连铸坯角部皮下横裂纹成因分析及控制技术
包晶钢连铸坯角横裂的产生机理与控制技术综述

2021 年 4 月炼钢Apr.2021第 37 卷第 2 期 Steelmaking Vol.37 No.2 •37 •包晶钢连铸坯角横裂的产生机理与控制技术综述蔡文菁1,杨健1,邓丽琴2,左康林2,吴旭峰2(1.上海大学材料科学与工程学院省部共建高品质特殊钢冶金与制备国家重点实验室,上海200444;2.上海梅山钢铁股份有限公司,江苏南京210U39)摘要:角横裂是包晶钢连铸工艺中最为突出的质量问题,针对包晶钢角横裂的产生机理与控制技术进行了文献综述。
it,(C)=0.()8%〜().18%的包晶和亚包晶钢由于在钢液凝固过程中存在§相到7相的转变,产生较大的线收缩,同时生成7相的温度较高,原奥氏体晶粒容易长大,因此对裂纹非常敏感。
对于含Nb、Al、V的包晶和亚包晶钢,在原奥氏体晶界的先共析铁素体薄膜中,容易析出Nb、Al、V的碳氮化物等第二相粒子,进一步降低了钢的高温塑性,从而容易产生角横裂。
当先共析铁素体膜厚度超过5 pm,钢的断面收缩率降低,钢的塑性下降,容易导致裂纹发生。
包晶钢连铸坯角横裂的控制技术包括针对钢液成分、结晶器振动、二冷制度、倒角结晶器、保护渣性能的优化,以及保持良好的铸机设备状态。
关键词:包晶钢;连铸;角横裂;机理;控制中图分类号:T F777文献标志码:A文章编号:1()()2-1()43(2021)02-()037-10Review on mechanism and control technology of transverse corner crack incontinuous casting slab of peritectic steelCAI Wenjing1, YANG Jian1,DENG Liqin2 ,Z U0 Kanglin2, WU Xufeng21.State Key Laboratory of Advanced Special Steel, School of Materials Science and Engineering,Shanghai University, Shanghai 200444, China2. Shanghai Meishan Iron and Steel Co. , Ltd. , Nanjing 210039, ChinaAbstract :Transverse corner crack is the most prominent quality problem in the continuous castingprocess of peritectic steel. In this paper, the mechanism and control technology of corner transversecrack in peritectic steel were reviewed. The peritectic and hypoperitectic steels with carbon massfraction ranging from 0.08%to 0.18%are very sensitive to cracks because of the transformationfrom S phase to y phase during the solidification process of molten steel. At the same tim e,thetemperature for the formation of y phase is higher, and the original austenite grains are easy togrow, so they are very sensitive to cracks. For peritectic and hypoperitectic steels containing Nb, A1and V,the second phase particles such as Nb,A1 and V are easy to precipitate in the proeutectoidferrite film of the original austenite grain boundary, which further reduces the high temperatureplasticity of the steel, resulting in the occurrence of transverse corner cracks. When the thickness ofproeutectoid ferrite film is more than 5 the reduction of area and the plasticity of steel decrease,which is easy to cause cracks. The control technology of corner transverse crack in continuous castingslab of peritectic steel includes optimization of liquid steel compositions, mold vibration,secondarycooling conditions* chamfering mold, mold powder performance, and maintaining good equipmentstatus of continuous caster.Key words:peritectic steel;continuous casting;corner transverse crack;mechanism;control包晶钢和亚包晶钢(以下简称包晶钢)W(C)—*般处于0.U8 %〜0.18 %,属于裂纹敏感性钢⑴。
连铸坯内部裂纹产生的主要原因及解决措施
