箭头Arrowheads箭头Assembly装配图、组装图Assembly drawing装配图Assembly drawing number装配图图号Assembly for installation安装图Assembly parts组装配合零件Assembly sections装配图剖视Assembly sketches装配草图Auxiliary elevation辅助立面图Auxiliary line辅助线Auxiliary section辅助剖视Auxiliary surface辅助面Auxiliary view辅助视图Average平均数Axial轴的、轴向的Axial pitch轴向节距Axial plane轴向平面Axial thickness轴向厚度Axis轴线、中心线Axis of revolution回转轴线Axis of rotation旋转轴线Axis of symmetry对称轴线Horizontal axis水平轴Major axis长轴Minor axis短轴Vertical axis垂直轴X axisX轴Y axisY轴Axle轴Axle bearing轴向(止推)轴承Axle sleeve轴向(止推)套筒Axonometric drawing 轴测图Babbitt巴氏合金Back cone背锥Back cone radius背锥半径Back elevation后视图Backstop托架、棘爪Ball bearing球轴承Bar杆Angle bar角钢Channel bar槽钢Flat bar扁钢Round bar圆棒、圆钢Base基础、底座、基线、基面、基准Base circle基圆Base helix angle基圆上的螺旋角Base plane基平面Base point基点Key base键座Basic circle基准圆Basic hole system基孔制Base shaft system基轴制Basic size基本尺寸、公称尺寸、标称直径Basis基础、基准、基线Battery电池、蓄电池Bearing轴承、支撑、方位Bearing accuracy定位精度Bearing box轴承箱Bearing brass铜轴衬Bearing bridge轴承支架Bearing oil seal轴承油封圈Bearing support轴承架Bearing unit轴承组合件Anti-friction bearing减摩轴承Ball and socket bearing球窝轴承Conical bearing锥形轴承Journal bearing径向轴承Needle bearing滚针轴承Plain bearing滑动轴承Roller bearing滚柱轴承Self-aligning bearing自位轴承Thrust bearing止推轴承Belt带、皮带Bench工作台Work bench工作台Bend弯头、接头Elbow bend肘形弯管Normal bend正弯管(90°)Bender弯曲机Bending挠曲Bending strength抗弯强度Bent axle曲轴Bevel倾斜的、斜角的、斜面Bevel gear圆锥齿轮、伞齿轮Bevel pinion小圆锥齿轮Bevel washer斜垫圈Bevel wheel伞齿轮、斜摩擦齿轮Bilateral tolerance双向公差Bill of materials送料单Block in、block out画草图Blue paper蓝晒纸Bottom board底板Moulding board模板Body机体、机身Boiler锅炉Bolt螺栓、插销Adjusting bolt调整螺栓Assembling bolt装配螺栓Binding bolt连接螺栓Bright blot光制螺栓Captive bolt固定螺栓Double-screw bolt双头螺栓Fitter bolt装配螺栓Foundation bolt地脚螺栓Hexagonal head bolt六角头螺栓Hook bolt钩形螺栓Screw bolt全螺纹螺栓Snap bolt圆头螺栓Tension bolt拉紧螺栓Bolted joints螺栓连接Book书、册Hand book手册Instruction book说明书Bore face machine镗孔端面加工机床Borer镗床Jig borer坐标镗床Table borer台式镗床Boring镗孔Boring machine镗床Boring mill镗床Bottom case底座Bottom clearance径向间隙Bottom view底视图Bracket托架、支柱Brake制动器、闸Brass黄铜、铜轴衬Braze铜焊Brazing铜焊Breadth宽度、厚度Break line断裂线Brinell figure (number)布氏硬度Brinell hardness布氏硬度Broacher拉床、绞孔机Broaching扩孔机、拉床、拉削Broken circle虚线圆Broken out section断裂剖面Broken view局部视图Burr三角矬、毛刺、去毛刺Bush衬套、轴瓦Bushing轴衬、衬套、套管Butt joint对接焊Butterfly nut蝶形螺母Butterfly valve蝶形阀Button按钮Push button控制按钮Cable电缆Cage盒、罩、箱Caliper卡尺、卡钳Gauge caliper卡规、量规Internal caliper内卡钳Sliding (vernier) caliper游标卡尺Cam凸轮Cam design凸轮设计Cam shaft凸轮轴Actuating cam主动凸轮Adjustable cam可调凸轮Control cam控制凸轮Cap盖、帽、罩Cap