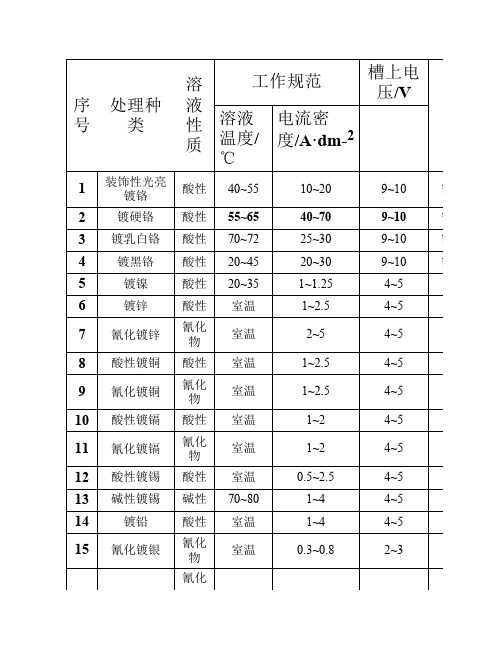
常用电镀所需的电压及电流密度
电镀参数
第五章镀镍5.1镍的性质(1) 色泽:银白色,发黄 (2) 结晶构造:FCC (3) 比重:8.908(4) 原子量:58.69 (5) 原子序:28(6) 电子组态:1S^2 2S^2 2P^6 3S^2 3P^6 3d^8 4S^2 (7) 熔点:1457 C(8) 沸点:2730 C (9) 电阻:6.84 uohs-cm (10) 抗拉强度:317 Mpa(11) 电解镍有较高硬度(12) 大气中化学性安定不易变色,在600 C以上才被氧化(13) 液中不被溶解(14) 镍抗蚀性比铜强,铜制品宜镀上镍(15) 镍易溶于稀硝酸,但在浓硝酸形成钝态不易溶解(16) 镍在硫酸、盐酸中溶解比在稀硝酸溶解慢(17) 镍的标准电位-0.25伏特,比铁正,对钢铁是属于阴极性镀层只有完全覆盖镍才能保护防止生锈(18) 镍易于抛光可做为电镀中间层(19) 当镍缺乏时可用铜锡合金代替5.2镀镍工程镍镀层的性质及外观能被控制而且操作范围很广,所以广泛被应用于装饰性工程性电镀及电铸(1) 装镜面光泽的特性工程性镀镍用于防腐蚀、耐磨、焊接性、磁性及其它特兴其镀层为纯的镍镍电铸是用电镀的方法制造全镍质的零件及物品,如镍工具、模具、铸模、唱片压板(record stampers),无缝管、染印网(printing screens)电镀反应为Ni+2e-Ni,其中Ni是由水溶液中镍盐提供而由阳极镍来补充、阳极效率近100% ,大于阴极电流效率所以镀浴之 Ni 离子及 pH 会曾加,虽带出 (drag-out)可抵消Ni的增加,但有时仍不足须加水及其它成份调节镀浴成份,并加酸来保持pH值镀镍一般可分为全光泽镍、半光泽镍、双重镍、三重镍、工程镍、犁地镍、电镀镍及镀黑镍5.3装饰镍电镀其各种镀浴配方(见5.4),其主要成份为硫酸镍(nickel sulfate)、氯化镍(nickel chloride)及硼酸(boric acid)。
常用电镀所需的电压及电流密度

-5~10
0.5~5
100
开始电压8V~12V
22
铝铬酸阳极氧化
酸性
30~40
0.5~2.5
50
23
黑色金属电解抛光
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
0.15~0.3
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
0.5~5
2~6
酸性
室温
1~4
4~5
15
氰化镀银
氰化物
室温
0.3~0.8
2~3
16
氰化镀金
氰化物
室温
0.05~0.1
2~3
17
氰化镀黄铜
氰化物
室温
0.3~1.5
2~3
18
氰化镀青铜
氰化物
40~55
1~2.5
3~5
19
镀铅锡合金
酸性
室温
1~2
6~8
20
铝硫酸阳极氧化
酸性
15~25
0.8~2.5
15~25
21
铝硫酸硬阳极氧化
酸性
室温
3~8
5~6
34
电解退镍
酸性
室温
2~10
2~6
35
电解退锡、退铅
碱性
80~90/室温
1~5
5ห้องสมุดไป่ตู้6
常用电镀所需的电压及电流密度
序号
处理种类
溶液性质
工作规范
电镀专业术语介绍
电镀专业术语-电镀常识表面处理的基本过程大致分为三个阶段:前处理,中间处理和后处理。
1.1前处理零件在处理之前,程度不同地存在着毛刺和油污,有的严重腐蚀,给中间处理带来很大困难,给化学或电化学过程增加额外阻力,有时甚至使零件局部或整个表面不能获得镀层或膜层,还会污染电解液,影响表面处理层的质量。
