基于智能终端的物联网组网介绍
基于物联网技术的智能终端设备感知技术现状分析

基于物联网技术的智能终端设备感知技术现状分析宋艳;王笑棠;卢武;徐璟【摘要】物联网技术可以运用于智能配电网中,有效地整合优化电力资源,提高电力系统的信息化、自动化、互动化水平,增强现有电力设施的利用率。
将整个智能配电网络规划为三层:在感知层采用基于物联网的配电一二次设备状态信息传感采集技术采集设备的状态信息、环境测量信息、用户用电信息;在传输层采用基于物联网的配电一二次设备状态信息传输通信技术传输感知层的信息到上层;在应用层采用基于物联网的一二次设备运行状态在线监测管理技术从收到的海量数据中抽取、分析有价值的信息,在管理平台上对配电网的各个环节能够实现三维立体的实时状态监测和预警功能。
【期刊名称】《电器与能效管理技术》【年(卷),期】2018(000)021【总页数】7页(P53-59)【关键词】智能电网;物联网;智能终端;信息采集;状态监测和预警【作者】宋艳;王笑棠;卢武;徐璟【作者单位】[1]国网浙江省电力公司丽水供电公司,浙江丽水323000;[1]国网浙江省电力公司丽水供电公司,浙江丽水323000;[1]国网浙江省电力公司丽水供电公司,浙江丽水323000;[1]国网浙江省电力公司丽水供电公司,浙江丽水323000;【正文语种】中文【中图分类】TM730 引言随着我国经济社会的发展,用电需求不断增多,电网规模不断扩大,而用户对于用电能源的质量、安全性要求也越来越高,电力企业所面临的资源受限问题也日益严峻。
在这样的背景下,智能电网建设便成为当务之急。
智能电网因其强大的资源优化配置能力、绿色环保的发电技术、与用户协作式的消费方式和稳定的运行状态受到广泛关注[1]。
其中智能配电网作为智能电网的关键环节,被人们重点研究和讨论[2]。
通常110 kV及以下的电力网都被叫做智能配电网络。
它是整个电力系统与分散用户的连接部分,能够实现与用户之间的互联互通。
智能配电网[3]是利用计算机信息技术、现代通信技术、无线感知技术等将采集到的用户终端数据、设备状态数据、环境测量数据等信息进行信息的集成、分析与处理,通过多样化的通信手段实现系统主站与众多远方终端设备之间的互动交流,最终形成一个配电自动化的智能电力系统,能对整个系统设备进行有效的监测、控制、保护和管理。
物联网讲义 单元20 智能终端
单元20 智能终端单元目标◆本节将分别对智能终端的安装和使用进行详细介绍。
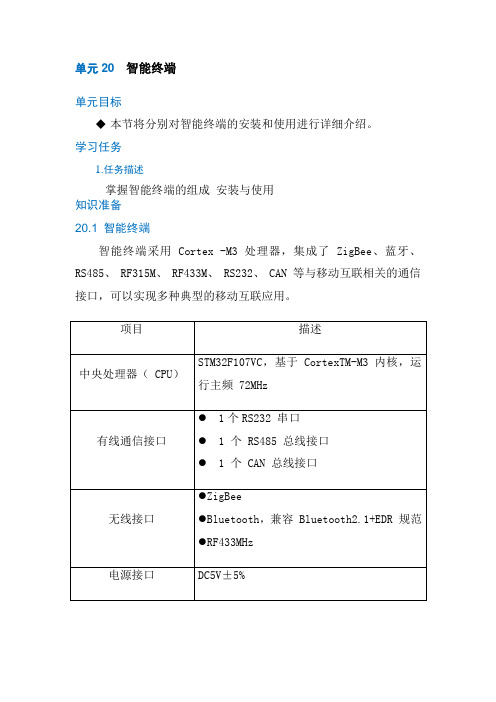
学习任务1.任务描述掌握智能终端的组成安装与使用知识准备20.1 智能终端智能终端采用 Cortex -M3 处理器,集成了 ZigBee、蓝牙、RS485、 RF315M、 RF433M、 RS232、 CAN 等与移动互联相关的通信接口,可以实现多种典型的移动互联应用。
20.1.1 外形与接口图:智能终端应用开发系统图:两侧接口20.1.2 安装说明智能终端可平放在工程操作台面上,也可挂接在工程操作台的网孔板上。
下图为智能终端的底部照片,可通过葫芦孔挂接在网孔板的适当位置。
“ SW”开关拨到左边为运行状态,拨到右侧为编程状态。
20.2 平板电脑(PAD)项目说明CPU Qualcomm MSM7227A,Cortex-A5 架构,主频率: 1.0GHz DDR RAM512MB内存容量eMMCROM 4GB 以及上Android OS 4.0内置操作系统系统要求带 USB 接口的 IBM PC 及兼容机、笔记本电脑、苹果电20.2.1 基本连接与使用1) 连接电脑并拷贝文件要在电脑和 PAD 之间传输文件,请先将PAD 连接至电脑。
( 1)用 USB 连接线连接 PAD 和电脑。
( 2)如果连接成功,电脑上会出现手机图标。
( 3)如果 PAD 插有 SD 卡,在点击进入手机图标后,电脑上出现两个移动盘符,分别代表 PAD 内存( SD 卡)和 SD 卡( USB 存储设备)。
打开可移动盘,在 PAD 和电脑之间进行文件拷贝和传输操作。
注意:为保证顺利连接电脑并传输文件,用户可能需要在电脑上安装合适的 USB 驱动程序。
2) 网络连接 PAD 支持 WiFi(无线网络)和 3G 网卡上网功能。
要使用 WiFi 连接至 Internet,您首先需设备 WiFi 网络连接。
网络连接设置成功后,每次使用 PAD 上网时,它都会自动连接到之前已经设置好的网络。
关于物联网的简单介绍

关于物联网的基本介绍首先,它是各种感知技术的广泛应用。
物联网上部署了海量的多种类型传感器,每个传感器都是一个信息源,不同类别的传感器所捕获的信息内容和信息格式不同。
传感器获得的数据具有实时性,按一定的频率周期性的采集环境信息,不断更新数据。
其次,它是一种建立在互联网上的泛在网络。
物联网技术的重要基础和核心仍旧是互联网,通过各种有线和无线网络与互联网融合,将物体的信息实时准确地传递出去。
在物联网上的传感器定时采集的信息需要通过网络传输,由于其数量极其庞大,形成了海量信息,在传输过程中,为了保障数据的正确性和及时性,必须适应各种异构网络和协议。
物联网用途广泛,遍及智能交通、环境保护、政府工作、公共安全、平安家居、智能消防、工业监测、环境监测、老人护理、个人健康、花卉栽培、水系监测、食品溯源、敌情侦查和情报搜集等多个领域物联网在生活中的各种各样的用途在城市管理领域在网格化管理中,利用智能终端、通信基站、显示屏等设备,深化城市部件监控,优化数据流程,提高对现场信息的采集、处理和监督,将信息化城市管理部件接入物联网,对城市管理的兴趣点进行统一标示,可以进一步明确网格化的权属责任,加强对城市管理部件状态的实时监控,降低信息化城市管理中对人工巡查的依赖程度,提高问题发现和处置的效率,进而提升网格化管理水平。
应用物联网可以于对城市水、点、热力、燃气等重点设施和地下管线实施监控,提高城市生命线的管理水平和加强事故的预防预测,降低事故的发生概率和烈度,提高事故的处置效率。
通过视频监控、传感器、通信系统、GPS定位导航系统等手段掌握各类作业车辆、人员的状况,对日常环卫作业、扫雪铲冰、垃圾渣土消纳进行有效地监控。
通过统一的射频识别和数据库系统,建立户外广告牌匾、城市家具、棚亭阁、城市地井的管理体系,以方便进行相关规划管理、信息查询和行政监管。