screw带帽螺钉Capital大写字母Carburizing渗碳Card卡片Cartographer制图员Cartography制图学、制图法Case箱、盒、容器、表面Case hardened表面淬火、硬化Nitrogen case hardening渗氮硬化Casing箱、盒、壳Oil pump casing油泵(壳) Casting铸造、铸件Defect casting铸件缺陷Die casting压铸Sand casting砂型铸造Spun casting离心铸造Steel casting铸钢Cast-iron铸铁Castle circular nut六角圆螺母Castle nut蝶形螺母Catalogue data表列数据Cave凹槽、内腔Centre中心、圆心Centre distance中心距Centre hole中心孔Centre to centre中心距Centesimal百分的、百分之一的Centimeter厘米、公分Central hole中心孔Central plane中心平面Central projection中心投影Chafe摩擦、磨损Chain链Drive chain主动链Transmission chain传动链Chamfer倒角、倒棱、斜面Dimensioning of chamfer倒角的尺寸注法Changes on drawing图的更改Channel沟槽Chapter章Chart图表、计算图Chart of symbols符号图表Auxiliary chart辅助图Dimensions chart外廓尺寸图Graphical chart图表Process chart工艺程序图Progress chart工艺程序表、工作进度表Charting制图(表)、填图Check校验、校核、制动装置Check drawings校图Check nut防松螺母Check ring挡圈Check test校核试验Chief draftsman主任制图员Chromium铬Chromizing镀铬处理Circle圆、圆周Circle of reference参考圆Addendum circle齿顶圆Base circle基圆Graduated circle分度圆Imaginary circle虚圆Outside circle齿顶圆、外圆Pitch circle节圆Rack circle平面齿轮、扇形齿轮Root circle根圆Top circle齿顶圆Circular cylinder圆柱Circular pitch弧线节距Circular thickness弧线(齿)厚度Class种类Class of fit配合级别Classification分类Claw爪、钩、卡爪Clearance fit间隙配合Clevice /clevis U形钩、U形夹Clevis bolt套环(插销)螺栓Clevis pin U形夹销Clockwise顺时针方向Clutch离合器、联轴器Coat外层、涂镀层Coat of metal金属镀层First coat底漆Coating镀、覆盖Electrodeposited coating电镀层Coaxial circle共轴圆Cock旋塞Coil蛇形管、螺管、线圈Coil spring盘簧Coincident line重叠线Cold-rolled steel冷轧钢Collet夹头Collet chuck弹簧夹头Color-harden着色硬化、发蓝、煮黑Common difference公差Company公司Joint company股份公司Limited company有限公司Compass圆规Compass of proportion比例规Component零件、构件Compression spring压力弹簧Compressor压缩机Computer计算机Concave face凹面Concentricity同心度Cone圆锥Cones development锥面展开Cone pulley锥形轮、塔轮Conical spring锥形弹簧Connection联接Bolt-on connection螺栓联接Flange connection法兰联接Rivet connection铆钉联接Screw connection螺钉联接Contact接触、接合、啮合承Contour外形、轮廓线Contracted drawing缩图Contrast对比、对照、比较Convention惯例、常规、习惯Conventionformaterials材料的习惯表示法Conventional break习惯断裂画法Conventional diagram习惯画法Conventional intersection习惯交线(画法)Conventional practice习惯画法Conventional sign图例、习惯符号|Convex凸面Conveyer输送机、传送机Cooler冷冻机Coordinate axis坐标轴Coordinate paper方格纸、坐标纸Copper铜Copy抄本、样板Correction校正、修正Cotter pin开口销Split cotter开口销Counterbore埋头孔、锥口孔Counterclockwise逆时针方向Countersink埋头孔、沉孔Countersink drill中心钻、钻Countersunk钻埋头孔、钻锥口孔Countersunk bolt埋头螺钉Countersunk head埋头Countersunk hole锥坑Coupling联轴节Cover盖、罩Cylinder cover汽缸盖Dust cover防尘罩Cowl壳、套、盖Crane起重机Crank曲柄、曲轴Crankshaft曲轴Crest峰、尖、牙尖Cross head十字头Cross section横剖面、横断面Crown