连铸坯内部裂纹产生的主要原因及解决措施李广艳【摘要】Two kinds of continuous casting billet produced by the 50 t EAF and converter steelmaking production lines in new two area had been researched and the reasons and types for the formation of internal cracks had been studied by SEM and EDAX. The quality of casting billet improved, macrostructure and hot upsetting percent of pass enhanced significantly through implementation of these measurements such as casting with stable casted velocity, reasonable matching between casting speed and water quantity, controlling with narrow temperature wave of molten steelin ladle and heightened the purity of molten steel.%以莱钢50 t电炉生产线及新二区转炉炼钢生产线生产的两种规格的连铸坯作为研究对象,分析了内部裂纹形成的原因,并采用扫描电镜和能谱分析了内部裂纹的类型。
通过采取恒拉速浇注、拉坯速度与水量合理匹配、实行中间包窄温度波动控制、提高钢水纯净度等措施,连铸坯的质量得到了明显改善,低倍和热顶锻合格率也有了显著提高。
【期刊名称】《山东冶金》【年(卷),期】2014(000)002【总页数】4页(P40-43)【关键词】连铸坯;内部裂纹;原因;措施【作者】李广艳【作者单位】莱芜钢铁集团有限公司技术中心,山东莱芜271104【正文语种】中文【中图分类】TG115.21 前言铸坯裂纹的形成是一个非常复杂的过程,是传热、传质和应力相互作用的结果。
铸坯角横裂原因分析最终版(2)(1)
铸坯角横裂原因分析一、现象说明2011年元月13日炼钢厂1#连铸机生产Q345C 6炉,热送至1250线轧制(规格9.5/11.4/15.5X1010mm),其中送轧23卷,17卷因边部结疤待判,其余6块坯子从加热炉甩出运至新炼钢库房,另外新炼钢库房还有7块未送轧坯(其中2块换水口),目前炼钢厂对13支铸坯修边处理,待修完边后再送轧。
修完边送轧带钢未出现结疤缺陷;发至客户的6卷带钢经销售部业务员与客户沟通后,客户对缺陷部位进行修复处理,已制成螺旋管,但此批管为出口产品,剩下的11卷结疤带钢客户不再使用,以二级品入库。
二、缺陷相貌分析1、带钢缺陷相貌此次Q345C结疤缺陷与以往位置相反,在带钢工作侧较多,距边部约2.5-3.5cm。
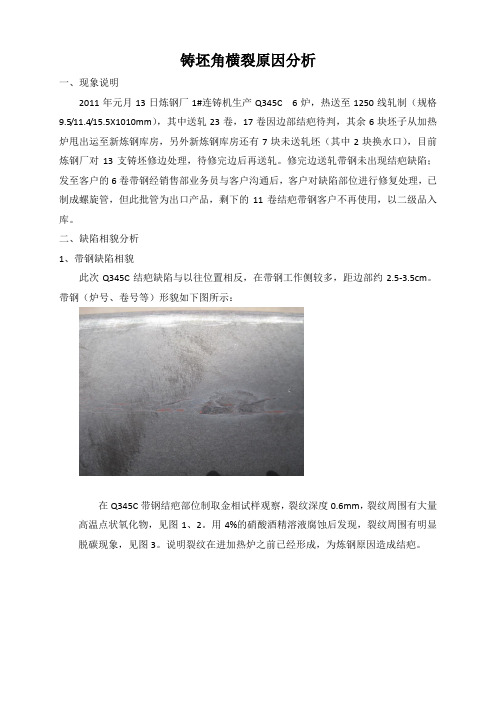
带钢(炉号、卷号等)形貌如下图所示:在Q345C带钢结疤部位制取金相试样观察,裂纹深度0.6mm,裂纹周围有大量高温点状氧化物,见图1、2。
用4%的硝酸酒精溶液腐蚀后发现,裂纹周围有明显脱碳现象,见图3。
说明裂纹在进加热炉之前已经形成,为炼钢原因造成结疤。
图1裂纹周围有大量的点状氧化物100X 图2 裂纹周围的点状氧化物1000X图3 裂纹周围有明显脱碳现象100X2、钢坯缺陷形貌对炼钢厂库存的Q345C钢坯详细检查,发现在钢坯内弧角部存在明显裂纹缺陷。
缺陷位置如下示意图所示。
为进一步查明钢坯角横裂纹的产生原因,制取钢坯角横裂纹部位的试样进行检验。
Q345C连铸工艺如下:2.1、低倍酸浸检验用1:1的工业盐酸加热后进行低倍酸浸检验,在窄面内弧边部有星状裂纹和网状裂纹,并且在窄面振痕处裂纹扩展,裂纹长度3~10mm;在宽面内弧边部裂纹与窄面振痕处裂纹相连,长度3~9mm,截面裂纹深度2~3mm。
窄面边部裂纹窄面边部振痕处裂纹宽面边部裂纹截面裂纹2.2 高倍金相检验制取角横裂部位的金相试样,观察发现,裂纹周围有大量点状氧化物,部分颗粒较大,裂纹穿晶或沿晶界扩展;表层氧化铁结构疏松,颜色深浅不一,表明成分上有差异,并且氧化铁内层也分布有大量的点状氧化物。
连铸板坯角部横向裂纹的形成原因与分析
、
连铸板 坯横向裂纹形成的原因
连铸坯 出现横向断裂是由于铸坯内部裂纹发生瞬时扩展开裂所致 ,
—
般来说 , 横向裂纹垂直于拉坯方向,分布在铸坯横向表面波谷 处, 通 常被认为是弯 曲、矫直或辊子压下的拉伸应力作用于脆弱的凝 固界面而 产生。对于连铸板坯来说,其横裂纹的分布的位置 、数量、大小不尽相
9 5 a ℃,且应使板坯中心温度与角部温度差别尽可能减小 ,可以有t 8 8 "  ̄
减 少横裂纹 ,尤其是角部横裂纹 。
4结晶器保护渣
同,状态各异 ,而且裂纹基本上呈现出不规则的条状或者线状 ,与钢板
的轧制 方向呈 3 到9 0 '的夹角。连铸坯裂 由应力、传热和传质等共
如果保护渣熔点过低 ,就会增强保护渣的流动 性,使得大量 的保 护渣流到连铸板坯和结晶器之间,填充了振动痕迹线 , 形成表面横 向裂 纹 的产生条件。另一方面 ,流到两者之间的保护渣受到传热的影响,熔 点 变高,使得下滑到坯 壳与铜板之间的液态渣变少,从而使坯壳与结晶
学 术 论 坛
连铸板坯角部横 向裂纹的形成原因与分析
何文 远
( 首钢 京唐 钢铁 联合 有 限责任公 司 ,河北 唐 l 【 1 0 6 3 0 0 0 )
c } i 笥 蜀 连铸板坯的质量和产量决定了 我国钢材事业的发展,经过理论和大量的实验分析, 造成连铸板坯产生横向裂纹的主要原因有两方面. 方面 是 其本身的化学成分含量,一方面是加 工工艺的影响。从这两方面入手, 提 高工艺要 求和原材料标准 ,可有效避免横向裂纹的产生。 饫镧嗣 ] 连铸板坯;横向裂纹; 化学成分; 加工工艺
低碳钢连铸方坯角部横裂形成分析和控制工艺