城市运行管理城市网格、部件监控管理,如井盖等;城市水、电、燃气、热力等重点设施和地下管线实施监控;各类作业车辆、人员的状况,对日常环卫作业、扫雪铲冰、垃圾渣土消纳进行有效地监控;在生态环境方面通过智能感知并传输信息,在大气和土壤治理,森林和水资源保护,应对气候变化和自然灾害中,物联网可以发挥巨大的作用,帮助改善生存环境。
基于物联网的智能家居系统设计与实现

基于物联网的智能家居系统设计与实现随着科技的不断发展,智能家居的概念已经不再陌生。
物联网作为其核心技术,已经被广泛应用于家庭生活中。
那么,如何设计和实现基于物联网的智能家居系统呢?接下来,就让我们一起来探讨一下这个话题。
一、系统架构智能家居系统由终端设备、网络、云服务器以及移动终端等多个组成部分构成。
其中,终端设备包括各种传感器、可控制的家电以及执行器等,具有感知家庭环境、执行控制操作等功能。
而网络是终端设备与云服务器之间实现数据传输与控制的桥梁,而云服务器则承担了智能家居系统的数据存储、分析和控制等任务。
最后,移动终端则是用户与智能家居系统之间的交互界面。
整个系统的架构如下图所示:二、系统功能智能家居系统具有多种功能,包括指令下发、模式控制、用户管理等。
下面,我们分别来介绍这些功能。
1.指令下发指令下发是智能家居系统最基本的功能之一。
通过移动终端,用户可以向云服务器下发指令,以实现对家庭环境的控制。
例如,用户可以通过手机APP开启家里的灯,或者关闭空调等。
2.模式控制智能家居系统支持多种模式控制。
用户可以根据自己的需求,设置不同的场景模式,以实现对家庭环境的智能控制。
例如,睡眠模式、回家模式、离开模式等。
3.用户管理智能家居系统还支持多用户管理。
不同的用户可以使用自己的账号登录系统,并且可以根据自己的权限,控制家庭环境。
三、技术实现在实现智能家居系统时,我们可以采用传统的客户端/服务器架构或者采用分布式架构。
下面,我们介绍一下这两种架构的优缺点。
1.客户端/服务器架构客户端/服务器架构是一种典型的C/S架构,它使用一台服务器来存储和处理数据,而终端设备则通过网络连接到这台服务器。
这种架构的优点在于控制逻辑简单,服务器可以承担大部分计算任务,使得终端设备对资源要求较低。
但是,服务器的单点故障问题也比较突出,一旦服务器出现问题,整个系统就会陷入瘫痪状态。
2.分布式架构分布式架构是一种将数据存储与处理任务分布到多个节点的架构,每个节点都可以独立地处理客户端请求。
基于物联网的智能家居技术及其应用
基于物联网的智能家居技术及其应用物联网(Internet of Things,简称IoT)是指通过网络连接、传感器、嵌入式系统等技术手段将各种物理设备与互联网连接起来的一种技术和网络结构。
智能家居作为物联网的典型应用之一,利用物联网技术实现家庭设备的互联互通和智能化控制,旨在提高生活的便利性、安全性和舒适度。
智能家居技术的核心是通过物联网技术将家中的各种设备和家电连接到一个统一的网络中,实现集中控制和智能化管理。
通过智能家居系统,我们可以远程控制家中的灯光、电器、温度、安防等,实现智能化的家居管理。
以下将逐一介绍几种常见的基于物联网的智能家居技术及其应用。
一、智能照明技术及其应用智能照明技术是指利用物联网技术实现对家庭照明系统的智能化控制。
通过智能照明系统,我们可以随时随地通过手机或其他智能终端对家中的灯光进行控制。
例如,可以设置定时开关灯光,根据家庭成员的作息时间自动调节灯光亮度,还可以根据天气和光线条件自动调节灯光色温。
此外,智能照明系统还可以与安防系统联动,当感应到家中有人进出时,灯光自动开关以提高安防效果。
二、智能家电技术及其应用智能家电技术是指利用物联网技术将家中的各种电器设备连接到互联网,并实现远程控制和智能化管理。
通过智能家电系统,我们可以通过手机App或语音助手对家中的电视、空调、冰箱、洗衣机等设备进行远程控制。
例如,在外出时可以远程打开空调提前调节室内温度,或是控制冰箱制作冰块,甚至是根据智能家电系统的智能推荐购买清单来自动订购所需食物和日用品。
三、智能安防技术及其应用智能安防技术是指利用物联网技术将家庭的安防设备集成到一个系统中,实现远程监控、报警和安全管理。
通过智能安防系统,我们可以通过手机或电脑监控家中的摄像头画面,随时了解家中的安全状况。
当系统监测到异常行为时,如入侵、火灾或漏水,智能安防系统会立即发出警报并通知家中的主人。
此外,智能安防系统还可以与其他智能家居设备联动,例如,当感应到有人进入房间时,可以通过智能照明系统自动开启灯光以吓退潜在入侵者。
物联网介绍全解

物联网技术架构 ——三个重要特征
感知
传输
智能
物联网技术架构 ——三个重要特征
1、全面感知,利用RFID,传感器,二维码等随时随地获取 物体的信息,比如 装载在高层建筑、桥梁上的监测设备; 人体携带的心跳、血压、脉搏等监测医疗设备; 商场货架上的电子标签; 2、可靠传递,通过各种电信网络与互联网的融合,将物体 的信息实时准确地传递出去; 3、智能处理,利用云计算,模糊识别等各种智能计算技术 ,对海量的数据和信息进行分析和处理,对物体实施智能 化的控制。
物联网的关键技术及领域
1、射频识别( RFID) 2、传感网 3、M2M (Machine-to-Machine)
4、两化融合 (信息化和工业化)
物联网的关键技术及领域 ——M2M(Machine to Machine)
M2M(Machine to Machine):表示机器对机器之间的连 接与通信。比如,机器间的自动数据交换(这里的机器也 指虚拟的机器比如应用软件)从它的功能和潜在用途角度 看,M2M引起了整个“物联网”的产生。 三个基本特征:1、数据终点(DEP) 2、通信网络 3、 数据集成点(DIP) 基于M2M的监控 基础架构
物联网技术架构
感知层
网络层 应用层
物联网技术架构
物联网技术架构 ——感知层
感知层:是物联网识别物体、采集信息的 来源。 由各种传感器构成,包括温湿度传感器、 二维码标签、RFID标签和读写器、摄像头 、红外线、GPS等感知终端。
物联网技术架构 ——网络层