gear冕状齿轮Cube立方形体、正六面体Current电流Curvature曲率Curvature radius曲率半径Curve ruler曲线板French curve曲线板Moment curve力矩曲线、力矩图Cutter刀、刀具Cutting plane截平面Cutting plane symbols剖切(迹线)平面符号Cycloid摆线Cycloidal gear摆线齿轮Cylinder圆柱体Cylinder base汽缸座Pump cylinder泵缸Cylindrical cam圆柱凸轮Cylindrical fit圆柱配合Cylindrical roller bearing圆柱滚子轴承Dash短划线、虚线、破折号Dash and dot line点划线Broken dash断裂线Data数据、资料Engineering data工程数据Master data主要数据Date日期、年代Datum基准(点、线、面)、资料Datum line基准线Datum point基准点Datum plane基准面Decade十进制、十进位Decelerator减速器、制动器、缓动装置Decimal小数的、十进位小数的Decimal fraction十进制分数Decimal fraction system十进小数制Decimal scale十进位比例尺Decimeter分米、公分Dedendum angle齿根角Dedendum circle齿根圆Definition定义Deformation变形、扭曲Degree度、程度Degree of accuracy精度Degree of freedom自由度Degree of hardness硬度Degree scale刻度Circular degree圆度Delineation轮廓、草图Delineator制图者Department科、处、系、车间Draft department设计科Heat treatment department热处理车间Mechanical department机加工车间Processing department工艺科Depth深度、高度Depth dial gauge深度千分表Depth of engagement啮合深度Depth of thread 螺纹深度Depth of tooth齿高Contact depth of tooth啮合高度Working depth of tooth齿工作高度Derivation偏差Standard derivation标准偏差Description描述、作图、绘制Design设计、计划Design activity设计机关(组织)Design assembly设计装配图Design drawing设计图Design layout设计草图、初步设计图Preliminary design初步设计Standard design标准设计Technical design技术设计Designation符号、标志Designation strip铭牌Designer设计员、制图者、设计师Desk桌、控制台Drawing desk绘图桌Detail细目、细节、详图、零件Detail drawing详图、零件工作图Detail paper底图纸、描图纸Detail specification详细规格Detent棘爪、扳手、制动器Developable surface可展曲面Developed view展开图Development inner port内表面展开图Development of surface表面展开图Deviation偏差、偏移Angular deviation角偏差Average deviation平均偏差Standard deviation标准偏差Tolerance deviation 允许偏差Device装置、设备Diagram示意图、图解Diagram drawing图解图、结构图Arrangement diagram布置图Assembly diagram装配示意图Block diagram方框图Dial gauge千分表Dial inside micrometer内径千分表Diameter直径Diameter of aperture孔径Diameter of pitch circle节圆直径Diameter pitch (齿轮)径节Diameter run-out径向跳动Major diameter大直径、螺纹外径Minor diameter小直径、螺纹内径Nominal diameter公称直径Pitch diameter of screw thread螺纹中径Thread diameter螺纹外径(直径) Diametral pitch齿轮径节Die模具、扳牙Diesel柴油机、内燃机Dimension尺寸Dimension line尺寸线Limiting dimension极限尺寸Nominal dimension公称尺寸Outer dimension外形尺寸、轮廓尺寸Direction方位、方向Clockwise direction顺时针方向Disc = disk圆盘、原板Disk cam圆盘凸轮Dismount拆卸Dismountable可拆卸的Displacement移位、变位Distance距离、路程Distortion变形、歪扭Distribution分配、分布、配置Ditto machine复印机Diversion变更、转换Dividing head分规Dot line虚线Dotted line虚线Double dots line双点划线Double helical pinion人字小齿轮Double helical spur gear人字齿轮Double thread双头螺柱Dowel thread定位销、圆柱销Dozer推土机Draft = draught (拔模)斜度、草图、制图Drafting制图Drafting board制图板Drafting machine制图机Drafting tape制图带、胶带Drawing绘图、图样Drawing board绘图纸Drawing control图样管理Drawing free-head草图Drawing instrument绘图仪器Drawing number图号Drawing pencil绘图铅笔Drawing pin图钉Drawing size图纸尺寸Drawing table制图桌Drawing with compass用圆规画图Blue print drawing蓝图Free hand drawing徒手图Full size drawing原大图Skeleton drawing草图、结构图Working drawing施工图、制造图、工作图Drill钻孔、穿孔、穿孔器Drive传动、驱动Drive fit打入配合Air drive气动Belt drive带传动Chain drive链传动Friction drive摩擦传动Gear drive齿轮传动Hydromatic drive液压传动Speed-reducer drive减速器传动Variable-speed drive变速传动Worm-wheel drive蜗轮传动Driven gear从动齿轮Driven shaft从动轴Driving gear主动齿轮Driving shaft主动轴Drum cam凸轮轴Ductile iron球墨铸铁Duplicating tracing复制描图Durometer (钢轨)硬度计Dusting cloth抹灰布、撒粉布Eccentricity偏心距Edge iron角铁Edge round外圆角Edge view边视图Effective diameter有效直径Effective face width有效齿宽Efficiency效率、性能Mechanical efficiency机械效率Elastic deformation弹性变形Electric current 电流Electric element电池Elephant绘图纸(28X23英寸)Elevation正面图、立视图End末端、头Ball end秋端Butt end平端、端面Tail end尾端Top end顶端Engagement啮合Engineer工程技术人员、工程师Engineer-in-chief总工程师Equipment设备Eraser橡皮Erasing shield擦图片Erection diagram安装图、装配图Error误差Accumulated error累积误差Allowance error容许误差Average error平均误差Permissible error容许误差Relative error相对误差Exterior外表面External外部External diameter外径External dimension外形尺寸External fillet外圆角External thread外螺纹Extra fine(screw)特细牙螺纹Eyelet = eyelet-hole小孔Fabrication建造、制造Face面、正面、表面、端面Face cam平面凸轮Face gear平面齿轮Face hardening表面硬化Inner face里面Outer face外面Face off倒角Factor of safety安全系数Factory工厂、制造厂Factory made工厂制造的Fastener接合件、紧固件Fastening连接件、紧固件Fatigue疲劳Faucet旋塞、龙头、开关Feather滑键、冒口Basicmechanicaldesignfeature主要机械设计性能Mechanical feature机械性能(特性)Feed-pump供油泵、供水泵Feet英尺Ferrous metal黑色金属Field工场、现场Figure形状、图样、插图、数字File锉刀、锉平Filler填料、垫片Fillet (内)圆角、填角、嵌条Fillet radius内圆角半径Filter过滤器Fine thread series细螺纹级(系列)Finish完工、加工、磨光Finish all over全部加工Finish marks加工符号Machine finish机器光制Fit配合Clearance fit间隙配合Free fit自由配合Interference fit静配合Light press fit轻压配合Light running fit轻传动配合Loose fit松配合Normal-running fit传动配合Running fit动配合Shrink fit冷缩配合Slide fit滑动配合Transition fit过渡配合Fix安装、装配、调整、修理、固定Flange法兰盘、凸缘Flank边、侧面、齿侧、后面Flat扁头、平面Flat key平键Flat spring板弹簧Flat surface平面Flexible disk coupling挠性盘形联轴节Flexible gear-type coupling挠性齿轮联轴节Flywheel飞轮Foot英尺Foot screw地脚螺钉Force力Fore word序、前言Forge锻Forge steel锻钢Formula公式Foundation基础、基座Foundation bolt地脚螺栓Foundry铸件、铸工车间Fraction分数、小数Front view前视图、主视图Full diameter大直径、主直径Full line实线Full size原大Full scale原大Full section全剖视Full section view全剖视图Furbish研磨、擦光Fuse保险丝、熔断器Gage = gauge量规Gallon加仑Galvanize镀锌、电镀Gasket垫圈、密封垫Gasket material填料Gasoline engine汽油(内燃)机Gate门、阀门Gear齿轮Gear addendum angle齿顶角Gear box(case)齿轮箱Gear centre齿轮中心Gear dedendum angle齿根角(圆锥齿轮) Epicyclic gear行星齿轮Herringbone gear人字齿轮Ratchet gear棘轮General drawing总图Geometry几何学Gland压盖、填料盖、密封装置Glass玻璃Glasscloth砂布、玻璃布Glossary词汇(表)Grade等级、斜度Steel grade钢号Graduated hardening分级淬火Graduated scale比例尺、分度尺Gram克Graph图(表、解、形)、曲线图Graph paper方格纸Graphic图示、制图学Grease滑脂Grind磨削、抛光Grinding machine磨床Groove pulley槽轮、三角带轮Guide手册、指南Guide bar导杆Guide pin定位销、导向销Guide screw丝杠Guidebook参考手册、指南、入门Half二分之一、一部分Half bearing轴瓦Half section半剖视Half section view半剖视图Hammer锤子Handbook手册、指南Hand-made手工制造的Hand-operated手控的Handle手柄Hand wheel手轮Hard casting白口铁Hard drawn冷拔Hard rolled冷轧的Hard surfacing表面硬化Harden淬火、硬化Hardened and tempered调质的Hardened-steel淬火钢Hardening硬化Hardness硬度Hardometer硬度计Hatch剖面线H-beam工字梁、H形梁Heat–treatment热处理Heavy force fit重压配合Height高度Helical bevel gear螺旋伞齿轮Helical gear螺旋齿轮、圆柱斜齿轮Helical rack 斜齿齿条Helical spring螺旋弹簧Hex nut六角螺母Hexagon jam nut六角锁紧螺母Hexagon socket head内六角头Hidden line虚线Hidden outline看不见的轮廓线High-carbon steel高碳钢High-duty重型的、大型的、优产的High-speed steel高速钢Hosting jack千斤顶Hole孔Horizontal datum plane水平基准面Horizontal projection plane水平投影面Horse-power马力、功率Hose软管Hose coupling软管接头Hot-rolled steel热轧钢Hot-work热加工Hour小时Housing机座Housing of pump泵体Bearing housing轴承箱Gear housing齿轮箱Hub轮、中心、衬套I-beam工字钢Illustration插图、实例Inaccuracy不精确、不准确Incenter内(切圆)心Inch英寸Incline斜度、斜面Index plate分度盘Indicator指示计、百分表Industrial工业公司Industrial drawing工业制图Industry工业Inertia惯性Ink墨水、油墨Ink holder钢笔杆China ink墨汁Inscription标题Inside diameter内径Inspection检修、检查Inspection machine检修机器Inspector检查员Installation装置、设备、安装Installation diagram安装图Institute研究所、协会、学院、学会Instruction说明、指示Instrument仪器、仪表、工具Instrument drawing仪器图Intensity强度Interchangeability互换性1Interconnection互相连接Interference fit静配合Interior view内部(的)视图Internal combustion engine内燃机Internal fillet内圆角Internal gear内齿轮Involute渐(伸)开线Involute gear渐开线齿轮Involute rack渐开线齿条Involute spline渐开线花键Involute teeth渐开线齿形Iron铁Ingot iron低碳铁、工业纯铁Knobbled iron熟铁Magnetic iron磁铁Malleable iron可锻铁、韧性铁Plate iron铁板、钢板Quadrant iron方钢Rod iron圆铁、棒钢Round iron圆铁、圆钢Rustless iron不锈铁Section iron型钢Structural iron结构钢White iron白口铁Wrought iron熟铁、锻铁Isometric diagram等轴测图Isometric drawing等轴测图Jack-screw螺旋千斤顶Job sheet零件图纸Joint结合、连接、焊接Bolt joint螺栓连接Riveted joint铆钉连接Welded joint焊接Journal轴径Journal bearing径向轴承Keeper保持器(片)、架、定位件卡箍Keep-ring保持环Key diagram键、按钮Key way(seat、seating、slot)键槽Key wrench套筒扳手Gib-head taper key钩头斜键Square key方形键Tightening