FANUC6,3,0,10,11,12,16,18通讯参数设置(精)
FANUC数控系统的常用维修调整参数及设置

FANUC数控系统的常⽤维修调整参数及设置第⼆参考点参数发那科数控系统光栅⽣效NO.1815.1=1 FSSB开放相应接⼝。
⼆、进给轴控制相关参数1423 ⼿动速度1424 ⼿动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度 10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最⼤转速NO.3741 主轴低档转速(最⾼转速)NO.3742 主轴⾼档转速(最⾼转速)NO.4019.7=1 ⾃动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显⽰主轴速度NO.3111.5=1 显⽰负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR⽤于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器⽣效NO.4077 定位脉冲数(主轴偏置)NO.3117.0=1 显⽰主轴负载表第⼆参考点参数OM系列:735~738;X/Y/Z/4Oi系列:1241采⽤绝对编码器时,先将参数#1815.4改为0,当回零位置发⽣变化以后,第⼆参考点位置也会发⽣变化。
因此第⼆参考点的数值(参数:1241),就要重新设置,⽅法是先将该轴回零,然后⽤⼿脉将该轴摇⾄原先的位置(特别是换⼑点的轴要与机械⼿配合),这时显⽰器上该轴的数字再乘以每脉冲所⾛的距离的倒数,如0.001us/单脉冲,即乘以1000,输⼊到1241⾥去,可能要经过⼏次修调。
才能确定第⼆参考点。
数值输⼊完后,将#1815.4改为 1。
2,存储⾏程软限位参数O系列:700~702,对应 X/ Y/ Z轴设置值:0~9999999当设置 9999999 时,取消正⽅向软限位703;707,对应 4;-4,⼀般为回转轴704~706,对应-X/-Y/-Z轴设量值:0~ -9999999当设置为 -9999999 时。
FANUC数控系统参数设定

• 9.3100-3400有关显示参数。 如:3100#7显示器类型,0单色,1彩色 3100#2,#3键盘选择 3102,3190中文显示, 3104#3相对坐标预置, 3105#0实际进给速度显示 3105#2主轴和T代码显示 3106#5主轴位率显示 3108#7实际手动速度显示 3111#0伺服调整画面显示 3111#1主轴监控画面显示 3111#5操作监控画面显示 3112#0伺服波型画面显示,需要时1,最后要为0。 3201,3202,3220,1 3221,3290程序保护。
SV1026:轴的分配非法 伺服的轴配列的参数没有正确设定参数(1023)每 个轴的伺服轴号中设定了负值、重复值、
或者比控制轴更大的值。
SV5136: 放大器数不足 放大器没有通电或者FSSB没有连接,或者放大器之 间连接不正确,FSSB设定没完成或根本 没有设定。
注:(如果需要系统不带电机调试时,把1023设定 为-1,屏蔽伺服电机,可消除5136报警) 根据需要输入基本功能参数8130-8135。检查参数 1010的设置(车床为2,铣床3/4)
3701#4=1在串行主轴控制中,使用第2主轴 3708#0=1检查主轴速度到达信号
3730模拟输出调整700~1250 3736最大主轴速度 3741/2/3齿轮换档速度 3770,3771恒线速控制 4002#1=1使用位置编码器 4019#7=1主轴电机参数初始化 4133主轴电机代码
1
• 13.5000-6000有关刀具、固定循环、刚 性攻丝、缩放/坐标旋转、单向定位、极 坐标插补、法线方向控制、分度工作台
7)按下MASSAGE功能键,CNC屏幕上 一般会出现如下报警信息。
SW100:参数可写入 参数写保护打开(设定(SETTING)画 面的第一项PWE=1),同时按 RESET+CAN键可消除报警。 OTO506/OTO507:硬超程报警 梯形图中没有处理硬件超程信号,设定
FANUC数控全参数一览表
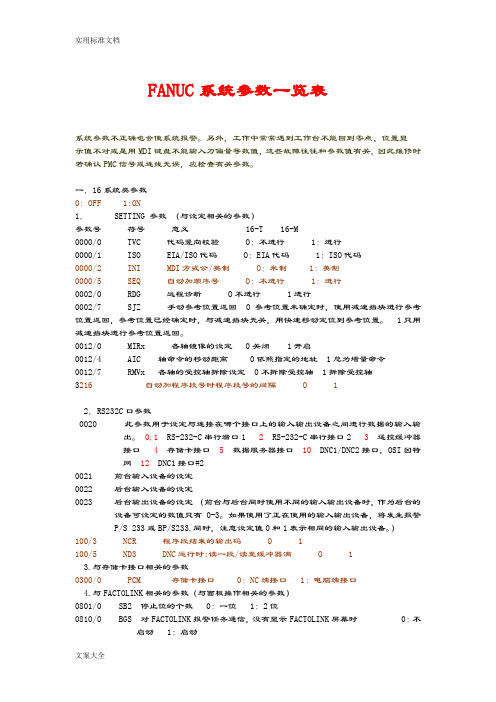
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
三菱发那科常用参数对照

键盘按键音开启关 闭 加工程式光标位置 启动 轴名称显示
8126=1 11301=1Biblioteka 1 2参数 2017
三菱攻牙相关参数 功能 设定 Z轴攻牙增益
3
13002
主轴攻牙增益
说明 2249=2017设定 根据伺服调试设定,东昱 值 设定38 (3209=2017 64SM) 2017和13002不 一样,(PP<140 值会很大 同2017设定, 0.148,设定一 样0.01东昱实 例)
2020 1022 1023 1005#1 1815#5 1815#4=1原点设定完成
23 24
绝对值设定形式(基 准点) 初始绝对值选择 语言选择 刀具寿命管理 巨程式 主轴速度显示模式 轴回原点方向参数 1002#1 主轴内部定位外部 定位
2049=2 1073=0开电复位增 量 =1绝对 1043 1103=0 8101
主轴攻牙时间常数 00 主轴攻牙时间常数 01 主轴攻牙时间常数 10 主轴攻牙时间常数 11
600 LIZT 350 600 600 600
同期攻牙开启 轴增益 同期攻牙M码指定
20
FANUC机床调试标准操作说明
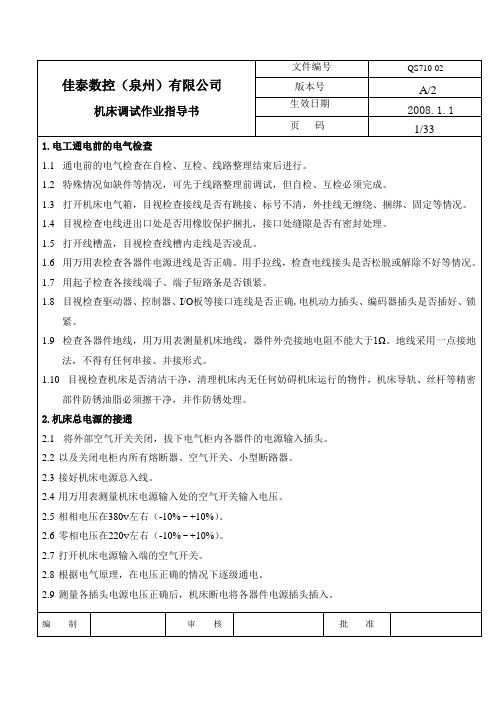
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
fanuc参数设置

fanuc 维修中常用的参数归纳(1)fanuc 维修中常用的参数-大家一起补充FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的做了些归纳,大家一起添些,先扔块砖1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
FANUC RS 通讯参数设置与操作

