后处理修改方法必看
PM后处理修改方法教程

PM后处理修改方法教程powermill 后处理--------------------------------------------------------------------------------对于后处理格式,一般的用户有三个层次的需求:一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。
二、没有适合的,需要改写后处理。
三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。
本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢)现在开始准备工作:1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。
2、打开ductpost\dp-index.html,准备有问题就看帮助。
3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。
如:ductpost -w hurco > hurco.opt 。
这时就可以用文本编辑器来打开这个opt文件了:1、程序头、程序尾的改写:这个在以下的定义里面:define block tape startend definedefine block tape endend define你可以根据自己的需要添加,如:define block tape start"%"N ; "G17G90G80G40G49"end definedefine block tape endN ; "M05"N ; "M30"end define不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明2、是否需要N行号,%:0001N10G28G91X0Y0Z0N30T1M6N40G0G90X-25.Y-40.S800 M3如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。
PM后处理修改方法教程

N110( MSG, LOAD TOOL ET)
上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如:
message output = false
4、圆弧的输出格式:
这个需要讲一下,输出R的就不讲了,专讲I、J、K的输出。大致有三大类:
"%"
N ; "G17G90G80G40G49"
end define
define block tape end
N ; "M05"
N ; "M30"
end define
不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明
一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。
二、没有适合的,需要改写后处理。
三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。
本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢)
现在开始准备工作:
1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。
2、打开ductpost\dp-index.html,准备有问题就看帮助。
3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。 这时就可以用文本编辑器来打开这个opt文件了:
PowerMILL后处理修改教程
PowerMILL后处理修改教程本教程是偶在实际使用中的PowerMILL后处理文件修改知识的积累,其中有部分修改案例来源于帮助文件,在此仅以文字和图片的形式把他记录下来与初学者共同分享。
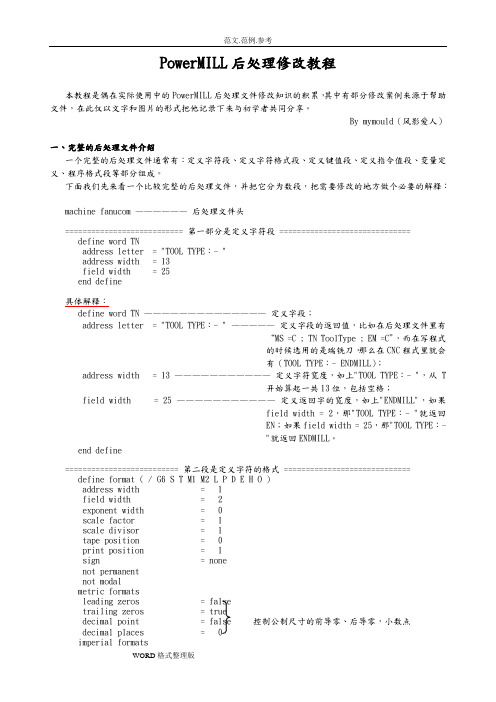
By mymould(风影爱人)一、完整的后处理文件介绍一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。
下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头=========================== 第一部分是定义字符段 ==============================define word TNaddress letter = "TOOL TYPE:- "address width = 13field width = 25end define具体解释:define word TN ——————————————定义字段;address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL);address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格;field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:-"就返回ENDMILL。
MC后处理修改特殊技巧

*spindle:从MasterCAM图形中读入主轴
scoolant:从MasterCAM图形中读入冷却液打开与关闭
“”:从MasterCAM图形中输出时引号内的内容直接输出。
Sprogname:从MasterCAM图形中输出程序名控制语句
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。一般输出语句的格式为:
pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
Scrollex
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180
arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc.