key斜扁键Woodruff key半圆键Key-bolt键螺栓Kilogram(me)公斤、千克Kilogram-meter公斤米、千克米Kilometer公里、千米Kilovolt千瓦Kilowatt千伏Kit一套工具Knee弯头、升降台Knuckle thread圆形螺纹Knurl滚花、压花Knurled nut滚花螺母L-bar = L-beam角钢Laboratory实验室、研究室Lamp灯Alarm lamp信号灯Daylight lamp日光灯Incandescent lamp白炽灯Indicating lamp信号灯、指示灯Lantern游环、套环Large compasses大圆规Lathe车床Lathe-hand车工Lattin = Latten金属薄板、黄铜片Law规律、定律Lay布置、安排、放置Layer层Carburized layer渗碳层Layout计划、方案、草图Layout design草图设计、方案设计Layout drawing方案草图Lead angle螺旋升角Lead line指引线Leaf spring板弹簧Left hand左方向Left hand thread左旋螺纹Legend图例、图表符号、代号、说明书Length长度、距离Length gauge长度规Length of normal法线长Length of side边长Effective length有效长度Lens透镜、镜片Letter字、字母Capital letter大写字母Level surface水平面Lift升降机、电梯Light alloy轻合金Light beam光束Light series轻系列Light-duty轻型Lighting installation照明装置Lightning switch照明开关Liquid液体Limit极限尺寸Line of action (齿轮)压力线Line of contact (齿轮)接触线Line of shaft轴线Line of thickness线型的粗度Line weight线的粗细程度Actual line实线Addendum line齿顶线Broken line断裂线Center line = central line中心线Continuous line实线Dash(ed) line虚线Diagonal line对角线Imaginary line假想线Generation line母线Pitch line节线Real line实线Reference line基准线、参考线Right line直线Skeleton line轮廓线Solid line实线Straight line直线Vertical line垂直线Liner衬套Bearing line轴瓦Link连接环、链节Line assembly连杆装配图Chain link链节L-iron角铁List注册、记录、名册、目录Load符合Actual load有效载荷、实际载荷Allowable load容许载荷Full load满载(荷)、全负载(荷)Local view局部视图Localization定位\固定Locating pin定位销Location by angle角度定位Location by dimension定位尺寸Location pin定位销Location tolerance定位公差Lock锁\阀Lock nut防松螺母Lock screw锁紧螺钉Lock washer弹簧垫圈Valve lock阀簧抵座销、气门制销Loco机车、火车头Long radius长半径Longitudinal key长方键Lower limit下限Lubricant pump润滑油泵Lubricating ring润滑油环Lubrication润滑Bath lubrication油浴润滑Bearing lubrication轴承润滑Ring lubrication油环润滑Shot lubrication油枪润滑Splash lubrication飞溅润滑Lubricator润滑器Lubro-pump油泵Luminaire光源Machine机器、切割Machine building (manufacturing)机械制造Machine drawing机械制图Machine finish机械加工Machine maker机械工厂(制造者)Machine part机械零件Machine shop机工车间Drawing machine绘图机Tracing machine描图机Machining allowance加工余量Machinist机械工人\机械师Magazine杂志Magnetic-particle clutch电磁离合器Magnitude数量、长度、大小Major type of slotted nut大型锁母Make制造、构造Malleable cast iron可锻铸铁Malleable casting韧铸件Malleable steel软钢、展性钢Manual手册、说明书Manual control手控Manufacture加工、制造业Manucturing engineering制造工艺(技术) Manucturing machine生产机械Manucturing tolerance制造公差Master check校正、校对Master drawing样图Master gauge标准规、校准规Master gear主齿轮、标准齿轮Master making手工Master screw标准螺纹Match匹配、配合Fibre material纤维材料Insulating material绝缘材料Plastic material塑料Maximal valve极大值Maximum极点、极限、最大量Maximumadmitteddiameterofwork工件最大许可直径Mean