网络层:由各种网络,包括互联网、广电网、网 络管理系统和云计算平台等组成,是整个物联网 的中枢,负责传递和处理感知层获取的信息。 实现更加广泛的互联功能,能够把感知到的信息 无障碍、高可靠性、高安全性地进行传送,需要 传感器网络与移动通信技术、互联网技术相融合 。
物联网简要介绍

GPRS
蓝牙 WLAN
M2M无 线接入
以太网
各种通信网络与互联网形成的融合网络,被普遍认为是最成熟的部 分
除网络传输之外,还包括网络的管理中心和信息中心,以提升对信 息的传输和运营能力
是物联网成为普遍服务的基础设施,有待突破的方向是向下与感知 层的结合,向上与应用层的结合
网络层技术—3G
高兼容性
WLAN特
点
小型化
应用广泛
网络层技术—M2M
M2M是Machine-to-Machine/Man的简称,是一种以机器终端智能交互为核心的 、网络化的应用与服务。它通过在机器内部嵌入无线通信模块,以无线通信等 为接入手段,为客户提供综合的信息化解决方案,以满足客户对监控、指挥调 度、数据采集和测量等方面的信息化需求。
公里)。 传输速度非常快,最快可以达到308mbps,并向下可扩展至54mbps、
32mbps、11mbps、6mbps,以快速适应无线环境的变化。 厂商进入该领域的门槛比较低,布设简单,造价便宜。
感知层技术—无线技术对比
应用重点 电池寿命 网络大小 传输距离
ZigBee WiFi RFID
议标准)
无线局域网
IEEE 802.11a/b/g/n、WIFI
(WLAN/WiFi)
RFID
IEEE 802.15.1、RFID
22
中国标准体系
CWPAN:GB/T 15629.152010,中国专有频段780MHz
WAPI(网络层协议标准)、底 层支持IEEE 802.11 RFID
感知层技术—传感器
物联网概述
全国物联网项目办 寒假师资培训
目录
物联网概念
什么是物联网?
移动物联网简介

在战略规划方面,各国都出台了和物 联网、智慧城市等密切相关的规划和计划 ,并为之投入大量财力。 在网络基础方面,移动网络是各国重 点建设的网络基础内容,已不仅是固定网 络(光纤)的配套和补充,在一定程度上 ,移动网络已经成为和固定网络并行甚至 更为流行的网络。
在技术研发方面,物联网核心技术及 核心标准的研发已经在各国快速展开,其 中很多涉及移动化的技术。 在应用模式方面,物联网的发展正在 演化出越来越多的应用和运营模式,其中 移动化的发展模式显得较为突出,在部分 领域已经取得了市场认可和积极回应。
移动物联网简介
信息工程系
2013.7
移动物联网研究和应用现状
移动物联网技术发展概况
移动物联网技术架构 移动物联网应用实例
移动物联网研究和应用现状
移动物联网是基于移动手持设备的物联 网技术和应用,用通俗的话来讲就是让所
有的东西都联系起来,关键要有三个必要
条件:感应处理终端,传输通道,控制处
• 移动物联网技术架构
移动物联网典型体系架构分层描述
应用层
提供丰富的基于物联网的应用,是物联网发展的根本目标 将物联网技术与行业信息化需求相结合,实现广泛智能化应用的 解决方案集 关键在于行业融合、信息资源的开发利用、低成本高质量的解决 方案、信息安全的保障以及有效的商业模式的开发 广泛覆盖的移动通信网络是实现物联网的基础设施 是物联网三层中标准化程度最高、产业化能力最强、最成熟的部 分 关键在于为物联网应用特征进行优化和改进,形成协同感知的网 络 感知层是实现物联网全面的感知的核心能力 是物联网中包括关键技术、标准化方面、产业化方面亟待突破的 部分 关键在于具备更精确、更全面的感知能力,并解决低功耗、小型 化和低成本的问题
让所有能够被独立寻址的物理对象,实现
4g组网方案
4g组网方案随着移动互联网的快速发展,4G网络逐渐成为我们日常生活中不可或缺的一部分。
在建设4G网络时,我们需要设计一个高效且可靠的4G组网方案,以确保网络的稳定性和覆盖范围的扩展。
本文将介绍一个适用于4G网络的组网方案,并讨论其优势和应用场景。
一、方案概述4G组网方案基于LTE(Long Term Evolution)技术,采用基站与终端之间的空中接口进行数据传输。
该方案依托于现有的4G通信技术和基础设施,通过部署多个LTE基站和相应的核心网设备,实现对终端设备的无缝覆盖和高速数据传输。
二、方案优势1. 高速数据传输:4G网络具备高带宽和低时延的特点,能够实现高速的数据传输,满足大规模数据传输和实时视频流的需求。
2. 宽广覆盖范围:由于4G网络的频段设计和信号传输优化,其覆盖范围比较广泛,能够在城市、乡村和偏远地区实现快速的网络覆盖。
3. 多用户接入:4G网络支持多种终端设备的同时接入,并具备较高的用户承载能力和稳定性,能够满足用户群体在高密度场景下的同时连接需求。
4. 高度可扩展性:4G组网方案可以根据用户需求进行网络容量扩展或覆盖范围改善,在网络负荷较大时能够灵活调整以提供更好的服务质量。
三、应用场景1. 城市智能交通:4G组网方案可应用于城市智能交通系统中,通过连接交通设施和车辆,实现实时交通信息的收集和传输,提供智能导航和交通管理服务。
2. 工业物联网:4G组网方案可用于工业物联网中,将各种传感器和设备连接到网络,实现远程监控和控制,提高生产效率和安全性。
3. 农业现代化:4G组网方案在农业领域的应用潜力巨大,可以通过连接农田的传感器、灌溉设备和农机,实现精准农业的管理和监控,提高农业生产效益。
4. 医疗健康:4G组网方案在医疗行业中具有广泛应用,可用于远程医疗服务、慢性病管理等方面,提供便捷的医疗服务和监护。
四、总结4G组网方案基于LTE技术,具备高速数据传输、宽广覆盖范围、多用户接入和高度可扩展性等优势。
物联网简介(PPT 25张)

物联网
物联网的特征
它是各种感知技术的广泛应用 它是一种建立在互联网上的泛在网络 物联网不仅仅提供了传感器的连接,其本 身也具有智能处理的能力,能够对物体实 施智能控制
如果说互联网实现了人与人之间 的沟通,那末,物联网则是实现人 与物,物与物之间的沟通和对话;
“物”的涵义 折叠
1、要有数据传输通路; 2、要有一定的存储功能;
物联网在发展过程中还将遭受许多已知和未知 的问题,一个智慧、安全、健康、绿色、环保、 充满乐趣的”天罗地网“有待于我们新一代的年轻 人去发展和创造。
致谢
谢谢观看 !