③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
数据的读入:
*progno:从MasterCAM图形中读入程序号
scomm:从MasterCAM图形中读入注释文本
*t:从MasterCAM图形中读入刀具号
*tnote, *toffnote, *tlngnote,
*tldia:从MasterCAM图形中读入刀具直径
date:从MasterCAM图形中读入日期
powermill后处理修改参考
后处理的实际应用中,经常需要修改或删除的部分主要有几方面:程序头的修改;程序尾的修改;刀具调用的修改;第四轴的开启与关闭;各种注释部分的删除;钻孔循环的定制;行号的设定与省略;新参数的设定等。
(1)程序头的修改。
选中任务树窗口中的"Fanuc OM.pmopt Commands-Start Program"项,在右边图形窗口中,选中程序中不需要的部分,再点击上方的删除图标,可以删除该部分内容;如程序中默认的机床回参考点程序段"G91G28XOYOZO",如在程序启动时不必首先回参考点,可删除该段内容。
(2)程序尾的修改。
在任务树窗口中的"Fanuc OM.pmopt-Commands-Finish Program"项中可以定义程序尾部分的内容。
默认的程序尾包含了"G91G28Z0"和"G28XOY0"机床回参考点选项,如不需要也可以删除。
(3)换刀程序段的修改。
选中任务树窗口中的"Fanuc OM.pmopt -Commands-Tool Control-Load First Tool"项,可以通过选中图形窗口中的"M6"项,点击添加"BlockNumber",使T指令和M6指令分行;同样可以使Change Tool项中的T指令和M6指令分行;如采用手动换刀,则NC程序中不需换刀程序,可右键点击"Load First Tool"和"Change Tool",在快捷键中选中"Deactivate,以关闭换刀程序。
(4)第4轴的开启和关闭。
选中任务树窗口中的"Fanuc OM.pmopt-Settings-Machine Kinematics"项,右边图形窗口中"KinematicModel"的选项,默认的"3-Axis"项则关闭第4轴;"4-Axis"项则打开第4轴,第4轴打开后,需对其方向、原点及行程范围等进行设置。
后处理不求人,修改属于自己的GPP2后处理方法
已经在群里发共享后处理文件和测试后处理文件,还有测试文档,还有不明白的地方可以留言,有空就帮解答。
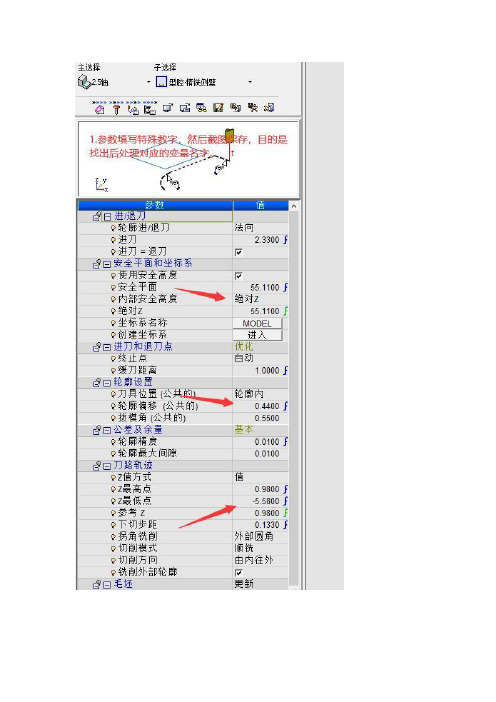
注意的地方:
1.所有的变量名都属于某一个模块,放到对应的模块下才能正确显示。
如果找不到这个模块,就把上面黑体字和下面变量一起复制进去。
(因为开源后处理有部分不常用的地方都删除了。
测试后处理Testgpp2包含所有完整的模块)
2.模块内的变量名如果想在全局使用,要在顶部自定义全局变量=局部变量,然后才能在任何地方输出。
比如有的程序头变量在程序尾部就无法输出,要定于为全局变量才能输出。
3.刀具信息是单独的一个模块,里面输出的是一个数组,里面有所有的刀具参数。
4.如果还有不明白的地方,可以在群里留言,有空就回复咯。
mastercam后处理修改

mastercam后处理修改MasterCAM 后处理修改特殊技巧一.1 MasterCAM 后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、MasterCAM 后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为 MIN 格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN 即可,如MPF,NC,H,TXT 等这样就不必每次为输出什么样的格式费神了。
我就经常用 MPF 和 NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”“arctype”控制输出圆弧类型,若为“1”则表示。
由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3” 表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
统赢后处理修改教程完整版

AutoCut后处理语法总汇
格式
意义
备注
$
换行
#
强制按绝对座标输出
@
根据属性输出
#@
强制按属性输出
-
接下一行
“ ”
强制输出引号内的字符
||
或
&&
与
!=
不等于
==
等于
=
赋值
<
小于
>
大于
*
相乘
+
相加
( )
里面放运算符或判断式
(a)?b:c;
当A成立时执行B否则执行C
统赢后处理修改教程
统赢(WPCAM)系统内定变数一览表
变数
宣告
内容
0
R
外定误差值(机台最小位移量)
。
A
R
外型切断使用补正量 0:与第一刀相同补正量
1:使用割一刀的补正量
。
B
R
小孔尺寸设定ex:inti/3以下为小孔);ex:inti/-3(引入线短于以下为上孔),inc/(小孔间隙自动放大)
C
R
角落安全距离
直线切割
这里在后处理最后插入((@87==1)?"G87";,)