包括除油、浸蚀,磨光、抛光、滚光、吹砂、局部保护、装挂、加辅助电极等。
1.2 中间处理是赋予零件各种预期性能的主要阶段,是表面处理的核心,表面处理质量的好坏主要取决于这一阶段的处理。
1.3 后处理是对膜层和镀层的辅助处理。
电镀专业术语---电镀过程基本术语2.1 分散能力在特定条件下,一定溶液使电极(通常是阴极)镀层分布比初次电流分布所获得的结果更为均匀的能力。
亦称均镀能力。
2.2 覆盖能力镀液在特定条件下凹槽或深孔处沉积金属的能力。
亦称深镀能力。
2.3 阳极能够接受反应物所给出电子的电极,即发生氧化反应的电极。
2.4 不溶性阳极在电流通过时,不发生阳极溶解反应的电极。
2.5 阴极反应于其上获得电子的电极,即发生还原反应的电极。
2.6 电流密度单位面积电极上通过的电流强度,通常以A/dm2 表示。
2.7 电流密度范围能获得合格镀层的电流密度区间。
2.8 电流效率电极上通过单位电量时,其一反应形成之产物的实际重量与其电化当量之比,通常以百分数表示。
2.9 阴极性镀层电极电位的代数值比基体金属大的金属镀层。
2.10 阳极性镀层电极电位的代数值比基体金属小的金属镀层。
2.11 阳极泥在电流作用下阳极溶解后的残留物。
2.12 沉积速度单位时间内零件表面沉积出金属的厚度。
2.13 初次电流分布在电极极化不存在时,电流在电极表面上的分布。
2.14 活化使金属表面钝化状态消失的作用。
2.15 钝化在一定环境下使金属表面正常溶解反应受到严重阻碍,并在比较宽的电极电位范围内使金属溶解反应速度降到很低的作用。
2.16 氢脆由于浸蚀,除油或电镀等过程中金属或合金吸收氢原子而引起的脆性。
电镀原理及方法

电镀原理及方法电镀简单来说,电镀指借助外界直流电的作用,在溶液中进行电解反应,使导电体例如金属的表面沉积一金属或合金层N-L6u:i S电镀常用公式及数据z-p8j E.` y+h公式单镀层厚度合金镀层厚度侯氏槽一次电流分布六西格玛品质论坛 b k%i1U l O s.v5~ j2r镀液分散能力1.单镀层厚度2.合金镀层厚度.r5[8N&e8r Y3.侯氏槽一次电流分布CD=I(c1-c2 log L)六西格玛品质论坛9w L F.Gi U.H&^0I267ml、534ml 及1000ml 槽CD 电流密度(A/ft2)I 总电流(A)L 与高电流密度区边缘的距离(in)c1, c2 常数250ml 槽CD 电流密度(A/dm2)I 总电流(A)L 与高电流密度区边缘的距离(cm) 六西格玛品质论坛-E:C*}:H)I z$D"jc1, c2 常数%@!B(B ?:l常数V m q [2q(c S267ml及534ml槽-质量-SPC ,six sigma,TS16949,MSA,FMEA.p%` w U xc1=27.7 c2=48.71000ml槽六西格玛品质论坛'?3U h8A f H ?c1=18.0 c2=28.3250ml槽c1=5.10 c2=5.24L 介乎於0.64至8.25 cm-质量-SPC ,six sigma,TS16949,MSA,FMEA-m K O5s2[9Z4K l#s硫酸銅鍍液主要有硫酸銅、硫酸和水,甚至也有其他添加劑。
硫酸銅是銅離子(Cu2+)的來源,當溶解於水中會離解出銅離子,銅離子會在陰極(工件)還原(得到電子)沈積成金屬銅。
這個沈積過程會受鍍浴的狀況如銅離子濃度、酸鹼度(pH)、溫度、攪拌、電流、添加劑等影響。
| L(l&Z2DR陰極主要反應: Cu2+(aq) + 2e- →Cu (s)電鍍過程浴中的銅離子濃度因消耗而下降,影響沈積過程。