axis中间轴Measure量度、大小、尺寸Measure of precision精确度Measurement测定、尺寸、大小Measuring device量具Measuring tools量具Mechanical bolt螺钉Mechanical drawing机械制图Mechanical engineering’s scale机械工程比例尺Mechanical properties机械性能Mechanical reduction gear齿轮减速装置Mechanism机械结构、机械装置Medium series中系列Mating member配合件Meshing gear啮合齿轮Metal金属Admiralty metal含锡黄铜Bell metal青铜合金、种铜、铜锡合金Brazing metal铜锌合金Hard metal硬质合金Heavy metal重金属Light metal轻金属Monel metal铜镍合金Power(ed) metal粉末合金Wear-resistant metal耐磨金属White metal白合金(铅锑锡合金)Yellow metal 黄金、黄色金属Metallized镀金属的、喷涂金属的Meter米、公尺。
23种机床弹簧夹头设计图,太全了,不收藏后悔!

23种机床弹簧夹头设计图,太全了,不收藏后悔!1. 向固定式弹簧夹头夹头体1以锥柄插入机床主轴锥孔中,简夹2轴向固定。
旋紧螺母3,其内锥面迫使筒夹收缩将工件夹紧;反转螺母,简夹弹开,松开工件。
螺母与筒夹之间有相对转动,其配合锥面易于磨损,适用于轻便及一般工件加工。
限于筒夹的扩张量,工件基准面公差应不大于0.5毫米。
螺钉4用以防止简夹转动。
2.向移动式弹簧夹头旋紧螺母时,简夹作轴向移动便夹紧工件。
支承钉用于工件轴向定位。
由于简夹与工件间有相对轴向位移,故其夹头工作表面易于磨损,适用于—般工作。
3.间锥套式弹簧夹头中间锥套5置于夹头体1与筒夹2之间,并以销4作圆周固定。
转动螺母3,通过螺母内端面(或销6),使锥套作轴向移动,从而使筒夹收缩(或张开)。
4.槽锥套式弹簧夹头以纵向切槽的锥套2代替筒夹。
旋紧螺母3时,其内锥面迫使锥套收缩夹紧工件。
适用于一般工作。
5.端作用式弹簧夹头(1)筒夹两端均有卡爪。
旋紧螺母5时,由于夹头体3及锥套7内锥面作用,使两端卡爪同时收缩夹紧工件。
两个销6用防以防止锥套随螺母转动,弹簧2使筒夹4复位,支钉1用于工件轴向定位。
适于夹持较长的工件。
6.端作用式弹簧夹头(2)两端带锥面的筒夹3与相应的锥套1和4相配。
当转动带左右螺纹的螺母5时,通过衬套7推动套4和简夹3左移,使简夹两端同时收缩夹紧工件;反转螺母5时,借弹簧作用松开工件。
键6用以圆周固定衬套77.紧式弹簧夹头通过主轴孔的拉杆与筒夹尾部的螺纹孔连接。
拉杆轴向移动(手动或机动)使简夹作径向收缩(或张开),以夹紧(或松开)工件。
工件无轴向定位。
8.利用插头扳手操纵的弹簧夹头简夹5以尾部螺纹旋入锥齿轮3的螺孔中,并以圆销4作圆周固定,利用环2将锥齿轮3轴向固定于夹头体1中。
用插头扳手转动小锥齿轮6使筒夹作轴向移动,从而实现工件的夹紧〔或放松〕。
9.手轮传动的弹簧夹头简夹7以尾邻螺纹旋入齿轮1螺孔中,并以键8作圆周固定。
当转动手轮4时,与其相连的内齿轮5便传动齿轮3,通过齿轮2使齿轮1(即螺母)转动,筒夹便沿锥套6作轴向移动,以夹紧(或放松)工件。
机床夹具总复习含习题答案
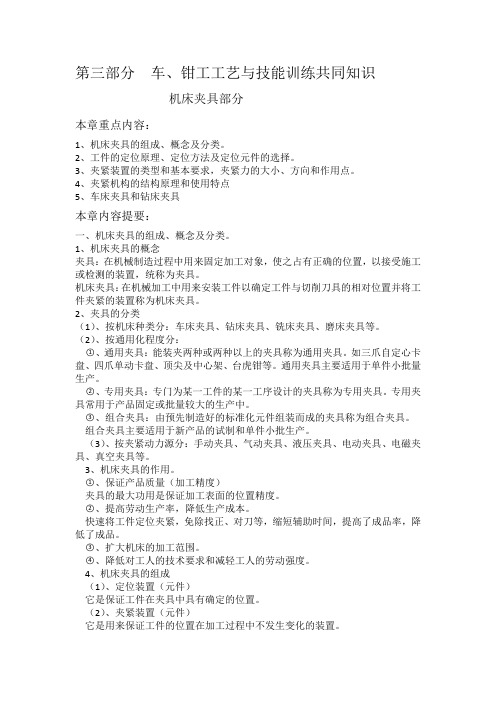
第三部分车、钳工工艺与技能训练共同知识机床夹具部分本章重点内容:1、机床夹具的组成、概念及分类。
2、工件的定位原理、定位方法及定位元件的选择。
3、夹紧装置的类型和基本要求,夹紧力的大小、方向和作用点。
4、夹紧机构的结构原理和使用特点5、车床夹具和钻床夹具本章内容提要:一、机床夹具的组成、概念及分类。
1、机床夹具的概念夹具:在机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,统称为夹具。
机床夹具:在机械加工中用来安装工件以确定工件与切削刀具的相对位置并将工件夹紧的装置称为机床夹具。
2、夹具的分类(1)、按机床种类分:车床夹具、钻床夹具、铣床夹具、磨床夹具等。
(2)、按通用化程度分:○1、通用夹具:能装夹两种或两种以上的夹具称为通用夹具。
如三爪自定心卡盘、四爪单动卡盘、顶尖及中心架、台虎钳等。
通用夹具主要适用于单件小批量生产。
○2、专用夹具:专门为某一工件的某一工序设计的夹具称为专用夹具。
专用夹具常用于产品固定或批量较大的生产中。
○3、组合夹具:由预先制造好的标准化元件组装而成的夹具称为组合夹具。
组合夹具主要适用于新产品的试制和单件小批生产。
(3)、按夹紧动力源分:手动夹具、气动夹具、液压夹具、电动夹具、电磁夹具、真空夹具等。
3、机床夹具的作用。
○1、保证产品质量(加工精度)夹具的最大功用是保证加工表面的位置精度。
○2、提高劳动生产率,降低生产成本。
快速将工件定位夹紧,免除找正、对刀等,缩短辅助时间,提高了成品率,降低了成品。
○3、扩大机床的加工范围。
○4、降低对工人的技术要求和减轻工人的劳动强度。
4、机床夹具的组成(1)、定位装置(元件)它是保证工件在夹具中具有确定的位置。
(2)、夹紧装置(元件)它是用来保证工件的位置在加工过程中不发生变化的装置。
(3)、夹具体它是组成夹具的基础件,将夹具上所有的组成部分连成一个有机的整体。
(4)、引导装置(元件) 如钻套、对刀块。
它是引导刀具并使之与工件有相对正确的位置。
通用高效内夹式弹簧夹具设计

OCCUPATION2011 3174通用高效内夹式弹簧夹具设计文/李志向夹具是现代机械加工行业中不可缺少的重要工艺装备之一。