不包括括号,可以打开上下同R功能。
10
Circular_cw
顺时针圆弧切割
这里在后处理最后插入((@87==1)?"G87";,g2,#@x,#@y,@i,@j,$)
不包括括号,可以打开上下同R功能。
10
Circular_ccw
逆时针圆弧切割
。
32
PowerMILL后处理修改教程
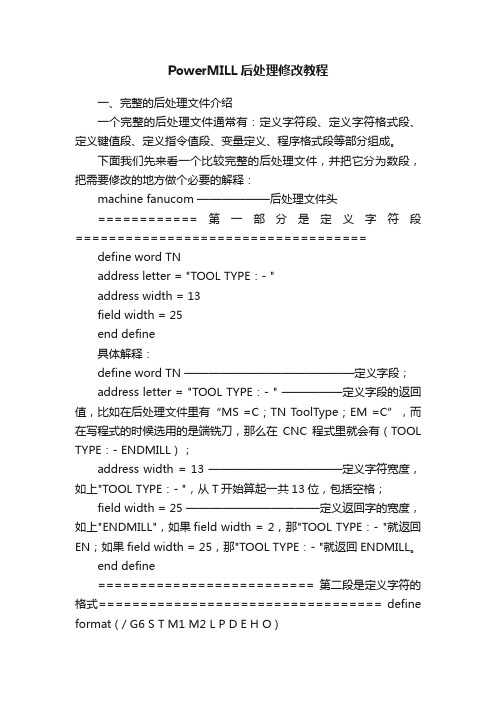
PowerMILL后处理修改教程一、完整的后处理文件介绍一个完整的后处理文件通常有:定义字符段、定义字符格式段、定义键值段、定义指令值段、变量定义、程序格式段等部分组成。
下面我们先来看一个比较完整的后处理文件,并把它分为数段,把需要修改的地方做个必要的解释:machine fanucom ——————后处理文件头============第一部分是定义字符段=================================== define word TNaddress letter = "TOOL TYPE:- "address width = 13field width = 25end define具体解释:define word TN ——————————————定义字段;address letter = "TOOL TYPE:- " —————定义字段的返回值,比如在后处理文件里有“MS =C ; TN ToolType ; EM =C”,而在写程式的时候选用的是端铣刀,那么在CNC程式里就会有(TOOL TYPE:- ENDMILL);address width = 13 ———————————定义字符宽度,如上"TOOL TYPE:- ",从T开始算起一共13位,包括空格;field width = 25 ———————————定义返回字的宽度,如上"ENDMILL",如果field width = 2,那"TOOL TYPE:- "就返回EN;如果field width = 25,那"TOOL TYPE:- "就返回ENDMILL。
end define========================== 第二段是定义字符的格式================================== define format ( / G6 S T M1 M2 L P D E H O )address width = 1field width = 2exponent width = 0scale factor = 1scale divisor = 1tape position = 0print position = 1sign = nonenot permanentnot modalmetric formatsleading zeros = falsetrailing zeros = truedecimal point = false 控制公制尺寸的前导零、后导零,小数点decimal places = 0imperial formatsleading zeros = falsetrailing zeros = truedecimal point = false 控制英制尺寸的前导零、后导零,小数点decimal places = 0end defineword order = ( OP N G1 G2 G3 G4 G5 )word order = ( + G6 G7 X Y Z B C )word order = ( + I J K R D S T )word order = ( + H M1 M2 MS msg EM Q ) 注册字符word order = ( + Q1 Z2 R2 ID F )word order = ( + TN TD TR DY MT YR PM )========================== 第三段是定义键值======================================== define keysblocknumber = N ——————定义程序段号preparatory function = G1 ———————定义准备功能指令aux function = M1 ——————定义辅助功能指令x feedrate not used —————定义X进给率指令y feedrate not used —————定义Y进给率指令z feedrate not used —————定义Z进给率指令circle angle not used —————圆周角度x coordinate = X ——————定义X坐标轴y coordinate = Y ——————定义Y坐标轴z coordinate = Z ——————定义Z坐标轴key i = I ——————定义X轴矢量I键key j = J ——————定义Y轴矢量J键key k = K ——————定义Z轴矢量K键feedrate = F ——————定义进给率指令feedrate per revolution = F ———————定义每转进给率指令spindle = S ——————定义主轴指令tool number = T ——————定义刀具指令cycle dwell not useddwell = X —————定义暂停时间键值tool length = H ——————定义刀具长度补偿指令tool radius = D ——————定义刀具半径补偿指令drill peck depth = Q1 ——————钻孔的啄钻深度drill hole depth = Z2 ——————定义钻孔深度clearplane = R2 —————定义安全平面高度message start = MS —————定义注释的开始符message end = EM ————定义注释的结束符opskip = OP ————定义跳段符号radius = R —————定义半径R键program id = ID —————定义程序号azimuth axis = B —————在多轴加工中,定义方位轴elevation axis = C —————在多轴加工中,定义仰角轴3rd rotation axis = null —————在多轴加工中,定义第三旋转轴leader not usedx vector not usedy vector not usedz vector not usederror not usedend define=============== 定义指令值======================================== define codesrapid = G1 0 ========== 快速点定位linear = G1 1 =========== 直线插补circle cw = G1 2 =========== 顺圆插补circle ccw = G1 3 ========== 逆圆插补dwell = G6 4 ========= 暂停、准确停止xy plane = G3 17 ========= XY平面zy plane = G3 19 ========= YZ平面xz plane = G3 18 ========= ZX平面compensation off = G2 40 ========== 取消刀具半径补偿compensation on left = G2 41 =========== 刀具半径左补偿compensation on right = G2 42 =========== 刀具半径右补偿imperial data = G4 20 ============ 英寸输入metric data = G4 21 ============ 毫米输入absolute data = G5 90 ============ 指定绝对坐标编程incremental data = G5 91 ============ 指定增量坐标编程from = G3 54 ========== 制定工作坐标系feedrate per minute not used ================ 每分钟进给feedrate per revolution not used ================= 每转进给spindle rpm not usedconstant surface speed not useddrill = G4 81 =========== 钻孔循环锪镗循环break chip = G4 82 =========== 钻孔循环或反镗循环deep drill = G4 83 ============ 深孔钻循环tap = G4 84 ========== 攻丝循环bore 1 = G4 85 ========== 镗孔循环bore 2 = G4 86 ========== 镗孔循环bore 3 = G4 87 ========== 背镗循环bore 4 = G4 88 ========== 镗孔循环bore 5 = G4 89 ========== 镗孔循环end of drill = G4 80 ============= 固定循环取消macro start not used ============ 宏程序模态调用macro end not used =========== 宏程序模态调用取消macro call not used ============ 宏程序调用cycle retract = G6 99 ========== 固定循环返回到R点tool length offset = G3 43 =========== 正向刀具长度补偿spline not used ======== spline插补方式stop = M1 0 ==== 程序停止opt stop = M1 1 ===== 选择停止spindle on cw = M1 3 ===== 主轴正转spindle on ccw = M1 4 ===== 主轴逆转spindle off = M1 5 ===== 主轴停止spin coolant on cw = M1 13spin coolant on ccw = M1 14spin coolant off = M1 5 ====== 冷却液关change tool = M1 6 ====== 自动换刀coolant on mist = M1 7 ===== 雾状冷却液coolant on = M1 8 ==== 冷却液开coolant on flood = M1 8 ===== 冷却液开(喷出)coolant off = M1 