电刷镀技术

电刷镀技术The brush electroplating【摘要】电刷镀技术是再制造技术和表面工程技术的重要组成部分 ,具有工艺简单,镀层种类多、沉积快、性能优良等特点 ,广泛应用于机械零件表面修复与级化。
本文介绍了电刷镀的原理、特点、常用电刷镀溶液及电刷镀工艺流程和工艺参数,展望了电刷镀技术的发展趋势。
【关键词】电刷镀【Abstract】Brush plating technology is remanufacturing and surface engineering technology is an important component of the process is simple, many kinds of coating, sediment fast, with excellent performance characteristics, widely used in machinery parts repair and level surface. This article describes the brush is the principle, features, common brush plating solution formula and plating and specification parameter, the prospect of a brush plating technology trends.【keyword】brush electroplating1.前言1.1表面工程(surface engineering )是指经表面预处理后,通过表面涂覆、表面改性或表面复合处理,改变固体金属表面或非金属表面的化学成分,组织结构,形态和(或)应力状态,以获得所需要表面性能的系统工程。
表面工程技术分类:表面改性、表面处理、表面涂覆、复合表面工程、纳米表面工程技术。
完整版)中国电镀标准一览表
完整版)中国电镀标准一览表中国电镀标准一览表1、标准编号:GB/T 2056-2005标准名称:电镀用铜、锌、镉、镍、锡阳极板简介:该标准规定了电镀用铜、锌、镉、镍和锡轧制阳极板材的要求、试验方法、检验规则及标志、包装、运输、储存。
适用于电镀用的铜、锌、镉、镍和锡阳极板。
2、标准编号:GB/T-2005标准名称:金属和其他无机覆盖层单位面积质量的测定重量法和化学分析法评述简介:该标准等同于3、标准编号:GB/T -1998标准名称:金属覆盖层锡-铅合金电镀层简介:该标准规定了含锡量范围为50%~70%(质量比)的锡-铅合金电镀层的技术要求和试验方法。
适用于电子、电气制品及其他金属制品上防止腐蚀和改善焊接性能的锡-铅合金电镀层。
4、标准编号:GB/T -1998标准名称:金属覆盖层锡-镍合金电镀层简介:该标准规定了由约为65%(质量比)锡和30%(质量比)的镍所组成的金属间化合物锡-镍合金电镀层的技术要求和试验方法。
适用于钢铁及其他金属制品上的锡-镍合金电镀层,该电镀层在不同的使用条件下能防止基体金属腐蚀。
5、标准编号:GB/T 2056-2005标准名称:电镀用铜、锌、镉、镍、锡阳极板简介:该标准规定了电镀用铜、锌、镉、镍和锡轧制阳极板材的要求、试验方法、检验规则及标志、包装、运输、储存。
适用于电镀用的铜、锌、镉、镍和锡阳极板。
6、标准编号:GB -2008标准名称:电镀污染物排放标准7、标准编号:GB/T -2008标准名称:电镀锡钢板耐腐蚀性试验方法(2009年4月1日实施)简介:该标准适用于镀锡量单面规格不低于2.8g/m2的电镀锡钢板耐腐蚀性能的测定。