• • • • • • • • •
• • • •
• • • • •
1、不是井里没有水,而是你挖的不够深。不是成功来得慢,而是你努力的不够多。 2、孤单一人的时间使自己变得优秀,给来的人一个惊喜,也给自己一个好的交代。 3、命运给你一个比别人低的起点是想告诉你,让你用你的一生去奋斗出一个绝地反击的故事,所以有什么理由不努力! 4、心中没有过分的贪求,自然苦就少。口里不说多余的话,自然祸就少。腹内的食物能减少,自然病就少。思绪中没有过分欲,自然忧就少。大悲是无泪的,同样大悟 无言。缘来尽量要惜,缘尽就放。人生本来就空,对人家笑笑,对自己笑笑,笑着看天下,看日出日落,花谢花开,岂不自在,哪里来的尘埃! 5、心情就像衣服,脏了就拿去洗洗,晒晒,阳光自然就会蔓延开来。阳光那么好,何必自寻烦恼,过好每一个当下,一万个美丽的未来抵不过一个温暖的现在。 6、无论你正遭遇着什么,你都要从落魄中站起来重振旗鼓,要继续保持热忱,要继续保持微笑,就像从未受伤过一样。 7、生命的美丽,永远展现在她的进取之中;就像大树的美丽,是展现在它负势向上高耸入云的蓬勃生机中;像雄鹰的美丽,是展现在它搏风击雨如苍天之魂的翱翔中;像江 河的美丽,是展现在它波涛汹涌一泻千里的奔流中。 8、有些事,不可避免地发生,阴晴圆缺皆有规律,我们只能坦然地接受;有些事,只要你愿意努力,矢志不渝地付出,就能慢慢改变它的轨迹。 9、与其埋怨世界,不如改变自己。管好自己的心,做好自己的事,比什么都强。人生无完美,曲折亦风景。别把失去看得过重,放弃是另一种拥有;不要经常艳羡他人, 人做到了,心悟到了,相信属于你的风景就在下一个拐弯处。 10、有些事想开了,你就会明白,在世上,你就是你,你痛痛你自己,你累累你自己,就算有人同情你,那又怎样,最后收拾残局的还是要靠你自己。 11、人生的某些障碍,你是逃不掉的。与其费尽周折绕过去,不如勇敢地攀登,或许这会铸就你人生的高点。 12、有些压力总是得自己扛过去,说出来就成了充满负能量的抱怨。寻求安慰也无济于事,还徒增了别人的烦恼。 13、认识到我们的所见所闻都是假象,认识到此生都是虚幻,我们才能真正认识到佛法的真相。钱多了会压死你,你承受得了吗?带,带不走,放,放不下。时时刻刻发 悲心,饶益众生为他人。 14、梦想总是跑在我的前面。努力追寻它们,为了那一瞬间的同步,这就是动人的生命奇迹。 15、懒惰不会让你一下子跌倒,但会在不知不觉中减少你的收获;勤奋也不会让你一夜成功,但会在不知不觉中积累你的成果。人生需要挑战,更需要坚持和勤奋! 16、人生在世:可以缺钱,但不能缺德;可以失言,但不能失信;可以倒下,但不能跪下;可以求名,但不能盗名;可以低落,但不能堕落;可以放松,但不能放纵;可以虚荣, 但不能虚伪;可以平凡,但不能平庸;可以浪漫,但不能浪荡;可以生气,但不能生事。 17、人生没有笔直路,当你感到迷茫、失落时,找几部这种充满正能量的电影,坐下来静静欣赏,去发现生命中真正重要的东西。 18、在人生的舞台上,当有人愿意在台下陪你度过无数个没有未来的夜时,你就更想展现精彩绝伦的自己。但愿每个被努力支撑的灵魂能吸引更多的人同行。
LoRa MESH组网模块通信特点及物联网应用场景简介

LoRa MESH组网模块通讯特点及物联网应用场景简介一、LoRa MESH组网模块简介LoRa MESH组网模块是一种基于LoRa扩频技术的Mesh网络通信方案,LoRa MESH组网模块采用了去中心化的结构,整个网络只由终端节点和路由节点两种类型节点组成,不需要中心节点或协调器参与网络管理。
这种网络结构具有低功耗、远距离、高可靠性、易用性、多接口、可扩展性、安全性高等优点,适用于各种需要低功耗、远距离、可靠传输的应用场景。
本文小编将详细介绍LoRa MESH组网模块通讯特点及物联网应用场景。
二、LoRa MESH组网模块通信特点低功耗LoRa MESH网络采用了低功耗设计,允许节点使用较小的电池供电,从而实现较长的使用寿命。
这种低功耗设计使得节点可以在不频繁更换电池的情况下长时间工作,降低了维护成本,同时也适应了某些应用场景下对设备功耗的严格要求。
远距离通信LoRa MESH网络采用了LoRa扩频技术,具有较高的抗干扰性能和灵敏度,可以实现远距离通信。
在城市环境中,由于建筑物和其他障碍物的遮挡,无线信号的传输距离可能会受到限制。
但是,LoRa MESH 网络的远距离通信能力使得节点之间可以保持较远的距离,提高了网络的覆盖范围和连接稳定性。
多跳通信机制LoRa MESH网络采用多跳通信机制,即数据从一个节点传输到另一个节点需要经过多个中间节点的转发。
这种机制可以有效地扩展网络容量,提高网络的覆盖范围和连接稳定性。
同时,多跳通信机制也使得网络具有较强的抗毁性,即使部分节点发生故障,数据也可以通过其他节点进行转发,保证了网络的连通性和可用性。
可靠传输机制LoRa MESH网络采用可靠传输机制,通过确认机制和重传机制来确保数据的可靠传输。
当一个节点接收到一个数据包时,它会向发送节点发送一个确认信号(ACK),以通知发送节点数据已成功接收。
如果发送节点没有收到确认信号,它会重新发送数据包,直到收到确认信号或达到最大重传次数为止。
智能终端设备在物联网中的应用

智能终端设备在物联网中的应用随着物联网技术的快速发展,智能终端设备如智能手机、平板电脑、智能手表等已经成为我们日常生活中必不可少的物品,它们已经逐渐融入到物联网中,并且成为了物联网的核心设备之一。
这些智能终端设备不仅改变了我们的生活方式,也重新定义了我们的工作和娱乐。
智能终端设备的应用范围非常广泛。
首先,它们可以与其他智能设备进行互联,比如与智能家居设备进行联动,实现居家智能化,比如可以通过手机控制家中的空调、电视、音响等设备,随时随地掌握家庭的安全状况;其次,智能终端设备也可以与医疗设备配合使用,实现远程医疗,比如患者可以通过智能手表检测自己的心率、血压、步数等信息,并将这些数据通过网络发送给医生,医生可以根据这些数据给出相应的建议和治疗方案;再次,智能终端设备也可以配合智能电子商务平台使用,帮助用户购物、支付、评价等,提高消费体验。