( " 北京科技大学, 北京 "$$$%& ; # 江阴兴澄特种钢铁有限公司一炼钢厂, 江阴 #"’’#( ) 可观察到铸坯角部振痕波谷处的横向裂纹, 其长度为 摘 ! 要! 兴澄特钢 &$$ )) * &#$ )) 低碳钢铸坯酸洗后, "$ + &$ )), 最大宽度达 # ))。生产实践表明, 当 ,-.#"$ 系列锅炉钢 (/ : $0 "& + $0 #12、 $0 ’1 + "0 "$34) 的 [ -5 6 ] 从 $0 $$(/ 增加至 $0 $#"/ 时, 铸坯角部横裂纹指数从 $0 $& 增加到 #0 7’ 。因微量钛能改善钢在较低变形速率下的热 成型性, 钢中加微量钛, 可以明显减少铸坯角部横裂纹的产生。通过 控 制 加 -5 量 使 [ -5 6 ] 加 89 使 ! $0 $"$/ , [ 89] 同时采用提高钢水流动性和铸坯矫直温度#($$ : 等措施, 避免了 ,-.#"$2 钢的铸坯角部横裂纹的 "$0 $#/ , 产生。 关键词! 连铸方坯! 低碳钢! 角部横裂! [ -5 6 ] ! [ 89]
任意流各取 # 支铸坯; (#) 将铸坯用盐酸溶液酸洗 观察铸坯角部横裂的情况, 统 后清洗铸坯表面; (&) 计单位长度和裂纹数。 &$$ )) * &#$ )) 低碳钢铸坯的表面横裂纹经 常发生在振痕波谷处, 且振痕深时, 更易在波谷处产 生横裂纹。 对铸坯进行酸洗后可以看出横裂纹位于铸坯角 部振痕波谷处 ( 如图 "<) , 并向两面延伸。长度"$ + &$ )) 不等, 宽度最大可达 # )), 内弧比外弧严重, 一般呈间断的密集分布, 也有零星的角部横裂纹。 铸坯在经过轧制成 !%$ )) 圆管坯后表现为轧材表 面的三角裂 ( 如图 "Y) 。
连铸方坯中心裂纹成因分析及控制方法
连铸⽅坯中⼼裂纹成因分析及控制⽅法⼀钢⼚4#连铸机中⼼裂纹的研究攻关摘要:对⼀钢⼚4#连铸机⽅坯中⼼裂纹的成因进⾏了研究,分析了钢⽔过热度、⼆次冷却强度、拉速等对铸坯中⼼裂纹的影响,根据分析所得的结论,采取了合理的⼯艺措施并进⾏了适当的技术改造,使中⼼裂纹发⽣率降低到0.5%以下。
关镇词:连铸机⽅坯中⼼裂纹1.前⾔韶钢⼀炼钢⼚4#连铸机投产于1997年,该机为R6m,3机3流全弧形连铸机铸坯断⾯为160 mmX 160 mm,结晶器长850 mm,⼆冷段采⽤单管式表⾯喷淋冷却⽅式,⽕焰切割,中间包采⽤塞棒控制或采⽤长寿包定径⽔⼝浇铸。
敞开式浇注,⽣产钢种主要为Q235、Q215、HRB335.该连铸机投产以来⽣产的160 mm ×160 mm铸坯⼀直存在的中⼼裂纹缺陷。
随着韶钢的发展,⾼线⼚将替代三轧四轧制,⾼线在轧制时出现冲钢事故,严重影响⽣产的顺⾏。
为此对我⼚⽣产的铸坯提出了较⾼的的质量要求。
2008年由于中⼼裂纹挑废的占坯产量的5%。
,严重影响了⼀钢⼚企业形象和经济效益。
为解决这⼀问题,⼀炼钢⼚于2008.11⽉成⽴了攻关组。
⽬标是要把挑废率降到0.5%。
我们结合了当前的⽣产形式和现场实际进⾏了公关,并取得了预期效果。
2. 中⼼裂纹的形态及对轧制产品的影响2.1中⼼裂纹的形态﹙图-1 ﹚4#连铸机铸坯中⼼裂纹在断⾯上是呈不连续的岛状(点状)分布(如图-1),有时有两到三个点。
点之间的连线往往是线状的⾁眼可见的中⼼线裂纹,严重时则沿整个铸坯长度⽅向连续分布并贯通,并伴随着中⼼偏析疏松。
单个点直径在5—15mm之间,裂纹长20^50mm 在铸坯处于发红状态时中⼼裂纹不易察觉,铸坯冷却⾄室温时则清晰可辨,给在线控制带来很⼤困难。
2. 2对轧制产品的影响线材⼚对中⼼裂纹铸坯进⾏的轧制表明,轧制过程轧成品裂纹不能焊合,经常出现断裂冲钢。
3.中⼼裂纹形成机理及原因分析3.1 形成机理通过查阅⼤量的专业书籍和现场跟踪⽣产总结,认为4号机⽅坯中⼼裂纹形成的机理是多种因素综合作⽤的结果,从钢的⾼温变形理论,结合钢的⾼温⼒学性能.中⼼裂纹形成的机理主要有以下⼏个⽅⾯。
高强微合金钢连铸板坯角部横裂纹形成机理及控制技术研究
高强微合金钢连铸板坯角部横裂纹是一种常见的缺陷,其形成机理涉及多个因素。
理解这些因素并采取相应的控制技术对于改善板坯质量至关重要。
以下是可能涉及到的一些因素和控制技术:形成机理:1. 温度梯度:过大的温度梯度容易导致板坯表面和内部的温度差异过大,从而引发横裂纹。
2. 结晶器振动:过大的结晶器振动可能导致板坯结晶不均匀,增加裂纹的发生概率。
3. 结晶器冷却水流量分布:不均匀的冷却水流量分布可能导致板坯冷却不均匀,加剧横裂纹的发生。
4. 结晶器冷却水温度:过低的冷却水温度可能导致板坯冷却过快,增加内部应力,导致横裂纹。
5. 板坯浇注速度:过高的浇注速度可能导致板坯表面快速凝固,增加内部应力。
6. 结晶器润滑液体位:不合适的润滑液体位可能导致板坯表面和内部的润滑不均匀,影响结晶和冷却。
控制技术:1. 优化结晶器设计:合理设计结晶器,包括结晶器的振动控制系统、冷却水流量分布系统等,以确保结晶过程均匀。
2. 温度梯度控制:通过控制板坯表面和内部的温度梯度,减小不均匀的温度分布。
3. 控制板坯浇注速度:调整浇注速度,避免过快导致板坯表面过早凝固。
4. 优化结晶器冷却水系统:调整冷却水流量分布,确保均匀冷却。
5. 温度在线监测:使用温度在线监测系统,实时了解板坯的温度情况,及时调整工艺参数。
6. 结晶器振动控制:控制结晶器振动,避免过大的振动影响板坯结晶均匀性。
7. 冷却水温度控制:调整冷却水温度,防止过低的温度引发板坯内部应力。
8. 板坯表面润滑控制:控制润滑液体位,确保板坯表面润滑均匀。
综合运用上述控制技术,可以有效减少高强微合金钢连铸板坯角部横裂纹的发生,提高板坯的质量。
这些控制技术需要根据具体情况进行合理调整和组合,同时,科学可行的实验和模拟也是研究和改进的重要手段。
连铸板坯角部横裂产生的原因及应对措施
铸坯角部横裂产生的原因及应对措施板坯可以在表面上观察到纵向裂纹,在尾部观察到中线裂纹。
要了解板坯中的角裂纹及孔隙,必须用沿板坯边部进行火焰切割处理,切割出50mm宽,2〜3mm深的槽。
在检查板坯的裂纹时,在高强低合金钢(HSLA)、包晶钢、中碳钢中发现了角部横裂,但是在低碳铝镇静钢中却很少发现裂纹。
包晶钢含有Nb,因此,角裂的百分比极高。
虽然在板坯的疏松边发现了角部横裂,但板坯中的大多数裂纹出现在板坯的固定边。
几乎板坯中所有的角部横裂纹与振动痕迹方向一致。
在出厂前,必须对板坯中的角裂纹和针孔进行处理。