其中包括电镀锡钢板酸洗时滞试验方法、铁溶出值测定方法、锡晶粒度测定方法和合金锡电偶试验方法。
8、标准编号:GB/T 5267.1-2002标准名称:紧固件电镀层简介:该部分规定了钢或钢合金电镀紧固件的尺寸要求、镀层厚度,并给出了高抗拉强度固件或硬化或表面淬硬紧固件消除氢脆的建议。
电镀工艺

电镀是一种较复杂的工艺。
它既起到保护首饰金属表面的作用,又可使金属首饰表面更加美观。
金属首饰电镀分本色电镀和异色电镀。
本色电镀是指电镀颜色与首饰金属基材的颜色相同,与电镀的化学组成也基本一致。
例如 18 K 金首饰镀 18 K 金色, 14 K 金首饰镀 14 K 金色。
异色电镀指电镀的颜色及成分与首饰金属基材的颜色和成分都不相同,例如 18 K 金首饰镀 24 K 黄金色, 925 银镀 14 K 金色……等。
电镀的基本过程以镀金为例是将需要电镀材料浸在氰化金钾溶液中作为阴极,金属金板作为阳极,接通直流电源后,在需要电镀的材料上就会沈积出金的镀层。
依照此方式用电解方法沉积镀层的过程即称之为电镀。
1. 与基材金属结合牢固,附着力好。
2. 镀层完整,结晶细致而紧密,孔隙率小。
3. 具有良好的物理、化学及机械性能。
4. 有符合标准规定的镀层厚度,而且镀层分布要均匀。
首饰金属执模拋光后,由于经过各种加工和处理,不可避免地会粘附一层油污和表面产生的氧化层,而这些油污及氧化物将会影响镀层质量。
况且若是表面粗糙,不够精致,在这种材料表面上也很难镀出结合牢固、防腐死蚀性好的镀层,即使勉强镀上镀层,在很短的时间内首饰上镀层也将脱皮、鼓泡、出现麻点、花斑等不良现象。
因此,为了保证能镀出符合电镀质量的镀层,电镀前期的各道工序应做到精细。
一、除油油污包括三类:矿物油、动物油和植物油。
按其化学性质又可归为两大类,即皂化油和非皂化油。
动物油和植物油属皂化油,这些油能与碱作用生成肥皂,因此有皂化油之称。
各种矿物油如石腊、凡士林,各种润滑油等。
它们与碱不起皂化作用,统称之为非皂化油。
1. 超声波脱脂超声波脱脂是利用超声波振荡的机械力,能使脱脂溶液中产生数以万计的小气泡,这些小气泡在形成生长和闭合时产生强大振荡力,使材料表面沾附的油脂,污垢迅速脱离,从而加速脱脂过程,使脱脂更澈底,对于处理形状复杂,有微孔、盲孔、窄缝以及脱脂要求高的材料更为有效。
电镀基本知识
电镀基本知识一.基本概念1.电镀:电镀是一种电化学过程,也是一种氧化还原过程。
它是将零件浸在金属盐溶液中作为阴极,金属作为阳极,接通直流电源后零件后,在零件上就会沉积出金属镀层。
例如:在硫酸镍溶液中镀镍零件为阴极,镍板为阳极。
在阴极上发生还原反应:Ni2++2e→Ni↓金属镍副反应:2H+2e→H2↑在阳极上发生氧化反应Ni+2e→Ni2+副反应:4OH--4e→2H2O+O2↑这样,镍金属不断在阳极溶解成镍离子,而溶液中的Ni2+不断地在零件上还原成金属镍覆盖在零件上成为镀镍层。
2.分散能力和覆盖能力镀层在阴极表面分布均匀性和完整性,是决定镀层质量的一个重要因素。
在电镀中常用分散能力和覆盖能力来分别评定金属镀层在阴极分布的均匀性和完整性。
●电镀液的分散能力,是指在特定条件下,一定溶液使阴极镀层分布比初次电流分布所获得的结果更为均匀的能力。
●初次电流分布是仅考虑阴极不同表面到阳极的几何距离不同时的阴极电流分布情况。
镀层在零件上均匀分布能力越高该电镀液的分散能力就越好。
●整平能力,是指在底层(素材)上形成镀层时,镀液所具有的能使镀层的微观轮廓比底层更平滑的能力。
●电镀液和覆盖能力,是指在特定条件下凹槽或深孔中沉积金属镀层的能力。
覆盖能力越高,镀及越深。
覆盖能力差,在零件凹处就镀不上金属镀层。