但是,随着智能终端设备在物联网中的应用越来越广泛,也暴露出了一些问题。
首先是数据安全问题。
因为智能终端设备可以在不同的设备之间共享数据,所以如果这些数据被恶意利用或泄露,可能会导致用户的隐私泄露、财产损失等问题。
其次是设备兼容性问题。
由于不同的厂商推出的智能终端设备之间可能存在不同的协议、标准,导致这些设备之间难以进行互联,降低了智能终端设备的应用价值。
最后是设备维护问题。
由于智能终端设备的软件和硬件都比较复杂,如果出现故障,用户很难自己解决,如果要找售后服务,也需要花费不少的时间和金钱来维护。
针对这些问题,我们需要采取一系列措施来解决。
首先,我们要加强对数据安全的保护,提高用户的信息安全意识,加强设备的安全性能,防止不法分子利用漏洞进行攻击。
其次,我们要推动智能终端设备之间的互联互通,加强各个厂商之间的合作,推动制定统一的规范和标准,确保不同的智能终端设备之间可以相互兼容,进行互联。
最后,我们要加强设备的维护和服务。
售后服务不仅要及时响应用户的需求,而且要保证服务的质量和效率,确保用户得到良好的维护和服务体验。
基于物联网的智能电网监测系统设计与实现
基于物联网的智能电网监测系统设计与实现随着人口的增长、城市化的加速和工业化的发展,电力需求越来越高,电力的质量也越来越受到重视。
现代社会中,电力是不可或缺的能源,如何增加电力的可靠性、提高电力的品质,成为了电力行业的发展重点。
基于物联网的智能电网监测系统应运而生,它的出现,对电力行业的现代化产生了重要影响,本文将详细介绍基于物联网的智能电网监测系统的设计与实现。
一、物联网技术在电力行业的应用物联网技术是指将传感器、通信技术、存储技术和计算机技术等信息处理技术融合在一起,以实现设备之间的互联、信息共享和智能控制的一种新兴技术。
在电力行业中,物联网技术可以实现对电网环境、设备状态、供电质量等信息的实时监测和传输,有效提高了电力生产的效率和电网的安全性。
电网传统的监测方式是通过计算机网络的方式进行,但是它存在以下缺点:1、计算机网络所用的传输介质有限,数据传输速率过慢,无法满足实时性要求;2、计算机网络的节点数量受限,无法实现对电网环境、设备状态、供电质量等信息的全方位监测;3、传统的监测方式使用有线连接,无法有效地满足电网覆盖面广的特点。
而物联网技术可以有效地解决传统方式存在的问题。
借助物联网技术,可将传感器等监测设备部署在各个事件点,实时获取各事件的数据,并通过无线网络将数据传输至云端。
通过云端的大数据分析,在电力行业中,可以方便地进行对用户需求、设备状态等信息的大数据分析,从而为电力行业的精细化智能化管理提供可靠的支持。
二、物联网智能电网监测系统的设计与实现1、硬件设计物联网智能电网监测系统包含传感器节点、传感器、嵌入式智能单元、扩展继电器、无线收发模块和人机交互界面等部分组成。
其中,传感器节点负责采集环境数据、电力设备数据,传感器负责记录数据,嵌入式智能单元进行数据处理和传送,扩展继电器进行输出控制,无线收发模块负责接收和发送数据,人机交互界面向用户呈现监测结果。
2、软件系统设计软件系统是物联网智能电网监测系统的核心部分,包括数据采集模块、数据存储模块、数据处理模块、数据呈现模块。
基于物联网技术的智慧家庭组网方案及应用
基于物联网技术的智慧家庭组网方案及应用胡燕;郑运刚【摘要】随着信息科技的发展与进步,科技已经渐渐融入各个行业,也已越来越深入地走入人们的生活中,智能化的家庭生活必然是未来的趋势.文章主要讲解了智慧家庭定义、智慧家庭产品、智慧家庭应用系统、智慧家庭应用推广、智慧家庭组网方式5个方面的内容,仅供以后的研究者作研究参考.【期刊名称】《无线互联科技》【年(卷),期】2018(015)018【总页数】2页(P11-12)【关键词】智慧家庭;移动互联网;组网【作者】胡燕;郑运刚【作者单位】四川邮电职业技术学院,四川成都 610067;四川邮电职业技术学院,四川成都 610067【正文语种】中文随着信息化技术的逐步发展、网络技术的日益完善、可应用网络载体的日益丰富和大带宽室内网络入户战略的逐步推广,智慧化信息服务进家入户成为可能。
居民通过电视机遥控器、手机等终端即可实现互动,方便快捷地享受到智能、舒适、高效与安全的家居生活。
智慧家庭综合了互联网、计算处理、网络通信、感应与控制等技术,被认为是下一个蓝海市场。
智慧家庭的范畴不仅限于家庭娱乐和家居控制(比如开关、灯光、温湿度控制等),在不远的未来,能源、医疗、安防、教育等传统产业也都将与家庭应用密切结合。
市场预测,我国智慧家庭规模将不断扩大。
1 智慧家庭定义智慧家庭是智慧城市的最小单元,是以家庭为载体,以家庭成员之间的亲情为纽带,结合物联网、云计算、移动互联网和大数据等新一代信息技术,实现低碳、健康、智能、舒适、安全和充满关爱的家庭生活方式。
智慧家庭是智慧城市的理念和技术在家庭层面的应用和体现。
智慧家庭主要由智能终端、信息网络、应用服务3部分组成[1]。
2 智慧家庭产品2.1 智能安防系统产品安防系统是以运用安全防范产品和其他相关产品所构成的入侵报警系统、视频安防监控系统、出入口控制系统、防爆安全检查等的系统;或是由这些系统为子系统组合或集成的电子系统。
而一个完整的智能安防系统主要包括门禁、报警和监控三大部分。
基于ZigBee的移动智能终端在物联网智能家具中的应用
如“回家模式”、“离家模式”、“会客模式”等,根据不同模式调整家居 设备的状态,提高生活便利性。
2、基于ZigBee的智能安防系统。该系统通过安装ZigBee无线传感器和报警 器,实时监测家里的门窗状况、烟雾浓度、燃气泄漏等,一旦发现异常情况立即 发送报警信号,提高家庭安全防范能力。
3、基于ZigBee的智能环境控制系统。该系统通过安装温湿度传感器、光照 传感器等,实时监测室内环境状况,并根据监测数据自动调节家里的窗帘、灯光、 空调等设备,为住户创造更加舒适的生活环境。
这会影响移动智能终端与物联网智能家具之间的通信质量。此外,由于不同 设备的兼容性问题,移动智能终端的应用程序可能无法与所有类型的物联网智能 家具进行适配。