FANUC RS232通讯参数设置与操作Fanuc RS-232C Standard Serial PinoutFanuc ISO Protocol: (E,7,2,x)The standard protocol for Fanuc controls is 4800 or 9600 Baud, “Even parity”, “7 data bits” and2 stop bits” using DC1-4 Codes (XON/XOFF, PUNCH ON/OFF).Fanuc 0 M / TWith the Emergency Stop button depressed, set the PWE parameter on page 2 of the SETTINGS screen to a 1. Press DGNOS/PARAM, [PARAM] and page down to parameter 900. Enter the values for parameters 900-1000. At this time, set up the communication parameters again the same way you did in Part 1-CNC Parameter Settings. When you are finished, turn off the power to the control, then power on again.Punching ProcedurePunch NC Parameters - EDIT mode, PARAM screen, EOB + OUTPUT/STARTPunch PC Parameters - EDIT mode, DGNOS screen, OUTPUT/STARTPunch All Programs - EDIT mode, PRGRM screen, O-9999, OUTPUT/STARTTool Offsets - EDIT mode, OFFSET screen, OUTPUT/STARTReading ProcedureLoad NC Parameters - EDIT mode, PARAM screen, EOB + INPUTLoad PC Parameters - EDIT mode, DGNOS screen, INPUTLoad All Programs - EDIT mode, PRGRM screen, INPUTLoad Tool Offsets - EDIT mode, OFSET screen, INPUTClearing ProcedureDelete All memory - Power On holding RESET + DELETE keys with PWE=1Delete Parameters - Power On holding RESET key with PWE = 1Delete Programs - Power On holding DELETE key with PWE = 1Fanuc 0 DNC Drip-Feeding NoteMost machine tool builders enabled the ability for the CNC to run in drip feed mode (also called "Tape" mode,or "Auto" mode with a switch or keep relay set). You can determine if your machinesupports running files of any length in this mode that executed each line directly if you can make the "DNCI" bit in the Diagnostics area go to a "1". The "DNCI" bit is G127.5 (or Diagnostic bit 127= xx1x xxxx). If you have a switch, keep relay (found in the Diagnostic section by the way) then you are good to go. Put the machine in DNC mode, make sure you are in AUTO mode, get your PC ready to send the file and hit CYCLE START to start executing code. The code never goes into the part program memory, so code of any length can be run. Make sure you have a good DNC setup as any data loss (due to bad cabling or faulty flow control) can cause a crash.Fanuc 3M-CPUNCHINGPunch NC Parameters - EDIT mode, PARAMETER screen, P-9999, OUTPUT/STARTPitch Error Compensation - EDIT mode, PROGRAM screen, P-9998, OUTPUT/STARTPunch Programs - EDIT mode, PROGRAM screen, O-9999, OUTPUT/STARTPunch Tool Offsets - EDIT mode, OFFSET screen, P-9999, OUTPUT/STARTPunch Macro Variables - EDIT mode, Menu screen, P-9999, OUTPUT/STARTRECORD THE PMC PARAMETERSYou must manually copy down on paper ALL of the Diagnostic parameters off the DIAGNOSTIC screen.N600~619,N1001~1040,N2001~2010,N3000~3036.READINGLoad NC Parameters - Param enable, EDIT mode, PARAMETER screen, P-9999, INPUTPitch Error Compensation - EDIT mode, PROGRAM screen, P-9998, INPUTLoad Programs - EDIT mode, PROGRAM screen, O-9999, INPUTLoad Tool Offsets - EDIT mode, OFFSET screen, P-9999, INPUTLoad