●电镀工作条件是指电镀时的操作变化因素,包括镀液成份含量,电流密度、操作温度、溶液搅拌及电流波形。
3.对电渡的基本要求1.与基本金属结合力牢固,附着力好2.镀层完整,结晶细致紧密,孔隙力小3.具有良好的物理、化学及机械性能4.具有符合标准规定的镀层厚度,而且镀层分布要均匀4.析氢对镀层的影响在电镀过程中,大多数镀液的阴极反应,除了金属离子的沉积外,还伴随眷有氢气的析出,在有些情况下,阴极上析出氢气会使镀层出现以下几种庇病:I.针孔或麻点:氢气呈气泡形式在阴极零件表面上,阻止金属在这些部位沉积,它只能在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极零件表面,则镀好的镀层会有空洞或贯穿的缝隙,若氢气泡在电镀过程中粘附得不牢固,而是间歇交替地逸出和粘附,那么这些部位将形成浅坑和点穴,通常称为针孔和麻点。
电镀通用配方大全(2)
电镀通用配方大全(2)氯化物镀镍液配方1组分 g/L 组分 g/L 氯化镍 200 硼酸 30-50 硫酸镍 1002PH值为2.5-4;温度为40-70?;电流密度为3-10A/dm。
配方2组分 g/L 组分 g/L 氯化镍 300 硼酸 30-402PH值为3.8;温度为55?;电流密度为1-13A/dm。
全硫酸盐镀镍液配方组分 g/L 组分 g/L 氯化镍 300 硼酸 402温度为46?;PH值为3.0-5.0;电流密度为2.5-10A/dm。
其他镀镍液配方1组分 g/L 组分 g/L 氯硼酸镍 300-450 硼酸 30-40 氟硼酸 5-40 2PH值为2.0-3.0;温度为40-80?;电流密度为2.5-20A/dm。
配方2组分 g/L 组分 g/L 氯硼酸镍 220 硼酸 30 氟硼酸 4-382PH值为2.0-3.5;温度为37-77?;电流密度为2.5-10A/dm。
配方3组分 g/L 组分 g/L 氨基磺酸镍 450 湿润剂 0.05 硼酸 302PH值为3.5-5.0;温度为38-60?;电流密度为2-16dm。
镀黑镍第一类镀黑镍配方1组分 g/L 组分 g/L 硫酸镍 70-100 硫氰酸铵 25-35 硫酸锌 40-45 硫酸镍铵40-60 硼酸 25-352阳极材料为镍板;PH值为4.5-5.5;温度为30-60?;电流密度为0.1-0.4A/dm。
配方2组分 g/L 组分 g/L 硫酸镍 60-75 硫氰酸铵 12.5-15 硫酸锌 30 硫酸镍铵35-452阳极材料为镍板;PH值为5.8-6.1;温度为25-35?;电流密度为0.05-0.15A/dm。
配方3组分 g/L 组分 g/L 硫酸镍 75 氯化铵 30 硫酸锌 30 硫氰酸钠 152阳极材料为镍板;PH值为5;温度为20-25?;电流密度为0.15A/dm。
第二类镀黑镍配方组分 g/L 组分 g/L硫酸镍 120-150 硼酸 20-252钼酸铵 30-40 PH值为4.5-5.5;温度为20-25?;电流密度为0.15-0.3A/dm。
常用电镀所需的电压及电流密度
溶
工作规范
槽上电 压/V
液
性 溶液 电流密
质 温度/ 度/A·dm-2
℃
1
装饰性光亮 镀铬
酸性
40~55
10~20
9~10
2 镀硬铬 酸性 55~65
40~70
9~10
3 镀乳白铬 酸性 70~72
25~30
9~10
4 镀黑铬 酸性 20~45
20~30
9~10
5
镀镍
酸性 20~35
3~5 6~8 15~25 100 50 6~8 2~4 3~5 2~6 12~18 12~20 9~10 9~10 9~10 9~10