尽管基于ZigBee的移动智能终端在物联网智能家具中的应用存在一些缺点, 但是随着技术的不断进步和优化,这些问题将逐渐得到解决。未来的物联网智能 家具将更加智能化、个性化、人性化,通过更加精准地为用户提供服务,
进行相应操作。此外,移动智能终端还具备远程控制功能,用户可以通过终 端设备对家具进行远程操控,例如开关机、调节温度、湿度等。
尽管基于ZigBee的移动智能终端在物联网智能家具中的应用有许多优点,但 也存在一些缺点。首先,由于ZigBee技术的低数据速率,可能会影响数据的传输 速度和实时性。其次,ZigBee网络的稳定性可能受到干扰,如信号遮挡、电磁干 扰等,
,相信基于ZigBee的移动智能终端将会在物联网智能家具领域发挥越来越重 要的作用。
参考内容
智能家居物联网系统与ZigBee技 术的完美结合
随着科技的迅速发展和人们生活水平的提高,智能家居物联网系统逐渐成为 日常生活的重要部分。尤其在物联网领域,ZigBee技术的应用越来越广泛,使得 智能家居系统的设计和实现变得更为简单和高效。
物联网简介
物联网目录一、物联网的起源和发展 (2)二、物联网的体系架构 (2)1、感知层 (3)2、网络层 (3)3、应用层 (4)三、物联网的关键技术 (4)1、射频识别(Radio Frequency Identification,RFID)技术 (4)2、传感技术 (4)3、人工智能技术 (5)4、云计算技术 (5)5、ZigBee技术 (5)6、M2M (6)7、数据挖掘 (6)四、物联网的典型应用 (6)1、人员管理 (6)2、车辆船舶的管理 (7)3、物品管理 (8)五、物联网的网络信息安全 (10)1、物联网的安全问题 (10)2、感知层安全 (10)(1)传感技术及其联网安全 (10)(2)RFID相关安全问题 (11)3、网络层安全 (11)4、应用层安全 (12)5、物联网安全的非技术因素 (12)六、引入IKI体系的物联网 (13)1,普通物联网流程图 (13)2,IKI体系的物联网............................................................................................. 错误!未定义书签。
一、物联网的起源和发展物联网是新一代信息技术的重要组成部分,其英文名称为“The Internet of things”,简称IOT。
早在1995年,比尔盖茨《未来之路》中就提及到物联网概念,当时受限于无线网络、硬件及传感设备的发展,并未引起重视。
1999年,Electronic Product Code (EPC) global 的前身麻省理工Auto-ID中心提出“Internet of Things”的构想,即物品上装置唯一识别的电子标签,利用射频识别技术(RFID) 完成标签数据的自动采集,通过互联网连接起来,实现智能化识别和管理。
2005年,国际电信联盟(ITU)发布名为《Internet of Things》的技术报告[1],对物联网概念进行了扩展。
浅谈短波通信组网与数字短波组网的技术要点
浅谈短波通信组网与数字短波组网的技术要点摘要:近年来,电子技术的飞速发展促进了短波通信技术和设备的升级,形成了新的现代短波通信技术、新系统和新应用。
随着数字短波技术的发展,在局域网连接和短波信道中支持宽带应用已经成为短波通信的发展和应用的新方向。
所有这些表明,短波通信与其他信息技术一样,已经进入了快速发展的阶段,已经成为信息技术发展的重要技术支撑手段。
本文旨在充分了解和掌握短波通信的现状以及使用时遇到的问题,并通过结合先进的短波通信技术,系统地证明短波通信系统的设计符合现代数字短波通信的要求。
关键词:短波通信;数字短波;技术要点前言国际无线电委员会(CCIR)将频率范围3MHZ-30MHZ的电磁波定义为短波,通过短波进行信息传递,因此称为短波通信。
短波通信在1960年代后期得到了很好的发展,广泛用于军事、商业、新闻和外交领域,并建立了广泛的私人和公共通信网络。
当前的第三代短波网络在信道效率、路由协议、自动链路建立、互连网络、网络管理等方面已取得了飞跃,并正在朝着数字化、智能化和集成化方向发展。
1.短波组网技术及其特点(一)短波组网的概念阐释短波通信通常也被称为高频通信,短波信号实现通过电离层反射长距离通信。
通常情况下,它可以提供上千种通信公里的数百瓦的功率,而且是廉价的构建和维护。
项目建设周期短,设备简单,易于使用。
另外,与其他长距离通信方法相比,短波通信具有不容易被“破坏”的“中继系统”。
短波通信已在政治,军事、外交、气象、商业和其他领域中广泛使用了很多年。
尤其是在军事部门,一直是军事指挥的重要手段之一。
1.短波组网的特点由于短波信道的时变特性,由于短波网络中的大多数站点都是移动台,因此网络状态不断变化,因此,短波网络的网络拓扑结构和网络节点之间链路的不确定性迅速变化。
短波网络按照网络控制的不同可以分为:分布控制、集中控制以及二者结合的混合控制网络。
集中控制使用一个或某些节点作为网络的中心节点,充当网络控制中心,而其他节点则属于子位置。
什么是物联网
什么是物联网物联网是新一代信息技术的重要组成部分,也是“信息化”时代的重要发展阶段,物联网就是物物相连的互联网。
下面我将从六个方面来充分阐述“什么是物联网”。
一、物联网的概念物联网这个概念,在中国早在1999年就提出来了。
当时叫传感网。
它的定义是:通过射频识别、红外感应器、全球定位系统、激光扫描器等信息传感设备,按约定的协议,把任何物品与互联网相连接,进行信息交换和通信,以实现智能化识别、定位、跟踪、监控和管理的一种网络。
简单地说,物联网就是物物相连的互联网。
这有两层意思:其一,物联网的核心和基础仍然是互联网,是在互联网基础上的延伸和扩展的网络;其二,其用户端延伸和扩展到了任何物品与物品之间,进行信息交换和通信,也就是物物相息。
物联网通过智能感知、识别技术与普适计算等通信感知技术,广泛应用于网络的融合中,也因此被称为继计算机、互联网之后世界信息产业发展的第三次浪潮。