处理板坯中出现的裂纹将增加产品成本,降低生产能力,耽误产品出厂日期。
经过火焰切割后的板坯样品送到米塔尔研究实验室进行分析,以便确定其中角部横裂纹的发生原因。
为减少角部横裂纹,米塔尔公司LazaroCardenas(MSLC)的操作人员、维修人员、技术人员组成了一支精干的团队,以降低板坯角部横裂纹的发生。
裂纹起因当铸流表面遭受到热力应变、机械力应变或相变时,若该应变量超过了铸件材料的最大应变值,板坯就会发生横裂。
在下列条件下板坯可能产生裂纹:(1)铸流表面温度下降至低延展区以下,拉伸应变导致铸件产生裂纹。
(2)结晶器上热收缩应变引起板坯内部热断裂,产生裂纹。
(3)结晶器上或结晶器附近所施加的外力引起表面热拉裂。
产品的延展性低是出现裂纹的主要原因。
影响板坯横裂的因素还包括化学作用。
减小温差,降低震动是避免板坯裂隙发生的主要措施。
角部裂分析对板坯切削样本(削痕深度2〜3mm)进行化学成分分析的结果如表1。
在这种钢中发现了严重的角部裂纹,主要原因是该种钢的Nb、V和C含量高,特别是C对包晶钢非常敏感。
理论上讲,Nb(C,N)在1090°C开始析出,当温度下降,析出量快速增长,当温度降低到900C时主要析出物为V(C,N),温度进一步下降到800C时,晶间继续析出。
众所周知,在温度降低过程中,Nb基及V基析出物沿奥氏体晶粒边界析出。
西城板坯角部横裂纹产生原因及控制措施
西城板坯角部横裂纹产生原因及控制措施文章结合无锡西城特种船用板有限公司炼钢厂实际生产中出现的板坯角部横裂纹产生的因素进行排查、分析,并采取控制措施,使缺陷得到有效控制。
标签:板坯;角部横裂;烂边;Q235B无锡西城特种船用板有限公司炼钢厂(以下简称西城炼钢厂)板坯连铸一直生产规格2001250~1400mm的Q235B板坯,受钢板价格上涨的影响,2016年4月12日开始批量生产大规格2001600mm的Q235B板坯,并且为提高产能,拉速由0.85m/min,提高到0.95~1.00m/min,板坯经轧制后存在烂边现象,而中板厂为了与炼钢厂产能匹配,希望生产边部不需处理便可销售的毛边板,而烂边将造成毛边板无法生产。
经过跟踪、分析,判断中板烂边为板坯角部横裂纹造成,随即采取了一系列的措施,使板坯角部横裂纹得到控制,基本满足毛边板的生产要求。
1 西城炼钢厂板坯连铸机主要参数2 角部横裂轧制后及酸蚀后形貌图1为角部横裂,经中板厂轧制后的形貌,中板厂判定为烂边。
图2、图3是轧后中板缺陷部位的金相图片,裂纹处有明显脱碳,脱碳层深约0.29 mm,也说明该缺陷来源于板坯的原始缺陷;而后检查所生产的板坯,角部存在横裂纹。
3 板坯角部横裂纹形貌经过对板坯的检验发现,角部横裂纹基本分布在振痕里,裂纹宽0.5~1mm,向内扩展5~15mm,严重的达到20mm,而轻微的仅为发纹。
但这些缺陷,无论大小,经过加热炉加热,均会氧化脱碳,造成裂纹内大量氧化物夹杂,无法经轧制焊合,而产生烂边缺陷。
4 角部横裂纹产生的影响因素普遍认为,连铸坯多数的表面缺陷起源于结晶器。
经观察,角部横裂纹均出现在振痕里,说明该缺陷与结晶器内坯壳的状态有关;通过对漏钢后板坯角部的检验,反推裂纹出现的位置发现,角部横裂纹自矫直段6段开始出现,表明该裂纹在矫直时出现。
故西城炼钢厂主要围绕结晶器内坯壳的状态及矫直进行影响因素的排查。
4.1 振动参数的影响振动参数影响板坯在结晶器里的脱模情况,而主要影响因素为负滑脱时间tN。
连铸坯角部皮下横裂纹成因分析及控制技术

连铸坯角部皮下横裂纹成因分析及控制技术连铸坯角部皮下横裂纹是指在连铸坯的角部,表面下出现沿着壁厚方向的裂纹,给后续加工和使用带来不良影响。
其成因主要是由于连铸坯角部的凝固不均和加工应力引起的塑性变形,以及连铸坯冷却过程中内部温度差异不均等因素所导致的应力集中,最终引发了横向裂纹。
下面我们将从成因分析和控制技术两个方面来详细探讨连铸坯角部皮下横裂纹的产生和控制。
成因分析:(1)凝固不均连铸坯角部是整个坯料最后凝固的部分,由于连铸速度、温度、流动状态等因素的影响,角部的冷却过程相对于其他部位更加缓慢,导致角部凝固不均。
这种不均匀的凝固会产生不同的晶粒结构和应力分布,引起其在加工或使用过程中的应力集中,从而导致横向裂纹的产生。
(2)塑性变形在连铸坯的制造过程中,角部处于连铸机的曲折位置,通过弯曲和拉伸的变形,在坯料内部引起应力;同时,原材料的变化或连铸工艺的变化等因素也会产生影响,使得角部在制造和后续加工的过程中发生塑性变形。
虽然这种塑性变形可能在加工中得到修复,但也会在其之后的冷却过程中因应力集中而导致横向裂纹的产生。
(3)温度梯度连铸坯在冷却过程中,由于内部温度差异不均,在坯料内部产生了较大的应力集中。
角部与其他部位相比,由于特殊的位置和几何形状,冷却速度更慢,温度梯度更大,因而在冷却过程中容易引发横向裂纹,特别是在角部最薄的部位。
控制技术:(1)冷却方式连铸坯制造过程中,冷却方式的选择对坯料的质量产生着极大的影响。
在钢坯角部应采取有针对性的冷却方式,例如采用喷水冷却,在整个冷却过程中,保持冷却速度的均匀性,避免角部冷却不均导致的坯料内部温度差异和应力集中。
(2)钢质控制钢坯的铸造是一个复杂的过程,不仅需要控制好铸造温度、连铸速度等因素,还需要控制钢水中的气体含量、非金属夹杂物含量等,以确保将钢坯制造出高质量、低损耗的产品。
(3)加工工艺经过精细的加工,可以在大程度上修复连铸坯中存在的缺陷,对控制连铸坯角部皮下横裂纹能起到至关重要的作用。
连铸坯横裂产生的原因

连铸坯横裂产生的缘由横裂纹是位于铸坯内弧外表振痕的波谷处,通常是隐蔽看不见的。
经酸洗检查指出,裂纹深度可达 7mm,宽度 0.2mm。
裂纹位于铁素体网状区,而网状区正好是初生奥氏体晶界。
且晶界上有细小质点(如 A1N)的沉淀。
尤其是 C—Mn—Nb(V)钢,对裂纹敏感性更强。
横裂产生的缘由:1)振痕太深是横裂纹的发源地。
2)钢中 A1、Nb 含量增加,促使质点(A1N)在晶界沉淀,诱发横裂纹。
3)铸坯在脆性温度 900~700~C 矫直。
4)二次冷却太强。
防止横裂发生的措施:结晶器承受高频率(200~400 次/分)小振辐(2~4mm)是削减振痕深度的有效办法。
2)二次冷却区承受平稳的弱冷却,使矫直时铸坯外表温度大于900℃。