开始电压
需要换极 需要换极
33
黄铜
酸性 室温
3~8
5~6
34 电解退镍 酸性 室温
2~10
2~6
35
电解退锡、 退铅
碱性
80~90/室 温
1~5
5~6
常用电镀所需的电压及电流密度
31 阳极去残渣 碱性 80~90
32
电解退铬
碱性
70~90/室 温
电解退铜及
0.05~0.1
0.3~1.5 1~2.5 1~2 0.8~2.5 0.5~5 0.5~2.5 20~100 0.15~0.3 6~10 0.5~5 30~50 20~50 3~10 2~10 1~5 3~10
2~3
2~3
1~4
4~5
14
镀铅
酸性 室温
1~4
4~5
15
氰化镀银
氰化 物
室温
0.3~0.8
2~3
氰化
需要换极
需要换极 需要换极 需要换极
电镀的基础知识
电镀的基础知识1. 1电镀定意电镀(electroplating)是⼀种电离⼦沉积过程(electrodepos- ition process),是利⽤电极(electrode)通过电流,使⾦属附着在物体表⾯上,其⽬的为改变物体表⾯的特性或尺⼨。
1. 2电镀⽬的是在基材上镀上⾦属镀层(deposit),改变基材表⾯性质或尺⼨。
例如赋予⾦属表⾯的光泽美观、物品防锈、防⽌磨耗;提⾼导电度、润滑性、强度、耐热性、耐候性;热处理的防渗碳、氮化;尺⼨或磨耗的零件修补。
1. 3各种镀⾦⽅法电镀法(electroplating) ⽆电镀法(electroless plating)热浸法(hot dip plating) 熔射喷镀法(spray plating)塑料电镀(plastic plating) 浸渍电镀(immersion plating)渗透镀⾦(diffusion plating) 阴极溅镀(cathode supptering)真空离⼦电镀(vacuum plating) 合⾦电镀(alloy plating)复合电镀(composite plating 局部电镀(selective plating)穿孔电镀(through-hole plating) 笔电镀(pen plating)电铸(electroforming)1.4 电镀基本知识电镀⼤部分是在液体(solution)下进⾏,⽽且⼤多是在⽔溶液(aqueous solution)中电镀,⼤约有30种的⾦属可由⽔溶液进⾏电镀,例如:铜Cu、镍Ni、铬Cr、锌Zn、镉Cd" 、铅Pb、⾦Au、银Ag、铂Pt、钴Co、锰Mn、锑Sb、铋Bi、汞Hg、镓Ga、铟In、铊、As、Se、T e、Pd、Mn、Re、Rh、Os、Ir、Nb、W等等。
有些⾦属必须由⾮⽔溶液进⾏电镀,例如:锂、钠、钾、铍、镁、钙、锶、钡、铝、La、Ti、Zr、Ge、Mo等等。
电流强度与电镀中的电流密度及其效率分析
电流强度与电镀中的电流密度及其效率分析
何谓电流强度之电镀技术名词解释?
答:电流强度简称电流,是指单元时间内经过导体横截面的电量。
单元是安培,简称安(A)。
电流密度是什么?若何算计?
答:电流密度是指每单元面积的电极上的电流强度。
电镀上因此一平方分米为根本算计单元,所以,经过一平方分米电极面积的电流强度就喻为该电极的电流密度。
阴极电流密度用DK表示,阳极电流密度用DA表示,单元是安培/平方分米,即A/d㎡。
(海内也有用安培/平方英寸表示)。
比如镀件总面积为50平方分米,行使的电流为100 安培,则电流密度为100安培÷50平方分米=2安培/平方分米。
阴极电流密度对镀层质量影响很大,过高过低城市产生质量低下的镀层。
电流密度还直接决议镀层堆积速率,影响分娩功效。
什么叫做电流功效与效率分析?