物联网是互联网的应用拓展,与其说物联网是网络,不如说物联网是业务和应用。
因此,应用创新是物联网发展的核心,以用户体验为核心的创新2.0是物联网发展的灵魂。
利用局部网络或互联网等通信技术把传感器、控制器、机器、人员和物等等通过新的方式联在一起,形成人与物、物与物相联,实现信息化、远程管理控制和智能化的网络。
物联网是互联网的延伸,它包括互联网及互联网上所有的资源,兼容互联网所有的应用。
但是物联网中所有的元素(所有的设备、资源及通信等)都是个性化和私有化。
2009年8月7日,温家宝总理在无锡传感网工程技术研发中心视察中指出:在国家重大科技专项中,加快推进传感网的发展,尽快建立中国的传感信息中心,或者叫“感知中国”。
物联网在我国才迅速升温,并受到业界和国家相关部门的高度重视。
当然,2009年通信展最热门的概念无疑是“物联网”,中国移动董事长王建宙在一次演讲中谈到了“物联网”及其应用,表明了实力强劲的电信运营商,有涉入该领域的计划,“物联网”的概念再次被掀起新一番高潮,甚至与之相关的几家上市公司股票都涨停了。
物联网网络技术介绍

贡献的NB-IoT关键特性 (举例)
传统
NFV
50K~50M VM VM
GW
SPU
建设CIoT分组核心网的三种选择
Page32
C-SGN*vMME + vS/PGW
vHSS
轻量级CloudC-SGN All in One
传统SingleEPC
*C-SGN – 轻量级 IoT核心网,融合的EPC节点,包括MME, SGW & PGW功能, 定义与3GPP R13 - TS 23.401
Page24
物联网平台是管理平台:聚合和管理物联网终端、网络联接、应用服务物联网平台是使能平台:开放聚合行业应用和数据价值挖掘
30%终端
40%应用与服务
物联网平台 20% 平台
无处不在的网络
10101001010100101010100101
222000112060
MBB, FBB, NB-IoT 10% 管道
164dB
144dB
144dB
156dB
164dB
设备的功耗
Low
Low-Medium
Low
Medium
Medium
Low-Medium
Low
目前各物联网无线接入技术对比
Page36
$30CAT4
$15CAT1
$15CAT0…
$10CAT-M…
$9Sigfox
$8GPRS
$8LoRa
$5NB-IoT
物联网网络架构和关键技术
IoT E2E网络架构
Page19
2G/3G/4G/eLTE/NB-IoT/5G
Agile IoT gatewaySmart home gateway
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于智能终端的物联网组网介绍随着信息技术的不断发展与革新,从“智慧地球”到“感知中国”——物联网已经成为经济危机后期的制高点,甚至被誉为继计算机、互联网之后的第三次信息革命。
物联网技术融合了无线射频识别技术(RFID)、无线定位、产品电子编码(EPC)和互联网技术,将被广泛应用于社会、经济、国防等领域。
云里物里科技在物联网领域也钻研多年,目前BLE蓝牙模块和iBeacon、蓝牙网关产品也服务了80多个国家与地区。
近年来,我国汽车行业呈现高速增长态势,并且由于销量的持续攀升,汽车企业生产效率将得到越来越充分的体现。
2010年我国汽车产量和销量均超过1800万辆,创下全球汽车产销之最,汽车需求的迅速增长,无疑对汽车制造厂商提出了越来越高的生产要求。
市场研究报告预计汽车行业将是推进物联网技术发展的主要行业之一。
物联网技术应用在物料与产品跟踪上的作用将对汽车生产管理产生积极的影响。
物联网技术在汽车生产管理上的应用将包括生产装配、车体识别、零部件与固定资产的跟踪管理、关键零部件(如发动机、轮胎)的防伪标识、整车的物流管理及售后服务等方面。
物联网技术中的RFID电子标签与其设备成本相对汽车价格与汽车物流成本来说并不是太高,而整车与汽车零部件自身成本比较高。
并且电子标签具有可以重复使用的特点,如果能够合理地使用这项技术,最终会实现汽车生产管理系统中真正的“物联网”,实现整个国家范围内的汽车生产的自动化、信息化。
1汽车生产管理系统与物联网技术1.1汽车生产管理信息化信息化是企业生产管理的主要特征,运用信息技术提升企业竞争力是主要目标。
汽车企业要想在竞争中取得优势,就要运用现代信息技术,实现信息共享,进一步提高企业竞争实力。
特别是广大中小企业,因为没有充足的资金进行设备引进,只有采取生产管理信息化等软措施,加强生产线的自动化信息化,提高企业生产效率,从而全面提升汽车生产企业的竞争能力。
一辆汽车由大量的零部件组成,要提高汽车生产管理的效率,必须实施高效的信息化自动化管理模式。
此时生产线上每一点关于加工的确切信息都是需要的。
这要求运用计算机通讯与网络技术来管理汽车生产线中庞大的物流、信息流。
另外还要确保生产线工人能够及时有效地获取加工制作信息并做出及时响应,从而满足现代生产装配的要求。
因此,实现汽车企业生产管理的信息化迫在眉睫。
1.2RFID与物联网技术射频识别技术(RFID,Radio Frequency Identification)是自动识别技术在无线电技术方面的具体应用与发展,利用射频信号通过空间耦合实现无接触信息传递并通过所传递的信息达到识别目的的技术。
物联网最早由美国麻省理工学院提出,经过多年的研究,现在的物联网概念,更加宽泛。
一切与物物相连,有别于人与人的移动通信网和互联网的,统称为物联网。
从实际应用角度来看,物联网是指物体通过智能传感装置,经过传输网络,将物体信息传送到指定的信息处理中心,形成人与物、物与物相连的智能网络。
而RFID技术是互联网中让物品间能够通信的关键技术。
物联网中,RFID标签上存储着规范而具有互用性的信息,通过无线数据通信网络把它们自动采集到中央信息系统,实现物品的识别。
一般,物联网可划分为3层架构,如图1所示。
图1物联网3层架构汽车装配主要采用流水线作业方式。