3)结晶器液面稳定,承受良好润滑性能、粘度较低的保护渣。
4)用火焰清理外表裂纹。
1.连铸坯外表纵裂产生的缘由及其防止方法有哪些?连铸坯外表纵裂纹,会影响轧制产品质量。
如长300mm、深2.5mm 的纵裂纹在轧制板材上留下 1125mm 分层缺陷。
纵裂纹严峻时会造成拉漏和废品。
争论指出:纵裂纹发源于结晶器弯月面初生坯壳厚度的不均匀性。
作用于坯壳拉应力超过钢的允许强度,在坯壳薄弱处产生应力集中导致断裂,出结晶器后在二次冷却区扩展。
纵裂产生的缘由可归纳为:1)水口与结晶器不对中而产生偏流冲刷凝固壳。
2)保护渣熔化性能不良、液渣层过厚或过薄导致渣膜厚薄不均,使局部凝固壳过薄。
液渣层<10mm,纵裂纹明显增加。
3)结晶器液面波动。
液面波动>10 ㎜,纵裂发生几率 30%。
4)钢中 S+P 含量。
钢中S>0.02%,P>0.017%,钢的高温强度和塑性明显降低,发生纵裂趋向增大。
5)钢中 C 在0.12~0.17%,发生纵裂倾向增加。
防止纵裂发生的措施是:1)水口与结晶器要对中。
2)结晶器液面波动稳定在±10mm。
3) 适宜的浸入式水口插入深度。
4)适宜的结晶器锥度。
Q235(G)连铸坯角

表2 各种拉速条件下铸坯角裂纹发生率 换钢包炉次 正常浇注炉次
Vc/m·min-1 换钢包炉 次 0.7~0.9 18.1 122 正常浇注炉次 1.0 19.8 76 1.1 23.4 83 1.3 1.3 69
角裂纹发 生率/% 铸坯抽检 量/支
结晶器保护渣对铸坯角部横裂纹的影响,主要表现在保护渣的粘 度。粘度偏低,结晶器液渣流失快,铸坯振痕加深,则铸坯角部 横裂纹产生概率增加;反之,则角部横裂纹发生概率减少。攀钢 连铸Q235(G)时,先后使用过攀兴保护渣及龙成保护渣。其中攀 兴渣使用过3个批次(定为1号、2号、3号),这几种渣粘度指标及 浇注Q235(G)铸坯角部横裂纹发生情况见表3。 从表3可以看出,攀兴渣无论粘度高低,铸坯角裂纹发生率均较 高,从所浇铸坯实物看,铸坯表面振痕无规律,且局部较深。1 号渣所浇铸坯产生的角部裂纹最严重,裂缝可达3mm,宽面长达 30~50mm,侧面深20~40mm,有的甚至贯通铸坯侧面;2号和3 号渣所浇铸坯角部横裂纹有所减轻,裂缝约lmm,宽面长10~ 30mm,侧面深10~25mm。经分析认为,攀兴渣为机械混合型渣, 由于制渣原料变化、制渣工艺不严格,使保护渣组分不均匀,在 结晶器内熔化时出现严重的分熔现象,而导致液渣流人不均。龙 成渣由于粘度偏低,铸坯振痕仍较深,但龙成渣为预熔型渣,其 振痕较攀兴渣浇注的铸坯均匀,角部横裂纹也比2号和3号攀兴渣 所浇铸坯缺陷轻微,裂缝<0.5mm,宽面长5~15rmn侧面深5~ 10mm。
图1 Q235(C)含碳量与角部 横裂纹发生率的关系
图1 Q235(C)含碳量与角部 横裂纹发生率的关系
研究表明,负滑脱时间增加,则保护渣流量增加,铸 坯振痕加深,故铸坯角裂纹产生概率增加。负滑脱时间 与结晶器振动参数及拉速有关,其计算公式如下: TN=[60arccosl000Vc/(fSπ)]/πf 式中 TN一负滑脱时间,s; Vc一铸机拉速,m/min; f —结晶器振动频率,次/min; S—结晶器振动行程,S=15mm。 攀钢连铸机目前设定f=95V,,浇注Q235(G)时Vc 变化 范围为0 .4 ~1 .3 m/min,正常浇注时Vc=1.0~1.3m/ min。从公式可计算出TN与Vc的关系,见表1。从表1可 以看出,连铸Q235(G)时,TN=0.17~0.56s。有关资料认 为,为减少振痕深度,许多大型板坯连铸机生产厂家已 控制TN<0.10s。可见,攀钢连铸Q235(G)时的TN 偏大, 不利于铸坯角部横裂纹的控制。转下
横裂、角横裂纹缺陷的成因及防止对策

横裂、角横裂纹缺陷的成因及防止对策特征:•中碳钢、微合金化钢铸坯发生率高;•主要发生在铸坯表面振痕波谷处;•多发生在铸坯内弧侧;•裂纹沿晶界扩展延伸;•裂口表面氧化脱碳程度不同。
15横裂、角横裂的成因:•振痕(缺口效应、杂质富集);•结晶器内摩擦力等应力;•二冷温度扩展模式不当,铸坯表面温度进入脆性温度区;•矫直应力。
6防止横裂、角横裂的对策•减小振痕深度、增大振痕曲率半径;•减小结晶器钢水液面波动;•减小结晶器铸坯摩擦力;•提高铸机对弧、对中精度;•减少钢中氮含量,控制碳、氮化物析出;•采用合适的二冷温度模式;•矫直温度避开钢的脆性温度区。
7铸坯表面振痕深度与角横裂纹发生率的关系铸坯表面振痕生成机理示意图9影响振痕深度、曲率半径的因素:•振动负滑脱时间;•振动频率;•振幅;•拉速等。
1011结晶器振动负滑脱时间与振痕深度的关系12结晶器振动频率对振痕深度的影响结晶器振动频率、振幅对振痕深度的影响14不同振痕形貌照片15振动频率对振痕形貌的影响18液压振动的优点:■连铸中可以调整振幅;■易于采用高频率、小振幅振动;■振动精度高;■可根据反馈信息调整振动参数;■可以采用非对称波形,及非正弦波并可以调整波形的非对称程度。
21由铸坯与结晶器壁之间的摩擦力:可知,为了减少摩擦力,防止拉漏,必须:■降低保护渣粘度;■增大保护渣耗量(dl);■减少Vm-V。
2223正弦波振动:100/2cos 12cos 21×===−T t NSR fA V ft ft Af VN N m ππππ26与正弦波振动相比,非正弦波的特点有:•在大部分正滑脱时间里,V m -V 减小;•正滑脱时间增加;•为了保持对坯壳一定的压应力,负滑脱量NS 增加。
dtV V NS m t t )(21−=∫德国Thyssen公司Ruhrort厂采用非正弦波振动后的结果:■摩擦力减少了10~20%;■铸坯表面振痕深度减少了30%;■结晶器窄边磨损减少,铜板寿命增加到1700炉;■表面裂纹敏感钢种铸坯的表面清理率减少了27%(65000吨/年).29第I脆性温度域:■在凝固温度附近;■柱状晶间富集杂质的液相是脆化的主要原因;■与变形速率无关。
连铸坯裂纹的原因分析和改进措施
连铸坯裂纹的原因分析和改进措施作者:钟海来源:《西部论丛》2020年第10期摘要:经过实践连铸坯在生产过程中由于钢水质量、工艺问题和操作水平的影响或多或少都会不可避免的产生内部裂纹。