答:电流经过电镀溶液在阴极上所析出金属的重量,并不一定和电解定律(电解时电板上析出或溶解精神的重量与电流经过的电量成反比)理论算计的重量适宜合,个别是比理论量少。
这是由于电解时不单纯地遏制金属离子放电复原成金属,而且还遏制其他副反应。
比如氢的析出,就会耗费一定的电量。
因而,要析出一定量的金属时,真实践所需的电流比理论算计值要大。
故按理论算计所需的电流值和理论必要的电流值之比,就叫做电流功效。
电流功效愈高,电能的糜掷愈少。
电镀铝实验报告

电镀铝实验报告电镀铝是一种常用的表面处理方法,可以使铝制品表面形成一层均匀、致密、具有良好附着力的金属铝层,以提高铝制品的耐腐蚀性、机械性能和外观质量等方面的性能。
本实验通过电化学方法在铝板上进行电镀铝实验,探究了电流密度对电镀铝层厚度的影响。
实验原理:电镀铝是利用电化学原理通过电解液使电源电流通过阳极和阴极之间的电解液,将阳极阴极上的金属离子还原成金属元素,并将金属元素沉积在阴极表面的一种表面处理方法。
实验步骤:1. 准备工作:将铝板清洗干净,用白酒擦拭表面以去除油污。
2. 实验装置:取一个透明的塑料容器作为电解池,将铝板作为阴极放入容器中,铝板的一角露出液面,作为电流探针的位置。
3. 实验电路:将阴极(铝板)连接到电源的负极,将阳极(铝棒)连接到电源的正极。
4. 准备电解液:取铝盐酸溶液作为电解液,溶液浓度选择0.1mol/L。
5. 调整电流密度:通过调节电源的电流大小来调整电流密度。
选取电流密度为2A/cm²开始实验,后续实验可选择不同的电流密度。
6. 开始电镀:打开电源,开始电镀,记录电流、电压和电镀时间等实验数据。
7. 实验结束:根据实验需要选择适当的电镀时间,通常在10-30分钟之间。
关闭电源,取出铝板,用水冲洗干净,晾干。
实验数据及结果分析:根据实验数据,可以绘制电镀时间和电流密度的关系曲线。
观察曲线可以得出以下结论:1. 随着电流密度的增加,电镀铝层的厚度增加。
2. 在一定范围内,电流密度越高,电镀铝层的厚度越大。
3. 当电流密度过高时,铝板表面可能出现不均匀沉积和气孔等缺陷。
实验优化:1. 选择合适的电流密度:根据实际需求选择适当的电流密度,过高或过低都会影响电镀效果和铝层质量。
2. 控制电镀时间:根据所需铝层厚度,控制电镀时间,避免过长或过短。
3. 注重电镀液的配比:电镀液的成分和浓度对电镀效果有较大影响,需要合理配比。
4. 注意实验条件:电镀过程中要保持温度、电流稳定,避免外界因素对实验结果的干扰。
【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准

【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准【镀铬标准】电镀工艺的规范--镀铬工艺镀铬标准话题:镀铬标准休闲阅读催化剂的作用协同作用镀铬四、规范镀铬工艺铬面是凹版制版公司的一张脸面,可以直接为公司赢得客户的信赖。
光洁的铬面,超凡的耐印力,令人满意的刮刀消耗,无不对客户产生着巨大的吸引力。
镀铬层印刷时直接与承印材料接触,要能有效地保护铜层不被刮伤、刮坏,因此,要求铬层要达到一定的硬度。
铬层的高硬度和表面硬度均匀是提高凹版滚筒耐印力的关键,如果印数达到50万印,则铬层硬度在HV750,HV950、耐印力在80万,100万次为佳。
目前业内普遍采用镀硬铬工艺,有的公司还采用瑞士镀铬工艺,以保证铬层有很高的硬度、很好的耐磨性及化学稳定性,从而提高印版滚筒的耐印力,使其能够承受刮墨刀及油墨中颜料的频繁摩擦。
当前全国各地凹版制版公司都深深感受到镀铬质量是个永远的问题,是造成返工的一个主要因素。
影响镀铬质量的因素很多,也很复杂,铬层硬度与温度、电流密度、铬酐及硫酸的含量有着密切关系。
归纳一下,笔者认为主要有三大影响因素:一是导电性不良,二是镀铬液不稳定,三是清洗不干净,还有些公司虽然制定了质量标准和控制数据,但员工在执行时不认真,不严格,造成返工。
因此,必须强化管理,严格管理。
(一)镀铬工艺流程雕刻好滚筒?检查(合格)?装配?滚筒清洗?镀铬?抛光?自检(合格)?交总检(不合格退铬)。
(二)镀铬的基本原理镀铬液中铬酸一般以重铬酸形式存在(H2Cr2O7),在浓度很高的镀铬液中可以三铬酸(H2Cr3O10)和四铬酸(H2Cr4O13)的形式存在。
当镀液中只有铬酸而无硫酸等催化剂存在时,通入直流电,阴极上只有氢气析出,没有铬层沉积,相当于电解水。