Macro Variables - EDIT mode, Macro screen, P-9999, INPUTRECORD THE SETTING DATAPress PARAMETERS key to display the Setting Data Screen. You can record all of the SettingN600~619,N1001~1040,N2001~2010,N3000~3036.OPERATION IN DNC MODEThis DNC software uses AUTO mode and runs the programs directly from a computer. Programsare not stored in the C-MOS Memory. Selecting between standard (C-MOS memory) or DNC mode of operation in the AUTO mode is done by setting the I/O=0 for MEMORY mode or 1 for DNC mode.·Go to MDI mode·Select the PARAMETER Setting screen·Set I/O = 1·Go to AUTO mode·Press RESET to clear memory buffers, then press the START button and the system will run the program being sent from the computer.·Using Spectrum Multi-DNC you can set it up to send the same program several times.·To get back to memory mode you must set I/O = 0 on the PARAMETER Setting screen.Fanuc 6/9PUNCHING:Punch NC Parameters - EDIT mode, PARAM screen, key “P-9999”, PunchPunch Pitch Error Compensation - EDIT mode, PARAM screen, key “P-9998”, PunchPunch All Programs - EDIT mode, PGRM screen, key “O-9999”, PunchTool Offsets - EDIT mode, OFSET screen, key “P-9999”, PunchPunch PC ParametersCheck Parameter 3, bit 7. If this is a 0, you have no PC Parameters. Write down the PC Parameters between, and including the following parameters: N600-619,N1001-1040, N2001-2010 and N3001-3036. READING:Load NC Parameters - EDIT, E-Stop, PWE, PARAM screen, key “P-9999”, ReadLoad Pitch Error Compensation - EDIT, E-Stop, PWE, PARAM screen, key “P-9998”, ReadLoad All Programs - EDIT mode, PGRM screen, Mem. Protect Key, key “O-9999”, Read Load PC ParametersCLEARING:Delete Directory and Programs - Power On holding “RESET” + “DELETE”Delete Entire BMU - PWE enabled, Power On holding “0”+”DELETE”Fanuc 10/11/12/15A/15B/15iBe sure to write down the NC (Service) parameters; 0, 3, 20-23, 5001-5122,9000 and 9100-9125/9131/9207 (depending on you control). Backup the Setting Screen Data, NC parameters, PC parameters(Timers,Counters, Keep Relays, Data Tables and Position Module Information) and Tool Offsets.PUNCHING:Punch NC Parameters - EDIT mode, SERVICE screen, key PUNCH - ALLPunch Pitch Error Compensation - EDIT mode, SERVICE screen, key PUNCH - PITCHPunch All Programs - EDIT mode, PRGRM screen, key PUNCH - ALLTool Offsets - EDIT mode, OFFSET screen, key PUNCH - TOOL READING:Load NC Parameters - EDIT, E-Stop, PWE, PARAM screen, key READ - ALLLoad Pitch Error Compensation - EDIT, E-Stop, PWE, PARAM screen, key READ - PITCHLoad All Programs - EDIT mode, PGRM screen, Mem. Protect Key, key READ - ALL CLEARING:Delete Directory and Programs - EDIT mode, PRGRM screen, key DELETE - PROGRAM – ALL Delete Entire BMU - PWE enabled, Power On holding “7” + “9”Fanuc 16/18/20/21-ABC i / 0iPunchingNC Parameters - EDIT mode; SYSTEM PARAM OPTR > PUNCH