当它是由于轧制工艺方法和其他原因,可能没法焊接继而保持工厂的产品在随后的轧制中,从而影响产品质量,惨重的是会造成严重事故。
本文概述了在浇铸过程中钢水过热度和S,Mn,P等化学成分对连铸坯裂纹呈现的影响;同时,详细概括了拉速、保护渣、钢水液面波动大小、二次冷却的比水量等连铸生产工序对裂纹生成和铸坯的均匀生长有影响。
并对在实践中生产的连铸坯内部裂纹出现缘故进行总结,提出相应措施予以防止,为避免连铸坯内部质量问题,对类似的冶炼生产具有一定的指导意义。
关键词:连铸坯;裂纹;结晶器;工艺引言在炼钢过程中,一定要提升钢水的纯净度,把钢中的S、P成分降低,因此给连铸生产创造良好的条件,连铸生产的铸坯也因一些工艺问题而产生各种缺陷。
在铸坯的各式各样缺陷中,钢中的裂纹是严重的缺陷之一,大约占各类缺陷的50%之多。
这种裂纹会遗留在后面的轧制工艺与后续的产品中,继而很大程度上影响现实情况作业的工作效率。
加强工艺技术监督和加强操作本身的技术规范,这样能避免很多铸坯裂纹和夹杂的产生。
简述连铸坯的裂纹的种类第一个是板坯中心裂纹,铸坯中心液相穴在凝固点周边收缩,铸坯分层或鼓肚造成的,同时表示为中心偏析线。
中心裂纹出现在板坯断面的中心位置,与宽面平行,在断面上可看到呈现开口状的缺陷。
中心裂纹产生的原因主要有:因结晶器的冷却不均匀,拉速波动的变化而产生不均匀的凝固坯壳;凝固末端的凝固通道的不均匀强冷;辊缝开口度对弧不准确、不合理而在凝固通道上发生了异常压力中止了钢水的补充。
钢水的质量,钢水热度过高,拉速快慢,温度不满足和辊缝开口度扩大等等都对中心裂纹有影响。
第二个是板坯中间裂纹内部裂纹产生的原因是由于板坯表面温度反复回温、辊缝开口度、棍子的对弧精度、弯曲连续矫直等在凝固界面上产生拉伸应力而产生的裂纹,并往柱状晶薄弱处不断扩展延伸到坯壳高强度所能承受的抵抗应力为止。
连铸表面裂纹产生的原因和改进的技术措施3

姓名:陈守汪班级:冶094班学号:0990142142012 年5 月14 日连铸表面裂纹产生的原因和改进的技术措施摘要:连铸坯表面裂纹的产生主要取决于: 钢成分对裂纹敏感性、浇铸工艺条件及连铸机设备状况。
带液芯的连铸坯在连铸机内运行过程中受到外力作用是坯壳产生裂纹的外因, 钢的高温力学行为是产生裂纹的内因, 而设备和工艺因素是产生裂纹的条件。
根据所浇钢种, 对连铸机设备的调整应符合钢水凝固收缩规律, 以坯壳不发生变形为原则。
优化工艺参数, 使其处于能够保证连铸坯不产生裂纹或不足以造成废品的允许范围内, 得到合理的铸坯凝固结构。
关键词:铸坯表面纵裂纹、铸坯表面横裂纹主要内容:铸坯裂纹是影响连铸机产量和铸坯质量的主要缺陷。
据统计, 铸坯各类缺陷中有50%为裂纹缺陷。
铸坯出现裂纹, 轻者需进行精整, 重者会导致漏钢和废品, 既影响连铸坯生产率, 又影响产品质量, 增加生产成本。
1 铸坯表面纵裂纹1. 1 板坯表面纵裂纹特征表面纵裂纹可能在板坯宽面中心区域或宽面到棱边的任一位置产生。
综合分析表明, 纵裂纹有以下特征:( 1) 产生纵裂纹的表面常伴有凹陷( depression), 纵裂纹的严重性与表面凹陷相对应。
( 2) 裂纹沿树枝晶干方向扩展。
( 3) 裂纹内发现有硅、钙、铝等元素的夹杂物。
( 4) 在裂纹周围发现有P, S, Mn 的偏析。
( 5) 裂纹边缘出现一定的脱碳层, 说明裂纹是在高温下形成扩展的。
1. 2 表面纵裂纹产生的原因板坯表面纵裂纹在连铸机内产生原因如下:( 1) 板坯横断面低倍检验表明, 纵裂纹起源于激冷层薄弱处( 约2~3mm) 。
( 2) 结晶器的模拟试验表明, 纵裂纹起源于结晶器弯月面区( 几十毫米到150mm) 周边坯壳厚度薄弱处。
这说明纵裂纹起源于结晶器的弯月面区初生凝固壳厚度的不均匀性。
坯壳受下列所述力的作用:( 1) 板坯凝固壳四周温度不均匀而产生的收缩力;( 2) 板坯收缩时由钢水静压力产生的鼓胀力;( 3) 宽度收缩时受侧面约束产生的弯曲应力。
铸坯角部横裂产生的原因及应对措施

时还 能降低裂 纹的产 生 ; ( 3 )降低结 晶器冷 却强度 ,由原 先的 宽侧 4 5 0 0 ,窄侧 的 8 5 0 ,改到宽侧 4 0 0 0 ,窄侧 5 5 0 ; ( 4 )对段 子二冷 水进
行 改进 ,将 0 段、1 段、2 段 、3 段 的冷却强度 进行调整 , 0 段 的冷却 量不易过强 ,1 段 、2段 、3段的冷却强度依 次降低 ,使坯 子在凝固的 过程 中降低应力 的产生 ,从而降低裂纹的产生 ; ( 5 )改善钢水成分 , 3 . 1 裂 纹 起 因 对部分钢种进行加 Ti 处理 ,例如 S P HT 1保证 T i 含量大于 0 . 0 1 7 %,连 3 . 1 . 1 裂纹 的形成 ( 1 )临界 应力 :钢 液在凝 固过程 的中 ,坯壳 所承受 的应力 如大 铸可进 行热过 ,坯子的质量得到 很大 提高 ,同时也加大 了连 铸的热过 率; ( 6 )采用轻压下技术 。较大 的压下量有利于 改善 中心 疏松 ; ( 7 ) 于了钢种固相线温度附近 的临界强度 ,则产生 断裂 。 对设备加强检查与维 护, 通过对后部铸坯裂纹的检查来反馈铸机状态 , ( 2 )临 界应 变 :当钢水 固液界 面 的 固相 变量 大 于 临界 应变 的 铸机 设备对 裂纹 的产生 有很大 影响 ,尤 其是结 晶器、0 段、1 段 ,在 值 时 ,则产生 裂纹 。 现有 的条件 下 ,应 当加强对设备 的维 护 ,对段子的接弧 、开 口度 进行 临界应 力和 应变值决定 于凝固结构 ,也 就是 6 相与 v 相 的比例 , 全时和 韧性较 高 ,8+ Y 相 凝固和 Y 相凝固韧 性和强 度较低 ,对 裂纹 定期检 查 ,足辊的喷淋 嘴有无堵塞、变形、不转等情 况发生 ,结 晶器 的过 钢量进行数据统计 ,保证 结晶器铜板的厚度 ,对 铸机设备进行定 敏感性增加 。 期维护 ,降低裂纹 的产生 。 3 . 2 成 分 影 响 横裂 纹 是 位 于铸 坯 内弧表 面 振 痕 的波 谷 处 ,通常 隐藏 着 看不 见 ,角裂 主要 发 生 在 中碳 钢 ,尤其 是 中碳 含 B钢 ( w( c ): O . 0 9 % 一 0 . 0 1 7 %),初生的坯壳在 结晶器弯月面 凝固时发生包 晶反应 ,铸坯 的 体积收缩和线 收缩 比较大 ,钢水 的静压力与凝 固收 缩俩 种不均衡 的力 使初生的坯 壳产 生凹陷 ,凹陷的部位不利于传热 ,且 钢水 的静压力与 热应力比较集中 , 从而使 凹陷处产 生裂纹。尤其是 内弧更易产生裂纹 。 B 元素在钢 中与 N反应形成 B N, , B N会在奥 氏体 的晶界之 间析 出变大 , 从而使钢液结晶的温度升 高,使再 结晶变得困难 , 导致应力不 能消除 , 致使裂纹的产生 。 钢水碳含量 处在包 晶区发 生纵裂指数最高 ,