加入适当的硫酸催化剂后(CrO3?H2SO4=100?1),在阴极上依次发生下列反应:Cr2O72-,8H+ +6e ? Cr2O3+4H2O ?2H,,2e ? H2? ?Cr2O72-+ H2O2CrO42-+2H+ ?CrO42-+ 8H+ +6e ? Cr?+4H2O ?由以上反应可知,镀铬的阴极反应是很复杂的。
电镀公式及计算实例

电镀公式δ=100KDtη/(60γ)(其中δ膜厚μm,K电化学当量g/(A·h),D 电流密度A/dm2,t电镀时间min,η电流效率,γ密度g/cm3,v电镀速率μm /min)。
计算时,首先要把各个参数的单位换算成上述单位,就可以直接代入计算。
其中,K和γ都是从手册上查的,当然也可以在网上查。
由上述公式可得,电镀速率v=δ/t=100KDη/(60γ),该公式可以由电流密度D计算电镀速率v。
变换一下,就可以由电镀速率v计算电流密度D=60γv/(100Kη)。
v和D都知道后,就可以确定电流I和时间t——I=D×S(其中I电流A,D电流密度A/dm2,S面积dm2)t=δ÷v(其中t时间min,δ膜厚μm,v电镀速率μm /min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8.92 g/cm3,二价Cu2+的电化学当量K=1.186 g/(A·h) 实例一.要求速率是v=0.5μm /min时,假设η=95%,电流密度D=?D=60γv/(100Kη)=60×8.92×0.5/(100×1.186×95%)=2.375A/dm2实例二.反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?v=100KDη/(60γ)=100×1.186×1×95%/(60×8.92)=0.2105μm /min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0.2105D,上次算的0.2216是假设η=100%算的)。
比如,若D=2 A/dm2,则v=0.2105×2=0.4210μm /min再如,若v=0.5μm /min,则D=0.5÷0.2105=2.375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
处理种类
溶液性质
工作规范
槽上电压/V
备注
溶液温度/℃
电流密度/A·dm-2
1
装饰性光亮镀铬
酸性
40~55
10~20
9~10
需要换极
2
镀硬铬
酸性
55~65
40~70
9~10
需要换极
3
镀乳白铬
酸性
70~72
25~30
9~10
需要换极
4
镀黑铬
酸性
20~45
20~30
9~10
需要换极
5
镀镍
酸性
20~35
酸性
50~100
20~100
6~8
24
不锈钢电化学着色
酸性
室温
~
2~4
25
铜及铜合金电解抛光
酸性
室温
6~10
3~5
26
铜及铜合金电化学氧化
碱性
80~100
~5
2~6
27
镍电解抛光
酸性
35~60
30~50
12~18
28
铝电解抛光
酸性
70~90
20~50
12~20
29
电解去油
碱性
70~90
3~10
9~10
室温
~
2~3
16
氰化镀金
氰化物
室温
~
2~3
17
氰化镀黄铜
氰化物
室温
~
2~3
18
氰化镀青铜
氰化物
40~55
1~
3~5
19
镀铅锡合金
酸性
室温
1~2
6~8
20
铝硫酸阳极氧化
酸性
15~25
~
15~25
21
铝硫酸硬阳极氧化
酸性
-5~10
~5
100
开始电压8V~12V
22
铝铬酸阳极氧化
酸性
30~40
~
50
23
黑色金属电解抛光
1~
4~5
6
镀锌
酸性
室温
1~
4~5
7
氰化镀锌
氰化物
室温
2~5
4~5
8
酸性镀铜
酸性
室温
1~
4~5
9
氰化镀铜
氰化物
室温
1~
4~5
10
酸性镀镉
酸性
室温
1~2
4~5
11
氰化镀镉
氰化物
室温
1~2
4~5
12
酸性镀锡
酸性
室温
~
4~5
13
碱性镀锡
碱性
70~80
1~4
4~5
14
镀铅
酸性
室温
1~4
4~5
15
氰化镀银
氰化物
需要换极
30
电解酸洗
酸性
室温~70
2~10
9~10
需要换极
31
阳极去9~10
32
电解退铬
碱性
70~90/室温
3~10
9~10
33
电解退铜及黄铜
酸性
室温
3~8
5~6
34
电解退镍
酸性
室温
2~10
2~6
35
电解退锡、退铅
碱性
80~90/室温
1~5
5~6
常用电镀所需的电压及电流密度