EXECPitch Error Compensation - EDIT mode; SYSTEM > PITCH OPTR > PUNCH EXECMacro Variables - EDIT mode; OFFSET > MACRO OPTR > PUNCH EXECAll Programs - EDIT mode; PRGRM > O – 9 9 9 9 PUNCH EXECOffsets - EDIT mode; OFFSET (or WORK ) OPTR > PUNCH EXEC ReadingNC Parameters EDIT mode, Protect key off; SYSTEM PARAM OPTR > READ EXEC Pitch Error Compensation EDIT mode; SYSTEM > PITCH OPTR > READ EXECAll Programs EDIT mode; #3202.4 & .0 = 0; PRGRM OPTR > READ EXEC Offsets EDIT mode; OFFSET (or WORK ), OPTR > READ EXECInitializingErase Entire Memory Power On holding O & RESET with Write Protect Key off Typical。
FANUC系统参数分析和调整概述

3.按软键[ON:1] 或输入1,再按软键[INPUT],使 “PARAMETERWRITE” = 1。这样参数成为可写入状态,同时 CNC发生P/S报警100(允许参数写入)。 1
4 2019/4/6
(3) 按功能键SYSTEM一次或多次后,再按软键 [PARAM],显示参数画面。 (4) 显示包含需要设定的参数的画面,将光标置于 需要设定的参数的位置上。 (5) 输入数据,然后按[INPUT]软键。输入的数据 将被设定到光标指定的参数 [例] 12000 [INPUT]
24 2019/4/6
1
Nhomakorabea
2003#3=1P-I控制方式 2003#4单脉冲消除功能,停止时微小震动设1 2009#0虚拟串行反馈功能,不带电机设1 2020电机代码,查表 2021各负载惯量比,200左右 2022各轴电机旋转方向,111或-111 2023各轴速度反馈脉冲数,8192 2024各轴位置反馈脉冲数,半闭环12500;全 闭环(电机一转应走的微米数) 2084、2085各轴柔性进给传动比
1
18 2019/4/6
机床常用参数简介
1.1-999:有关通讯、远程诊断、数据服务参数。 如: 0000#1=1程序输出格式为ISO代码 103=10数据传送波特率 20=4 I/O通讯口(用CF卡) 138#7=1用存贮卡DNC
1
19 2019/4/6
2.1000-1200:轴控制/设定单位的参数。 如:1001.0公/英制; 1002手动、参考点档块; 1005回参考点方式; 1006回参考点方向、旋转轴; 1010CNC控制轴数; 1020各轴名称; 1023各轴伺服轴号。 1320存贮行程限位正极限 1321存贮行程限位负极限
FANUC机器人PROFINETIO通讯设置
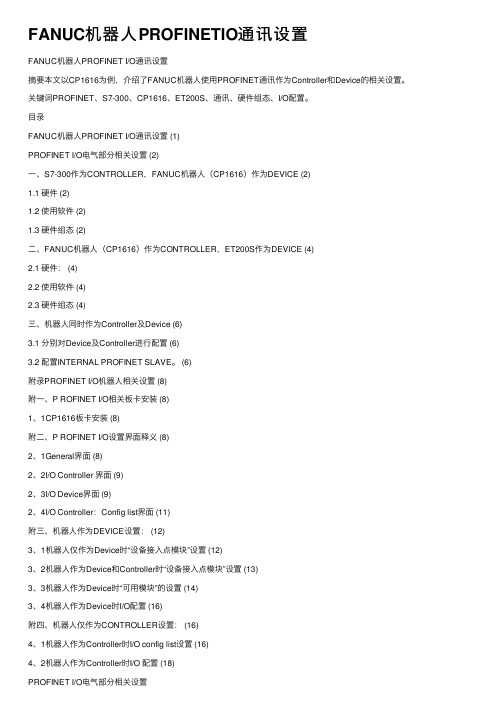
FANUC机器⼈PROFINETIO通讯设置FANUC机器⼈PROFINET I/O通讯设置摘要本⽂以CP1616为例,介绍了FANUC机器⼈使⽤PROFINET通讯作为Controller和Device的相关设置。
关键词PROFINET、S7-300、CP1616、ET200S、通讯、硬件组态、I/O配置。
⽬录FANUC机器⼈PROFINET I/O通讯设置 (1)PROFINET I/O电⽓部分相关设置 (2)⼀、S7-300作为CONTROLLER,FANUC机器⼈(CP1616)作为DEVICE (2)1.1 硬件 (2)1.2 使⽤软件 (2)1.3 硬件组态 (2)⼆、FANUC机器⼈(CP1616)作为CONTROLLER,ET200S作为DEVICE (4)2.1 硬件: (4)2.2 使⽤软件 (4)2.3 硬件组态 (4)三、机器⼈同时作为Controller及Device (6)3.1 分别对Device及Controller进⾏配置 (6)3.2 配置INTERNAL PROFINET SLAVE。
(6)附录PROFINET I/O机器⼈相关设置 (8)附⼀、P ROFINET I/O相关板卡安装 (8)1、1CP1616板卡安装 (8)附⼆、P ROFINET I/O设置界⾯释义 (8)2、1General界⾯ (8)2、2I/O Controller 界⾯ (9)2、3I/O Device界⾯ (9)2、4I/O Controller:Config list界⾯ (11)附三、机器⼈作为DEVICE设置: (12)3、1机器⼈仅作为Device时“设备接⼊点模块”设置 (12)3、2机器⼈作为Device和Controller时“设备接⼊点模块”设置 (13)3、3机器⼈作为Device时“可⽤模块”的设置 (14)3、4机器⼈作为Device时I/O配置 (16)附四、机器⼈仅作为CONTROLLER设置: (16)4、1机器⼈作为Controller时I/O config list设置 (16)4、2机器⼈作为Controller时I/O 配置 (18)PROFINET I/O电⽓部分相关设置⼀、S7-300作为CONTROLLER,FANUC机器⼈(CP1616)作为DEVICESTEP7 V5.5 SP2GSD⽂件:GSDML-V2.25-Fanuc-J930-20120113.xml(对应于R-30iA控制柜,机器⼈版本需7DA7/22及以上)1.3硬件组态(1)安装FANUC机器⼈GSD⽂件在硬件配置中选择“Options=>Install GSD file”GSD(GSDML-V2.25-Fanuc-J930-20120113)可被安装。
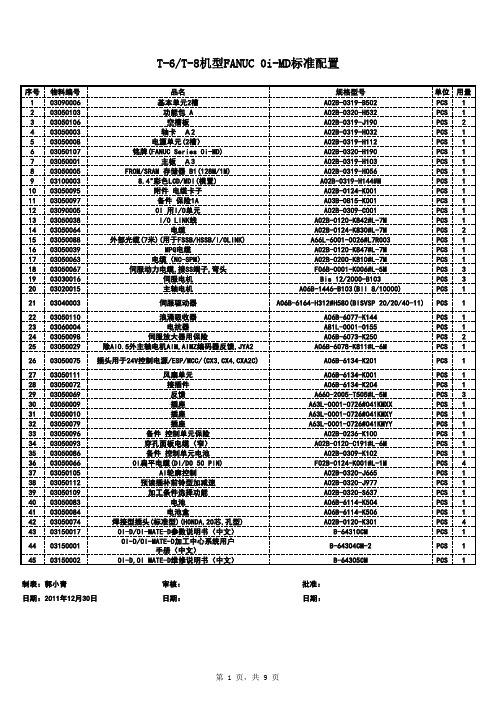
发那科标准配置
FANUC Mitsubishi Yasnac数控系统通讯参数设置