中厚板连铸坯表面角部横裂纹成因分析与预防措施

中厚板连铸坯表面角部横裂纹成因分析与预防措施摘要中厚板连铸坯表面角部横裂纹是一种常见的铸坯表面缺陷。
本文结合宝钢罗泾二号连铸机铸坯实际生产情况和铸坯实物质量情况,初步分析了铸坯表面角部横裂纹成因,从铸机设备状态、钢种化学成份、工艺参数等几个方面提出了预防措施,指导生产管理和操作,有效控制中厚板连铸坯表面角部横裂纹的产生。
关键词中厚板连铸坯;角部横裂纹;成因;预防措施Reasons Analysis and Preventive Measures of Transverse Corner Crack on the Surface of Medium and Heavy Continuous Casting SlabLI Heishan,CHEN MengBaosteel, ShangHai 201900Abstract Transverse corner crack on the surface of medium and heavy continuous casting slab is a kind of common surface defects. Combining Baosteel Luo Jing No.2 continuous casting machine in actual production condition and slab quality,the papers analyse the reasons and generating mechanism of transverse corner crack on the surface of medium and heavy continuous casting slab ,and describes some preventive measures from the aspects of state of continuous casting machine equipments, steel grade and chemical composition,process parameters etc. These preventive measures can instruct production management and operation and can effectively control Transverse corner crack to improve slab quality.Keywords continuous casting machine; transverse corner crack; preventive measures0 引言目前,宝钢罗泾二号连铸机生产的铸坯存在表面角部横裂缺陷,铸坯需要下线人工火焰清理,对产品质量、能源消耗、生产成本和物流成本等方面造成制约性影响。
连铸坯表面纵裂产生原因及控制

连铸坯表面纵裂产生的原因及控制一、表面纵裂的危害1、铸坯表面纵裂纹影响轧制产品质量,长300mm、深2.5mm的表面纵裂纹在轧制板材上留下1125mm分层缺陷,纵裂纹严重时会造成拉漏和废品。
2、表面纵裂经修磨后,由于修磨处铸坯厚度小于其他部位,造成轧制时压缩比偏小,板的表面质量和钢质性能不连续,降低板材的等级和钢材的收得率。
二、铸坯表面纵裂纹形成的机理:铸坯的表面纵裂纹产生于结晶器,由于热流分布不均匀,造成坯壳厚度不均匀,在坯壳薄的地方产生应力集中;结晶器壁与坯表面间的摩擦力使坯壳承受较大的负荷,在牵引坯壳向下运动时产生纵向应力,这种应力与从结晶器窄面,到宽面中心线的距离呈直线增加,最大处在板坯的中间,而钢水静压力随着坯壳往下移动呈直线增加,静压力使得坯壳往外鼓,表面裂纹得到进一步扩大。
三、钢坯表面纵裂纹形成的原因及分析:1、保护渣性能的影响,保护渣的黏度过大或过小,都会使渣膜在坯壳与结晶器壁之间,厚薄不均匀,从而影响结晶器的热流分布,导致坯壳凝固不均匀,从而影响结晶器的热流分布,导致坯凝固不均匀,保护渣的融化速率应与其消耗量平衡,熔化速度和熔点均对保护渣渣层的性能有直接关系,熔化过快或过慢均会影响渣膜的厚度及其均匀性,从而影响结晶器的热流分布。
2、结晶器内钢水行为的影响,钢水在结晶器内的流动状态,对结晶器内钢水卷渣、保护渣对夹杂物的捕捉,铸坯裂纹的形成均有一定关系。
当浸入式水口侧孔直径和角度或是水口的浸入深度和对中程度改变时,钢水流场随之改变,钢水对坯壳的冲刷程度也改变,流场不合理也会造成保护渣的铺展性不良,结晶器液面液渣层厚薄不均匀,使流入气隙的渣厚薄不均,造成热流分布不均匀,坯壳凝固不均,而出现表面纵裂纹。
当下水口外径过大时,结晶器内钢水在口区的内外弧处会出现钢水流动“死区”,造成结晶器液面“搭桥”现象,影响保护渣的熔化性,增加了铸坯中部的摩擦应力。
3、钢水过热度的影响,增加钢水过热度,保护渣熔化速度快,液渣层过厚在空隙内流失过快造成结晶器内热流分布不均匀,坯壳凝固不均匀,表面纵裂纹趋势增大。
连铸板坯角部横裂纹产生原因与控制