9 ===== 冷却液关clamp on not usedclamp off not usedend of tape = M1 2 ===== 程序结束end of prog = M1 30 ===== 程序结束gear range 1 not usedgear range 2 not usedgear range 3 not usedconstant contour speed not usedconstant contour speed 2 not usedword drill not usedword break chip not usedword deep not usedword tap not usedword bore 1 not usedword bore 2 not usedword bore 3 not usedword bore 4 not usedword bore 5 not usedcoolant on tap not usedrigid tap not used ====== 刚性攻丝helical drill not usedhelical retract drill not usedend define================ 定义变量====================================== print header = "Delcam Postprocessor" ================== 定义打印标题machine name = "Fanuc6m version 1.2" ========= 机器名point = "." ================================ 小数点zero = "0" =============================== 零tape headers = 1 ============================== 纸带标题(integer 6 、integer 7):定义coolant output(冷却液输出)integer 6 = 2 ============== 定义冷却液开(M07、M08)的输出方式,此变量共有三个选项——0:在后处理时遇到相关指令时输出;1:在下一段中单独输出;2、在下一段中和坐标移动一起输出。
Mastercam后处理修改方法

Mastercam后处理修改方法Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定XY加工平面,NC程序中出现的是G17,scc1表示刀具半径左补偿,NC程序中出现的是G41,字符串sccomp代表刀具半径补偿建立或取消。
mastercam后处理修改
MasterCAM后处理修改特殊技巧一.1 MasterCAM后处理修改特殊技巧:Scrollex EDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、 MasterCAM后处理输出文件格式设置sextnc MIN #NC Program Extension for Okuma上述语句表示输出格式为MIN格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St ,4=unsigned inc.③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld, n, "M6", e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
MC后处理修改技巧

2、 攻丝时,默认后处理输出的程式可能没有Q值,可以手动修改, 找到以下字段,如下图所示:
pfcout, *speed, *spindle, pgear, strcantext, e pbld, n, "G43", *tlngno, pfzout, scoolant, e pbld, n, next_tool, e pbld, n, "/M8", e absinc = sav_absinc
1 tcr
#Note format
fmt "XY="
2 xy_stock # Assign an output
format
fmt "Z="
2 z_stock # Assign an output
format
图2
comment "(STOCK:",~xy_stock,")",e "(STOCK:",~z_stock,")",e pcan if stagetool >= zero, pbld, n, *t, "M6", e
图1
图2
3、"T="
4 tnote
#Note format
fmt " D.OFF=" 4 toffnote #Note format
fmt " L="
Mastercam2021后处理修改教程

Mastercam X9后处理升级
后处理更新与替换
(6)切换Mastercam2021,选择“机床”—“铣床”—“默认”。
Mastercam 2021后处理升级
后处理更新与替换
(7)“ALT+O”打开刀路清单,选择打开“机床群组”—“属性”—“文件”。
Mastercam 2021后处理升级
后处理更新与替换
软件输出参数编辑
钻孔G01输出