FANUC/Mitsubishi/Yasnac数控系统通讯参数设置Fanuc(日本:发那科)Fanuc i(M/T)P arameter 参数 V alue 数值C omments 注释0000 0000 00100020 00100 0010 10000101 1000 10010102 00103 11 9 = 2400,10 = 4800,11 = 9600* (recommended)01381000 0000T V Check 0 0 = TV Check OFF (1= TV Check ON - Never enable TV Check)P unch Code 1 1 = ISO (0=EIA Never use EIA)I/O Channel 0P WE 1D rip Feed ? S elect Auto (DNC) mode on the control - Press Cycle Start.选择自动(DNC)控制状态,按(循环启动)。
T hen go to the computer, prepare the program and click 'Send'. W hen data begins to flowthe machine will start moving.然后去电脑,准备程序,点击“发送”,当数据开始传送时,机床就会开始移动。
Fanuc 0(M/T)Parameter V alue C omments0002 1000 000100380100 00000552 11 9 = 2400,10 = 4800,11 = 9600* (recommended)T V On/Off 00 = TV Check OFF (1= TV Check ON - Never enable TV Check)I SO 11 = ISO (0=EIA Never use EIA)I/O 0P WE1T APEF0D rip Feed ? T o drip feed enable para G127.5使G127.5 DNC操作信号动作。
FANUC系统参数说明

FANUC系统参数说明FANUC是一家全球领先的工业自动化解决方案供应商,拥有广泛的机器人、控制系统、CNC系统和工厂自动化技术。
在FANUC系统中,参数设置是非常重要的,它们决定了系统的运行方式、精度和性能。
以下是关于FANUC系统参数的详细说明:1.系统参数的作用:FANUC系统参数是用于设置控制系统中的各种参数,以确保机器的正常运行和满足具体的应用需求。
这些参数包括示教模式、过程参数、插补参数、电机参数等,通过调整这些参数,可以实现不同种类和复杂度的操作和加工。
2.示例参数说明:a.示教模式参数:示教模式参数用于设置控制系统的示教模式。
示教模式包括绝对坐标、相对坐标、增量坐标等不同模式。
使用不同的示教模式,可以实现不同方式的编程和操作。
b.过程参数:过程参数用于设置控制系统的运动过程参数,如加速度、减速度、最大速度等。
通过调整过程参数,可以实现机器在运动时的加速度和运动速度控制,以满足不同的加工需求。
c.插补参数:插补参数用于设置控制系统的插补方式和插补精度。
插补是指多个轴之间的相互关联运动,通过调整插补参数,可以实现不同程度的插补精度,以满足不同的加工要求。
d.电机参数:电机参数用于设置控制系统的电机参数,如电机类型、转速范围、电机参数等。
通过调整电机参数,可以实现不同类型和规格的电机的控制和运动控制。
3.参数设置方法:FANUC系统的参数设置通常通过控制面板上的菜单和相关指令来完成。
用户可以通过菜单界面来浏览、修改和保存参数设置,也可以通过指令和命令来直接修改参数值。
根据具体的参数类型和设置需求,用户可以选择不同的设置方法。
4.参数保存和加载:一旦参数设置完成,用户可以选择将参数保存到控制系统中的非易失性存储器中。
这样,在重启或重新加载控制系统时,之前保存的参数将被加载到系统中,以确保参数的一致性和稳定性。
5.参数备份和恢复:为了保证参数的安全和可靠性,用户可以定期对参数进行备份。
备份参数可以实现在系统崩溃、数据丢失或系统维修时能够迅速恢复参数。
FANUC常用参数说明

包括运行速度,到位宽度,加减速时间常数,软限位,运行/停止时的位置偏差,和显示有关的参数等,参照如下常用参数表(表2)设定。
表2常用参数说明参数含义 FS-OI MA/MBFS-OI-Mate-MBFS-16/18/21MFS-16I/18I/21IMFS-OI TA/TBFS-OI-Mate-TBFS-16/18/21TFS-16I/18I/21ITPM-O备注(一般设定值)程序输出格式为ISO代码 0000#1 0000#1 1数据传输波特率 103,113 103,113 10I/O通道 20 20 0为232口,4为存储卡用存储卡DNC 138#7 138 1可选DNC文件未回零执行自动运行 1005#0 1005#0 调试时为1直线轴/旋转轴 1006#0 1006#0 旋转轴为1半径编程/直径编程 1006#3 车床的X轴参考点返回方向 1006#5 1006#5 0:+,1:-轴名称 1020 1020 88(X),89(Y),90(Z),65(A),66(B),67(C)轴属性 1022 1022 1,2,3轴连接顺序 1023 1023 1,2,3存储行程限位正极限 1320 1320 调试为99999999存储行程限位负极限 1321 1321 调试为-99999999未回零执行手动快速 1401#0 1401#0 调试为1空运行速度 1410 1410 1000左右各轴快移速度 1420 1420 8000左右最大切削进给速度 1422 1422 8000左右各轴手动速度 1423 1423 4000左右各轴手动快移速度 1424 1424 可为0,同1420各轴返回参考点FL速度 1425 1425 300-400快移时间常数 1620 1620 50-200切削时间常数 1622 1622 50-200JOG时间常数 1624 1624 50-200分离型位置检测器 1815#1 1815#1 全闭环1电机绝对编码器 1815#5 1815#5 伺服带电池1各轴位置环增益 1825 1825 3000各轴到位宽度 1826 1826 20-100各轴移动位置偏差极限 1828 1828 调试10000各轴停止位置偏差极限 1829 1829 200各轴反向间隙 1851 1851 测量P-I控制方式 2003#3 2003#3 1单脉冲消除功能 2003#4 2003#4 停止时微小震动设1虚拟串行反馈功能 2009#0 2009#0 如果不带电机1电机代码 2020 2020 查表负载惯量比 2021 2021 200左右电机旋转方向 2022 2022 111或-111速度反馈脉冲数 2023 2023 8192参数含义 FS-OI MA/MBFS-OI-Mate-MBFS-16/18/21MFS-16I/18I/21IMFS-OI