连铸板坯角部横裂纹产生原因与控制许孟春;李德军;张宁【摘要】The causes leading to the transverse corner cracks of continuous casting slabs are summarized. The effect of such factors as compositions in molten steel, mould control and proper-ties of casting powders on the transverse corner cracks are analyzed and thus the countermeasures for these cracks are proposed, including the adjustment of compositions in molten steel, optimiza-tion of the control for mould and optimization of the secondary cooling schedule and properties of casting powders.%综述了连铸板坯角部横裂纹的形成原因,分析了钢水成分、结晶器控制、保护渣性能等对角部横裂纹的影响,并提出了调整钢水成分、优化结晶器控制、优化二冷制度和保护渣性能等控制角部横裂纹产生的改进措施。
【期刊名称】《鞍钢技术》【年(卷),期】2015(000)002【总页数】7页(P9-14,19)【关键词】连铸板坯;角部横裂纹;钢水成分;结晶器【作者】许孟春;李德军;张宁【作者单位】鞍钢集团钢铁研究院,辽宁鞍山114009;鞍钢集团钢铁研究院,辽宁鞍山114009;鞍钢集团钢铁研究院,辽宁鞍山114009【正文语种】中文【中图分类】TF748近年来,随着我国交通运输、石油化工、重型机械、海洋工程、核电、军工等行业的技术进步和快速发展,对钢铁产品的质量、性能、规格等提出了更高的要求,对连铸坯的质量要求也更加严格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸坯角部皮下横裂纹成因分析及控制技术
【摘要】铸坯角部皮下横裂纹是常见的生产缺陷,本文结合济钢中厚板厂连铸机生产实践实际,分析了角部皮下横裂纹形成原因,研究了铸坯凝固行为、二冷工艺、Al和N元素含量等重要因素对角部裂纹率的影响作用,并提出了相应的改进措施。
【关键词】连铸角部皮下横裂纹
1 前言
进入二十一世纪以来,随着我国交通运输、石油化工、重型机械、海洋工程、核电军工等行业的迅猛发展,从而大力推动了低合金、高强度等微合金钢的炼钢、轧钢工艺技术发展。
我厂生产的铸坯经常出现角部皮下横裂纹,给产品质量带来及极大的影响,为此我们对各个工艺环节进行了深入地研究,通过控制好钢水的Als含量、全程做好保护浇注等措施,有效地控制了铸坯角部产生横裂纹,从而确保了产品质量。
2 铸坯皮下横裂纹的形成机理及形态
2.1 铸坯皮下横裂纹的形成机理
钢水在结晶器的凝固过程中,弯月面附近液渣在结晶器振动作用下缓慢流入铜板和坯壳间的气隙中,初凝坯壳在振动和钢水静压力的共同作用下开始变形,进而形成铸坯振痕。
由于铸坯坯壳角部收缩相对显著,使得铸坯角部的振痕谷底处初凝坯壳的传热速度下降,导致该区域的奥氏体晶粒长大,S、P偏析加剧,从而降低了钢的高温强度。
与此同时,钢中微合金元素(如铝、硼、铌等)极易与钢中的碳、氮元素相结合,在一定条件下,将在奥氏体晶界析出碳氮化物。
而振痕波谷处的晶粒粗大,将加剧碳氮化物的析出,当铸坯受到应力作用时,极易产生应力集中,最终形成横向裂纹。
2.2 铸坯角部皮下横裂纹的形态
铸坯角部皮下横裂纹是板坯常见的一种铸坯缺陷,在铸坯上呈“跨角裂”形式。
角部横裂纹往往发生于铸坯角部的晶间,难以在线检查,只能将铸坯下线通过火焰清理的方式进行挽救。
连铸板坯角部皮下横裂纹的特点如图1所示。
3 铸坯皮下横裂纹的成因分析
3.1 Als、N含量的影响
钢中Al、N含量对铸坯角部皮下横裂缺陷有较大影响,Al、N含量越高,铸坯裂纹敏感性越高,角部横裂纹率越高,这是因为:在凝固的过程中Al易与N元素形成氮化物并在晶界析出,促进板坯角部横裂纹的产生,在晶界的析出物越细小,析出物体积百分比越高,对钢的热塑性恶化越严重。
根据热力学方程,在钢中,AlN以γ固熔体形式存在,其中Al、N和AlN平衡如下式:
AlN(s)=Al(γ)+N(γ) (1)
lg[%Al][%N]=-7400/T+1.95 (2)
由公式(1)、(2)可见,AlN随着Al、N含量的增加而升高。
根据实践表明,钢中Al增加,裂纹敏感性增加,而通过控制Als含量在1.5以下对铸坯缺陷影响较小。
3.2 冷却工艺的影响
根据冶金学原理,如果矫直时铸坯边角部温度位于微细碳、氮化物析出高峰温度区,由于钢的脆化,矫直变形下铸坯振痕波谷处易产生裂纹。
通过对连铸机的铸坯宽度与二冷喷水覆盖宽度对比分析可以看出,现有弯曲段喷嘴喷水宽度较宽是造成角部质量恶化的一个原因。
为进一步了解铸坯出二冷温度,特针对Q345B2钢种在正常生产过程中铸坯出二冷区温度进行了测量。
由表1可知,铸坯边部出二冷温度正好处于含铌等低合金钢的脆性温度区域,铸坯振痕波谷薄弱处在外力或内力作用下极易产生横裂纹(如表1)。
3.3 连铸机设备精度的影响
连铸机的对弧、开口度控制精度是生产无缺陷铸坯的重要保障,通过对连铸的检修前后铸坯皮下横裂纹发生几率发现,连铸机设备精度对铸坯皮下横裂纹有较大的影响。
4 措施的实施
(1)通过精炼的操作控制钢水中的Als含量,Als含量基本保持在0.020%以下。
(2)通过对钢水全程保护浇注,使得铸坯氮含量≤50ppm的几率提高至98%。
(3)通过对连铸机冷却制度的优化,基本可以保证铸坯角部进入矫直区时的温度≥900℃。
(4)通过全面实施连铸机设备精度保障技术,连铸机设备一直在高精度的状态下运行(弧度偏差≤±0.3mm,开口度偏差≤±0.2mm)。
5 结语
通过全面实施钢水Als含量控制等连铸机铸坯皮下横裂纹的控制技术,铸坯
皮下横裂纹的控制取得了显著成效,并且使得铸坯实不清理直接送轧。
参考文献:
[1]T Nozaki, J Matsuno, K Murata, et al. A secondary cooling pattern for preventing surface cracks of continuous casting slab[J].Trans.ISIJ,1978,(20):330-338.
[2]王新华,王文军,费惠春等.减少含铌、钒、钛微合金化钢连铸坯角部横裂纹的研究[J].钢铁,1998,33(1):22-25.。