使用夹具可以提高工件的加工精度并保证零件的互换性,提高劳动生产率,同时可以降低劳动强度,改善工人的劳动条件,使用夹具还可以扩大现有机床的应用范围,充分利用现有的设备资源。
由于市场的竞争越来越激烈,产品推向市场的周期越来越短,产品更新换代的速度越来越快,因此必须在最短的时间内设计并制造出高效的夹具,以使自己的产品迅速占领市场。
如果每个工件都使用一套专用夹具的话,夹具的设计、制造周期相对较长,不但产品的生产周期长,而且零件的制造成本也会大幅度提高,这样就使自己在竞争中处于不利的地位。
综合考虑上述因素设计了一种通用高效夹具,它几乎可以用于夹紧各种尺寸和形状的工件,加工质量高并且成本较低。
在加工管圈等工件时,经常遇到如何提高工效的问题,这类工件的共同特点是生产批量较大,而且精度要求高,采用通用夹具即不经济又不方便。
为此,我们设计了通用高效内夹式弹簧夹具,解决这个矛盾。
该夹具使用方便,广泛适用管圈类零件加工,尤其在批量生产中,有助于降低工件成本。
一、夹具设计中要解决的问题一是零件精度高,普通夹具难以保证;二是零件属于批量生产,希望能尽量提高生产效率,减少辅助时间;三是以上工序中,多次涉及零件的装夹,希望能降低生产者劳动强度;四是希望开发一套适用于同一类型零件加工安装的夹具。
二、解决方案1. 设计专用夹具通用高效内夹式弹簧夹具见图1。
2. 夹具工作原理该夹具的工作原理如图2所示。
泵电机启动,电磁单向阀的电磁铁不工作,不给夹具系统供油,直到压力达到压力继电器设定上限(5.6MPa)时, 压力继电器2发出讯号,打开电磁单向阀,系统才开始向液压缸供油,推动液压缸活塞向左移动,活塞通过连杆与内夹式弹簧夹具螺塞拉杆2连接,带动螺塞拉杆移动,内夹式弹簧夹具螺塞拉杆2向左移动同时通过右端螺纹与弹簧夹头5连接,带动内夹式弹簧夹具弹簧夹头5向左移动,由于内夹式弹簧夹具弹簧夹头5端部开有槽并设有锥度,内夹式弹簧夹具弹簧夹头5左移过程中受到内夹式弹簧夹具壳体3锥度作用,进行收紧,实现自定心,达到夹紧工件目的,电动机停止工作。
poseidon 3860 px5 z2000 技术描述

The technical data of the electrospindle: 电主轴技术参数
Quantity/数量 Power /功率 Maximum rpm/最高转速 Cooling /冷却方式 Connection shaft /主轴锥柄
No. 1 12 KW in S1 24.000 RPM
3
3
The fourth axis (C) rotates the unit around the vertical axis. The fifth axis (B) inclines the spindle in the vertical plane. The working unit is equipped with pneumatic brakes for fixing the B and C axes position during the machining which do not require these axes to be interpolated; this allows higher stiffness. 采用 NC 控制的五坐标联动加工,实现空间任意角度的定位。第四坐标“C”轴围绕垂直坐标旋转,第五 坐标“B”在垂直平面内旋转。旋转坐标“B”和“C”轴均带有气动刹车装置,在不需五轴联动加工 时,可通过气动刹车锁紧“B”和“C”坐标,以增强其主轴切削刚性。
X/Y/Z axes servomotors are FANUC digital servomotors, direct drive type without any belt transmission, improve the dynamic characteristic. X/Y/Z 三个线性坐标的驱动均由 FANUC 交流数字伺服电机驱动,采用电机直联驱动方式(不采用传统 皮带传动方式),大大提高了机床的动态特性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢2.35接头
共 张 第 张
CAD
3.2
a 0.01 B a 0.01 B a 0.01 B O 7.4 O 8
0.8 12 0
其余
40° ±0.05
B M 8 ×0.85 10.4
°
O 5
A
8 12 26.7
A
O 2.35 ±0.01
9
l 0.02 B
a 0.01 B
30°
剖剖 A-A
CAD
l 0.01 B 01 . 0 ± 35 2.
0.5
0.8 20° ±0.05
0.8
O 4.2
0.8
O 4.1
O 4.88
A
A
7 32.4 20.7 1 B
O
2.5
a 0.005 B
2 M 3.5 ×0.35
a 0.005 B 0.8
8
O 3.15
18 6. R 14.77
8
剖剖 A-A
借(通)用件登记
1.6 1.6 1.6
1.6
1.6
R9
10.7 16
借(通)用件登记
绘
图
旧底图总号
技术要求: 1.调质HB205-255; 2.三条槽必须要等分; 3.产品试制时需要做动平衡测试; 4.表面发黑处理。 2.35接头
标记 处数 更改文件号 签 字 日期
底图总号
签
字
O 4.45
日
期
设 校 审 工
计 对 核 艺
绘
图
技术要求: 1.淬火处理HRC大于50; 2.未注倒角C0.2,未注圆角R0.2; 3.产品试制时需要做动平衡试验。
西门子工业软件(上海)有限公司
旧底图总号
底图总号
2
不锈钢
标记 处数 更改文件号 签 字 签 字 日期
日
期
设 校 审 工
计 对 核 艺
标准化 批 准 S 日 期
图样标记
重 量 比 例
标准化 批 准 S 日 期
图样标记
重 量 比 例
.008 2:1
45钢
共
张
第
张