TA/TBFS-OI-Mate-TBFS-16/18/21TFS-16I/18I/21ITPM-O备注(设定值)位置反馈脉冲数 2024 2024 半12500,全(电机一转时走的微米数)柔性进给传动比(分子)N 2084,2085 2084 转动比,计算互锁信号无效 3003#0 3003#0 *IT(G8.0)各轴互锁信号无效 3003#2 3003#2 *ITX-*IT4(G130)各轴方向互锁信号无效 3003#3 3003#2 *ITX-*IT4(G132,G134)减速信号极性 3003#5 3003#5 行程(常闭)开关0接近(常开)开关1超程信号无效 3004#5 3004#5 出现506,507报警时设定1显示器类型 3100#7 3100#7 0单色,1彩色中文显示 3102#3 3102#3 1实际进给速度显示 3105#0 3105#0 1主轴速度和T代码显示 3105#2 3105#2 1主轴倍率显示 3106#5 3106#5 1实际手动速度显示指令 3108#7 3108#7 1伺服调整画面显示 3111#0 3111#0 1主轴监控画面显示 3111#1 3111#1 1操作监控画面显示 3111#5 3111#5 1伺服波形画面显示 3112#0 3112#0 需要时1,最后要为0指令数值单位 3401#0 3401#0 0:微米,1:毫米各轴参考点螺补号 3620 3620 实测各轴正极限螺补号 3621 3621各轴负极限螺补号 3622 3622螺补数据放大倍数 3623 3623螺补间隔 3624 3624是否使用串行主轴 3701#1 3701#1 0带,1不带检测主轴速度到达信号 3708#0 3708#0 1 检测主轴电机最高钳制速度 3736 限制值/最大值*4095主轴各档最高转速 3741/2/3 3741/2/3/4 电机最大值/减速比是否使用位置编码器 4002#1 4002#1 使用1主轴电机参数初始化位 4019#7 4019#7主轴电机代码 4133 4133CNC控制轴数 8130(OI) 8130(OI)CNC控制轴数 1010 1010 8130-PMC轴数手轮是否有效 8131#0(OI) 8131#0(OI) 设0为步进方式串行主轴有效 3701#1 3701#1直径编程 1006#3 同时CMR=1表3α/β伺服电机代码表(OLD)电机型号β1/3000 β2/3000 β3/3000 β6/2000 αc3/2000 αc6/200 0电机代码 35 36 33 34 7 8电机型号αc12/2000 αc22/1500 α3/3000 α6/2000 α6/3000 α12/ 2000电机代码 9 10 15 16 17 18电机型号α12/3000 α22/1500 α22/2000 α22/3000 α30/1200 α30 /2000电机代码 19 27 20 21 28 22电机型号α30/3000 α40/FAN α40/2000 α65 α100/2000 α150电机代码 23 29 30 39 40 41表4α主轴电机代码表(OLD)电机型号α3/8000 α6/8000 α8/6000 α12/6000 α15/6000 α18/60 00电机代码 105 106 107 108 109 110电机型号αp8/6000 αp12/6000 αp15 αp18 αp22 αp30电机代码 112 113 114 115 116 117表5i系列伺服电机代码表电机型号β4/4000is β8/3000is β12/3000is β22/2000is αc4/3000i电机代码 156(256) 158(258) 174(274) 176(276) 171(271)电机型号αc8/2000i αc12/2000i αc22/2000i αc30/1500i α2/5000i电机代码 176(276) 191(291) 196(296) 201(301) 155(255)电机型号α4/3000i α8/3000i α12/3000i α22/3000i α30/3000i电机代码 173(273) 177(277) 193(293) 197(297) 203(303)电机型号α40/3000i α4/5000is α8/4000is α12/4000is α22/4000is电机代码 207(307) 165(265) 185(285) 188(288) 215(315)电机型号α30/4000is α40/4000is α50/3000is α50/3000isFAN α100/2500is电机代码 218(318) 222(322) 224(324) 225(325) 235(325)表6i系列主轴电机代码表电机型号β3/10000i β6/10000i β8/8000i β12/7000i ac15/6000 i电机代码 332 333 334 335 246电机型号 ac1/6000i ac2/6000i ac3/6000i ac6/6000i ac8/6000i a c12/6000i电机代码 240 241 242 243 244 245电机型号α0.5/10000i α1/10000i α1.5/10000i α2/10000i α3/10000i α6/10000i电机代码 301 302 304 306 308 310电机型号α8/8000i α12/7000i α15/7000i α18/7000i α22/7000i α30/6000i电机代码 312 314 316 318 320 322电机型号α40/6000i α50/4500i α1.5/15000i α2/15000i α3/12000iα6/12000i电机代码 323 324 305 307 309 401电机型号α8/10000i α12/10000i α15/10000i α18/10000i α22/10000i电机代码 402 403 404 405 406电机型号α12/6000ip α12/8000ipα15/6000ip α15/8000ip α18/6000ip α18/8000ip电机代码 407 4020 (8000)4023 (94) 408 4020 (8000)4023 (94) 409 4020 (8000)4023 (94)电机型号α22/6000ip α22/8000ip α30/6000ip α40/6000ip α50/6000ip α60/4500ip电机代码 410 4020 (8000)4023 (94) 411 412 413 414。
发那科参数(详细)