G54X0. Y0.Z15.G98 G83 Z-15. R.5 Q.05 F800.G80M05M09G53Z0G53X-5
G54X0. Y0.Z15.Z.5G1 Z.45 F800.G0 Z.5Z.45G1 Z.4G0 Z.5
对比
开启钻孔循环
关闭钻孔循环
03
后处理PST文件应用
后处理应用
Mastercam2021
编制人:***
序言PREFACE
在Mastercam中生成零件加工刀轨,刀轨文件中包含切削点数据的GOTO语句,还有控制机床的其他指令信息。 这些刀轨文件不能直接驱动机床,因为每台机床/控制系统对程序格式和指令都有不同要求,例如对同一行不同G代码的输出顺序有不同的要求,所以刀轨文件必须经过处理,以符合某一机床/控制系统的要求,这一处理过程就是“后处理”。
1、PST文件注释2、PST文件主体划分3、PST文件模块应用
后处理PST文件应用
PST文件注释
Mastercam系统后置处理文件由山特维克旗下的CNC Software Inc.公司基于C++语言开发的MP语言,扩展名为PST,简称叫PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由多个部分组成。
ug后处理更改技巧[修订]
![ug后处理更改技巧[修订]](https://img.taocdn.com/s3/m/82b69c5b2a160b4e767f5acfa1c7aa00b52a9dae.png)
ug后处理更改技巧简单的自定义后处理格式1: 后处理默认输出 G01 G02 G03 两位数输出若更改为 G1 G2 G3 一位数输出。
可更改 dochop.defFORMAT Digit_2 "&_02_00" 为 FORMAT Digit_2 "&_01_00"------------------------------------------------------------2:此后处理开启了螺旋下刀圆弧输出。
(若你机床不接受此格式)关闭螺旋下刀圆弧输出:打开dochop.tcl 文件PB_CMD_init_helix 更改成 # PB_CMD_init_helix------------------------------------------------------------3: 本后处理已输出 G91 G28 Z0.0 Z轴归零(若你不想输出此格式)关闭Z轴归零输出:MOM_do_template return_home 更改为 # MOM_do_template return_home------------------------------------------------------------3:G05 P10000 (程序头输出高速格式)MOM_do_template start_of_program 取消输出 #MOM_do_template start_of_programG05 P0 (程序尾输出高速结束格式)MOM_do_template end_of_program_1 取消输出 #MOM_do_template end_of_program_1更改高速格式输出打开 dochop.def 搜索 G05 P10000 G05 P0 分别更改就行------------------------------------------------------------5: G90 G54取消输出 # MOM_output_literal "G90 G54"------------------------------------------------------------6: 自动换刀格式此程序没有输出。
MC后处理修改技巧
图1
图2
3、加入余量显示设置如下图:
图1
fmt "T="
4 tnote
#Note format
fmt " D.OFF=" 4 toffnote #Note format
fmt " L="
4 tlngnote #Note format
fmt "Dia="
1 tldia
#Note format
fmt " R="
4、是否输出A0,找到以下字段: vmc : 1 #0 = Horizontal Machine, 1 = Vertical Mill rot_on_x : 1 #Default Rotary Axis Orientation, See ques. 164.
#0 = Off, 1 = About X, 2 = About Y, 3 = About Z rot_ccw_pos : 1 #Axis signed dir, 0 = CW positive, 1 = CCW positive index : 0 #Use index positioning, 0 = Full Rotary, 1 = Index only ctable : 5 #Degrees for each index step with indexing spindle 更改蓝色字段0或1就可以。
7:输出角度超过360°的问题:
有人说把MasterCAM后置处理文件 ctol
: 225 #Tolerance in deg.
before rev flag changes
改为 ctol
: 359 #Tolerance in deg.