未采用物联网技术以前,要想全面而准确地获取零部件在装配过程中的信息十分困难,条形码技术虽然解决了部分问题,但在实际操作过程中,信息流通前后脱节,不能完全满足装配线的实际要求。
而且在产品检测不合格时,条形码很难迅速地找出故障原因,造成资源的浪费。
因此,在汽车装配过程中,物联网技术作为一种非接触式自动识别技术,实现信息的快速流通,完全满足装配线的实际需求,并且它还具备故障识别功能,能快速地找出产品不合格的原因,因此能很好地解决汽车装配过程中出现的问题。
通过自动读取标签中车辆装配等信息,大幅度缩短了步骤更替时间,提高了生产效率,同时各过程的生产记录也可以写入RFID标签,从而实现了实时的工程进度管理,对跟踪能力的提高做出了贡献。
2汽车混流生产线2.1汽车生产车间布置目前,企业普遍采用混流生产方式。
混流生产线是准时生产方式具体实现形式之一,在许多制造企业已广泛采用。
它的目的是在不引起大量库存的同时,满足客户多样化、及时化的需求。
以某地区汽车制造厂实际情况为例,其汽车生产车间布置如图2所示。
其中,生产车间在空调电工(1)工位、地板工位、顶棚(1)工位、粘贴工位、压条工位采取统一的混装线,完成以上工位后将两种类型的汽车分配于平行的两条总装线上。
在平行的总装线上分别完成顶棚(2)工位、电工(2)工位、内饰工位、门锁工位、座椅工位、打胶交检工位。
图2某汽车制造厂生产流程由于采取流水作业的方式,一旦某一工位出现问题或时间延误就会影响到余下的工位能否并准时地完成装配工作,甚至会影响到汽车的交货时间和公司的生产计划安排。
因此,将物联网技术引入汽车生产流水线可有效避免这些问题。
2.2基于物联网的汽车生产管理系统的拓扑结构根据汽车制造企业生产管理需求,零部件装配动态实时追踪管理,使管理人员在后台即可看到在制品的装备情况。
系统除了需要对生产过程的监控以外,还要实现数据信息的共享与实时统计,以便于管理部门的生产监测与调度。
综合以上要求以及企业的实际生产情况,系统主体设计采用分布式控制的星形拓扑结构,如图3所示。
整个系统由生产业务管理层、生产过程监控层以及数据采集管理层所组成,并利用通信接口与以太网结构将信息服务器、现场总线监控服务器、RFID阅读器以及其他模块和终端连接起来。
图3基于物联网的汽车生产管理系统拓扑结构权限管理主要用于建立使用系统的权限分配;后台服务程序通过接收来自读写器的数据,将数据解码、分类,根据不同的数据分类,控制系统不同的程序走向,并将数据保存至数据库中,为其他模块提供基础数据来源;前台应用程序是整个系统的核心部分,它包含了员工操作管理、生产管理、生产信息查询等模块。
3物联网技术在汽车生产管理系统中的应用3.1汽车生产管理系统解决方案根据企业生产车间的实际情况,在涂装合格的车身上粘贴电子标签,此标签作为每辆车的惟一标识。
本系统电子标签可用于金属材质,存储车辆装配、交货日期、车型号等生产信息以及客户的一些特殊要求。
当待装车身经过生产线人口时,由安装在生产线人口旁的RFID读写器自动识读,此时在生产线上各个工位的显示屏会显示车型信息、装备信息以及一些操作要求,以便安装工人提前做好准备。
在车上线后,由安装在相应工位上的读写器进行在线读写操作,当一个工位装备完后,装备工人通过按键输入相关信息,标签就会自动存储这些信息。
这样,不但提高了工作效率,有效避免了手工记录带来的误差,也为将来的反查追溯提供了可靠依据。
当发现产品有缺陷时,还能根据标签上保存的工作记录,查询到具体的负责人员,这样有望增强工作人员和质检人员的责任感,有利于提高产品质量和实现产品召回制度。
同时管理人员也能够及时了解整个工作的进展状况,以便为解决生产中的问题做好准备。
3.2RFID在工位间的干扰问题汽车生产工位问遇到的一个问题就是阅读器冲突,当一个阅读器接收到的信息和另外一个阅读器接收到的信息发生冲突,产生重叠。
解决这个问题的一种方法是使用TDMA技术,简单来说就是阅读器被指挥在不同时间接收信号,而不是同时,这样就保证了阅读器不会互相干扰。
另一种方法就是通过使用防冲撞技术,RFID系统可以同时处理多个标签。
采用防冲突通信协议,有效的二进制树行防冲突机制,最多每秒可读写100张以上,而不受工作区内标签数量的影响和限制。
这样就可以初步解决生产装配时,不同工位间的相互干扰影响。
3.3系统测试试验为确保所设计的汽车生产管理系统满足设计方案的技术要求,首要的核心问题在于系统的感知层,如RFID的读写率、正确读写率、错读率等相关指标。
测试之前先启动测试软件并设置读写器的相关参数。
图4为RFID读写器的工作参数设置操作界面和测试界面,在这里把读卡时间间隔设为30ms,其他参数设为默认状态。
读卡时间间隔为每隔30ms读一次卡,即1s内读卡次数大约为33次,这样的读卡速度完全满足了生产线的速度要求。
然后进入读写器的测试界面“Reader2022ReadingandWritingTest”按下“ListlDofAnTags”钮,读写器开始自动多次读取标签上的ID号,卡号会在“Lis of Tags”框中显示,直到弹起“List ID of All Tags”钮。
图4读写器的工作参数设置操作界面和测试界面鉴于塑料材质对标签的读取率基本不构成影响,因此在试验过程中,采用可调整高度的塑料隔离架来隔离标签和金属表面的接触,即通过改变塑料隔离架的高度来改变标签与金属表面的间隔距离,并测量在每一隔离架高度下RFID读取器对标签的读取率及试验结果分析,如表1所示。
根据试验结果,如图5所示,近距离内标签读取率受到标签与金属表面距离的影响开始比较明显,中后期则趋于平缓。
即金属介质对标签读取率的影响是在一定间隔距离范围才有效的,当间隔距离超出一定范围,标签就可以摆脱金属介质的影响。
4结束语将先进的物联网关键技术运用于汽车生产管理中,可以对汽车生产的每一个环节加以监控。
记录每一个环节的信息,一定程度上弥补了传统管理模式中的许多缺陷,提高了企业生产效率,保证了汽车零件在生产流水线上毫不出错地完成装配任务,使汽车生产的自动化程度、准确率和生产效率大大提高,进而增强企业的竞争力和信息化水平。
本文来源网络,如有侵权请联系删除。