N00 00010(#2=0公制输入单位,=1为英制,这里只设公英制输入单位,机床公英制由1001#0决定;#1=1输出ISO代码,=0为EIA代码)N0001 P 0000#1=0纸带格式为标准格式N0002 P 0000(手动回零:#7=0参考点未建立,利用减速挡块,已建立,快速定位到参考点(1005#3=1有效),#7=1都利用减速挡块回零)N0012 A1 P 0000 A2 P 0000 A3 P 0000 A4 P 0000 #0各轴镜像设定:=0关断,=1开通//以下为串口参数N0020 P 0:选择串口1,即JD5A;2:选择串口2,即JD5B)N0100 P 001000(#3=1 ISO代码对EOB仅输出LF;#5=1 DNC中连续读入直到缓冲区满,=0一段读入)N01 P 00001(#0=1停止位两位,=0为1位;#3=0输入代码为EIA或ISO代码自动识别,=1为ASC||代码)N0102 P 0(输入输出为RS232,使用DC1~DC4)N0103 P 11(波特率为9600)N0110 P 0000N0111 P 00001(以下为NO.0020=1时通道1,即JD5A的参数;同上含义) N0112 P 6N0113 P 10N0121 P 00001(以下为NO.0020=2时通道2,即JD5B的参数;同上含义) N0122 P 0N0123 P 10N0960 P 0000//以下为轴控制和设定单位参数N1001 P 0000(#0=0公制机床,=1英制机床)N1002 P 001001(#0=1手动同时控制轴数3轴;#2=0不使用参考点偏移功能;#3=1未回零运行G28:P/SNO.090报警;#1=1无挡块回零全轴有效,与1005#1无关)N1004 P 0000(#7,#1=0,最小设定和移动单位为1um或0.001deg,是-B)N1005 A1 P 001100 A2 P 001100 A3 P 001100 A4 P 001100 (#4,#5=1各轴正负方向外部减速信号对快进和工进都有效;未建立参考点自动运行#0=0,报警P/S224,#0=1,不报警,即是说不回零也可自动运行;#1=0无挡块回零无效,1002#1为0该参数设定有效)N1006 A1 P 001000 A2 P 0000 A3 P 0000 A4 P 00001(A4,#0=1旋转轴A型,#5=0回零都为正方向)N1008 A1 P 0000 A2 P 0000 A3 P 0000 A4 P 0001(#0=1启动旋转轴循环功能;#2=1相对坐标每转移动量取整)绝对指令旋转方向#1=0,按距目标较近的方向,#=1,按指令符号方向。
FANUC系统数控机床参数
FANUC系统数控机床参数FANUC系统数控机床参数一、掌握数控机床参数的重要性:无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。
有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。
实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。
同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。
在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。
另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。
然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。
对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。
因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。
数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。
这些具体参数的参数表或参数纸带应该交付给用户。
在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。
FANUC发那科工业机器人的通讯参数设置

FANUC的通讯参数设置机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software18M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software法兰科接口参数设置1现在DNC机床联网已成一个大的潮流,可是仍然有很多人对此知之甚少。
尤其是对于一些机床数据通信参数的设定一无所知。
一般而言,机床通迅参数包括以下几个方面:1 波特率2 数据位3 停止位4 奇偶校验5 ASCII码或EIA码选定6 握手协议机床的版本不一样,这些参数的位置也不一样。
希望知道的朋友可以提供一些不同版本机床的通信参数资料,以便大家多了解0M系统波特率: 552,553,250,251(I/O为0,1,2,3)2停止位:02#0,12#0,50#0,51#0(I/O为0,1,2,3)EIA码和ASCII码的选定 :02#3,12#3,50#3,51#3(I/O为0,1,2,3)51#4:是否使用CD载波信号55#2:通信协议B/A奇偶校验一般都为偶校验机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software318M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software发那克900以后参数意义--------------------------------------------------------------------------------900 #5 公英制转换; 1,公制#4 主轴模拟/串行输出; 1,用离合器4#3 手摇轮; 1,用901 #7 复合固定循环; 1,有#5 倒方角C,倒圆角R; 1,有902 #6 用户宏程序A; 1,有#5 丝杠螺距误差补偿; 1,有#2 恒速切削控制; 1,有903 #7 背景编辑; 1,有#3 偏置量测定直接输入B; 1,有#1 实际主轴转速输出; 1,有904 #2 中文显示; 1,中文(P23 #3设1)906 #7 外部刀具补偿; 0,有#6 自动刀具补偿; 0,有#5 刀具形状损失补偿; 1,有#0 菜单编程; 0,有907 #6 刀尖补偿; 1;有5#4 加工时间加工品数; 1,有909 #1 外部信息; 1,有#0 图形显示; 1,有911 #3 时间功能; 1,有932 #7 MDI—B; 1,有#6 表面恒速; 1,有#3 用户宏程序B; 1,有#2 用户宏程序A; 1,有(#2、#3不能同时选择)934 #4 特殊G代码输入; 1,有935 #5 出现600号参数; 1,有#2 加工复循环; 1,有#1 工件坐标系; 1,有#0 刀具寿命管理; 1,有该参数仅供参考,请谨慎修改!6Fanuc 0 系列数控系统数控系统与WinDNC的电缆连线表:数控系统计算机25针 9针1 保护地保护地3 2 32 3 27 7 574-5短接 4-5短接 7-8短接6-8-20短接 6-8-20短接 1-4-6短接数控系统注意事项1.在0系统中,如果你要修改某一参数,你必须设PWE参数为off,当你这样做时,系统将处于报警状态,这时请不要理会其报警,修改参数完后,PWE参数为on,按Reset键以消除报警。