Mastercam后处理修改方法

Mastercam后处理修改方法Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1. 注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2. 程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3. 定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4. 定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5. 字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定XY加工平面,NC程序中出现的是G17,scc1表示刀具半径左补偿,NC程序中出现的是G41,字符串sccomp代表刀具半径补偿建立或取消。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC 控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
1、增加G54指令(方法一):
采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择Mpfan.PST文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示:
单击FIND NEXT按钮,查找结果所在行为:
pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e
插入G54指令到当前行,将其修改为:
pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e
输出的NC文件修改前对应位置指令为:
N102G0G17G40G49G80G90
修改后变为:
N102G0G17G40G49G80G90G54
查找当前行的上一行:
pbld, n, *smetric, e
将其整行删除,或加上“#”成为注释行:
#pbld, n, *smetric, e
修改后G21指令不再出现,某些控制器可不用此指令。
注意修改时保持格式一致。
G21指令为选择公制单位输入,对应的英制单位输入指令为G20。
5、删除NC文件的程序名、注释行:?
单击"FIND"按钮,系统弹出查找对话框,输入“%”,单击"FIND NEXT" 按钮,查找结果所在行为:? "%", e?
*progno, e?
"(PROGRAM NAME - ", progname, ")", e?
"(DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, ")", e?
将其删除或改为注释行:?
"%", e?
# *progno, e?
# "(PROGRAM NAME - ", progname, ")", e?
# "(DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, ")",?
输出的NC文件修改前对应位置指令为:?
O0010?
(PROGRAM NAME - A2)?
(DATE=DD-MM-YY - 25-12-04 TIME=HH:MM - 10:45)?
修改后以上指令行不再出现。
?
单击"FIND" 按钮,系统弹出查找对话框,输入“pstrtool”,单击"FIND NEXT" 按钮,查找结果所在行为:?
"(", pstrtool, *tnote, *toffnote, *tlngnote, *tldia, ")", e?
将其删除或改为注释行:?
#"(", pstrtool, *tnote, *toffnote, *tlngnote, *tldia, ")", e?
输出的NC文件修改前对应位置指令为:?
(D16R8.0 TOOL - 2 DIA. OFF. - 0 LEN. - 0 DIA. - 16.)?
修改后以上指令行不再出现。
此注释行指明当前刀路所使用的刀具参数,可用于加工前核对加工单,建议保留。
法兰克及三菱控制器可以接受注释内容。
6、取消行号:
单击"FIND" 按钮,系统弹出查找对话框,输入“omitseq”,单击 "FIND NEXT"按钮,查找结果所在行
为:
omitseq : no #Omit sequence no.
将其修改为:
omitseq : yes #Omit sequence no.
修改后行号不再出现。
7、调整下刀点坐标值位置:
单击"FIND" 按钮,系统弹出查找对话框,输入“g43”,单击 "FIND NEXT"按钮,查找结果所在行为:pcan1, pbld, n, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,
????????pfcout, *speed, *spindle, pgear, strcantext, e
??????pbld, n, "G43", *tlngno, pfzout, scoolant, next_tool, e
将其修改为:
pcan1, pbld, n, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout, e
???????pbld, n, *sgcode, pfzout, e
pbld, n, *speed, *spindle, pgear, strcantext, e
??????pbld, n, "G43", *tlngno, scoolant, next_tool, e
输出的NC文件修改前对应位置指令为:
G0G90G54X16.Y-14.5S2200M3
G43H0Z20.M8
修改后变为:
G0G90G54X16.Y-14.5
G0Z20.
S2200M3
G43H0M8
新的指令顺序使下刀点(安全高度)x、y、z坐标值同其他指令分开,易于在断刀时修改。
G43指令在PST文件中有两个位置,如仅使用G54指令时,修改第一个出现“G43”的位置即可。
8、输出普通及啄式钻孔循环指令:
单击"FIND" 按钮,系统弹出查找对话框,输入“usecandrill”,单击 "FIND NEXT"按钮,查找结果相关行为:
usecandrill : no #Use canned cycle for drill
usecanpeck : no #Use canned cycle for Peck
将其修改为:
usecandrill : yes #Use canned cycle for drill
usecanpeck : yes #Use canned cycle for Peck
此修改适用于支持G81、G83钻孔循环指令的控制器。
#####################################
### END ####。