FANUC系统数控机床调试参数
FANUC系统数控机床调试参数FANUC系统数控机床调试参数是指在使用FANUC系统的数控机床时,根据具体加工要求和机床性能进行调试和优化的参数设置。
通过合理的参数设置,可以提高机床的加工精度、加工效率和稳定性,确保加工质量和生产效率。
本篇文章将详细介绍FANUC系统数控机床调试参数的相关内容。
首先,我们来介绍一些常见的FANUC系统数控机床调试参数。
1.加工参数:包括进给速度、快速移动速度、加速度、减速度等。
这些参数直接影响机床的加工效率和加工质量。
根据加工材料、加工工艺和加工要求的不同,可以适当调整这些参数。
一般来说,进给速度越大,加工效率越高;而快速移动速度则直接关系到机床的定位精度和快速切换速度。
2.修整参数:包括修正工具半径、琢磨刀具半径、工件和加工曲线的变化。
这些参数主要用于修剪加工过程中产生的误差,并对加工误差进行补偿。
通过调整这些参数,可以减少加工误差,提高加工精度。
3.运动参数:包括插补精度、工具半径补偿、切削速度刚度等。
这些参数直接影响机床的运动精度和切削效果。
根据加工要求和机床的性能,可以适当调整这些参数,使机床在高速运动和切削过程中保持稳定。
4.伺服参数:包括伺服增益、速度反馈环、电流反馈环等。
这些参数主要用于调节数控机床的伺服系统,保证伺服系统的稳定性和响应速度。
通过合理调整这些参数,可以提高伺服系统的性能和精度,减少振动和误差。
5.轴参数:包括轴偏差补偿、轴运行速度、坐标系转换等。
这些参数主要用于调整数控机床的各个轴的运动精度和坐标系的转换。
通过合理调整这些参数,可以减少机床的位置误差和运动畸变,提高加工精度。
在调试FANUC系统数控机床时,需要根据实际情况进行参数设置和调整。
具体的调试步骤如下:1.根据加工要求和机床性能,确定需要调试的参数和范围。
2.设置机床的调试模式和参数修改权限,确保可以进行参数设置和调整。
3.逐一调试各个参数,根据实际情况进行调整,并记录下参数值和调试结果。
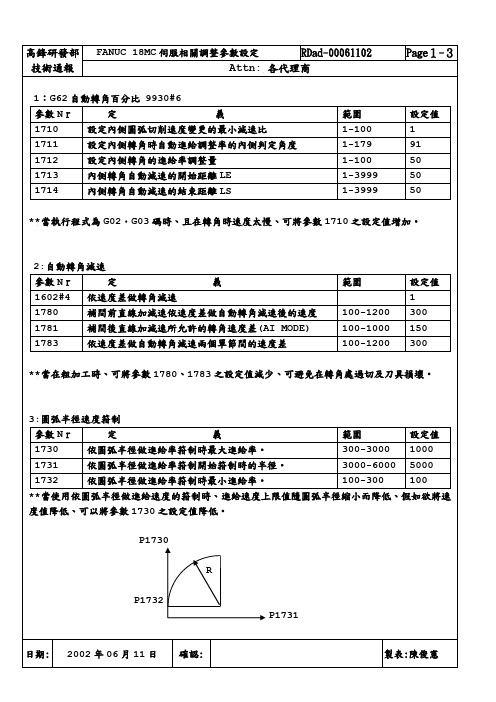
fanuc 18MC伺服调整参数
50
1713
內側轉角自動減速的開始距離LE
1-3999
50
1714
內側轉角自動減速的結束距離LS
1-3999
50
**當執行程式為G02.G03碼時、且在轉角時速度太慢、可將參數1710之設定值增加‧
2:自動轉角減速
參數Nr
定義
範圍
設定值
1602#4
依速度差做轉角減速
1
1780
補間前直線加減速依速度差做自動轉角減速後的速度
位置增益前饋係數ADDF1
9500-9980
9800
2017#7
速度回路比例項高速處理
1
2066
250usec加速度feedback pk2vaux
-5~-20
0
日期:
2002年06月11日
確認:
製表:陳俊憲
高鋒研發部
技術通報
FANUC18MC伺服相關調整參數設定
Page3-3
Attn:各代理商
**2066及2017#7兩個參數不能同時設定、視加工效果選則其一、一般情況2066適用於大機台‧
100-1200
300
1781
補間後直線加減速所允許的轉角速度差(AI MODE)
100-1000
150
1783
依速度差做自動轉角減速兩個單節間的速度差
1001780、1783之設定值減少、可避免在轉角處過切及刀具損壞‧
3:圓弧半徑速度箝制
參數Nr
定義
範圍
設定值
6:option設定
參數Nr
定義
範圍
設定值
9934#6
補間後直線加減速
1
9952#0
FANUC 0系列参数说明

7 6 54 32 1 0T2T4 1:T代码用二位数指定时,被认为是高二位与低二位相同的四位数。
0:T代码用二位数指定时,被认为是高二位为“00”的四位数。
(仅在T2D=0时有效)WIGA 1:刀具磨损补偿量的设定限制为增量输入,而刀具形状补偿的设定只能是绝对值输入。
0:刀具磨损补偿量与刀具形状补偿量均可共用增量输入和绝对值输入。
(※此项功能在OT—Mate中无效)OFSB 1:刀具补偿与轴移动一起进行。
0:刀具补偿在T代码的程序段中进行。
(用坐标系偏移进行的刀具形状补偿与本参数无关,在T代码的程序段中进行补偿)4 32 1 0CPRD 1:可以使用小数点的地址中省略了小数点时,以mm,inch,s为单位。
0:可以使用小数点的地址中省略了小数点时,为最小设定单位。
REP 1:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时不报警,而由新输入的程序置换。
0:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时报警。
PRWD 1:用便携式纸带阅读器时,有倒带信号输出。
0:用便携式纸带阅读器时,没有倒带信号输出。
MORB 1:刀具位置补偿量、工件坐标系偏移量的测量直接输入时,选择如下方式:设置RECORD键、切削测定面,按住RECORD 键后两轴共同回退。
(需要FANUC PMCMODEL L或M)0:选择没有RECORD键的方式。
SKPF 1:在G31跳过功能中,空运转、速度修调、自动加减速有效。
0:在G31跳过功能中,空运转、速度修调、自动加减速无效。
(※此项功能仅0—TC才有)COTZ 1:超程极限信号(*LZ)有效。
0:超程极限信号(*LZ)无效。
(※此项功能仅0TC才有)NWCH 1:刀具磨损/形状补偿量显示量,不显示各号码左边的“W”字符。
0:刀具磨损/形状补偿量显示量,显示各号码左边的“W”字符。
4 37 65 4 32 1 0OPG7 1:软件操作面板上进给保持有效。
0:软件操作面板上进给保持无效。